Изобретение относится к полимерным композиционным материалам и конструкциям на их основе, в частности к блокам плавучести глубоководной техники, представляющим собой композитный легковесный заполнитель, изготовленный на основе сферопластика и керамических макросфер со сравнительно низким относительным весом, существенно меньше плотности воды.
Известен способ изготовления твердого плавучего материала, заключающийся в том, что форма из нержавеющей стали заполняется эпоксидной смолой с отвердителем и прочими компонентами, в которую вводятся керамические сферы диаметром 1-10 мм или(и) стеклянные микросферы диаметром 10 - 100 микрон (Патент CN №102702679, опубл. от 10.03.2012).
Недостатком известного технического решения является то, что при отверждении смолы происходит ее усадка, а наличие при этом в ней керамических сфер ведет к возникновению повышенных остаточных напряжений и, как следствие, ведет к снижению прочности плавучего материала. Также форма выполнена из стали, что значительно утяжеляет вес конструкции.
Известен конструктивный элемент плавучего средства, состоящий из формы (нижней части в виде короба и крышки), изготавливаемой аддитивным методом, которая заполняется макросферами, изготавливаемыми также аддитивным методом, и полимерным связующим, например, эпоксидным (Патент RU 2 686 548 С1, опубл. от 29.04.2019).
Недостатком известного технического решения является, наличие формы в виде короба и крышки, что увеличивает вес конструкции.
Известен плавучий элемент, состоящий из длинной жесткой трубки, выполняющей роль формы, заполненной макросферами диаметром 15-35 мм. Трубка имеет отверстия для заполнения водой ее внутреннего пространства при погружении в воду (UK Patent Application GB 2550461 A, опубл. 22.11.2017).
Недостатком известного технического решения является наличие формы в виде длинной жесткой трубки из материала относительно высокой плотности, увеличивающей вес конструкции.
Известен также блок плавучести, представляющий собой по существу композитный легковесный заполнитель, и способ его изготовления, включающий сборку с использованием алюминиевого крепежа из модулей, каждый из которых состоит из плавучих форм (каркаса) из полипропилена, в которые помещены керамические макросферы с защитным покрытием. Конструкция модуля имеет повторяющиеся круглые вырезы и при сложении модулей в блок образуются по его длине трубчатые отверстия, что обеспечивает свободное заполнение блока водой и равномерное обжатие макросфер на глубине (The Nereus Hybrid Underwater Robotic Vehicle for Global Ocean Science Operations to 11,000 m Depth. Proceeding of 2008 IEEE/МТС Oceans Conference. Quebec City, Canada, 15 - 18 Sep 2008, https://www.researchgate.net/publication/224556877) - принят за прототип.
Недостатком известного технического решения является то, что для изготовления модулей, в которых расположены макросферы, используются полипропилен с относительно высокой плотностью 850 - 950 кг/м3, близкой к плотности воды. Кроме того, для соединения модулей в единый блок, применяется механический крепеж из алюминиевого сплава, что утяжеляет блок плавучести, и соответственно снижает его подъемную силу.
Основной задачей при создании блоков плавучести (композитного легковесного заполнителя) глубоководной техники является максимально возможное снижение их плотности, и, следовательно, увеличение создаваемой ими силы плавучести при сохранении прочности и работоспособности на заданном уровне, обеспечивающим безопасную эксплуатацию объекта на глубине.
Техническим результатом предлагаемого технического решения является снижение плотности элементов плавучести, и, следовательно, увеличение его подъемной силы, при обеспечении заданных требований по прочности и надежности, что приводит к снижению водоизмещения подводного объекта, увеличению его автономности или(и) скорости хода и т.д.
