ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Это изобретение относится к области нефтехимии и машиностроения, более конкретно, оно относится к системе для защиты концов и внутреннего пространства труб, покрытых для противодействия внешнему или внутреннему повреждению или износу при использовании самого покрытия и других устройств, таких как манжета, дистанцирующий элемент, внешнее кольцо и крышка, которые защищают трубы в течение стадии хранения и транспортировки их к месту, где они будут использоваться.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[002] Защита труб, покрытых для противодействия коррозии и ударным нагрузкам, предлагалась в различных формах и в различных способах на протяжении ряда лет; некоторые решения направлены на защиту концов и/или фаски, тогда как другие направлены на защиту заплечика (зачищенного конца трубы), и прочие направлены на защиту внутреннего пространства труб.
[003] Имеется необходимость в способе, в котором объединены решения, способном обеспечить полную защиту при использовании инновационного подхода к решению проблемы. Он должен обеспечивать исключение возникающих потерь, обусловленных коррозией, снижение затрат на процесс пескоструйной обработки в полевых условиях, уменьшение времени, необходимого для образования поверхности заплечика, уменьшение затруднений при разобщении уплотнений и смягчение последствий воздействий на окружающую среду благодаря уменьшению площади, подвергаемой пескоструйной обработке в полевых условиях.
[004] Отсутствие специализированного технического решения влечет за собой доработку, которая должна проводиться в случае осуществления процесса транспортировки трубы к месту, на котором она будет использоваться.
[005] Решения, используемые для защиты концов, касаются только области фаски и в большинстве случаев не распространяются на заплечик, защищая его от удара только в небольшой и ограниченной области.
[006] Существующая практика защиты концов труб проистекает из технологий, разработанных для совмещения защиты с легкостью использования решений, которые могут быть легко применены и которые являются достаточно эффективными для обеспечения механической защиты фаски. Однако эти решения не обеспечивают защиту заплечика и покрытия от повреждения, не исключают коррозию или проведение доработки участков, которые ранее были подвергнуты пескоструйной обработке в течение процесса покрытия трубы, на которой образуют заплечик. Эти участки повторно подвергают воздействию процесса восстановления в период между транспортировкой и складированием для противодействия коррозии и повреждению профиля шероховатости заплечика, чтобы трубы можно было использовать в полевых условиях после этого процесса восстановления.
[007] Любая доработка, которая становится необходимой в случае осуществления транспортировки, независимо от того, осуществляется ли она только на судне или нет, приводит к более высоким затратам для конечного пользователя.
[008] Другие решения предназначены для защиты внутреннего пространства труб от коррозии, исключения накопления воды во внутреннем пространстве их. Примерами таких решений являются крышки, имеющие вентилируемые мембраны, которые позволяют воде вытекать, что предотвращает коррозию внутреннего пространства, но они не защищают от коррозии внешние области, такие как заплечик и фаска.
[009] Решения для защиты заплечика были разработаны для осуществления защиты в течение процесса покрытия, когда на трубу наносят слои антикоррозийных материалов, и были описаны некоторые средства защиты, такие как листы, которые обладают химическими свойствами, содействующими защите площади, сокращающиеся при воздействии тепла и расширяющиеся при воздействии холода.
[010] Защиту области заплечика в течение процесса нанесения покрытия выполняют с помощью пленки, которой обматывают защищаемую область, что позволяет удалять покрытие в конце процесса при образовании заплечика. Это решение является неэффективным, поскольку пленка остается на подвергнутой пескоструйной обработке области заплечика, что часто приводит к необходимости зачищать область.
[011] Еще одно имеющееся решение заключается в использовании насадки для защиты непокрытых труб в течение складирования, транспортировки и подъема, например, для соединения их с гидравлическими и пневматическими компонентами. Средство защиты содержит защитную крышку для конца трубы, содержащую гильзу с центральным гнездом для приема конца трубы и съемное кольцо. Это кольцо используется для закрывания пространства, существующего между концом трубы и присоединяемым оборудованием, при этом осуществляется защита от проникновения нежелательных примесей в эту область. Хотя в решении предусмотрены гильза для защиты трубы в продольном направлении и крышка для защиты фаски, в трубах отсутствуют заплечики, поскольку они представляют собой непокрытые трубы. Этим решением обеспечивается механическая защита, но не защита от коррозии, и поэтому оно находится за пределами практического применения защиты труб, используемых в трубопроводах.
[012] Трехслойное внешнее антикоррозионное покрытие стальных труб, предназначенных для наземных и подводных трубопроводов, наносят посредством установок для нанесения покрытий вместе с оборудованием, принятым в Бразилии, в соответствии со стандартами Бразильской ассоциации стандартов, ABNT NBR 15221-1, «Внешнее антикоррозионное покрытие стальных труб», часть 1: «Трехслойный полиэтилен», и ABNT NBR 15221-2, «Внешнее антикоррозионное покрытие стальных труб», часть 2: «Трехслойный полипропилен».
[013] В других странах используют стандарт Международной организации по стандартизации, ISO 21809-1, «Нефтяная и газовая промышленность: внешнее покрытие для подземных или подводных трубопроводов, используемых в трубопроводных транспортных системах», часть 1: «Полиолефиновые покрытия (3-слойный полиэтилен и 3-слойный полипропилен)».
[014] В технологической линии процесс нанесения покрытия осуществляют в течение пятнадцати стадий, при этом каждая стадия должна предшествовать последующей стадии.
[015] На стадии 1 очистки и предварительного нагрева очистку осуществляют для гарантии, что внешняя поверхность труб будет свободной от смазочного вещества, масла или других материалов, которые могут влиять на качество конечного покрытия, и что загрязнение растворяемыми солями будет находиться в пределах, определенных в действующем стандарте. Назначение предварительного нагрева, если он необходим, заключается в удалении любого материала с влажной поверхностью, которое следует выполнять при температуре на 3 °С выше точки росы, но ниже 100 °С.
[016] Стадию 2 пескоструйной обработки выполняют в течение двух этапов. На первом этапе назначение пескоструйной обработки заключается в очистке поверхности с использованием песка с округлыми частицами или смеси песков с угловатыми и округлыми частицами. На втором этапе используют только песок с угловатыми частицами, а назначение пескоструйной обработки заключается в придании шероховатости профилю, также называемому стопорным профилем. Профиль шероховатости, который должен быть в пределах от 60 до 120 мкм, гарантирует прилипание эпоксидной смолы и является одним из определяющих факторов эффективности системы антикоррозионной защиты. В общем случае в установках для нанесения покрытий в течение этой стадии не используют приспособление для защиты фаски, хотя это рекомендовано делать для предотвращения распространения абразивной обработкой на эту область и исключения трения при перемещении труб, которые находятся в линии, поскольку отсутствие этой защиты является причиной значительного повреждения фаски.
