Область техники, к которой относится изобретение
Изобретение относится к полимерным композиционным материалам и конструкциям из них, в частности к блокам плавучести глубоководной техники, изготавливаемым из сферопластика, и касается создания составных блоков плавучести.
Раскрытие сущности и уровень техники
Сферопластик представляет собой полимерный композиционный материал, состоящий из полимерной матрицы, как правило, на основе эпоксидной смолы, и наполнителя, в качестве которого выступают стеклянные микросферы, диаметром от 10 до 100 мкм. Сферопластик имеет плотность значительно ниже плотности воды (550-650 кг/м3) и высокую прочность при гидростатическом сжатии, что позволяет его широко использовать в глубоководной технике для обеспечения ее плавучести на сравнительно больших глубинах.
Известен способ изготовления высокопрочного материала на основе эпоксидной смолы и полых стеклянных микросфер для обеспечения плавучести глубоководной техники (Патент CN №103910974, опубл. от 09.07.2014).
В глубоководных технических средствах различного назначения таких, как подводные аппараты, сферопластик применяется в виде блоков, которые имеют разные размеры и форму, что обусловлено необходимостью максимально возможного заполнения межбортного пространства (между прочным и наружным корпусами) и снижения размеров, а также веса аппарата.
Известен способ сборки блоков плавучести подводного аппарата, состоящий из размещения разъемных и неразъемных блоков плавучести внутри подводного аппарата, при этом разъемные блоки плавучести устанавливают внутри несущих каркасов подводного аппарата, а неразъемные блоки плавучести устанавливают снаружи несущих каркасов подводного аппарата для образования с совместно с обтекателями прочных внешних обводов подводного аппарата (Патент РФ №2310579, опубл. от 20.11.2007, бюл. №32).
Блоки плавучести в современных подводных аппаратах могут иметь линейные размеры порядка 1 м и более и объем от 0,5 м3 до 2-3 м3. Однако изготовление блоков таких размеров из высокопрочного сферопластика низкой плотности в настоящее время невозможно, что связано с физико-химическими процессами, протекающими в сферопластике при его полимеризации. Эти процессы сопровождаются экзотермической реакцией с выделением большого количества тепла, и для того, чтобы обеспечить отвод тепла и избежать пережога и деструкции полимерной матрицы, размеры изготавливаемого блока приходится ограничивать. Например, один из линейных размеров блока (его толщина) не должен быть больше 100-200 мм в зависимости от состава сферопластика (его рецептуры) и способа изготовления блока: методом заливки в форму или путем вакуумной инфузии связующего.
В связи с этим относительно большие блоки, которые называются составными, собираются из отдельных небольших блоков, называемых моноблоками, которые соединяются между собой механическим способом или путем их склейки. В первом случае моноблоки могут соединяться между собой с помощью сквозных болтов, лент либо путем обформовки по всей наружной поверхности составного блока полимерным композиционным материалом, например, стеклопластиком. Применение механического способа соединения моноблоков в составной блок возможно, если они имеют сравнительно простую форму. Кроме того, дополнительные элементы крепления увеличивают вес составного блока, что приводит к снижению его плавучести.
В случае, если составной блок имеет сложную форму, то наиболее правильным решением является соединение моноблоков в составной блок путем их склеивания между собой с использованием клеевого состава. Применение этого способа соединения моноблоков в составной блок является более предпочтительным, чем при механическом способе соединения, т.к. этот блок имеет только наружную поверхность, соприкасающуюся с водой, в отличие от механического способа соединения с помощью болтов или лент, когда с водой соприкасается наружная поверхность каждого моноблока, входящего в составной. Это приводит к заметному увеличению количества воды, поглощенной составным блоком при механическом способе соединения и, следовательно, к уменьшению его плавучести, по сравнению со склеенным блоком.
Известен составной блок плавучести и способ его изготовления, когда крупногабаритный составной блок плавучести состоит в основном из моноблоков сферопластика простой формы в виде параллелепипедов за исключением моноблоков, формирующих наружную поверхность, которая повторяет обводы наружного корпуса аппарата. Моноблоки сложены в составной блок по типу «кирпичной кладки» и склеены между собой с помощью клеевого состава, марка которого и/или химическая рецептура не известны (J.-F. Drogou, С. Leveque, V. Rigaud and etc. NAUTILE. Feedbacks on 25 years of operation, 1850 divers. Conference «Underwater Intervention 2013». New Orleans, January 2013, vol. 1, www.researchgate.net) - принят за прототип.
