Изобретение относится к области упаковочного машиностроения и используется для автоматического формования и сборки картонной решетки, предназначенной для ручной и автоматизированной раскладки патронов стрелкового оружия в станках и линиях для финишной упаковки патронов в коробку для дальнейшего хранения и транспортировки боеприпасов стрелкового оружия.
В настоящее время загрязнение окружающей среды - это серьезная экологическая проблема, которая продолжает усиливаться из года в год. Поэтому возможность расширения применения картонных решеток и упаковок очень актуальна. Так, изделия из пластмассы имеют среднее время разложения, в зависимости от технологии создания, от 400 до 700 лет.Однако применение картонных решеток для упаковки патронов стрелкового оружия не представлялось возможным, поскольку точность сборки не соответствовала предъявляемым требованиям по фиксации и удержанию патронов в ячейках решетки и не обеспечивала надежность конструкции в целом.
Известна «Автоматическая линия штамповки деталей», см. патент РФ №1165517 от 07. 07. 1985 г., содержащая прессы для обработки заготовок, связанные между собой транспортирующими средствами, блок управления, магазин накопления стоп заготовок, механизм для съема исходного материала со стопы и подачи его в пресс. К недостаткам которой можно отнести сложность и металлоемкость механической конструкции.
Известна «Машина для сборки картонных коробок» - Евразийский патент №023225 (номер заявки EA201300028), содержащей подающий механизм для подачи листов картона, из которых формируются коробки в формирующей секции, содержащей сборочный механизм, включающий формирующий каркас - матрицу и вставляемый компонент - пуансон, который может опускаться посредством вертикального линейного привода для формирования коробки. При этом машина содержит силовой каркас - раму, которая является опорой для подающего механизма, консольно присоединенного к силовому каркасу с возможностью съема, причем силовой каркас включает нижнюю часть, во внутреннем пространстве которой расположена часть формирующего каркаса, и верхнюю часть, которая удерживает вставляемый компонент и вертикальный линейный привод, а также узел подачи с вакуумными присосками.
К недостаткам известной конструкции можно отнести ограниченные функциональные возможности, связанные с невозможностью ее использования для упаковки, хранения и транспортировки предметов, требующих фиксации.
Известно другое техническое решение: «Автоматическое оборудование для сборки картонных решеток для коробок», смотреть ссылку: https://yandex.ru/video/preview/15767550745316806610 или аналогичное - «Машина для сборки решеток из гофрокартона» разработанная Хэйлунцзянской компанией научно-технического развития «Ваннэн», смотреть ссылку: https://yandex.ru/video/preview/14922307634734227492
К недостаткам которых можно отнести ограниченные функциональные возможности, связанные с тем, что указанные выше установки, не рассчитаны на высокую точность сборки и собирают подвижную, не фиксированной формы, решетку выполняющей только разделительную функцию необходимую при хранении и транспортировке товара. Такие решетки невозможно использовать для прочной фиксации предметов, поскольку они не обеспечивают жесткость конструкции.
Известно наиболее близкое техническое решение: «Линия автоматической сборки решетки из гофрокартона» - прототип. Линия включающая основание со смонтированным на нем транспортером с электрическим приводом и последовательно смонтированными блоками установки для подачи заготовок, образующих продольные перегородки решетки, в направляющие расположенные над его поверхностью, блок установки для подачи заготовок, образующих поперечные перегородки решетки. Каждый блок оснащен загрузочным магазином с устройством поштучной подачи заготовок, а сама линия оснащена устройством выгрузки готовой решетки с пневматическим приводом. См. ссылку: https://yandex.ru/video/preview/12894072297348131637
К недостаткам прототипа можно отнести большую металлоемкость линии и конструктивное решение, так как для подачи каждой заготовки, формирующей продольные перегородки решетки, необходим отдельный блок установки с магазином. При этом, наличие направляющих с двух сторон каждой перегородки также увеличивает металлоемкость линии сборки решетки и зависит от количества продольных перегородок решетки. Также к недостаткам можно отнести ограниченные функциональные возможности, связанные с отсутствием возможности формирования жесткой, фиксированной формы решетки и формированием «гуляющей» конструкции, соответственно с невозможностью ее применения для надежной и плотной фиксации при хранении и транспортировке содержимого ячеек решетки требующего надежного удержания, например, фиксации патронов. Исходя из ее недостатков, известная решетка тем более не подходит для автоматической раскладки патронов и возможности проведения контроля наличия капсюля в гильзе.
Техническим результатом предполагаемого изобретения является устранение недостатков аналогов и прототипа, а именно создание линии сборки картонной решетки с увеличенными функциональными возможностями, связанными с возможностью сборки решетки жесткой конструкции, обеспечивающей возможность ее применения для упаковки патронов стрелкового оружия. Обеспечивающей точность сборки и надежность решетки необходимой как при ручной, так и автоматической раскладке патронов, а также для возможности проведения контроля наличия капсюля в гильзе, при одновременном уменьшении металлоемкости линии.