[017] Стадия 3 контроля после пескоструйной обработки содержит визуальный контроль, подтверждение очистки и измерение шероховатости подвергнутой пескоструйной обработке поверхности. Прошедшие контроль трубы оставляют для стадии 4, а не прошедшие контроль трубы отделяют.
[018] Стадия 4 соединения и выравнивания содержит размещение выровненных труб (профилированных) в непрерывную линию для покрытия. На этой стадии цилиндрические объекты, называемые соединительными муфтами (соединительными фланцами или небольшими гибкими трубками), помещают между трубами. Назначение их заключается в поддержании концов труб выровненными в течение процесса перемещения. Это осуществляется с помощью роликов, которые поддерживают поворот труб, когда они перемещаются, что требуется при выполнении процесса боковой экструзии.
[019] Стадия 5 нагрева содержит нагрев в индукционной нагревательной печи, которая нагревает внешнюю поверхность труб до температуры около 250 °С, но не выше 275 °С. Нагрев нельзя осуществлять пламенем, а эффективная температура нагрева зависит от рекомендаций производителя порошковой эпоксидной смолы. В дополнение к нагреву трубу также поляризуют с полярностью, которая противоположна полярности порошковой эпоксидной смолы.
[020] На стадии 6 нанесения эпоксидной смолы используют отсек с несколькими точно расположенными электростатическими пульверизаторами для распыления порошковой эпоксидной смолы на нагретую и поляризованную поверхность трубы, чтобы гарантировать надлежащий диапазон толщин. Эпоксидная смола притягивается благодаря обратной полярности, осаждается на внешнюю поверхность трубы и термически затвердевает при температуре, обусловленной электромагнитным процессом.
[021] Стадия 7 экструзии сополимерного клея содержит наложение клейкой пленки поверх слоя эпоксидной смолы посредством умеренно горячей экструзии.
[022] Стадия 8 экструзии полиэтилена или полипропилена содержит наложение полиэтиленовой или полипропиленовой пленки поверх клея и тем самым завершение образования трехслойного покрытия.
[023] Стадия 9 срезания и отделения содержит срезание покрытия на конце трубы, чтобы оно перестало быть непрерывной линией и находилось на отдельной трубе. Это срезание оператор выполняет вручную, используя скребок, поскольку на этой стадии покрытие является нагретым и тягучим, вследствие чего срезается легко и быстро.
[024] На стадии 10 охлаждения для охлаждения используют линию, состоящую из нескольких увлажняющих устройств. На конце этой линии нанесенное антикоррозийное внешнее покрытие должно находиться при максимальной температуре 90 °С.
[025] Стадия 11 контроля непрерывности покрытия (детектором пропусков в покрытии) содержит приложение высокого напряжения, близкого к 24 кВ, для обнаружения любых повреждений покрытия. Трубы, в которых обнаружены повреждения в течение выполнения этой стадии, отделяют. Прошедшие контроль трубы оставляют для следующей стадии.
[026] Стадия 12 контроля покрытия. На этой стадии нанесенное покрытие контролируют визуально и, если покрытие принимают, переходят к стадии 13.
[027] Стадия 13 образования заплечика (зачищенного конца трубы) содержит зачистку металлической щеткой покрытия, нанесенного на концах трубы, чтобы образовать непокрытые участки шириной от 100 до 200 мм. Каждый заплечик имеет два конца: первый для того, чтобы сварка не повредила покрытие вследствие поступления выделяемого тепла и попадания любых брызг, и второй на участке действия устройства для снятия фасок, когда фаску снимают в полевых условиях или на судне, для присоединения устройства ультразвукового контроля, используемого для контроля сварки, выполняемой в полевых условиях или на судне. На этой стадии по требованию клиента заплечик подвергают механической обработке так, что оставляют явно выраженную область первого слоя, слоя эпоксидной смолы. В этой внешней области (хвостовой части) предотвращается отсоединение покрытия при хранении труб на открытых прибрежных местах или в тропической зоне с относительно высокой влажностью. После образования заплечика, если хвостовая часть соответствует техническим требованиям, трубу перемещают для выполнения следующей стадии.
[028] Стадия 14 конечного контроля содержит контроль заплечика и соответствующей хвостовой части фаски. В случае принятия трубу передают для выполнения последней стадии.
[029] Стадию 15 размещения защитных устройств на концах выполняют по требованию клиента, после чего трубу направляют на хранение для последующей отправки по назначению.
[030] Заметим, что в используемом в настоящее время процессе изготовления трубу покрывают полностью, а в конце процесса зачищают металлической щеткой, образуя заплечик (зачищенный конец трубы), создавая непригодные для вторичной переработки отходы, и делают поверхность более гладкой, при этом неизбежно изменяется профиль шероховатости, полученный в течение операции пескоструйной обработки.
[031] В стандартах Бразилии и стандартах других стран, упомянутых выше, не специфицированы защитные устройства для концов (заплечика и фаски) и внутреннего пространства труб. Для пользователей это является основой для определения пользы от них, когда используемые в настоящее решения на поверку оказываются неэффективными и несовершенными с технической точки зрения.
[032] Хотя в стандарте ABNT упоминается устройство для защиты от коррозии поверхности заплечика и фаски, обеспечивающее защиту в течение 30 дней и легкое устранение ее, большая часть компаний нуждается в решении этой проблемы вследствие повторяющихся потерь, обусловленных коррозией, повреждениями при транспортировке, перегрузке и снижением производительности при выполнении процесса сборки этих труб.
[033] Кроме того, организации, осуществляющие монтаж подводных труб (погруженных труб) приобретают трубы без фасок, то есть, они предпочитают создавать их на судне, хотя любая работа, выполняемая в полевых условиях или на судне, обходится намного дороже, чем на заводе.
[034] Хранение покрытых труб в течение продолжительного периода времени, особенно в условиях тропического климата или окружающей морской среды, может приводить к повреждению концов и непокрытой внутренней поверхности вследствие накопления пыли, отложений и влаги. В большей части серьезных ситуаций вследствие этих проблем может ухудшаться конструктивная целостность трубы, что будет приводить к отбраковке ее или повышению объема доработки во время сборки и установки, вследствие чего снижается производительность с учетом суточных расходов, таких как, например, на работу в море по спуску в воду подводных трубопроводов.
УРОВЕНЬ ТЕХНИКИ
[035] Для защиты концов труб были разработаны устройства различных видов, препятствующие разрушению их при воздействии ударов, влаги, отложений и коррозии. Дело в том, что в зависимости от условий разрушения конструктивная целостность трубы может быть нарушена, что приведет к отбраковке ее или по меньшей мере к доработке во время сборки и установки, вследствие чего производительность снизится и затраты на процесс возрастут.