Однако, для составных блоков, имеющих сложную форму, при их монтаже и склеивании из моноблоков требуется сложная и дорогостоящая технологическая оснастка, т.к. при склеивании моноблоков они могут смещаться друг относительно друга, особенно по наклонным поверхностям, и их необходимо зафиксировать на время отверждения клеевого состава.
Для обеспечения монолитности составного блока и его эксплуатационных качеств по прочности и плавучести клеевой состав должен быть совместим с материалом моноблоков. Это обеспечивает высокую адгезионную прочность соединения моноблоков и низкое водопоглощение при действии высокого гидростатического давления в процессе эксплуатации. Также клеевой состав должен обладать определенными пластическими свойствами, и соответственно высокой трещиностойкостью, чтобы допускать относительно небольшое различие в деформациях соседних моноблоков без разрушения клеевого шва. Кроме того, он должен быть технологичным, в частности должно допускаться его применение при нормальной температуре и отверждение при температуре, которая может быть достигнута в производственных условиях. При этом он не должен стекать с вертикальных и наклонных поверхностей при его нанесении на склеиваемые поверхности моноблоков с обеспечением заданной толщины клеевого шва.
Технический результат, который может быть получен, при реализации предлагаемого изобретения, заключается в повышении технологичности и снижении трудоемкости изготовления составных блоков плавучести, а также в увеличении прочности связи между моноблоками из сферопластика при их сборке в составные блоки с сохранением водостойкости.
Для достижения данного технического результата, способ соединения моноблоков из сферопластика в составные блоки плавучести, состоящие из сложенных по типу «кирпичной кладки» и склеенных между собой с помощью клеевого состава отдельных, заранее изготовленных, моноблоков из сферопластика простой формы в виде параллелепипедов, за исключением моноблоков, формирующих наружную поверхность, которая повторяет обводы наружного корпуса аппарата, согласно изобретению, для фиксации отдельно изготовленных моноблоков относительно друг друга при их склеивании, на их торцевых наружных поверхностях делаются выемки прямоугольной формы глубиной порядка 5 мм, которые должны быть расположены строго напротив друг друга относительно поверхности контакта соседних моноблоков и в которые крепятся планки из полимерного композиционного материала, при этом для склеивания отдельно изготовленных моноблоков применяется клеевой состав на основе сферопластика, из которого изготавливаются моноблоки, с вязкостью при 40°С от 50 Па*с до 90 Па*состоящий из:
- смолы эпоксидной, например, ЭД-20 (диглицидиловый эфир бисфенола А), не менее 30 массовых частей;
- смолы эпоксидной модифицированной, например, ЭА-П, 30 массовых частей;
- модифицированной структурирующей смолы, например, марки Арсогофен (АСГФ), 30 массовых частей;
- полиизоцианата, например ПИЦ, не более 4 массовых частей;
- аддукта модификатора, например, ЛАР, не более 10 массовых частей. В состав смоляной композиции клеевого состава введены:
- микросферы, например, марки МС-ВП-А9-У группы 3, с пониженным объемным содержанием от 50 до 60%;
- смесевой ароматический аминный отвердитель, например, НХП-1 марки Б, количестве 30 массовых частей;
- смесь отвердителей, например, ПЭПА и И6-М, в соотношении 1:1, соответственно 20 масс частей (для замены аминного отвердителя, например, НХП-1, при необходимости проведения термообработки);
- гидрофобный Аэросил, например, марок А 175 и А 350, с показателем рН не менее 4,5, не более 1% масс (для управления тиксотропными свойствами клеевого состава),
А также, крепление планок из полимерного композиционного материала производится путем приклеивания и с помощью саморезов. А также, планки изготавливаются из стеклопластика.
Применение клеевого состава, указанного выше, для склейки моноблоков, который полностью совместим по своей химической природе со сферопластиком моноблоков, позволяет обеспечить требуемую прочность их соединения при повышении трещиностойкости клеевого шва и сохранении высокой водостойкости на уровне, не выше чем у сферопластика. При этом повышается технологичность нанесения клеевого состава на поверхности моноблоков за счет возможности регулирования текучести и вязкости для предотвращения его стекания с вертикальных и наклонных поверхностей моноблоков. Крепление планок в выемках на торцевых поверхностях моноблоков снижает трудоемкость сборки составных блоков и их стоимость за счет исключения сложной и дорогостоящей технологической оснастки.
