Изобретение., относится к упако- . вочной,технике, а именно к устройствам формования (иэготбвления) вкладышей для хрупких цилиндрических стеклянных изделий, например ампул, и может быть использовано в химико-фармацевтической, пищевой промышленности и других отраслях народного хозяйства.
Изв астны автоматы для изготовления коробок и упаковки ампул, состоящие из механизма формирования горированной ленты и склейки коробок, клеевого и лицовочного аппаратов, узла смачивания картона, электроподогревателя, барабанного ножа,несущего транспортера с фиксирующими иглами, печатающе-укладьзвающего устройства и копира закрывания коробок 1
Известны, также устройства формования вкладышей для ампул,.содержащие транспортер с носителями вкладышей, штамп с матрицей и пуансонсм и механизм подачи вкладышей в носители Сз
Известное устройство формования вкладышей для ампул обладает низкими технологическими возможностями, т.е. не позволяет формовать вкладыши для ампул с изгибом их в средней части в поперечном направлении и складыванием вдвое, что позволяет добиться снижения габаритных разме.РОБ вкладышей,
Целью изобретении является расширние технологических возможностей.
Указанная цель достигается тем, что в устройстве формования вкладышей для ампул, содержащем транспортер с носителями вкладышей, штамп с матрицей и пуансоном и механизм подачи вкладшяей в носители, штамп смонтирован соосно с механизмом подачи вкладышей, а его матрица и пуансон вьтолнены в.виде пакетов пластин, между матрицей и пуансоном расположена прижимная планка со сквозными окнами,в которых установлены пласти : ны пуансона с возможностью возвратно поступательного перемещения, в торце матрицы выполнены скозные формовочные каналы, пуансон жестко закреплен на пуансонодержателе, а механиэм пояачк вкладыь.гей в носители выполнен в виде толкателя, соединен ного с кареткой, при этом в пуансояодержателе, пуансоне, прижимной п.ланке и матрице выполнены соосные сквозные отверстия для прохода толкателя, прижимная планка подпружинена относительно пуансонодержателя; а толкатель подпружинен относительно каретки, причем каретка и прижимная планка смонтированы с возможностью возвратно-поступательного- перемещения в направ.лении перемещенкя пуансона.