[036] В рамках этой проблематики на протяжении ряда лет были предложены различные способы и средства для защиты покрытых труб от коррозии и механических ударов, при этом некоторые решения направлены на защиту концов и/или фаски, а другие направлены на заплечик (зачищенный конец трубы), и еще одни направлены на защиту внутреннего пространства труб, при этом была определена необходимость в технологии, в которой решения объединены для реализации полной и интегральной защиты наряду с исключением периодических потерь вследствие коррозии, снижением затрат на процесс пескоструйной обработки в полевых условиях, уменьшением времени, затрачиваемого на образование заплечика, уменьшением трудностей при разобщений уплотнений в полевых условиях и ограничением воздействия на окружающую среду благодаря снижению площади пескоструйной обработки и исключением доработки, которая должна делаться в случае осуществления процесса транспортировки трубы к месту использования.
[037] Следовательно, решения, предназначенные для защиты только концов, касаются только области фаски, которая защищается от удара, и защита не распространяется на заплечик, и поэтому имеет небольшая и ограниченная защищенная область.
[038] В современной практике защиты концов труб объединены технологии, разработанные с учетом легкости использования, так что эти решения могут быть легко применены для обеспечения механической защиты фаски, однако эти решения не приводят к защите от повреждения заплечика и покрытия, не предотвращают коррозию и не исключают доработку участков, которые ранее были подвергнуты пескоструйной обработке в течение процесса нанесения покрытия трубы, на основе которого образуют заплечик. На этих участках в течение периода времени между транспортировкой и хранением осуществляют процесс исключения повреждений, восстановления способности к противодействию коррозии и восстановления профиля шероховатости заплечика в случае последующего использования в полевых условиях, а впоследствии снова выполняют этот процесс восстановления в полевых условиях, что приводит к более высоким затратам для конечного пользователя.
[039] Некоторые усовершенствования были сделаны для преодоления некоторых из этих ограничений, которые обнаружены в решениях, перечисленных выше. Однако, несмотря на исключение некоторых из них, большая часть усовершенствований является паллиативной по своей сути и не обеспечивает полной защиты.
[040] Примером таких усовершенствований является защитное приспособление для фаски (конца трубы), содержащее металлическое кольцо, повышающее механическую защиту конца трубы (фаски), которое может быть использовано в сочетании с полимерной пробкой; однако оно не защищает участок зачищенного конца труба и в структуре его может скапливаться жидкость.
[041] Еще одним паллиативным решением является использование крышек или пробок с проницаемыми секциями, таких как описанные в патентах DE202009018746 (Защитное устройство для трубы и труба с таким защитным устройством), US7487801 (Крышка и пробка для защиты или транспортировки), RU26559010 (Полимерная концевая крышка, способ изготовления ее, способ защиты полого цилиндрического изделия и изделие с установленной крышкой) и US7727593 (Крышка и пробка для защиты или транспортировки), которое (решение), однако, не обеспечивает механической защиты от ударов по концу и допускает прохождение влаги внутрь трубы, что может вызывать коррозию.
[042] Дополнением к этим решениям является помещение мешочков с силиконом внутрь труб для поглощения влаги или нанесение полимерных пленок на поверхность трубы. Полимерные пленки из патентных документов US5720834 (Способ покрытия трубопровода обматыванием) и JP5244425 (Пленка полипропиленовой смолы для защиты поверхности) обладают преимуществом при защите зачищенного конца трубы во время нанесения эпоксидной смолы и покрытия, однако они неспособны поддерживать требуемую шероховатость поверхности на заданном участке.
[043] Это происходит потому, что в течение удаления пленки в конце процесса покрытия часть клеевого слоя остается на поверхности, что отрицательно влияет на последующее использование. Кроме того, дополнительный способ, гарантирующий полное удаление клея, заключается в использовании очистки металлической щеткой или химическим веществом, что может приводить к неадекватному состоянию, в соответствии с которым зачищенный конец трубы будет иметься до размещения пленки.
[044] В патентном документе US7727593 B2 (Крышка и пробка для защиты или транспортировки) описана крышка, предназначенная для использования на концах трубы, имеющая вид удлиненного изделия трубчатой формы, один конец которой открыт, а другой конец закрыт. Изобретение предназначено для защиты от ударов при хранении и транспортировке, однако, защита от коррозии или даже защита заплечика/фаски с поддержанием характеристик после изготовления не обеспечивается.
[045] Еще одним документом, который может быть упомянут, является патент Японии JP6172963 B1 (Защитная крышка), в котором описана съемная защитная крышка, прикрепляемая к концу трубы. В данном случае патентный документ относится к внутренней защите труб от коррозии, предотвращающей накопление воды во внутреннем пространстве, однако, отсутствует защита от внешних потерь, обусловленных коррозией, или даже защита заплечика/фаски с поддержанием характеристик после изготовления.
[046] В патентном документе RU178318 (Защитная пробка для труб), в котором показана защитная крышка для внутреннего пространства и концов трубы, рассмотрено стальное кольцо, повышающее механическую защиту концов трубы, которое используется в сочетании с полимерной пробкой. В данном случае патентный документ относится к защите фаски, концов трубы, однако, нет ни защиты от потерь, обусловленных внешней коррозией, ни защиты заплечика с поддержанием характеристик после изготовления.
[047] Еще один упомянутый документ представляет собой патент US7487801 (Крышка и пробка для защиты или транспортировки), в котором описана крышка, используемая для уплотнения концов трубы, которая представлена вместе с проницаемыми элементами, однако, нет ни защиты от потерь, обусловленных внешней коррозией, ни защиты заплечика с поддержанием характеристик после изготовления.
[048] В патенте US5720834 (Способ покрытия трубопровода оклеиванием пленкой) описан полимерный клей, используемый на внешней части, который, однако, неспособен поддерживать необходимую шероховатость поверхности, которая наблюдается при удалении клея в конце процесса покрытия, поскольку часть клеевого слоя остается на поверхности, что неблагоприятно сказывается на использовании в будущем. Кроме того, не обеспечивается ни защита концов и/или фаски, ни защита от коррозии внутри трубы.
[049] Хотя имеются некоторые изделия, относящиеся к защите металлических труб, не была обнаружена ни технология, которая позволяет осуществлять одновременную защиту зачищенного конца трубы, фаски и уплотнения трубы, ни технология, в соответствии с которой решение применяется в течение изготовления или покрытия трубы или предпринимается попытка сохранить качество поверхности трубы в области зачищенного конца трубы. Все решения, имеющиеся в настоящее время, начинаются с образования зачищенного конца трубы, что приводит к необходимости исключения профиля шероховатости в этой области при последующей защите.