Технический результат достигается за счет того, что в способе изготовления композитного легковесного заполнителя на основе сферопластика и керамических макросфер, включающем соединение модулей с размещенными внутри макросферами с защитным покрытием, имеются следующие отличия: формы модулей, состоящие из двух плит равной толщины, которые выполняются из высокопрочного сферопластика путем заливки его неотвержденной композиции в технологическую форму с последующей механической доработкой, при этом каждая из двух плит формы модуля имеет полусферические полости, в полюсах которых имеются конусные отверстия, в одну из плит формы модуля устанавливаются макросферы с защитным покрытием, при этом зазор между полусферической полостью и макросферой устанавливается за счет центрования макросфер с помощью прокладок из высокопрочного сферопластика, а также при соединении половин формы модулей и при соединении модулей между собой применяется клеевой состав, изготовленный на основе тех же компонентов, что и высокопрочный сферопластик с уменьшенным содержанием микросфер и ведением пластифицирующих добавок для обеспечения текучести и пластических свойств клеевого состава.
А также, при изготовлении композитного легковесного заполнителя с формами модулей проницаемыми для воды для обеспечения совпадения конусных отверстий при сборке композитного легковесного заполнителя, в верхней плите формы модуля имеются конусные направляющие, а в нижней плите формы модуля глухие отверстия под конусные направляющие.
А также, при изготовлении композитного легковесного заполнителя с формами модулей непроницаемыми для воды, зазор между полусферической полостью и макросферой после соединения при помощи клеевого состава плит формы модуля, заполняется через конусные отверстия в полюсах полусферических полостей плит формы модуля вязкоупругим материалом, после отверждения которого конусные отверстия закрываются коническими пробками, выполненными из высокопрочного сферопластика.
Композитный легковесный заполнитель в собранном виде состоит из склеенных между собой модулей, каждый из которых состоит из формы с размещенными в ней керамическими макросферами с защитным покрытием. Форма модуля композитного легковесного заполнителя состоит из двух плит равной толщины и изготавливается из высокопрочного сферопластика, обладающего малой плотностью, высокими прочностью при гидростатическом сжатии и водостойкостью в морской и пресной воде, который применяется в системах плавучести глубоководной техники и имеет плотность от 550 до 670 кг/м3 для глубин погружения от 6000 до 11000 м, например, высокопрочный сферопластик типа СВП. Каждая плита формы модуля, которая изготавливается методом заливки в технологическую оснастку с последующей механической доработкой, имеет полусферические полости радиусом на Δ мм больше радиуса макросферы с покрытием, а также в полюсах каждой полусферической полости каждой плиты имеются конусные отверстия. В полусферические полости нижней плиты помещают макросферы, центруют с помощью прокладок из сферопластика той же марки, из которого изготовлены плиты, устанавливая при помощи клеевого состава не менее трех прокладок одинаковой толщины на поверхности полусферических полостей обеих плит, закрывают верхней плитой, и половины соединяются между собой с помощью клеевого состава.
В качестве клеевого состава используется неотвержденная композиция высокопрочного сферопластика, изготовленная на основе тех же компонентов что и высокопрочный сферопластик, используемый для изготовления формы модуля, с уменьшенным содержанием микросфер и ведением пластифицирующих добавок для обеспечения текучести и пластических свойств клеевого состава.
Клеевой состав такой рецептуры совместим с высокопрочным сферопластиком, из которого изготавливаются формы модулей, имеет высокую адгезионную прочность и водостойкость для сохранения монолитности модуля и композитного легковесного заполнителя в собранном виде при действии высокого гидростатического давления в процессе эксплуатации, а также обладает пластическими свойствами, чтобы допускать относительно небольшое различие в деформациях соседних модулей без разрушения клеевого шва.
Предлагаемое техническое решение может быть выполнено в двух вариантах конструктивного исполнения:
- композитный легковесный заполнитель с формами модулей, проницаемыми для воды;
- композитный легковесный заполнитель с формами модулей, непроницаемыми для воды.
В варианте 1 исполнения композитного легковесного заполнителя с формами модулей, проницаемыми для поступления воды, нижняя и верхняя плиты формы, имеют полусферические полости, в которых помещают макросферы и их центруют в полостях с помощью прокладок из высокопрочного сферопластика. Для обеспечения заполнения полостей водой нижняя и верхняя плита в полюсах полусферических полостей имеют сквозные конусные отверстия с меньшим диаметром у полусферической полости и увеличивающимся к наружной поверхности не менее, чем в 2 раза, например, с диаметром 5 мм у полусферической полости и с диаметром 15 мм на наружной поверхности формы.