Поставленный технический результат достигается использованием сочетания общих с прототипом известных признаков, содержащих опорную плиту с электрическим приводом, на которой последовательно смонтированы по меньшей мере: два блока установки продольных и блок установки поперечных картонных заготовок для формирования решетки, каждый из которых снабжен загрузочным магазином с устройством поштучной подачи заготовок, оснащенных пневматическим приводом, и устройство выгрузки готовой решетки, и новых признаков заключающихся в том, что каждый блок установки снабжен механизмом формирования заготовок в U-образные продольные и поперечные ламели, выполненным в виде горизонтально смонтированной пластины с прямоугольным формовочным отверстием и смонтированным над ним пуансоном, для запрессовки ламелей в каретку-матрицу, выполненную с возможностью перемещения по направляющим опорной плиты, изготовленную в виде параллелепипеда со сквозным отверстием, фиксирующим сформованные ламели, при этом рабочий торец каждого пуансона для формования продольных ламелей выполнен в виде плоскости перпендикулярной продольной оси пуансона, а пуансон для формирования поперечных ламелей дополнительно снабжен прорезями для прохода вертикальных стенок продольных U-образных ламелей; устройство выгрузки снабжено выталкивателем выполненным в виде горизонтально расположенной пластины на которой вертикально смонтированы упоры-толкатели, или в виде пластины выполненной идентичной, по форме и размеру, сквозному отверстию каретки-матрицы
Линия снабжена блоком программного управления, обеспечивающим перемещение каретки-матрицы по заданному алгоритму электрическим приводом, выполненным в виде шариково-винтовой пары (ШВП) с двигателем, а также работу пневматических приводов устройств поштучной подачи заготовок, механизмов формирования заготовок с пуансонами и устройства выгрузки готовой решетки.
Устройства поштучной подачи заготовок ламелей снабжены вакуумными захватами-присосками, смонтированными под магазином и толкателем с пневматическим приводом.
Сквозное отверстие каретки-матрицы выполнено по форме контура соединенных в решетку продольных и поперечных ламелей.
Формовочное отверстие каждого механизма формирования продольных U-образных ламелей по длине выполнено равным длине продольной ламели, а формовочное отверстие механизма формирования поперечных U-образных ламелей выполнено равным длине поперечной ламели и ширине решетки.
Новизной предполагаемого изобретения является то, что каждый блок установки снабжен механизмом формирования заготовок в U-образные продольные и поперечные ламели, выполненным в виде горизонтально смонтированной пластины с прямоугольным формовочным отверстием и смонтированным над ним пуансоном, для запрессовки ламелей в каретку-матрицу, выполненную с возможностью перемещения по направляющим опорной плиты, изготовленную в виде параллелепипеда со сквозным отверстием, фиксирующим сформованные ламели, при этом рабочий торец каждого пуансона для формования продольных ламелей выполнен в виде плоскости перпендикулярной продольной оси пуансона, а пуансон для формирования поперечных ламелей дополнительно снабжен прорезями для прохода вертикальных стенок продольных U-образных ламелей; устройство выгрузки снабжено выталкивателем выполненным в виде горизонтально расположенной пластины на которой вертикально смонтированы упоры-толкатели, или в виде пластины выполненной идентичной, по форме и размеру, сквозному отверстию каретки-матрицы.
Признак снабжения каждого блока механизмом формирования заготовок в U-образные продольные и поперечные ламели, выполненным в виде горизонтально смонтированной пластины с прямоугольным формовочным отверстием и смонтированным над ним пуансоном, для запрессовки ламелей в каретку-матрицу обеспечивает уменьшение металлоемкости линии. Так как один блок установки с механизмом формирования заготовок не просто устанавливает одну заготовку для формирования продольной перегородки, а сразу, в одно действие, формирует из заготовки U-образную ламель вертикальные стенки которой образуют две продольные перегородки. Тем самым позволяет уменьшить количество блоков установки заготовок с одновременным увеличением количества ячеек в решетке. При этом, U-образная форма продольных и поперечных ламелей обеспечивает формирование жесткой, прочной и надежной решетки.
Признак возможности перемещения каретки-матрицы по направляющим опорной плиты, изготовленной в виде параллелепипеда со сквозным отверстием, фиксирующим сформованные ламели также обеспечивает уменьшение металлоемкости, так как исключает необходимость монтажа направляющих с двух сторон каждой заготовки, формирующей продольную перегородку, как в прототипе. При этом обеспечивает надежность фиксации, в процессе сборки решетки, уже сформированных U-образной формы продольных и поперечных ламелей, а также обеспечивает возможность и точность их передвижения от блока к блоку и точность сборки. А наличие сквозного отверстия в каретке-матрице обеспечивает простое и быстрое извлечение готовой решетки.