[050] В свете изложенного выше следует отметить, что из уровня техники неизвестно средство защиты концов/фаски покрытых труб с использованием самого покрытия в качестве защитного механизма, которое действует так, что предотвращает коррозию и противостоит механическому удару. В существующих технологиях определены виды частичной защиты для решения описанных проблем, но они не являются взаимодополняющими. В общем, в документах описаны неполные решения, которые компрометируют процесс защиты покрытых труб, поскольку они не имеют синергетической связи с процессом покрытия труб, и они не могут применяться на протяжении всего процесса между покрытием, хранением, транспортировкой и использованием в полевых условиях.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[051] Настоящее изобретение относится к системе, разработанной для защиты покрытых труб, предотвращающей коррозию и механическое повреждение концов/фаски на подвергнутом пескоструйной обработке участке заплечика и внутренней поверхности, возникающих в результате хранения, для обеспечения возможности сваривания в полевых условиях или на судне, защиты с использованием самого внешнего покрытия и компонентов, специально разработанных для этого.
[052] Разработанная система, которая названа системой для защиты труб, преимущественно включает в себя стальные трубы, покрытые снаружи, с внешним диаметром от 4 до 32 дюймов (от 10,16 до 81,28 см) и толщиной от 6 до 51 мм (от 1/4 до 2 дюймов). Для решения этой задачи система содержит манжету, дистанцирующий элемент, внешнее покрытие, внешнее кольцо и крышку, при этом все компоненты вставляют при использовании способа покрытия. Упомянутая система способствует повышению долговечности покрытых труб, когда они хранятся в окружающей среде (на открытом воздухе), а также сокращению продолжительности сборки, что приводит к сокращению затрат. В таком случае получаемые технические преимущества оказывают прямое или косвенное влияние на процессы изготовления, хранения и сборки, при этом исключается возникновение потерь, обусловленных коррозией в течение хранения, снижаются затраты на проведение процесса пескоструйной обработки в полевых условиях, исключается операция очистки заплечика металлической щеткой на заводе, исключается операция создания первичного слоя (в хвостовой части) на заводе, сокращается время на подготовку поверхности заплечика, следовательно, уменьшаются трудности при разобщений уплотнений в полевых условиях и снижается воздействие на окружающую среду благодаря уменьшению площади, подвергаемой пескоструйной обработке в полевых условиях или на судне.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[053] Ниже будут описаны типичные варианты осуществления настоящего изобретения с обращением к сопровождающим чертежам, на которых:
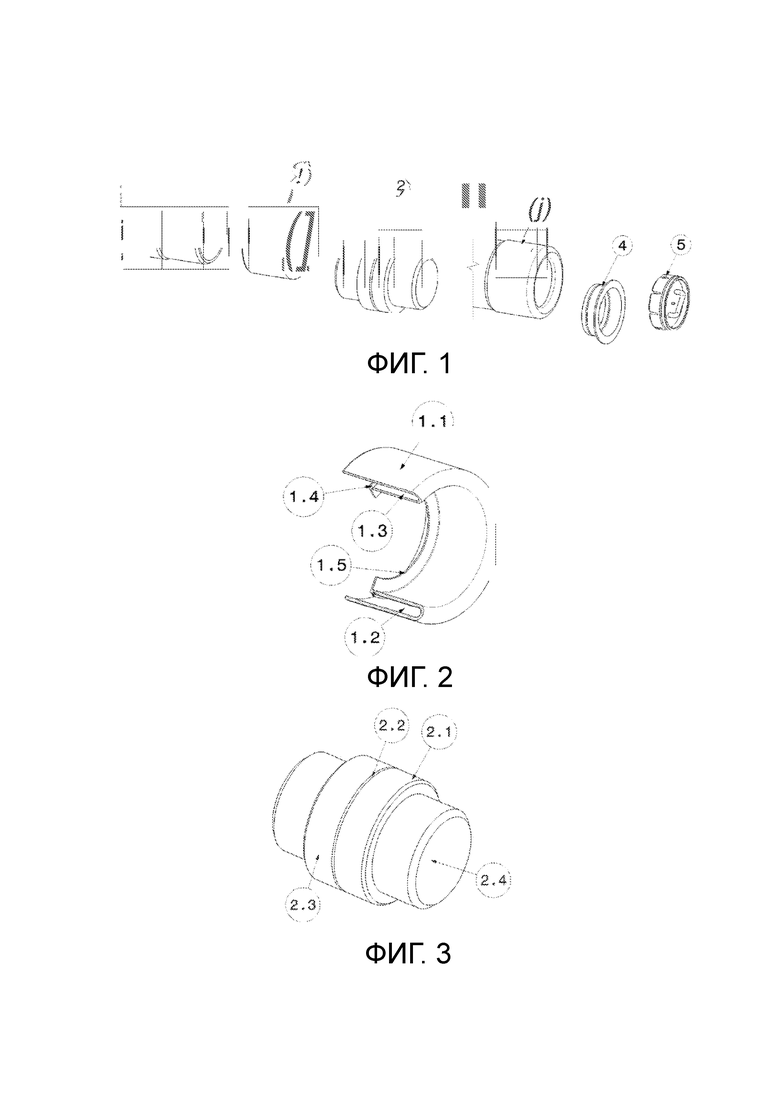
[054] фиг. 1 - перспективное изображение с пространственным разделением деталей системы для защиты труб, которая содержит манжету (1), дистанцирующий элемент (2), внешнее покрытие (3), внешнее кольцо (4) и крышку (5);