Зазор между поверхностью полусферической полости плиты и стенкой макросферы должен составлять обязательную величину порядка Δ ~ 2 мм для обеспечения свободного заполнения водой всех полостей композитного легковесного заполнителя при его погружении в воду. При этой величине зазора потеря в плотности композитного легковесного заполнителя минимальна. При сборке модулей в композитный легковесный заполнитель необходимо обеспечить совпадение конусных отверстий плит модулей для свободного протекания воды ко всем модулям композитного легковесного заполнителя, для чего в верхней плите каждого модуля по углам, на равном удалении от центра плиты, расположены конусные направляющие, например высотой не менее 10 мм и средним диаметром не менее 10 мм, а в нижней плите каждого модуля сделаны глухие отверстия, расположенные так же, как и конусные направляющие, диаметром и глубиной, позволяющие выполнить установку направляющих в них.
В варианте 2 исполнения композитного легковесного заполнителя с формами модулей, непроницаемыми для поступления воды, форма которого также собирается из нижней и верхней плит с последующей их склейкой клеевым составом после установки и центровки макросфер в полусферических полостях с помощью прокладок из высокопрочного сферопластика с зазором обязательной величиной порядка Δ ~ 4 мм между сферической полостью и макросферой, который заполняется вязкоупругим материалом через сквозные конусные отверстия в полюсах полусферических полостей плит, например, материалом типа «Випоком». Вязкоупругий материал имеет плотность не более 1000 кг/м3 и модуль нормальной упругости в 10-12 раз меньше модуля нормальной упругости высокопрочного сферопластика из которого изготовлены плиты формы. Такие свойства вязкоупругого материала и наличие обязательного зазора обеспечивают равномерность нагружения макросфер в композитном легковесном заполнителе, и соответственно его высокую прочность при действии гидростатического давления.
После сборки формы модуля вязкоупругий материал вводится в зазор путем его протяжки в неотвержденном состоянии за счет создания вакуума через конусные отверстия расположенные в полюсах полусферических полостей плит с меньшим диаметром у полусферической полости и увеличивающимся к наружной поверхности, например, диаметром 10 мм у полусферической полости и 15 мм на наружной поверхности формы. После отверждения вязкоупругого материала отверстия плотно закрываются коническими пробками из высокопрочного сферопластика, из которого изготовлены плиты для того, чтобы вода не проникала внутрь формы модуля.