Каретка с толкателем, пуансонодержатель и прижимная планка могут
быть смонтированы на направляющих колонках и оснащены купачковокулисными приводами, при ьтом толка тель может быть оснащен наконечником выполненным в виде пластины.
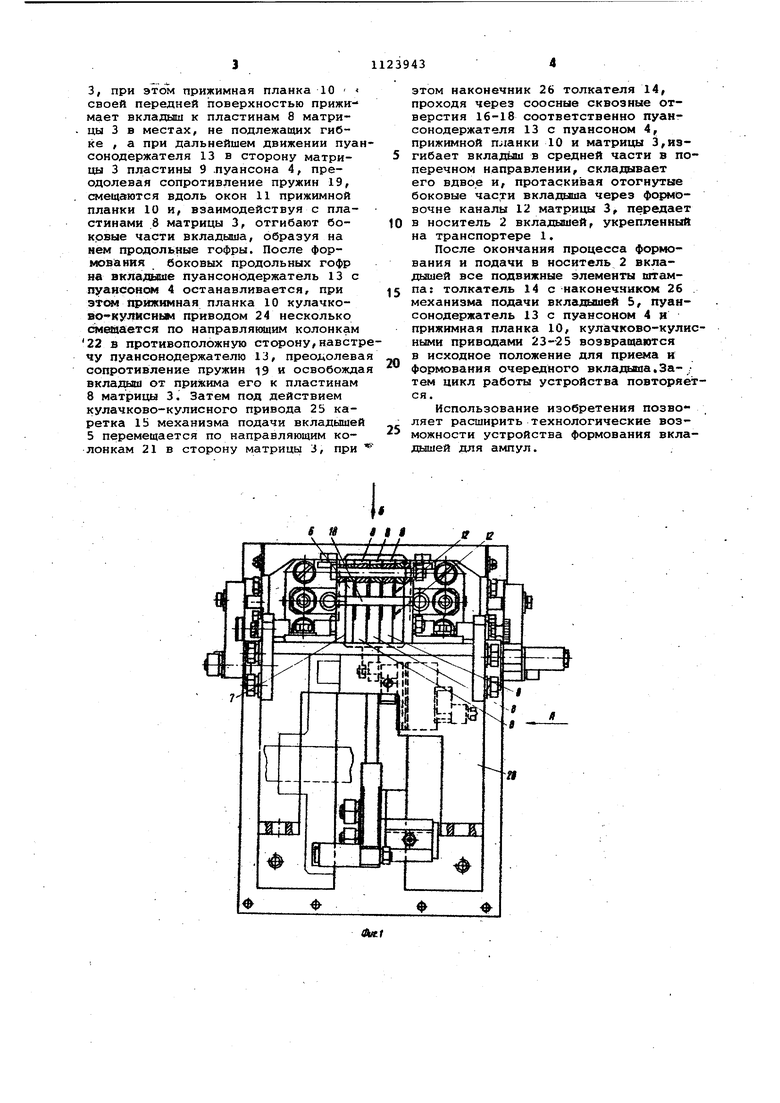
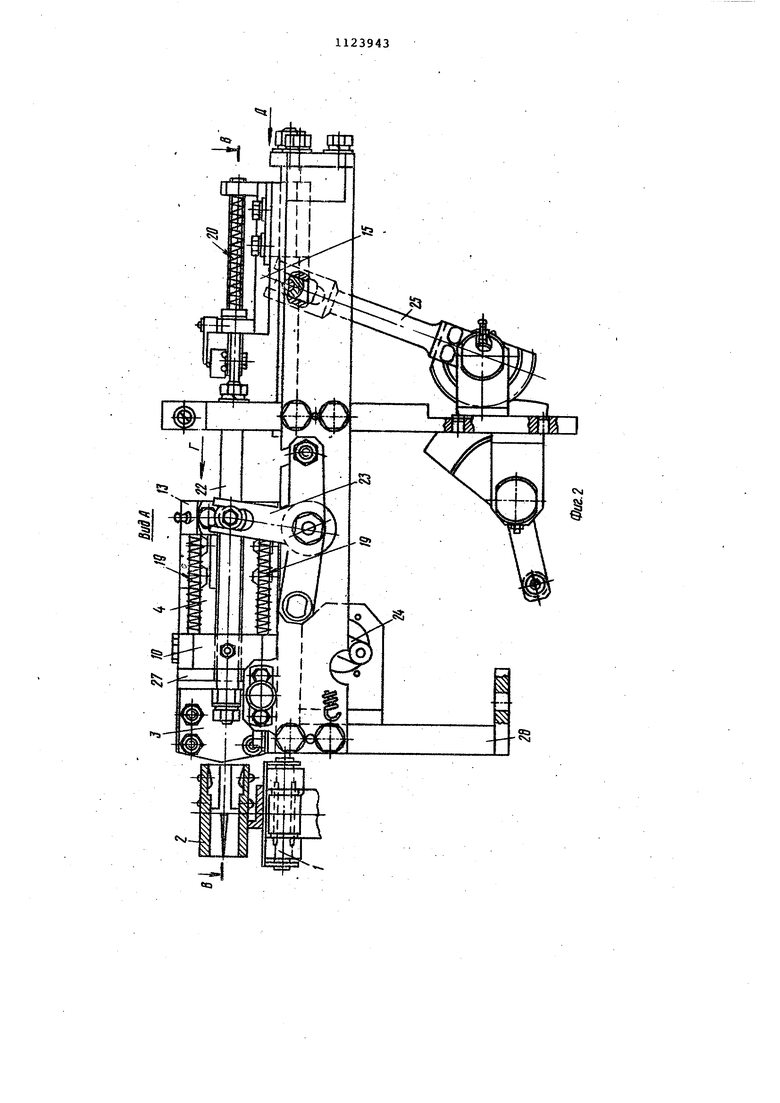
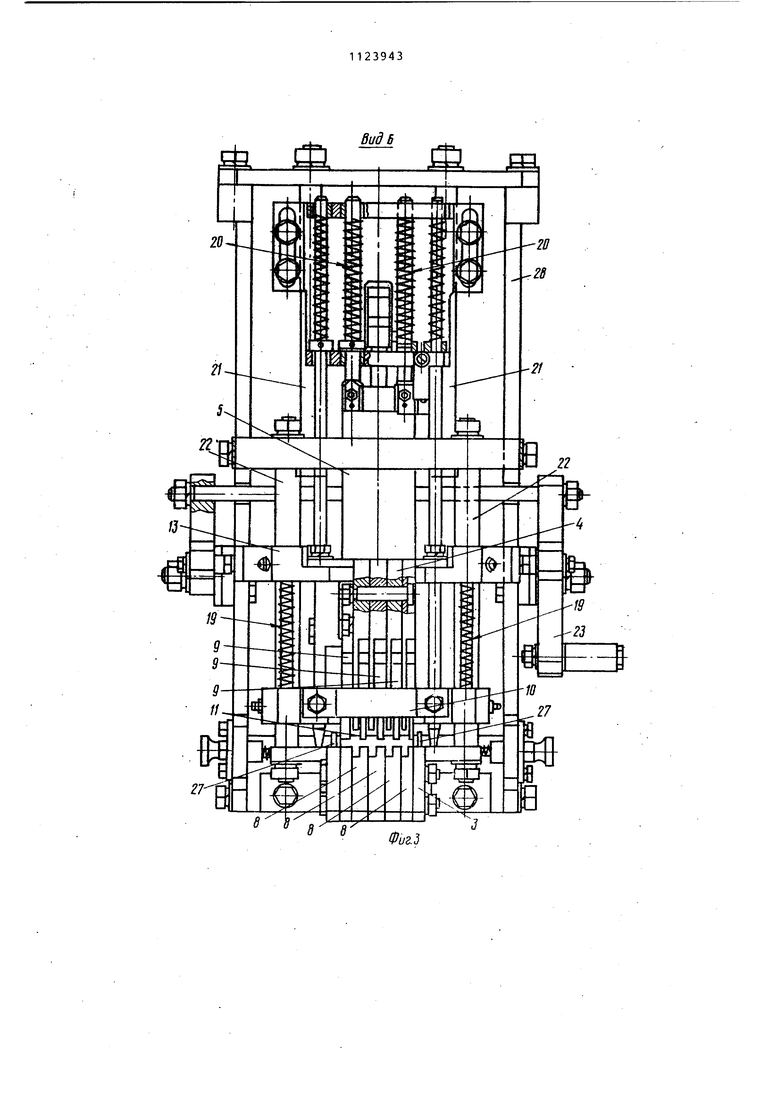
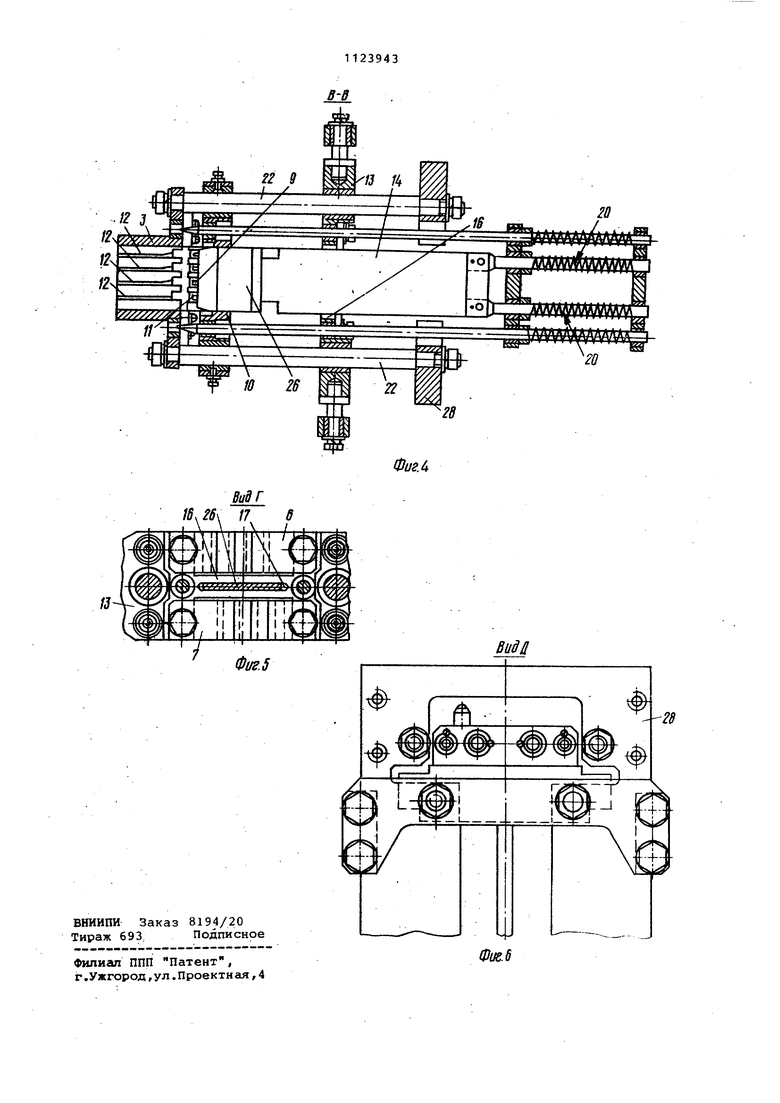
На фиг.1 изображено устройство формования вкладышей для ампул, вид спереди; на фиг.2 - вид А на фиг. на фиг.З вид Б на фиг.1; на фиг,4 - сечение В-В на фиг.2; на фиг.З - вид Г на фиг.2; на фиг.бвид Д на фиг.2.
Устройство формования вкладышей для ампул содержит транспортер 1 с носителями 2 зкладьнпей, штамп с неподвижной матрицей 3 и подвижным пуансоном 4, механизм подачи; вкладышей 5 в носители 2.Штамп смонтирован соосно с механизмом подачи вкладышей 5. Матрица 3 штампа выполнена из двух частей 6 и 7 в виде пакетов пластин 8. Пуансон 4 выполнен в виде пакета пластин 9. Между матрицей 3 и пуансоном 4 расположена прижимная планка 10 со сквозными окнами 11, в которых установлены пластины 9 пуансона 4 с возможностью