Краткое описание чертежей
Сущность предлагаемого изобретения реализуется в конструкции составных блоков плавучести, представленных на фиг. 1 и фиг. 2, на которых показано:
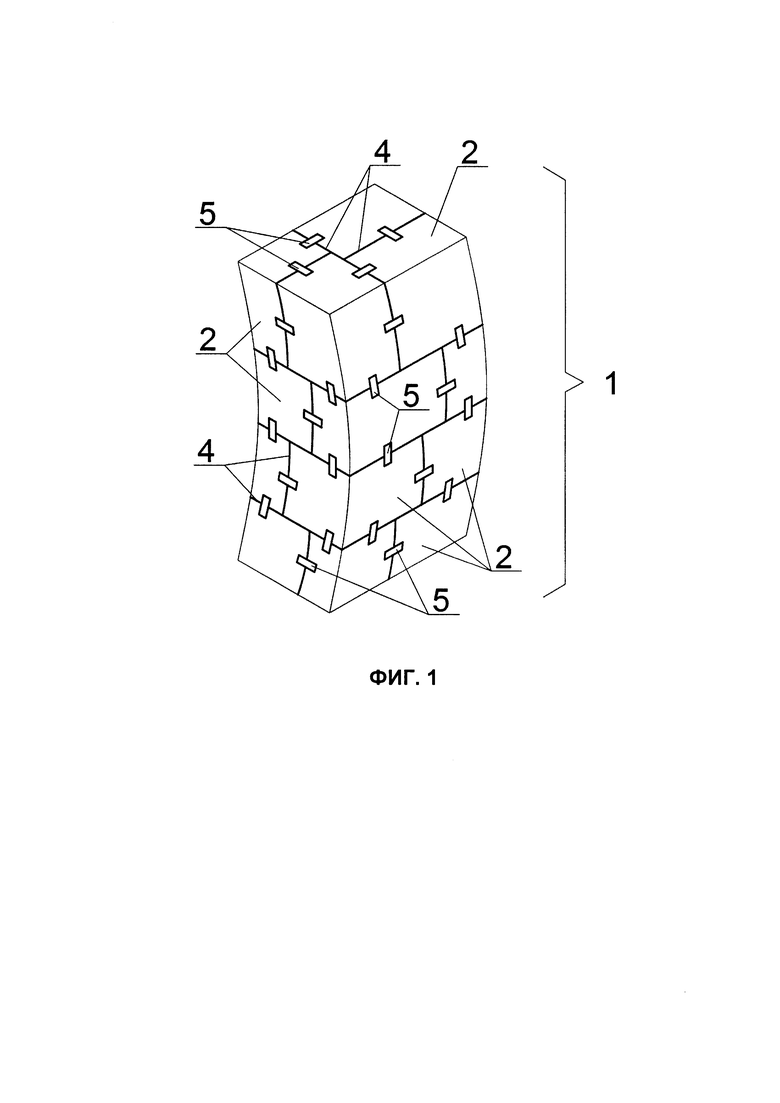
- фиг. 1 - общий вид составного блока плавучести;
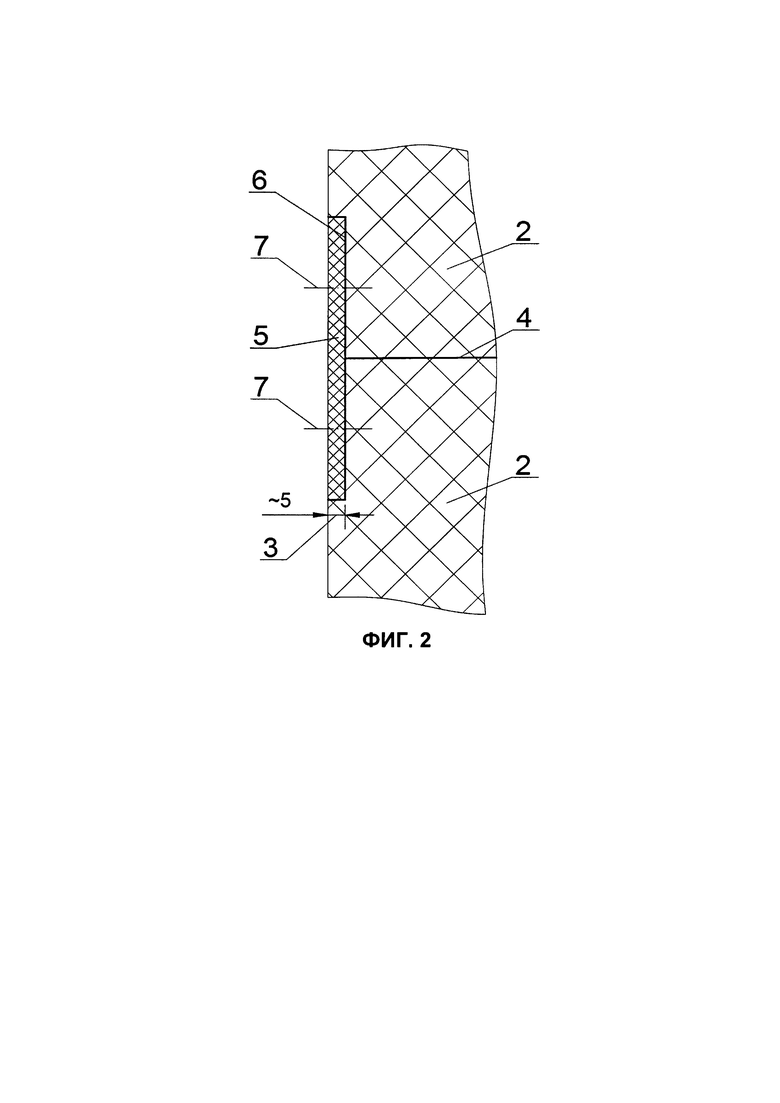
- фиг. 2 - сечение составного блока в районе выемок с установленной планкой.
Осуществление изобретения
Предлагаемый способ изготовления составного блока плавучести 1 включает изготовление моноблоков 2 путем заливки или методом вакуумной инжекции связующего в формы, которые строго соответствуют требованиям к размерам и геометрии моноблоков, а также к качеству их наружных поверхностей, при этом выемки 3 делаются во время изготовления моноблоков 2 или после их отверждения путем фрезерования.
Далее на стенде устанавливается первый ряд моноблоков 2 и производится их последовательное склеивание, начиная с первых двух моноблоков, путем нанесения клеевого состава 4 на вертикальные поверхности их контакта и прижатия друг к другу, и кончая последними блоками 2 в ряду, выполняя аналогичные операции их склеивания. Одновременно производится их фиксация друг с другом путем установки планок 5 в выемки 4 на клею 6 и саморезах 7.