Сущность предлагаемого технического решения поясняется фигурами:
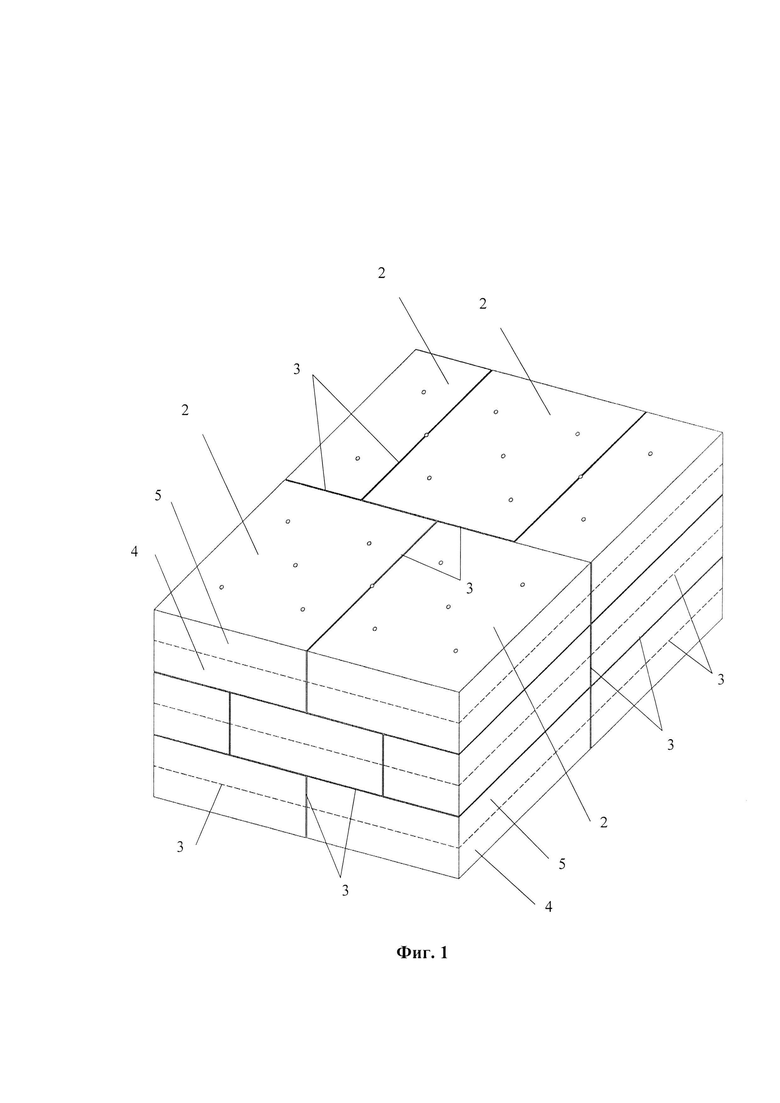
- фиг. 1 - общий вид композитного легковесного заполнителя;
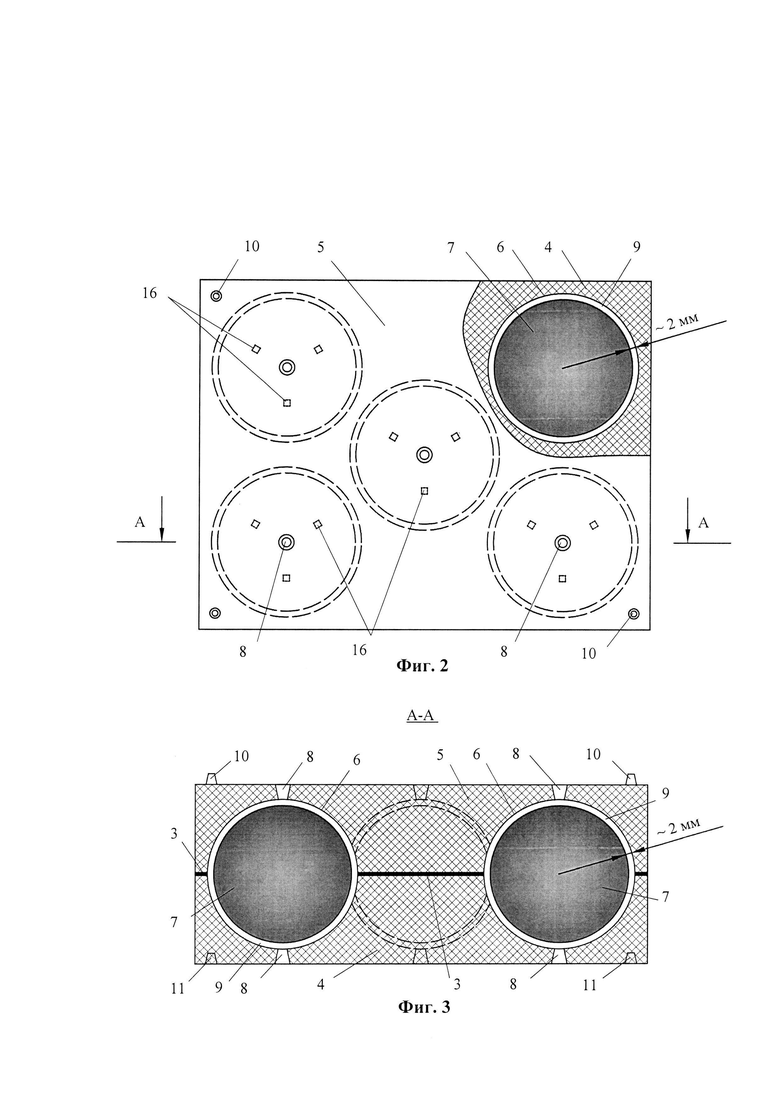
- фиг. 2 - вид сверху на модуль, проницаемый для поступления воды в сферические полости, с частично снятой верхней половины формы;
- фиг. 3 - сечение проницаемого для воды модуля по первому ряду макросфер;
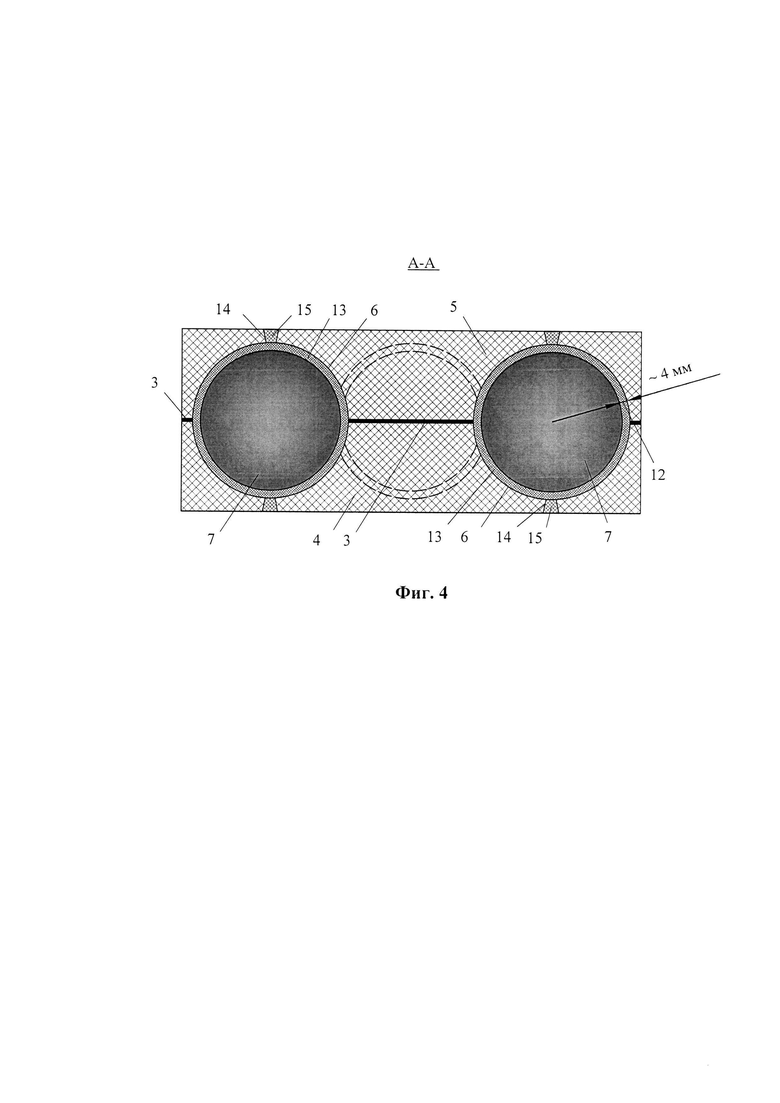
- фиг. 4 - сечение модуля по первому ряду макросфер, непроницаемого для воды,
где:
1 - композитный легковесный заполнитель;
2 - форма модуля;
3 - клеевой состав;
4 - нижняя плита формы модуля;
5 - верхняя плита формы модуля;
6 - полусферические полости формы модуля;
7 - макросферы;
8 - конусные отверстия в полюсах полостей формы модуля для заполнения водой;
9 - зазор;
10 - конусные направляющие;
11 - глухие отверстия;
12 - зазор;
13 - вязкоупругий материал;
14 - конусные отверстия в полюсах полостей формы модуля для заполнения вязкоупругим материалом;
15 - конические пробки из сферопластика.