Признак выполнения пуансонов для формования продольных ламелей в виде вертикально смонтированных пластин по длине равной длине решетки, а пуансон для формирования поперечных ламелей выполнен в виде вертикально смонтированной пластины, с прорезями для прохода вертикальных стенок продольных ламелей, по длине равной ширине решетки обеспечивает высокое качество и точность сборки при формировании и сборке жесткой, не «гуляющей» решетки.
Признак выполнения рабочего торца каждого пуансона для формования продольных ламелей в виде плоскости перпендикулярной продольной оси пуансона, а дополнительное снабжение пуансона для формирования поперечных ламелей прорезями для прохода вертикальных стенок продольных U-образных ламелей обеспечивают точность формирования и установки U-образных продольных ламелей. А дополнительное снабжение пуансона для формирования поперечных ламелей прорезями обеспечивает не просто установку поперечных перегородок, а формирование U-образных поперечных ламелей, формирующих сразу две поперечные перегородки. Наличие U-образных продольных и поперечных ламелей в сборе обеспечивают крепкую, устойчивую и надежную конструкцию решетки без «гуляний», что обеспечивает возможность использования решетки для упаковки патронов стрелкового оружия или других предметов требующих надежной фиксации и аккуратной транспортировки.
Признак снабжения устройства выгрузки выталкивателем, выполненным в виде горизонтально расположенной пластины на которой вертикально смонтированы упоры-толкатели или в виде пластины выполненной идентичной, по форме и размеру, сквозному отверстию каретки-матрицы обеспечивает аккуратное извлечение решетки из каретки-матрицы без расшатывания и деформации готовой решетки, сохраняя таким образом жесткость собранной конструкции.
Признак снабжения линии блоком программного управления, обеспечивающим перемещение каретки-матрицы по заданному алгоритму электрическим приводом, выполненным в виде шариково-винтовой пары (ШВП) с двигателем, а также работу пневматических приводов устройств поштучной подачи заготовок, механизмов формирования заготовок с пуансонами и устройства выгрузки готовой решетки способствует точной работе линии в целом.
Признак снабжения устройств поштучной подачи заготовок ламелей вакуумными захватами-присосками, смонтированными под магазином и толкателем с пневматическим приводом способствует бесперебойной подаче заготовок к механизму формирования U-образных ламелей.
Признак выполнения сквозного отверстия каретки-матрицы выполнено по форме контура соединенных в решетку продольных и поперечных ламелей способствует не только точной фиксации установленных в каретку - матрицу ламелей и их перемещение по линиии, но и беспрепятственного их извлечения из каретки после сборки решетки.
Выполнение формовочного отверстия каждого механизма формирования продольных U-образных ламелей по длине равным длине продольной ламели, а формовочного отверстия механизма формирования поперечных U-образных ламелей равным длине поперечной ламели и ширине решетки способствует точности сборки решетки.
Таким образом, именно совокупность указанных выше признаков обеспечивает достижение поставленного технического результата, а именно создание линии сборки картонной решетки упаковки с уменьшенной металлоемкостью, увеличивающей функциональные возможности связанные с возможностью сборки решетки жесткой конструкции обеспечивающий возможность ее применения для упаковки патронов стрелкового оружия. Линии, обеспечивающей точность сборки и надежность решетки необходимой как при ручной, так и при автоматической раскладке патронов, а также для возможности проведения контроля наличия капсюля в гильзе.
Поскольку предложенное сочетание признаков не известно из существующего уровня техники и не вытекает из него явным образом - позволяет получить более высокий технический результат, то предлагаемые существенные признаки и их сочетание можно считать имеющими изобретательский уровень.
Согласно проведенных патентно-информационных исследований, сочетания известных и новых признаков предполагаемого изобретения в источниках патентной и научно - технической информации не обнаружено, что позволяет отнести признаки к обладающим новизной.
Описание осуществления предполагаемого изобретения позволяет отнести его к промышленно выполнимым.
На фиг. 1. Схематично показан общий вид линии сборки картонной решетки.
На фиг. 2. Показана опорная плита с направляющими.