На сформированный первый ряд моноблоков 2 устанавливается один крайний блок 2 второго ряда через заранее нанесенный клеевой состав 4 и производится фиксация этого блока 2 относительно стоящего под ним моноблока 2 первого ряда с помощью планок 5, установленных в выемки 3 на клею 6 и саморезах 7.
Окончание формирования второго ряда моноблоков 2 производится аналогично первому ряду.
Далее, все операции установки, склеивания и фиксации моноблоков 2 третьего и последующих рядов повторяются аналогично, описанным выше.
Собранный из моноблоков 2 составной блок 1 проходит стадию отверждения клеевого состава 4 при нормальной или повышенной температуре в зависимости от габаритов составного блока 1.
При необходимости наружную поверхность составного блока можно механически обработать для обеспечения выполнения требований к наружным обводам корпуса аппарата.
Таким образом, предлагаемые решения, согласно изобретению, позволяют получить в комплексе новое свойство, заключающееся в обеспечении требуемой прочности, работоспособности и водостойкости составного блока плавучести при снижении трудоемкости и стоимости его сборки из моноблоков сферопластика.
Источники информации, принятые во внимание при составлении заявочных материалов
1. Патент CN №103910974, опубл. от 09.07.2014.
2. Патент РФ №2310579, опубл. от 20.11.2007, Бюл. №32.