16 - прокладки для центровки макросфер
Предлагаемый способ изготовления варианта 1 исполнения композитного легковесного заполнителя 1, проницаемого для воды, состоящего из модулей 2 склеенных между собой с помощью клеевого состава 3, включает изготовление нижней 4 и верхней 5 плит равной толщины из высокопрочного сферопластика путем заливки в технологические формы, изготавливаемые под форму плиты модуля, с последующей механической доработкой плит. Нижняя 4 и верхняя 5 плиты формы модуля 2 композитного легковесного заполнителя 1, проницаемого для воды, имеют полусферические полости 6. Для обеспечения заполнения зазора 9 водой нижняя 4 и верхняя 5 плиты в полюсах полусферических полостей 6 имеют конусные отверстия 8. Зазор 9 между поверхностью полусферической полостью 6 и стенкой макросферой 7 должен составлять порядка Δ ~ 2 мм для обеспечения свободного заполнения его водой. В полусферической полости 6 нижней плиты 4 помещают макросферы 7, центруют их с помощью прокладок 16 из сферопластика той же марки из которого изготовлены плиты 4 и 5, располагая не менее трех прокладок 16 одинаковой толщины (порядка 2 мм) под углом 120° друг к другу на каждую поверхность полусферических полостей 6 плит 4 и 5, затем закрывают верхней плитой 5, и плиты соединяются между собой с помощью клеевого состава 3.
При сборке модулей 2 в композитный легковесный заполнитель 1 необходимо обеспечить совпадение отверстий 8 модулей 2 для свободного протекания воды ко всем модулям 2 композитного легковесного заполнителя 1, для чего на верхней поверхности верхней плиты 5 каждого модуля 2 по углам расположены конусные направляющие 10, высотой не менее 10 мм и средним диаметром не менее 10 мм, а в нижней поверхности нижней плиты 4 каждого модуля 2 сделаны в соответствующих местах глухие отверстия 11 диаметром и глубиной, позволяющим выполнить установку направляющих 10 в них.
Предлагаемый способ изготовления варианта 2 исполнения композитного легковесного заполнителя 1, непроницаемого для воды, состоящего из модулей 2, склеенных между собой с помощью клеевого состава 3, включает изготовление нижней 4 и верхней 5 плит равной толщины из высокопрочного сферопластика путем заливки в технологические формы, изготавливаемые под форму плиты модуля, с последующей механической доработкой плит. Нижняя 4 и верхняя 5 плиты формы модуля 2, непроницаемого для воды, имеют полусферические полости 6. Зазор 12 между поверхностью полости 6 и стенкой макросферы 7 должен составлять порядка Δ ~ 4 мм, для заполнения его вязкоупругим материалом 13. Для обеспечения заполнения зазора 12 вязкоупругим материалом нижняя 4 и верхняя 5 плиты в полюсах полусферических полостей 6 имеют конусные отверстия 14. В полости 6 нижней плиты 4 помещают макросферы 7, центруют с помощью прокладок 16 из сферопластика той же марки из которого изготовлены плиты 4 и 5, располагая не менее трех прокладок 16 одинаковой толщины (порядка 4 мм) под углом 120° друг к другу на каждую поверхность полусферических полостей 6 плит 4 и 5, закрывают верхней плитой 5, и плиты соединяются между собой с помощью клеевого состава 3.
После сборки модуля вязкоупругий материал 13 вводится в зазор 12 путем его протяжки в неотвержденном состоянии за счет создания вакуума через конусные отверстия 14, средним диаметром не менее 10 мм (например, диаметром 10 мм у полости и 15 мм на наружной поверхности плит 4, 5 формы), расположенные в полюсах сферических полостей 6. После отверждения вязкоупругого материала 13 отверстия закрываются коническими пробками 15 из высокопрочного сферопластика из которого изготовлены плиты 4 и 5.