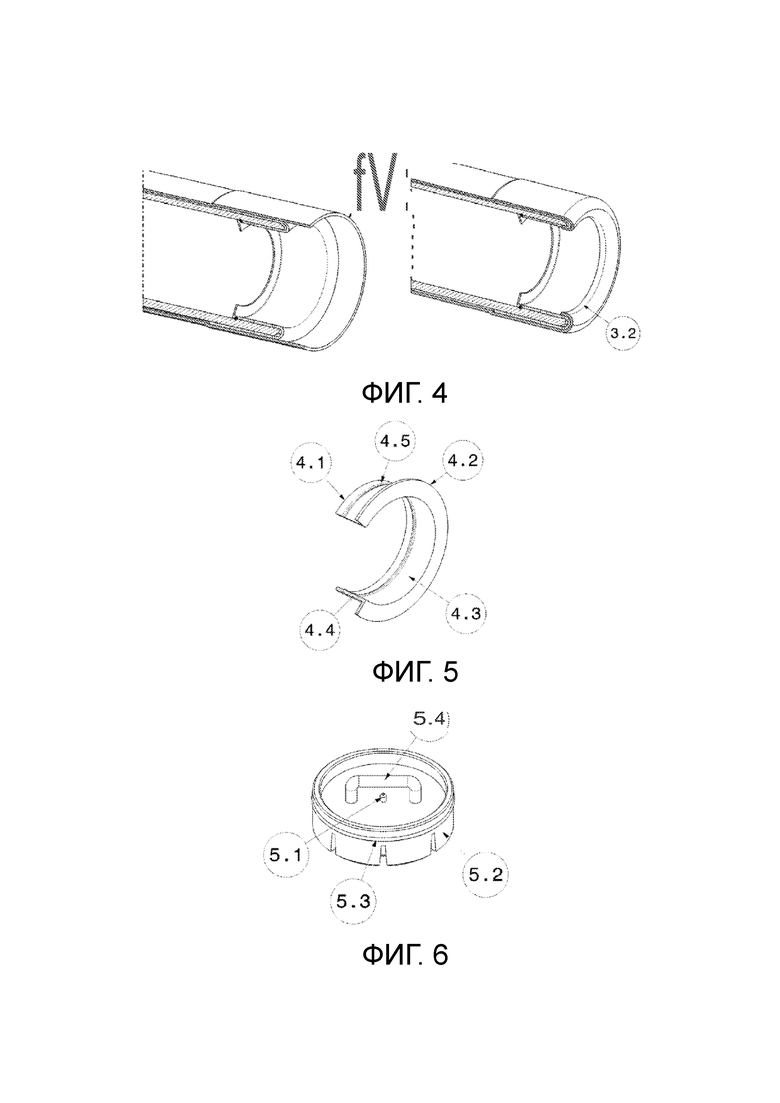
[055] фиг. 2 - перспективное изображение манжеты (1) согласно предпочтительной конфигурации настоящего изобретения;
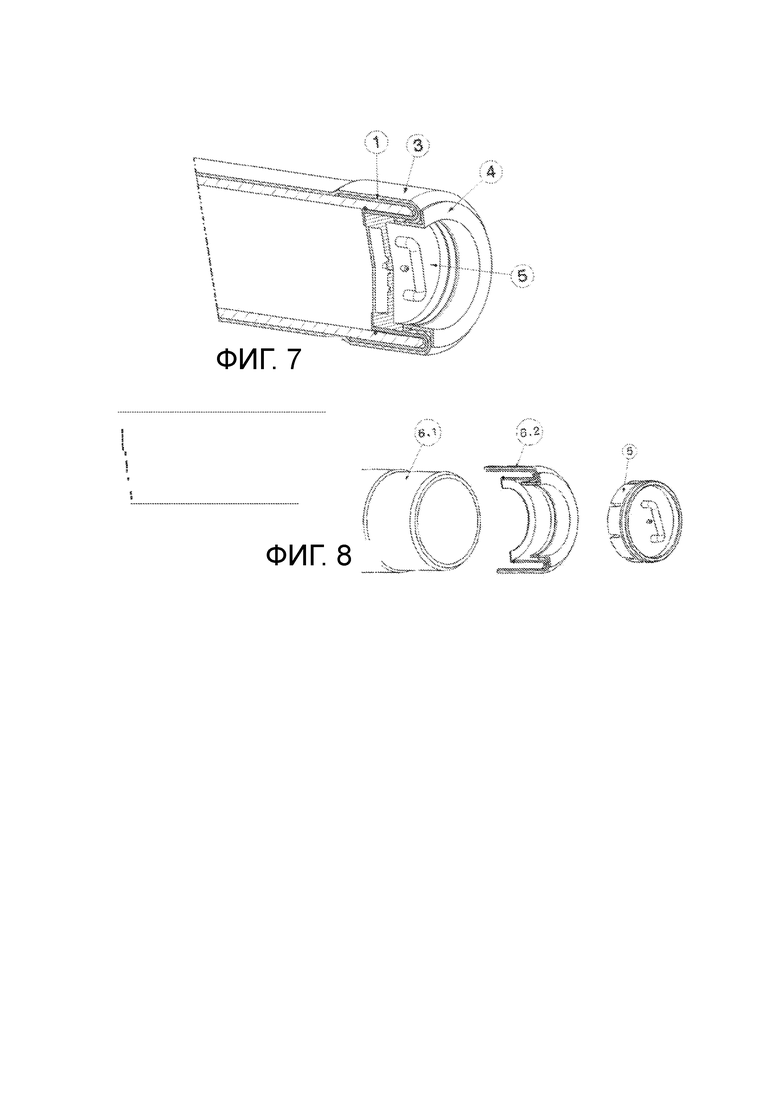
[056] фиг. 3 - перспективное изображение дистанцирующего элемента (2) согласно предпочтительной конфигурации настоящего изобретения;
[057] фиг. 4 - перспективное изображение внешнего покрытия (3) согласно предпочтительной конфигурации настоящего изобретения;
[058] фиг. 5 - перспективное изображение внешнего кольца (4) согласно предпочтительной конфигурации настоящего изобретения;
[059] фиг. 6 - перспективное изображение крышки (5) согласно предпочтительной конфигурации настоящего изобретения;
[060] фиг. 7 - перспективное изображение системы для защиты труб, собранной на трубе; и
[061] фиг. 8 - перспективное изображение с пространственным разделением деталей трубы после срезания и удаления из упомянутой системы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[062] Настоящее изобретение предназначено для антикоррозионной защиты и/или теплоизоляции покрытых снаружи стальных труб в многоуровневых системах, предпочтительно с внешним диаметром от 4 до 32 дюймов (от 10, 16 до 81,28 см) и толщиной 6 до 51 мм (от 1/4 до 2 дюймов), и направлено на повышение долговечности покрытых труб при хранении в условиях окружающей среды (на открытом воздухе), кроме того, на уменьшение времени сборки, что приводит к снижению затрат, особенно затрат, связанных с процессом производства, хранением и сборкой, за счет (а) исключения текущих потерь, обусловленных коррозией хранящихся труб, (b) снижения затрат на пескоструйную обработку в полевых условиях, (с) исключения операции очистки заплечика металлической щеткой, (d) исключения операции образования первого слоя (хвостовой части) на заводе, (е) уменьшения времени на обработку поверхности заплечика, уменьшения трудностей при разобщения уплотнений в полевых условиях и (f) исключения воздействия на окружающую среду путем уменьшения площади, которая подвергается пескоструйной обработке в полевых условиях или на судне.
[063] Настоящее изобретение относится к системе и способу, разработанным для защиты покрытых труб, предотвращающей коррозию и механическое повреждение концов/фаски, в областях заплечика и внутренней поверхности, подвергнутых пескоструйной обработке, в результате хранения труб, предназначенных для сваривания в полевых условиях или на судне, защиты с использованием самого внешнего покрытия и компонентов, специально разработанных для этого.
[064] В упомянутой системе для защиты покрытых труб для наземных и подводных трубопроводов допускается использование самого покрытия в качестве защиты, а поддержание качества и шероховатости поверхности области заплечика (зачищенного конца трубы) достигается путем защиты в течение стадии покрытия трубы. Таким образом, заплечик (зачищенный конец трубы) подвергается воздействию окружающей среды только в течение сборки трубы в полевых условиях или на судне.