3. J.-F. Drogou, С. Leveque, V. Rigaud and etc. NAUTILE. Feedbacks on 25 years of operation, 1850 divers. Conference «Underwater Intervention 2013». New Orleans, January 2013, vol. 1, www.researchgate.net) - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ МОНОБЛОКОВ ИЗ СФЕРОПЛАСТИКА В СОСТАВНЫЕ БЛОКИ ПЛАВУЧЕСТИ | 2020 |
|
RU2800090C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ЛЕГКОВЕСНОГО ЗАПОЛНИТЕЛЯ НА ОСНОВЕ СФЕРОПЛАСТИКА И КЕРАМИЧЕСКИХ МАКРОСФЕР | 2021 |
|
RU2793130C2 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| КОРПУС И ЭЛЕМЕНТЫ КОНСТРУКЦИИ ТРАНСПОРТНЫХ СРЕДСТВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2403167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БЛОКОВ ПЛАВУЧЕСТИ | 1993 |
|
RU2078776C1 |
| БЛОК ПЛАВУЧЕСТИ | 1989 |
|
SU1840298A1 |
| КОНСОЛЬ СКЛАДНОЙ АЭРОДИНАМИЧЕСКОЙ ПОВЕРХНОСТИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2582506C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| КОНСТРУКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ СИНТАКТНОГО ПЕНОПЛАСТА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УКАЗАННОГО КОНСТРУКЦИОННОГО МАТЕРИАЛА | 2011 |
|
RU2489264C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И АЭРОДИНАМИЧЕСКАЯ КОНСТРУКЦИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2321525C1 |
Изобретение относится к способу соединения моноблоков из сферопластика в составные блоки плавучести. Способ, в котором заранее изготовленные моноблоки из сферопластика простой формы в виде параллелепипедов складывают по типу «кирпичной кладки» ряд за рядом, за исключением моноблоков, формирующих наружную поверхность, которая повторяет обводы наружного корпуса аппарата. Далее отдельные моноблоки ряда моноблоков из сферопластика последовательно склеивают между собой, а в случае наличия предыдущего ряда - также с моноблоками предыдущего ряда, с помощью клеевого состава. Причем для фиксации отдельно изготовленных моноблоков относительно друг друга при их склеивании на их торцевых наружных поверхностях выполняют выемки, причем указанные выемки располагают строго напротив друг друга относительно поверхности контакта соседних моноблоков. При этом одновременно со склеиванием отдельных моноблоков производят их фиксацию друг с другом путем установки планок из полимерного композиционного материала в выемках отдельного моноблока ряда и выемках соседних с ним моноблоков, расположенных строго напротив друг друга относительно поверхности контакта соседних моноблоков. Причем операции установки, склеивания и фиксации моноблоков аналогично повторяют для последующих рядов моноблоков. Для склеивания отдельно изготовленных моноблоков используют клеевой состав на основе сферопластика, из которого изготовлены моноблоки, при этом собранный из моноблоков составной блок плавучести подвергают стадии отверждения клеевого состава. Технический результат заявленного изобретения заключается в повышении технологичности и снижении трудоемкости изготовления составных блоков плавучести, а также в увеличении прочности связи между моноблоками из сферопластика при их сборке в составные блоки с сохранением водостойкости. 9 з.п. ф-лы, 2 ил.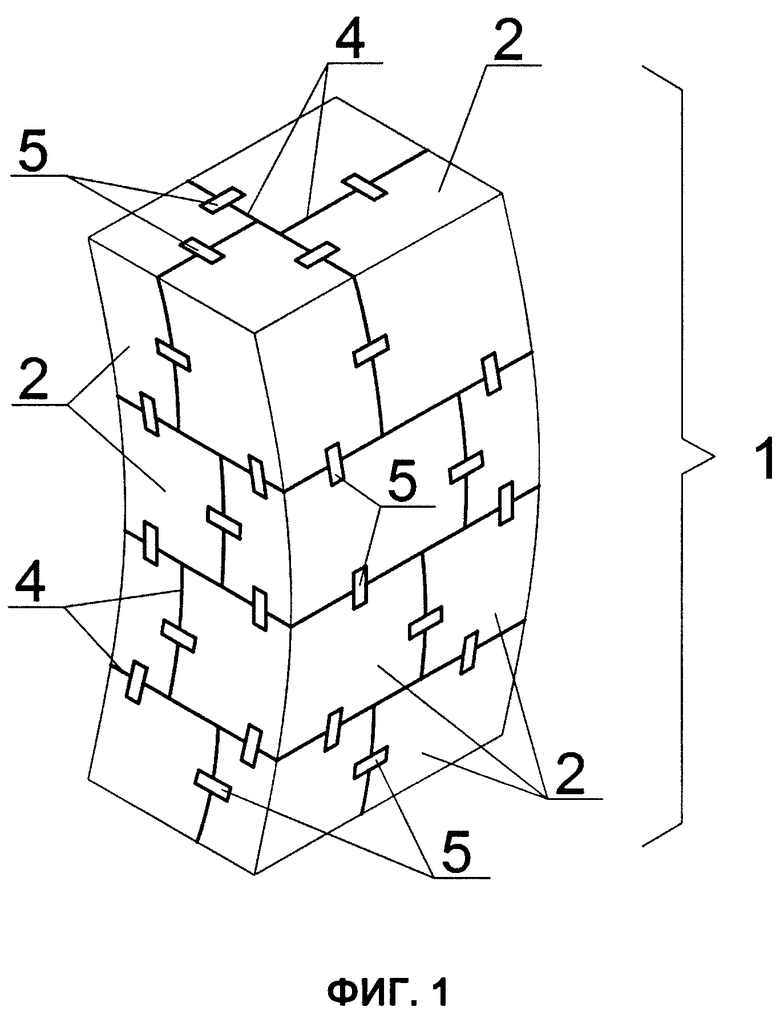
1. Способ соединения моноблоков из сферопластика в составные блоки плавучести, в котором:
заранее изготовленные моноблоки из сферопластика простой формы в виде параллелепипедов складывают по типу «кирпичной кладки» ряд за рядом, за исключением моноблоков, формирующих наружную поверхность, которая повторяет обводы наружного корпуса аппарата, и