возвратнопоступательного перемещения. В торце матрицы 3 выполнены сквозные формовочные каналы 12, пуансон 4 жестко закреплен в пуансонодержателе 13, а механизм подачи вкладвлаей 5 в носители 2 выполнен в виде толкателя 14, соединенного с кареткой 15,при этом в пуансонодержателе 13 с пуансоном 4 прижимной планке 10 и матрице 3 выполнены соосные сквозные отверстия, соответственно 16-18 для прохода толкателя 14. Прижимная планка 10 подпружинена пружинами 19 относительно пуансонодержателя 13, а толкатель 14 подпружинен пружинами 20 относительно каретки 15, .Каретка 15 и: прижимная планка 10 смонтированы с возможностью возвратно-поступательного перемещения в направлении Jiapeмещения пуансона 4.Каретка 15 с толкателем 14, пуансонодержатель 13 и прижимная планка 10 смонтированы на направляющих колонках 21 и 22 и оснащены кулачково-кулисными приводами 23-2Ь. Толкатель 14 оснащен наконечником 26, выполненным в виде пластины. Перед матрицей 3 смонтированы направляющие 27 для вкладьлиа. Кулачково-кулисные приводы 23-25 закреплены на корпусе 28.
Устройство формования вкладышей для ампул работает следующим образом.