[065] Тот факт, что процесс защиты объединен с процедурой покрытия трубы, повышает эффективность разрешения проблемы уплотнения и позволяет выполнять профиль на конце трубы (фаску) на предприятиях по изготовлению труб, при этом процесс становится более экономичным и более прослеживаемым по сравнению с используемой в настоящее время процедурой, в соответствии с которой этот этап выполняют в полевых условиях вследствие неспособности современных защитных систем гарантировать качество профиля и поверхности конца трубы.
[066] Кроме того, очистка покрытия металлической щеткой на заводе может быть исключена для поддержания профиля шероховатости во всей области до момента сборки, при этом будет исключаться необходимость в повторении операции пескоструйной обработки этой области в полевых условиях, поскольку сборное изделие, которое состоит из муфты (1), дистанцирующего элемента (2), покрытия (3), внешнего кольца (4) и крышки (5), предотвращает механическое повреждение и коррозию концов и внутренней поверхности трубы.
[067] Следовательно, согласно этому изобретению предложена система для защиты от коррозии покрытых труб внутри и снаружи, защиты концов/фаски от механических ударов, при которой может поддерживаться шероховатость в области заплечика на всем протяжении процесса покрытия труб до момента использования в полевых условиях.
[068] Упомянутая система защиты содержит следующие элементы, которые взаимодействуют друг с другом: манжету (1), дистанцирующий элемент (2), внешнее покрытие (3), внешнее кольцо (4) и крышку (5), и все эти компоненты помещают в течение процесса покрытия при его выполнении, который был модифицирован, в том числе были включены новые этапы в соответствии со способом, который представляет собой объем настоящего изобретения.
[069] Упомянутый способ защиты труб содержит этапы (а) прикрепления защитной манжеты (1) к концу (6.1) трубы; (b) наложения покрытия (3.1) на трубу; (с) разрезания покрытия (3.1); (d) сгибания оболочки (3.2) покрытия поверх манжеты (1); (е) прикрепления внешнего кольца (4) к манжете (1) и на согнутом участке покрытия поверх манжеты (1); и прикрепления крышки (5) к манжете (1).
[070] Упомянутый способ может также содержать дополнительный этап очистки трубы (6.1) перед этапом (а).
[071] Упомянутый способ может содержать дополнительный этап предварительного нагрева после этапа очистки трубы и до этапа (а). Этот этап предварительного нагрева должен выполняться при температуре на 3 °С выше точки росы и ниже 100 °С.
[072] Кроме того, этот способ может содержать дополнительный этап пескоструйной обработки после этапа очистки и/или предварительного нагрева и перед этапом (а).
[073] Этап пескоструйной обработки выполняют в течение двух подэтапов, при этом первый подэтап выполняют, чтобы очистить поверхность, и второй подэтап выполняют, чтобы создать профиль шероховатости на конце трубы, который находится в пределах от 60 до 100 мкм.
[074] На первом подэтапе предпочтительно использовать песок с округлыми песчинками или смесь песка с округлыми песчинками и песка с угловатыми частицами, а на втором подэтапе только песок с угловатыми частицами.
[075] Кроме того, упомянутый способ может содержать дополнительный этап соединения и выравнивания многочисленных труб (6.1) перед этапом (а), а также дополнительный этап нагрева труб (6.1) от 200 °С до 275 °С перед этапом (а), и этот этап нагрева труб выполняют с помощью электромагнитной индукции.
[076] Кроме того, упомянутый способ может содержать дополнительный этап нанесения смолы на трубу, чтобы электромагнитная индукция к тому же поляризовала трубу с полярностью, которая противоположна полярности поляризации смолы.
[077] Этап (b) должен выполняться посредством экструзии полимеров, предпочтительно посредством совместной экструзии и более предпочтительно при использовании полиэтиленовых и полипропиленовых полимеров.
[078] Этап (d) выполняют посредством сгибания оболочки (3) покрытия поверх манжеты (1) на угол от 90° до 180°.
[079] Кроме того, способ может содержать дополнительный этап охлаждения после этапа (d) и дополнительный этап внутренней сушки трубы перед этапом (f).
[080] Дистанцирующий элемент (2), используемый в качестве вспомогательного устройства в течение покрытия трубы, следует повторно использовать при выполнении процесса покрытия, имея в виду, что покрытие (3) используется для защиты заплечика (зачищенного конца трубы). Поскольку система образована для способа покрытия в целом, на каждой стадии должно обращаться внимание на конструктивные особенности, которые включают в себя модификации, относящиеся к использованию упомянутой системы.
[081] На стадии 2 пескоструйной обработки также необходимо использовать закрытое защитное приспособление для фаски, чтобы предохранять фаску от пескоструйной обработки, поскольку она должна оставаться механически обработанной с высокой точностью, а также для предотвращения заноса песка внутрь трубы. Это защитное приспособление является многократно используемым и должно удаляться после пескоструйной обработки трубы.
[082] Затем на стадии 3 контроля после пескоструйной обработки манжету (1) помещают на каждый конец трубы.
[083] После этого на стадии 4 соединения и выравнивания дистанцирующий элемент (2) помещают между предшествующей трубой и последующей трубой, заменяя соединительную муфту. Эти операции, такие как размещение дистанцирующего элемента (2), так и размещение манжеты (1) на стадии 3, могут выполняться вручную или они могут производиться автоматически.
[084] Обычно процесс продолжают до стадии 9 разрезания и отделения, на которой покрытие разрезают, дистанцирующий элемент (2) удаляют и возвращают технологический поток на стадию 4.
[085] Добавляют новую стадию, называемую сгибанием покрытия, которая состоит из сгибания оболочки (3) покрытия на угол, составляющий от 90 до 180°, и размещения внешнего кольца (4). Эту стадию можно выполнять после стадии 9 (разрезания и отделения) или на стадии 12 (контроля покрытия) по показателям установки для нанесения покрытий. Отметим, что для выполнения ее после стадии 9 необходимо изменить физическое размещение установки для нанесения покрытий, чтобы увеличить расстояние между местами разрезания и начать охлаждение на стадии 10.
[086] На стадии 12 контроля покрытия трубу высушивают внутри, затем помещают крышку (5) и осуществляют отсасывание воздуха изнутри трубы через предохранительный клапан (5.1) так, чтобы давление внутри трубы стало ниже, чем давление снаружи трубы. Эту разность давлений следует задавать в зависимости от диаметра трубы так, чтобы сохранялось уплотнение крышки и крышка предохранялась от выталкивания, когда давление внутри больше, чем давление с наружной стороны. На этой стадии контроля покрытия трубу высушивают внутри, оболочку покрытия сгибают на угол от 90 до 180° и помещают внешнее кольцо (4) и крышку (5), завершая процесс.
[087] Стадия 13 образования заплечика и хвостовой части исключается, когда выполняют стадии 14 (конечного контроля) и 15 (размещения устройств).