отдельные моноблоки ряда моноблоков из сферопластика последовательно склеивают между собой, а в случае наличия предыдущего ряда - также с моноблоками предыдущего ряда, с помощью клеевого состава,
отличающийся тем, что
для фиксации отдельно изготовленных моноблоков относительно друг друга при их склеивании на их торцевых наружных поверхностях выполняют выемки, причем указанные выемки располагают строго напротив друг друга относительно поверхности контакта соседних моноблоков,
причем одновременно со склеиванием отдельных моноблоков производят их фиксацию друг с другом путем установки планок из полимерного композиционного материала в выемках отдельного моноблока ряда и выемках соседних с ним моноблоков, расположенных строго напротив друг друга относительно поверхности контакта соседних моноблоков,
причем операции установки, склеивания и фиксации моноблоков аналогично повторяют для последующих рядов моноблоков;
причем для склеивания отдельно изготовленных моноблоков используют клеевой состав на основе сферопластика, из которого изготовлены моноблоки,
при этом собранный из моноблоков составной блок плавучести подвергают стадии отверждения клеевого состава.
2. Способ по п. 1, в котором последовательное склеивание отдельных моноблоков ряда между собой производят путем нанесения клеевого состава на вертикальные поверхности их контакта и прижатия друг к другу, а склеивание отдельных моноблоков ряда с моноблоками предыдущего ряда - путем установки моноблоков ряда на моноблоки предыдущего ряда через заранее нанесенный клеевой состав.
3. Способ по любому из предыдущих пунктов, в котором клеевой состав имеет вязкость, достаточную для предотвращения его стекания с вертикальных и наклонных поверхностей моноблоков при его нанесении на склеиваемые поверхности моноблоков с обеспечением толщины клеевого шва, при этом клеевой состав имеет вязкость от 50 до 90 Па⋅с при температуре 40°С.
4. Способ по любому из предыдущих пунктов, в котором сферопластик, из которого изготовлены моноблоки и на основе которого выполнен клеевой состав, состоит из полимерной матрицы на основе эпоксидной смолы и наполнителя в виде стеклянных микросфер диаметром от 10 до 100 мкм.
5. Способ по любому из предыдущих пунктов, в котором выемки выполнены прямоугольной формы и имеют глубину порядка 5 мм.
6. Способ по любому из предыдущих пунктов, в котором выемки выполняют во время изготовления моноблоков или после их отверждения путем фрезерования.
7. Способ по любому из предыдущих пунктов, в котором моноблоки изготовлены методом заливки в форму или методом вакуумной инфузии связующего.
8. Способ по любому из предыдущих пунктов, в котором крепление планок из полимерного композиционного материала осуществляют путем приклеивания и с помощью саморезов.
9. Способ по любому из предыдущих пунктов, в котором планки изготовлены из стеклопластика.
10. Способ по любому из предыдущих пунктов, в котором наружную поверхность собранного из моноблоков составного блока подвергают механической обработке для обеспечения выполнения требований к наружным обводам корпуса аппарата.
| RU 2019134214 A, 26.04.2021 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ЛЕГКОВЕСНОГО ЗАПОЛНИТЕЛЯ НА ОСНОВЕ СФЕРОПЛАСТИКА И КЕРАМИЧЕСКИХ МАКРОСФЕР | 2021 |
|
RU2793130C2 |
| J.-F | |||
| Drogou and et al., "NAUTILE | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| [Электронный ресурс]: https://www.researchgate.net/publication/256257641 NAUTILE Feedbacks on 25 years of operations 1850 dives | |||
| RU | |||