Сборка композитного легковесного заполнителя 1 из модулей 2 в варианте конструктивного исполнения 2 выполняется так же, как в первом варианте. При этом центровка модулей относительно друг друга не требуется.
Вариант исполнения композитного легковесного заполнителя с формами модулей, проницаемыми для воды, прост в изготовлении модулей, но при сборке композитного легковесного заполнителя необходимо обеспечить совпадение отверстий модулей для свободного протекания воды ко всем макросферам модулей.
Вариант исполнения композитного легковесного заполнителя с формами модулей, непроницаемыми для воды, более сложен в изготовлении модулей, по отношению к первому варианту, но более прост при сборке композитного легковесного заполнителя, так как не требуется точного позиционирования модулей относительно друг друга.
Размеры модулей 2 в обоих вариантах конструктивного исполнения, расположение макросфер 7 относительно друг друга и наружных поверхностей модуля 2 определяется расчетом исходя из условий достижения минимальной плотности и заданной прочности при действии гидростатического давления, характеристик макросфер 7 и высокопрочного сферопластика, и требований, предъявляемых к условиям эксплуатации композитного легковесного заполнителя.
Таким образом, за счет применения высокопрочного сферопластика и клеевого состава на его основе более низкой плотности, высокой прочности и водостойкости для изготовления модулей и при их сборке в композитного легковесного заполнителя, предлагаемые технические решения позволяют обеспечить заявляемый технический результат, а именно получить в совокупности новое свойство, заключающееся в снижении плотности элементов плавучести, и, следовательно, в увеличение его подъемной силы, при обеспечении требуемой прочности, работоспособности и надежности композитного легковесного заполнителя, что приводит к снижению водоизмещения подводного объекта, увеличению его автономности или (и) скорости хода и т.д.
Источники информации, принятые во внимание при составлении заявочных материалов:
1. Патент CN№102702679, опубл. от 10.03.2012.
2. Патент RU 2 686 548 С1, опубл. от 29.04.2019.
3. UK Patent Application GB 2550461 А, опубл. 22.11. 2017.
4. The Nereus Hybrid Underwater Robotic Vehicle for Global Ocean Science Operations to 11,000 m Depth. Proceeding of 2008 IEEE/МТС Oceans Conference. Quebec City, Canada, 15-18 Sep 2008 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ПЛАВУЧЕСТИ | 1989 |
|
SU1840298A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БЛОКОВ ПЛАВУЧЕСТИ | 1993 |
|
RU2078776C1 |
| СПОСОБ СОЕДИНЕНИЯ МОНОБЛОКОВ ИЗ СФЕРОПЛАСТИКА В СОСТАВНЫЕ БЛОКИ ПЛАВУЧЕСТИ | 2020 |
|
RU2800090C2 |
| СПОСОБ СОЕДИНЕНИЯ МОНОБЛОКОВ ИЗ СФЕРОПЛАСТИКА В СОСТАВНЫЕ БЛОКИ ПЛАВУЧЕСТИ | 2023 |
|
RU2815901C1 |
| Строительная панель пустотного настила | 2020 |
|
RU2751529C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНОЙ МЕТАЛЛИЧЕСКОЙ ПАНЕЛИ | 1992 |
|
RU2015078C1 |
| Глубоководный широкополосный гидроакустический преобразователь | 2016 |
|
RU2647992C1 |
| Способ получения высокопрочных, термо- и огнестойких сферопластиков | 2021 |
|
RU2768641C1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
Изобретение относится к блокам плавучести глубоководной техники, представляющим собой композитный легковесный заполнитель, изготовленный на основе сферопластика и керамических макросфер со сравнительно низким относительным весом, существенно меньше плотности воды. Описан способ изготовления композитного легковесного заполнителя на основе сферопластика и керамических макросфер для элементов плавучести, включающий модули, заполненные макросферами с защитным покрытием и соединенные между собой, при этом формы модулей, состоящие из двух плит равной толщины, выполняются из высокопрочного сферопластика путем заливки его неотвержденной композиции в технологическую форму с последующей механической доработкой. Каждая из двух плит формы модуля имеет полусферические полости, в полюсах которых имеются конусные отверстия, в одну из плит формы модуля