[088] Компоненты системы для защиты покрытых труб для наземных и подводных трубопроводов содержат манжету (1).
[089] Как показано на фиг. 2, манжета (1), состоящая из пяти основных частей, имеет внешний пояс (1.1), внутреннюю поверхность (1.2) внешнего пояса, внутреннюю поверхность внутреннего пояса (1.3), уплотняющий элемент (1.4) и зажимное кольцо (1.5). Манжета (1) механически соединена с трубой между внешним участком трубы (6.1) и покрытием (3).
[090] Назначение манжеты (1) заключается в защите участка трубы, на котором будет образован заплечик (защищенный конец трубы), и защите фаски в течение процесса покрытия и транспортировки. Материалом для нее могут быть металл, полимер или композиционный материал.
[091] Сополимерный клей, используемый в процессе покрытия трубы, должен прилипать к внешней поверхности внешнего пояса (1.1), а внутренний диаметр (1.2) внешнего пояса должен быть приблизительно равен внешнему диаметру трубы с отклонением, которое позволяет вставлять ее принудительно, чтобы она могла быть расположена без возможности свободного перемещения в течение процесса покрытия.
[092] Внутренняя поверхность внутреннего пояса (1.3) имеет уплотняющий элемент (1.4), образованный из одного или нескольких колец полимерного или каучукового материала, предпочтительно из неопрена, для предотвращения проникновения воды внутрь в течение процесса охлаждения.
[093] Длина внешнего пояса (1.1) изменяется от 100 до 200 мм, длина внутреннего пояса (1.3) изменяется от 50 до 200 мм, а толщина стенки манжеты (1) меньше чем или равна 3 мм.
[094] Зажимное кольцо (1.5) выполнено из металла или композиционного материала и оно имеет приспособление для прижатия уплотняющего элемента (1.4) к внутренней стенке трубы, чтобы уплотнение гарантировалось в течение процесса охлаждения и в течение всего эксплуатационного срока службы кольца. Кроме того зажимное кольцо (1.5) используется как стопор для крышки (5), показанной на фиг. 6.
[095] Функция дистанцирующего элемента (2), показанного на фиг. 3, выполненного из литейного металлического материала, складываемого или свариваемого, заключается в поддержании надлежащего разноса и выравнивания труб в течение покрытия. Внешний диаметр (2.1) ее равен внешнему диаметру покрываемой трубы с допуском ±10 мм.
[096] При использовании инструмента (2.2), предназначенного для снятия фасок, для срезания покрытия, показанного на фиг. 3, поверхность (2.3) покрытия очищается или обрабатывается механически с достижением степени шероховатости, которая ниже чем 20 мкм, чтобы сделать невозможным прилипание первого слоя эпоксидной смолы.
[097] Дистанцирующий элемент (2) является полым (2.4), так что он является нетяжелым, с ним легко обращаться и он позволяет охлаждающей воде входить в трубу.
[098] Назначение покрытия (3), показанного на фиг. 4, заключается в защите заплечика (защищенного конца трубы), сцеплении с внешней поверхностью манжеты (1), а оболочка (3.1) его должна сгибаться на угол от 90° до 180° для предотвращения открывания после удаления дистанцирующего элемента.
[099] Назначение внешнего кольца (4), показанного на фиг. 5, используемого после удаления дистанцирующего элемента (2), заключается в закреплении согнутого покрытия (3.2), создании пояса (4.2) для защиты фаски (4.2). Внешний диаметр (4.5) его является переменным, так что кольцо может быть принудительно вставлено в пространство, соответствующее внутреннему диаметру манжеты (1).
[100] Назначение крышки (5), показанной на фиг. 6, заключается в защите внутреннего пространства трубы и ее можно вставлять в компонент (1.5) манжеты (1). Она выполнена из полимерного материала или из сочетания металла и полимера. Крышка (5) имеет предохранительный выпускной клапан (5.1), выполненный из олова или нержавеющей стали, прикрепленный к поверхности крышки (5) винтом или иным средством, и при необходимости его используют для снижения давления внутри трубы.
[101] Внешний диаметр (5.2) крышки равен внутреннему диаметру манжеты (1), а упомянутая крышка также имеет уплотнительную систему (5.3), препятствующую проникновению любого внешнего окислительного средства, и кроме того, она имеет ручку (5.4), снабженную системой для быстрого открывания и закрывания крышки в случае необходимости.
[102] После сборки системы для защиты покрытых труб, предназначенных для наземных и подводных трубопроводов, трубы отправляют для использования в полевых условиях, где покрытие срезается автоматически на протяжении угла меньше чем 30°, вследствие чего система удаляется быстро и точно, либо вручную, либо автоматически.
[103] На фиг. 7 показана система для защиты покрытых труб, предназначенных для наземных и подводных трубопроводов, в собранном виде по окончании процесса сборки и на фиг. 7 представлено перспективное изображение в разрезе упомянутой системы в трубе.
[104] На фиг. 8 показана труба (6.1), подготовленная к соединению и сварке в полевых условиях или на судне, после срезания покрытия, при этом весь узел (6.2), относящийся к системе защиты трубы, показан на отдалении от трубы после срезания и удаления крышки (5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| Устройство для сварных соединений труб | 2016 |
|
RU2717463C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
| СПОСОБ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ОБЕТОНИРОВАННЫХ ТРУБ | 2024 |
|
RU2837099C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| СПОСОБ НАРУЖНОЙ ИЗОЛЯЦИИ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ ИЗ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПОКРЫТИЕМ | 2012 |
|
RU2527282C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ | 2005 |
|
RU2301848C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| Труба с внутренним защитным покрытием | 2016 |
|
RU2616429C1 |
Изобретение относится к системе и способу, предназначенным для применения в области нефтехимии и машиностроения, более конкретно, в области защиты труб или имеющих аналогичную форму объектов, от внешнего или внутреннего повреждения или износа. Система представляет собой систему защиты концов и внутреннего пространства покрытых труб с использованием самого покрытия и других дополнительных устройств. В состав системы входят манжета (1), дистанцирующий элемент (2), покрытие (3), внешнее кольцо (4) и крышка (5), используемые в технологической линии для выполнения процесса покрытия трубы с использованием самого внешнего покрытия, предотвращающего коррозию и механическое повреждение концов/фаски в области заплечика, подвергнутой пескоструйной обработке, и внутренней поверхности, которые возникают в результате хранения, и транспортировки к месту использования, и сваривания в полевых условиях или на судне. 2 н. и 25 з.п. ф-лы, 8 ил.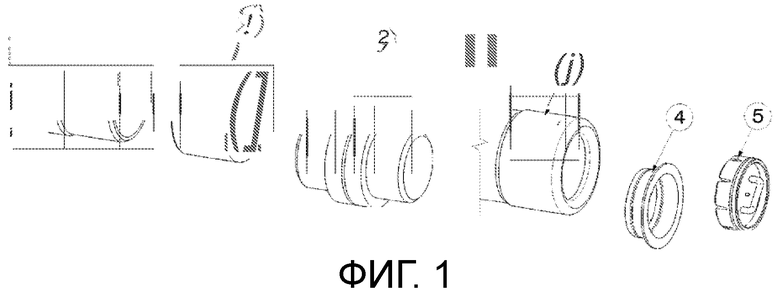
1. Система для защиты труб для наземных и/или подводных трубопроводов, при этом труба содержит внутренний участок и внешний участок, внешний участок ее покрыт покрытием, содержащая манжету (1), механически соединенную с трубой между внешним участком трубы (6.1) и покрытием (3) и содержащую внутреннюю поверхность внешнего пояса (1.2) и внутреннюю поверхность внутреннего пояса (1.3), причем внутренняя поверхность внутреннего пояса (1.3) манжеты (1) механически соединена с внутренним участком трубы и внутренняя поверхность внешнего пояса (1.2) манжеты (1) механически соединена с покрытием, которое покрывает внешний пояс (1.1) манжеты (1) и частично согнуто поверх внутренней поверхности внутреннего пояса (1.3), внешнее кольцо (4), выполненное с возможностью фиксации участка согнутого покрытия поверх внутреннего участка манжеты (1) и крышку (5), механически соединенную с внешним кольцом (4) и с манжетой (1) и выполненную с возможностью уплотнения внутреннего участка трубы.
