Ж
(fa
загиба торцовых стенок заготовки и зацепы для взаимодействия с кулачками устройств загиба уголков заготовки. Пуансон 8 выполнен в виде подпружиненной площадки, двух прижимных подпружиненных планок, установленных с возможностью взаимодействия с копиром несущей рамы 2 и возвратно-поступательного перемещения от центра к торцовым сторонам площадки по направляющим, на которых шарнирно закреплены фиксирующие защелки. Матрица имеет подпружиненное дно и стенки, выполненные с возможностью регулировки по размерам заготовки. На корпусе 1 автомата шарнирно закреплены устройства загиба уголков заготовки, выполненные в виде горизонтальных осей с кулачками-эксцентриками и подпружиненных рычажков, расположенных на последних, и устройства 10 загиба торцовых стенок заготовки, выполненные в виде верхнего и нижнего ползунов, подпружиненных в разные стороны и перемещающихся по направляющим. На концах ползунов и со стороны торцовой части пуансона 8 соответственно установлены с возможностью взаимодействия шарнирно закрепленная планка с выступом и ролик, а на противоположных концах со стороны несущей рамы 2 установлены ролики. Подающий механизм 4 состоит из каретки, кинематически связанной с приводом 6, на которой закреплена ось с подпружиненными толкателями и рычагом с роликом, взаимодействующими с копиром, установленным на корпусе 1 автомата. Вакуумные захваты укреплены на полой подпружиненной раме, снабженной роликами для взаимодействия с клиньями, смонтированными на каретке. На клиньях закреплены стержни с маятниковыми съемниками коробки. Источник 7 вакуума непосредственно смонтирован на корпусе 1 автомата и выполнен в виде пневмоцилинд- ра, связанного с приводом 6, причем одна полость его соединена с рамой вакуумных захватов, а другая через управляющий элемент - со смазывающим устройством 52 автомата. Привод 6 выполнен в виде кривошипно-шатунного механизма. 4 з.п.ф- лы, 15 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования упаковочных коробок | 1985 |
|
SU1326450A1 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| ОПИСАНИЕ ИЗОБРЕТЕНИЯ | 1973 |
|
SU385829A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
Изобретение относится к оборудованию для производства тары. Цель изобретения - снижение энерго- и материалоемкости, увеличение производительности и эксплуатационной надежности. Автомат сборки коробок содержит корпус 1, привод 6, магазин для заготовок3, подающий механизме вакуумными захватами, источник 7 вакуума, формовочный механизм, включающий пуансон 8, матрицу и устройства загиба торцовых стенок и уголков. Автомат снабжен установленной с возможностью вертикального перемещения вдоль боковых сторон корпуса 1 несущей рамой 2, соединенной с приводом 6, на которой смонтированы клинья для взаимодействия с роликами устройств 10 (Л Сл ся о 4 VI
Изобретение относится к изготовлению тары, в частности к оборудованию для формирования упаковочных коробок из плоских заготовок.
Известны машины для сборки картон- ных коробочек из плоских заготовок с замочными клапанами, содержащие корпус, привод, формовочный механизм из одной или двух формующих головок, магазин для заготовок, механизм подачи заготовок 1.
Недостатками этих машин являются сложность изготовления и эксплуатации, большая масса и габариты.
Наиболее близким к предлагаемому является автомат для сборки коробок, входя- щий в состав автоматической линии для укладки конфет, содержащий корпус, привод, магазин для заготовок, подающий механизм с вакуумными захватами, источник вакуума, механизм извлечения готовой ко- робки и формовочный механизм, включающий пуансон, матрицу и устройство загиба торцовых стенок и уголков заготовки 2.
Недостатком известного автомата является наличие сложной схемы кинематиче- ских связей между механизмами и отдельными их элементами (множество валов, рычагов, передач и т.п.), отдельного источника, что усложняет конструкцию автомата, его регулировку и обслуживание, требует большого расхода электроэнергии и материалов. Кроме того, нормальная работа автомата обеспечивается только при использовании заготовок из материалов со стропо установленными параметрами (влажность, плотность, толщина и т.д.), поэ- тому его номинальная производительность при сборке коробок из отечественного картона ограничена 30 кор/мин.
Целью изобретения является упрощение конструкции и технического обслуживания, снижение энергоемкости и материалоемкости, увеличение производительности и эксплуатационной надежности автомата.
Указанная цель достигается тем, что автомат сборки коробок, содержащий корпус, привод, магазин для заготовок, подающий механизм с вакуумными захватами, источник вакуума и формовочный механизм, включающий пуансон, матрицу и устройства загиба торцовых стенок и уголков заготовки, снабжен установленной с возможностью вертикального перемещения вдоль боковых сторон корпуса несущей рамой с закрепленными на ней клиньями и зацепами, у которой нижняя часть соединена с шатуном механизма привода, а на верхней части смонтированы копир и пуансон.