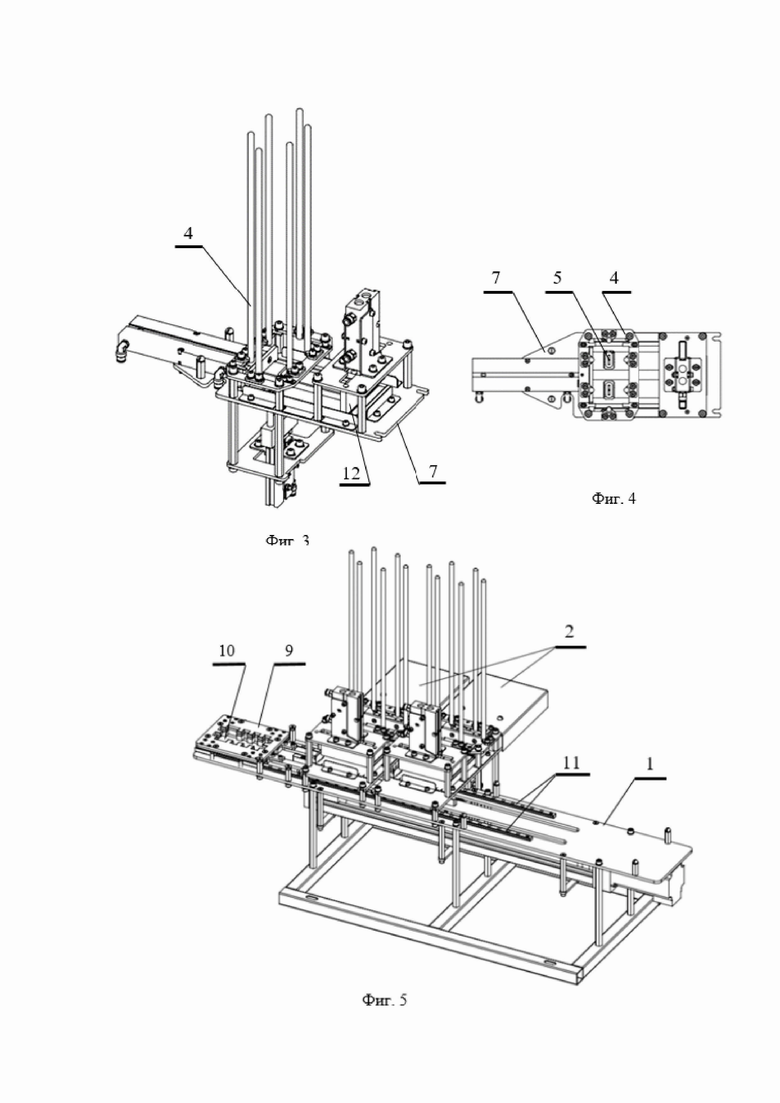
На фиг. 3. Показан блок установки с механизмом формирования U-образных продольных ламелей - общий вид.
На фиг. 4. Показан блок установки с механизмом формирования U-образных продольных ламелей - вид сверху.
На фиг. 5. Схематично показана опорная плита с двумя смонтированными блоками установки продольных ламелей.
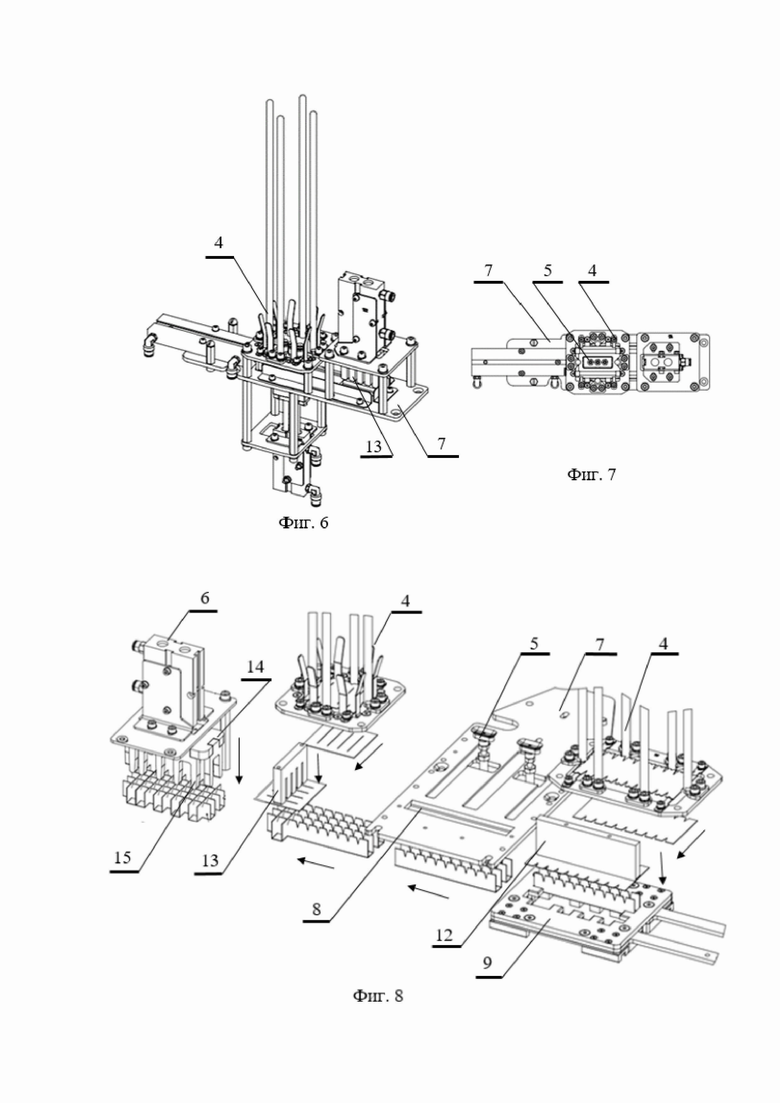
На фиг. 6. Показан блок установки с механизмом формирования U-образных поперечных ламелей - общий вид.