2. Система по п. 1, в которой манжета (1) дополнительно содержит внешний пояс (1.1); причем внутренняя поверхность внутреннего пояса (1.3) соединена с внешним поясом (1.1) на части соединения, имеющего форму U, в виде прилегающего пространства между ними; причем труба расположена между внутренней поверхностью внешнего пояса (1.2) и внутренней поверхностью внутреннего пояса (1.3).
3. Система по любому из пп. 1, 2, в которой манжета (1) выполнена из металлического, полимерного или композиционного материала.
4. Система по любому из пп. 1-3, содержащая уплотняющий элемент (1.4) на одном конце внутренней поверхности внутреннего пояса (1.3).
5. Система по любому из пп. 1-4, содержащая зажимное кольцо (1.5), действующее в качестве стопора между крышкой (5) и манжетой (1).
6. Система по п. 4, в которой уплотняющие элементы (1.4) представляют собой одно или более колец, выполненных из полимерного или каучукового материала, предпочтительно из неопрена.
7. Система по любому из пп. 1-6, в которой крышка (5) выполнена из полимерного материала или сочетания металла/полимера.
8. Система по любому из пп. 1-7, в которой крышка (5) содержит предохранительный клапан (5.1) для сброса давления изнутри трубы.
9. Система по любому из пп. 1-8, дополнительно содержащая дистанцирующий элемент (2); причем дистанцирующий элемент (2) механически соединяет, выравнивает две последовательные трубы в технологической линии и/или при хранении с обеспечением адекватного разноса труб, что позволяет иметь адекватное место резания относительно сгиба оболочки покрытия (3).
10. Система по п. 9, в которой дистанцирующий элемент (2) выполнен из литейного металлического материала, сгибаемого или свариваемого.
11. Способ защиты труб для наземных и подводных трубопроводов, при этом труба содержит внутренний участок и внешний участок, причем способ содержит этапы, на которых:
(a) прикрепляют защитную манжету (1) к концу трубы (6.1);
(b) накладывают покрытие на трубу (6.1);
(c) разрезают покрытие (3);
(d) сгибают оболочку покрытия (3) поверх части манжеты (1);
(e) прикрепляют внешнее кольцо (4) к манжете (1) и к загнутому участку покрытия поверх части манжеты (1); и
(f) прикрепляют крышку (5) к внешнему кольцу (4).
12. Способ по п. 11, содержащий дополнительный этап очистки трубы (6.1) перед этапом (а).
13. Способ по п. 11 или 12, содержащий дополнительный этап предварительного нагрева после этапа очистки трубы и перед этапом (а).
14. Способ по п. 13, в котором этап предварительного нагрева выполняют при температуре на 3°С выше точки росы и ниже 100°С.
15. Способ по любому из пп. 11-14, содержащий дополнительный этап пескоструйной обработки вслед за этапом очистки и/или предварительного нагрева и перед этапом (а).
16. Способ по п. 15, в котором этап пескоструйной обработки выполняют в течение двух подэтапов, при этом первый подэтап выполняют, чтобы очистить поверхность, и второй подэтап выполняют, чтобы создать профиль шероховатости на конце трубы, который находится в диапазоне от 60 до 100 мкм.
17. Способ по п. 16, в котором на первом подэтапе используют песок с округлыми частицами или смесь песков с округлыми или угловатыми частицами и на втором подэтапе используют песок только с угловатыми частицами.
18. Способ по любому из пп. 11-17, содержащий после этапа пескоструйной обработки и перед этапом (а) дополнительный этап соединения и выравнивания многочисленных труб (6.1).
19. Способ по любому из пп. 11-18, содержащий после этапа соединения и выравнивания и перед этапом (а) дополнительный этап нагрева труб (6.1) в пределах от 200°С до 275°С.
20. Способ по п. 19, в котором этап нагрева труб выполняют с помощью электромагнитной индукции.
21. Способ по любому из пп. 11-20, содержащий после этапа нагрева труб и перед этапом (а) дополнительный этап нанесения смолы на трубу.
22. Способ по п. 20, в котором этап нагрева труб выполняют с помощью электромагнитной индукции и с поляризацией трубы с полярностью, которая противоположна полярности поляризации смолы.
23. Способ по любому из пп. 11-22, в котором этап (b) выполняют путем экструзии полимеров.
24. Способ по п. 23, в котором полимер представляет собой полиэтилен или полипропилен.
25. Способ по любому из пп. 11-24, в котором этап (d) выполняют путем сгибания оболочки покрытия на угол от 90 до 180° поверх манжеты (1).
26. Способ по любому из пп. 11-25, содержащий дополнительный этап охлаждения после этапа (d).
27. Способ по любому из пп. 11-26, содержащий дополнительный этап внутренней сушки трубы перед этапом (f).
| US 4429719 A1, 07.02.1984 | |||
| US 3744528 A1, 10.07.1973 | |||
| US 3157549 A1, 17.11.1964 | |||
| ПОЛИМЕРНАЯ ТОРЦЕВАЯ ЗАГЛУШКА, СПОСОБ ЕЕ ПРОИЗВОДСТВА, СПОСОБ ЗАЩИТЫ ПОЛОГО ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С УСТАНОВЛЕННОЙ ЗАГЛУШКОЙ | 2017 |
|
RU2659010C1 |
| US 5720834 A1, 24.02.1998 | |||
| US 7727593 B2, 01.06.2010. | |||