Заготовки вкладышей по направляющим 27 поочередно пош-тучно подаются матрицей 3 и пуансоном 4. После этого под действием кулачково кулисного привода 23 пуансокодержатель 13 с пуансоном 4 и прижимной пламкрй 10 перемещаются по направляющим колонкам 22 к матрице
3, при этом прижимная планка 10 своей передней поверхностью прижимает вкладыш к пластинам 8 матрицы 3 в местах, не подлежащих гибке , а при дальнейшем движении пуансонодержателя 13 в сторону матрицы 3 пластины 9 .пуансона 4, преодолевая сопротивление пружин 19, смещаются вдоль окон 11 прижимной планки 10 и, взаимодействуя с пластинами 8 матрицы 3, отгибают боковые части вкладыша, образуя на нем продольные гоФры. После формования боковых продольных гофр не вкладыше пуансонодержатель 13 с пуансоне 4 останавливается, при прижимная планка 10 кулачково-кулисиьм приводом 24 несколько смв1аается по направляющим колонкам 22 в противоположную ,навстречу пуансонодержателю 13, преодолевая сопротивление пружин 19 и освобождая вкладши от прижима его к пластинам 8 матрицы 3. Затем под действием кулачково-кулисного привода 25 каретка 15 механизма подачи вкладышей 5 перемещается по направляющим колонкам 21 в сторону матрицы 3, при
этом наконечник 26 толкателя 14, проходя через соосные сквозные отверстия 16-18 соответственно пуансонодержателя 13 с пуансоиом 4, прижимной планки 10 и матрицы 3,изгибает вкладыш в средней части в поперечном направлении, складывает его вдвое и, протаскивая отогнутые боковые час.ти вкладыша через формовочне каналы 12 матрицы 3, передает
0 в носитель 2 вкладышей, укрепленный на транспортере 1.
После окончания процесса формования и подачи в носитель 2 вкладьнлей все подвижные элементы штампа: толкатель 14с наконечником 26 механизма подачи вкладышей 5, пуаясонодержатель 13 с пуансоном 4 и прижимная планка 10, кулачково-кулисиыми приводами 23-25 возвращаются в исходное положение для приема и формования очередного вкладыша,За-; тем цикл работы устройства повторяется.
Использование изобретения позволяет расширить технологические воз5 можности устройства формования вкладаашей для ампул.
8
Вид б
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство формования вкладышей для ампул | 1985 |
|
SU1274961A2 |
| Устройство для изготовления упаковочного вкладыша для ампул | 1984 |
|
SU1165610A2 |
| Устройство для изготовления упаковочного вкладыша для ампул | 1982 |
|
SU1050973A1 |
| Линия для упаковывания ампул | 1985 |
|
SU1512862A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Автоматическая линия для упаковывания ампул | 1987 |
|
SU1521663A1 |
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
1.УСТРОЙСТВО ФОРМОВАНИЯ ВКЛАдаШЕЙ ДЛЯ АМПУЛ, содержащее транспортер с носителями вкладышей, штамп с матрицей и пуансоном и механизм подачи вкладьнией в носители, о т ЛИ ч а ю щ е е с я тем, что, с целью расширения технологических возможностей, штамп смонтирован соосно с механизмом подачи вкладьаией, а его матрица и пуансон выполнены в виде пакетов пластин, между матрицей и пуансоном расположена прижимная планка со сквозными окнам, в которых установлены пластины пуансона с возможностью возвратно-поступательного перемещения, в. торце матрицы выполнены сквозные формовочные каналы, пуан.соц жестко закреплен на пуансонодержателе, а механизм подачи вкладышей в носители выполнен в виде толкателя, соединенного с кареткой, при этом в пуансонодержателе, пуансоне, прижимной планке и матрице выполнены соосные сквозные отверстия для прохода толкателя, прижимная планка подпружинена относительно пуансонодержателя, а толк;атель подпружинен относительно каретки, причем каретка и прижимная планка смонтированы с возможностью возвратнош поступательного перемещения в направлении перемещения пуансона. 2. Устройство по П.1, отличающееся тем, что каретка с толкателем, пуансонодержатель и прижимная планка смонтированы на направляющих колонках и оснащены кулачково-кулисными приводами, при этом толкатель оснащен наконечником, выполненным в виде пластины. ю со X 4 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