На фиг. 7. Показан блок установки с механизмом формирования U-образных поперечных ламелей - вид сверху.
На фиг. 8. Схематично показана последовательность сборки картонной решетки.
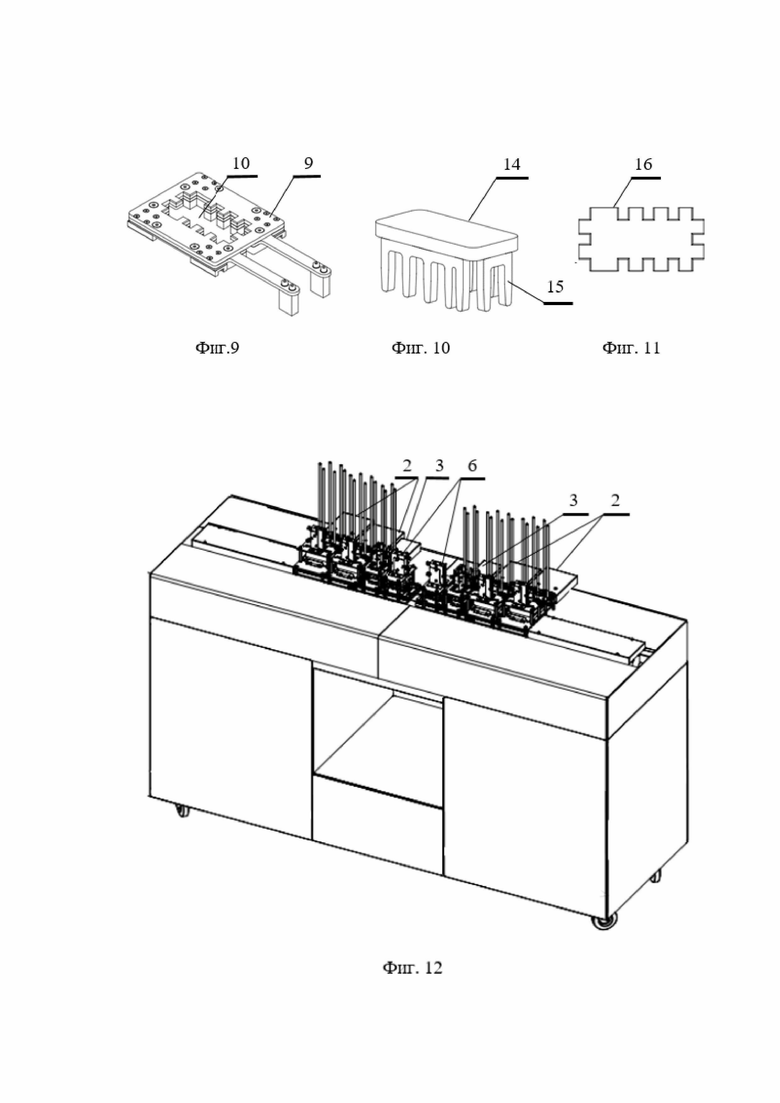
На фиг. 9. Схематично показана каретка-матрица со сквозным отверстием.
На фиг. 10. Показан пуансон с вертикальными упорами-толкателями устройства выгрузки готовой решетки.
На фиг. 11. Показан пуансон устройства выгрузки в виде пластины выполненной идентичной сквозному отверстию каретки-матрицы - вид сверху.
На фиг. 12. Схематично показаны две линии сборки картонной решетки на одной раме.
Схематично изображен пуансон выгрузки готовой решетки: а) в виде горизонтально расположенной пластины, б) в виде пластины выполненной идентичной сквозному отверстию каретки-матрицы
Показана схема последовательности сборки решетки.