устанавливаются макросферы с защитным покрытием, при этом зазор между полусферической полостью и макросферой устанавливается за счет центрования макросфер с помощью прокладок из высокопрочного сферопластика, величина зазора для обеспечения свободного заполнения водой всех полостей композитного легковесного заполнителя при его погружении в воду составляет 2 мм, а для обеспечения непроницаемого для поступления воды композитного легковесного заполнителя величина зазора составляет 4 мм, а также при соединении плит формы модулей и при соединении модулей между собой применяется клеевой состав, изготовленный на основе тех же компонентов, что и высокопрочный сферопластик. Форма модуля композитного легковесного заполнителя состоит из двух плит равной толщины и изготавливается из высокопрочного сферопластика, обладающего малой плотностью, высокими прочностью при гидростатическом сжатии и водостойкостью в морской и пресной воде, который применяется в системах плавучести глубоководной техники и имеет плотность от 550 до 670 кг/м3 для глубин погружения от 6000 до 11000 м. Технический результат заключается в снижении плотности элементов плавучести и, следовательно, увеличении его подъемной силы, при обеспечении заданных требований по прочности и надежности, что приводит к снижению водоизмещения подводного объекта, увеличению его автономности или(и) скорости хода. 2 з.п. ф-лы, 4 ил.
1. Способ изготовления композитного легковесного заполнителя на основе сферопластика и керамических макросфер для элементов плавучести, включающий модули, заполненные макросферами с защитным покрытием и соединенные между собой, отличающийся тем, что формы модулей, состоящие из двух плит равной толщины, выполняются из высокопрочного сферопластика путем заливки его неотвержденной композиции в технологическую форму с последующей механической доработкой, при этом каждая из двух плит формы модуля имеет полусферические полости, в полюсах которых имеются конусные отверстия, в одну из плит формы модуля устанавливаются макросферы с защитным покрытием, при этом зазор между полусферической полостью и макросферой устанавливается за счет центрования макросфер с помощью прокладок из высокопрочного сферопластика, величина зазора для обеспечения свободного заполнения водой всех полостей композитного легковесного заполнителя при его погружении в воду составляет 2 мм, а для обеспечения непроницаемого для поступления воды композитного легковесного заполнителя величина зазора составляет 4 мм, а также при соединении плит формы модулей и при соединении модулей между собой применяется клеевой состав, изготовленный на основе тех же компонентов, что и высокопрочный сферопластик.
2. Способ изготовления композитного легковесного заполнителя на основе сферопластика и керамических макросфер по п. 1, отличающийся тем, что при изготовлении композитного легковесного заполнителя с формами модулей, проницаемыми для воды, в верхней плите формы модуля имеются конусные направляющие, а в нижней плите формы модуля глухие отверстия под конусные направляющие.
3. Способ изготовления композитного легковесного заполнителя на основе сферопластика и керамических макросфер по п. 1, отличающийся тем, что при изготовлении композитного легковесного заполнителя с формами модулей, непроницаемыми для воды, зазор между полусферической полостью и стенкой макросферы после соединения при помощи клеевого состава плит формы модуля заполняется через конусные отверстия в полюсах полусферических полостей плит формы модуля вязкоупругим материалом, после отверждения которого конусные отверстия закрываются коническими пробками, выполненными из высокопрочного сферопластика.
| ANDREW D | |||
| BOWEN ET AL | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| WO 1999044881 A1, 10.09.1999 | |||
| СПЛАВ, ЗАЩИТНЫЙ СЛОЙ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2011 |
|
RU2550461C2 |
| Конструктивный элемент плавучего средства | 2017 |
|
RU2686548C1 |
| МОДУЛЬ ПЛАВУЧЕСТИ | 1990 |
|
RU2049016C1 |
| БЛОК ПЛАВУЧЕСТИ | 1989 |
|
SU1840298A1 |