Линия сборки решетки картонной упаковки для патронов стрелкового оружия состоит из опорной плиты 1 закрепленной на раме с электрическим приводом с последовательно смонтированными двумя блоками установки 2 продольных и блоком установки 3 поперечных заготовок для формирования решетки. Каждый блок установки заготовок снабжен загрузочным магазином 4, выполненным в виде вертикально смонтированных направляющих, с устройством поштучной подачи заготовок с вакуумными захватами-присосками 5. После блоков установки заготовок на опорной плите 1 смонтировано устройство выгрузки 6 готовой решетки. Блоки установки и устройство выгрузки оснащены пневматическим приводом. Каждый блок установки оснащен механизмом формирования заготовок, выполненным в виде горизонтально смонтированной пластины 7 с формовочным отверстием 8 и смонтированным над ним пуансоном. Линия оснащена кареткой-матрицей 9 со сквозным отверстием 10 направляющими 11 для ее передвижения. При этом пуансоны 12 формуют продольные ламели, пуансон 13 для формирования поперечных ламелей выполнен в виде вертикально смонтированной пластины, с прорезями, а выталкиватель 14 устройства выгрузки 6 выполнен в виде горизонтально расположенной пластины на которой вертикально смонтированы упоры-толкатели 15 или в виде пластины 16 по форме, выполненной идентичной сквозному отверстию 10 каретки-матрицы 9.
Предлагаемая линия сборки решетки картонной упаковки для патронов стрелкового оружия работает следующим образом:
Перед включением линии в работу в загрузочные магазины 4 блоков установки 2 продольных ламелей загружают заготовки продольных ламелей. В загрузочный магазин 4 блока установки 3 поперечных ламелей загружают заготовки поперечных ламелей. Подают напряжение в шкаф управления и на блок программного управления. Далее работа линии осуществляется по заданному программой алгоритму. Приводом, смонтированным вдоль продольной оси опорной плиты 1, подвижная каретка-матрица 9 устанавливается в исходное положение - под формовочным отверстием 8 в основании первого блока установки продольной ламели. Вакуумные захваты-присоски 5 извлекают заготовку из загрузочного магазина 4 выполненного в виде вертикальных направляющих, а толкатель перемещает ее в зону формовки над формовочным отверстием 8. Пуансон 12 опускаясь, воздействует на заготовку, вбивает ее через прямоугольное формовочное отверстие и устанавливает на свою позицию в сквозном отверстии 10 каретки-матрицы 9 формируя из заготовки U-образную ламель с двумя вертикальными стенками. Пуансон возвращается в исходное положение. Приводом, выполненным в виде шариково-винтовой пары (ШВП) с двигателем, каретка-матрица 9 перемещается ко второму блоку установки продольной ламели и устанавливается под формовочным отверстием в основании второго блока. Где по аналогии с первым блоком установки, вакуумные захваты-присоски 5 извлекают заготовку из загрузочного магазина 4, а толкатель перемещает ее в зону формовки над формовочным отверстием. Пуансон перемещаясь, вбивает заготовку, проталкивая ее через формовочное отверстие 8 и устанавливает параллельно первой ламели на свою позицию в сквозное отверстие в каретке-матрице 9 на расстоянии размера ячейки от предыдущей ламели, формируя тем самым межу двумя установленными ламелями еще один ряд для формирования ячеек при установке поперечных ламелей. Пуансон возвращается в исходное положение. При этом, при наличии двух блоков установки продольных заготовок и формируя две U-образные продольные ламели, мы получаем сразу четыре перегородки. Не три, как в прототипе при трех блоках установки и не две, как в аналоге линии, в которой количество блоков установки соответствует количеству заготовок, образующих в последствии перегородки. Соответственно по ширине решетки получается не четыре продольных ряда, как в прототипе, а пять.
Далее, приводом, каретка-матица перемещается к блоку установки 3 поперечных ламелей и устанавливается под формовочным отверстием 8 в основании блока. Вакуумные захваты-присоски извлекают заготовку из загрузочного магазина 4, а толкатель перемещает ее в зону формовки над формовочным отверстием. Пуансон перемещаясь, воздействует на заготовку, вбивает ее через формовочное отверстие и устанавливает на свою позицию в отверстие в объемной матрице, при этом в прорези пуансона проходят вертикальные стенки продольных ламелей и при пересечении с поперечными ламелями формируют прочную и надежную решетку жесткой конструкции. Пуансон возвращается в исходное положение. Вакуумные захваты-присоски вновь извлекают следующую заготовку из загрузочного магазина, а толкатель перемещает ее в зону формовки над формовочным отверстием. Пуансон перемещаясь, воздействует на заготовку, проталкивает ее через формовочное отверстие и устанавливает на свою позицию в сквозное отверстие в каретке- матрице параллельно предыдущей ламели на расстоянии размера ячейки от нее. Пуансон возвращается в исходное положение. Процесс повторяется до тех пор, пока последовательно не будут установлены все поперечные ламели на соответствующие им места - каждую в свою ячейку. Решетка получается прочной и надежной, без «гуляния» стенок решетки, обеспечивающей точность сборки и надежную фиксацию содержимого ячеек.
Затем каретка-матрица перемещается вдоль продольной оси опорной плиты 1 к устройству выгрузки 6, где выталкиватель 14 устройства выгрузки 6, опускаясь, выталкивает готовую решетку из сквозного отверстия 8 каретки-матрицы 9. При этом, предлагаемая линия сборки картонной решетки может работать как без модуля формирования и подачи картонного корпуса для установки картонной решетки, так и с ним. В этом случае устройство выгрузки 6 будет контактно соединено с модулем формирования и подачи картонного корпуса для установки решетки (на фиг. не показано). Причем сформированный картонный корпус подается в зону выталкивания решетки устройства выгрузки 6, а механизм подачи картонного корпуса синхронизирован с выталкивателем 14 устройства выгрузки 6 в результате чего выталкиватель 14 устройства выгрузки 6, опускаясь, выталкивает готовую решетку из сквозного отверстия 8 каретки-матрицы 9 и сразу устанавливает ее в картонный корпус выполненный в виде прямоугольной коробки с дном и четырьмя сторонами. На выходе получаем картонный корпус, с установленной картонной решеткой, готовый для укладки патронов стрелкового оружия.
Под воздействием привода каретка возвращается в исходное положение - под формовочным отверстием в основании первого блока формования продольной ламели и процесс сборки решетки повторяется. При этом блок программного управления обеспечивает точное перемещение каретки-матрицы по заданному алгоритму. Таким образом, предлагаемая к защите линия обеспечивает точность сборки и надежность решетки необходимой при ручной или автоматической раскладки патронов, а также для возможности проведения контроля наличия капсюля в гильзе.
При этом, можно на одной раме устанавливать две линии сборки картонной решетки - пример расположения см. на фиг. 12, также в случае необходимости, есть возможность увеличения производительности линии сборки, путем замены программного обеспечения.
В настоящее время на предприятии разработана техническая документация, программное обеспечение, изготовлена опытная линия, запущенная в производство. Она показала отличные результаты по качеству выпускаемой продукции, производительности и подтвердила возможность применения получаемой картонной решетки как для ручной, так и автоматической раскладки патронов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Упаковочная решетка для патронов стрелкового оружия | 2022 |
|
RU2795279C1 |
| Картонная упаковка с решёткой для патронов стрелкового оружия | 2023 |
|
RU2813385C1 |
| Крой картонной решётки-вкладыша для упаковки патронов стрелкового оружия | 2021 |
|
RU2772262C1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Устройство формования вкладышей для ампул | 1983 |
|
SU1123943A1 |
| Устройство для формирования картонных пачек | 1988 |
|
SU1622226A1 |
| СТРЕЛКОВОЕ ОРУЖИЕ С НЕПРЕРЫВНЫМ РЕЖИМОМ СТРЕЛЬБЫ (ВАРИАНТЫ), ФУНКЦИОНАЛЬНЫЕ УЗЛЫ СТРЕЛКОВОГО ОРУЖИЯ И СПОСОБ ОДНОВРЕМЕННОГО СНИЖЕНИЯ ОТДАЧИ И УРОВНЯ ЗВУКА СТРЕЛКОВОГО ОРУЖИЯ | 2003 |
|
RU2254539C1 |
| Линия для упаковывания ампул | 1985 |
|
SU1512862A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ ТАРНЫХ РАЗДЕЛИТЕЛЬНЫХ РЕШЕТОК | 1992 |
|
RU2030292C1 |

Линия содержит опорную плиту с электрическим приводом, на которой последовательно смонтированы по меньшей мере: два блока установки продольных и блок установки поперечных картонных заготовок для формирования решетки, каждый из которых снабжен загрузочным магазином с устройством поштучной подачи заготовок, оснащенных пневматическим приводом, и устройство выгрузки готовой решетки. Каждый блок установки снабжен механизмом формирования заготовок в U-образные продольные и поперечные ламели, выполненным в виде горизонтально смонтированной пластины с прямоугольным формовочным отверстием и смонтированным над ним пуансоном, для запрессовки ламелей в каретку-матрицу, выполненную с возможностью перемещения по направляющим опорной плиты, изготовленную в виде параллелепипеда со сквозным отверстием, фиксирующим сформованные ламели. Рабочий торец каждого пуансона для формования продольных ламелей выполнен в виде плоскости перпендикулярной продольной оси пуансона, а пуансон для формирования поперечных ламелей дополнительно снабжен прорезями для прохода вертикальных стенок продольных U-образных ламелей. Устройство выгрузки снабжено выталкивателем выполненным в виде горизонтально расположенной пластины на которой вертикально смонтированы упоры-толкатели, или в виде пластины выполненной идентичной, по форме и размеру, сквозному отверстию каретки-матрицы. Обеспечивается точность сборки и надежность. 4 з.п. ф-лы, 12 ил.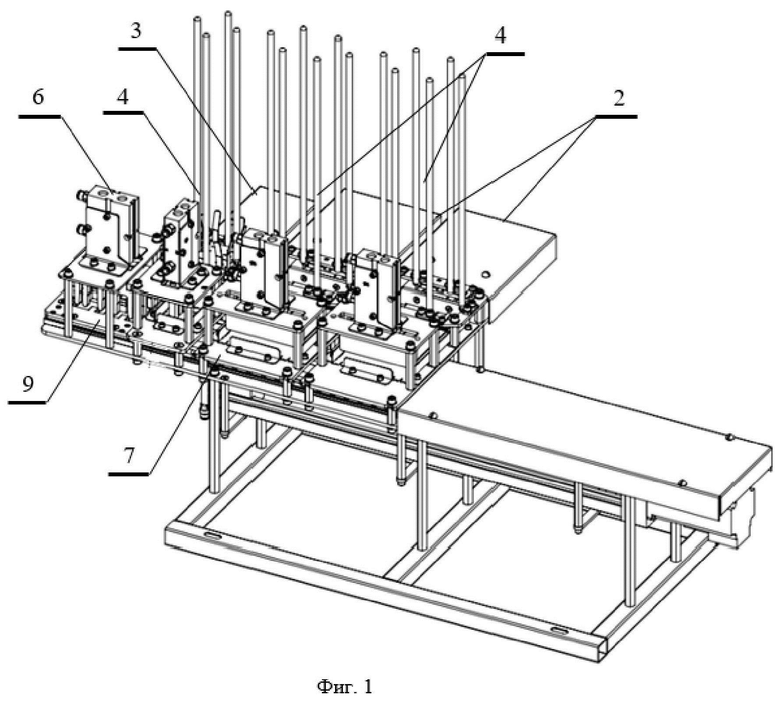
1. Линия сборки картонной решетки для упаковки патронов стрелкового оружия содержащая опорную плиту с электрическим приводом, на которой последовательно смонтированы по меньшей мере: два блока установки продольных и блок установки поперечных картонных заготовок для формирования решётки, каждый из которых снабжён загрузочным магазином с устройством поштучной подачи заготовок, оснащённых пневматическим приводом, и устройство выгрузки готовой решётки, отличающаяся тем, что каждый блок установки снабжён механизмом формирования заготовок в U-образные продольные и поперечные ламели, выполненным в виде горизонтально смонтированной пластины с прямоугольным формовочным отверстием и смонтированным над ним пуансоном, для запрессовки ламелей в каретку-матрицу, выполненную с возможностью перемещения по направляющим опорной плиты, изготовленную в виде параллелепипеда со сквозным отверстием, фиксирующим сформованные ламели, при этом рабочий торец каждого пуансона для формования продольных ламелей выполнен в виде плоскости перпендикулярной продольной оси пуансона, а пуансон для формирования поперечных ламелей дополнительно снабжён прорезями для прохода вертикальных стенок продольных U-образных ламелей; устройство выгрузки снабжено выталкивателем, выполненным в виде горизонтально расположенной пластины, на которой вертикально смонтированы упоры-толкатели, или в виде пластины выполненной идентичной, по форме и размеру, сквозному отверстию каретки-матрицы.
2. Линия по п. 1, отличающаяся тем, что линия снабжена блоком программного управления, обеспечивающим перемещение каретки-матрицы по заданному алгоритму электрическим приводом, выполненным в виде шариково-винтовой пары (ШВП) с двигателем, а также работу пневматических приводов устройств поштучной подачи заготовок, механизмов формирования заготовок с пуансонами и устройства выгрузки готовой решетки.
3. Линия по п. 1, отличающаяся тем, что устройства поштучной подачи заготовок снабжены вакуумными захватами-присосками, смонтированными под магазином и толкателем с пневматическим приводом.
4. Линия по п.1, отличающаяся тем, что сквозное отверстие каретки-матрицы выполнено по форме контура соединённых в решетку продольных и поперечных ламелей.
5. Линия по п.1, отличающаяся тем, что формовочное отверстие каждого механизма формирования продольных U-образных ламелей по длине выполнено равным длине продольной ламели, а формовочное отверстие механизма формирования поперечных U-образных ламелей выполнено равным длине поперечной ламели и ширине решётки.
| US 3952633 A, 27.04.1976 | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Линия автоматической сборки решетки из гофрокартона (гофрорешетки), 29.11.2016 https://www.youtube.com/watch?v=3TUtBdAqU7A&t=40s. | |||