Пуансон выполнен в виде подпружиненной площадки, двух прижимных подпружиненных планок, установленных с возможностью взаимодействия с копиром и возвратно-поступательного перемещения от
центра к торцовым сторонам площадки по направляющим, на которых закреплены фиксирующие защелки для взаимодействия со штырями, смонтированными на корпусе автомата. Устройства загиба уголков заготовки шарнирно закреплены на корпусе автомата и выполнены в виде подпружиненных рычагов, расположенных на эксцентриках двух горизонтальных осей, которые снабжены кулачками, установленными с возможностью взаимодействия с зацепами несущей рамы.
Устройство загиба торцовых стенок за- готовки шарнирно закреплены на корпусе автомата и выполнены в виде корпуса с направляющими для подпружиненных в разные стороны верхнего и нижнего ползунов, на соответствующих концах которых со сто- роны пуансона установлены с возможностью взаимодействия шарнирно закрепленная планка с выступом и ролик, а на противоположных концах со стороны несущей рамы установлены ролики с возможностью взаи- модействия с клиньями рамы.
Подающий механизм выполнен в виде каретки, кинематически связанной с приводом. На ней закреплена ось с двумя подпружиненными толкателями и рычагом с роликом для взаимодействия с копиром, который расположен под кареткой на корпусе автомата.
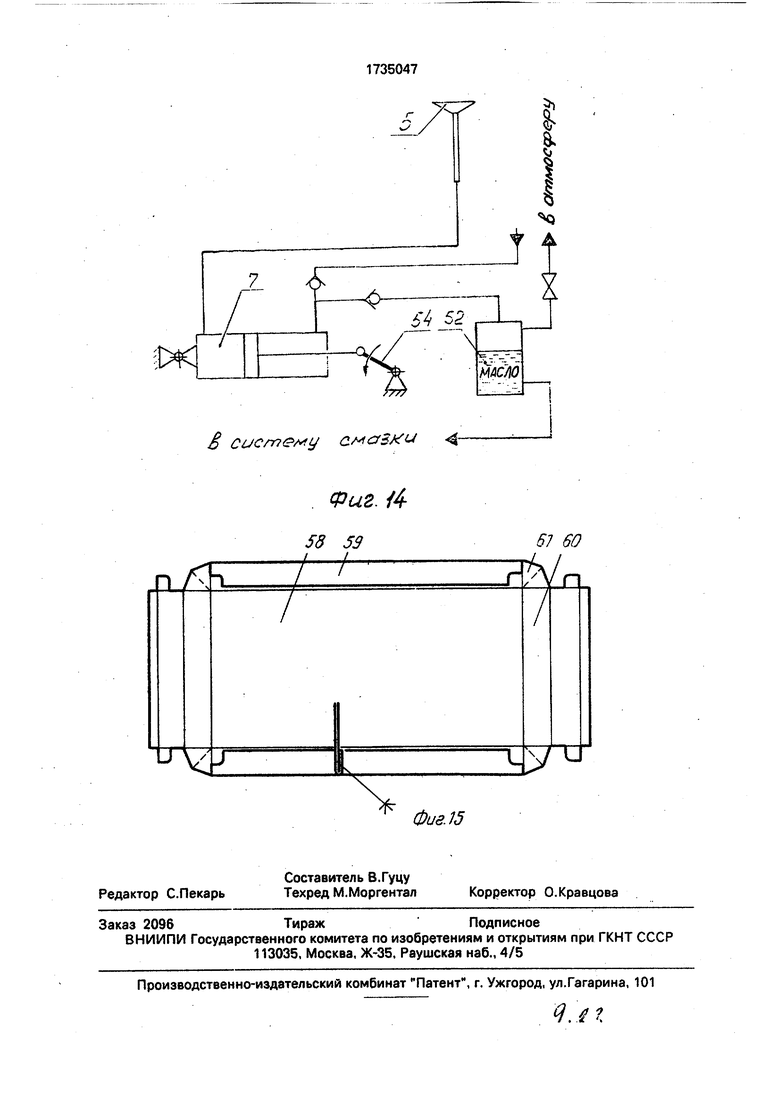
Вакуумные захваты установлены на полой подпружиненной раме с роликами, выполнен- ными с возможностью взаимодействия с клиньями, закрепленными к нижней плоскости каретки и снабженными стержнями с маятниковыми съемниками коробки на концах. При этом стержни жестко укреплены на клиньях, установлены с возможностью скольжения во втулках, смонтированных в корпусе автомата, и снабжены на концах маятниковыми съемниками коробки, которые выполнены в виде горизонтальной пла- стины с маятником, ход которого ограничивается упором. Кроме того, источник вакуума непосредственно смонтирован на корпусе автомата и выполнен в виде пневмоцилиндра, кинематически связанно- го с приводом, причем одна его полость соединена с вакуумными захватами, а другая через управляющий элемент - со смазывающим устройством автомата.
Привод выполнен в виде кривошипно- шатунного механизма, состоящегб из двух колен, к шейке одного из которых шарнирно закреплены два шатуна, соответственно связанных с несущей рамой и кареткой подающего механизма, а к другому прикреп- лен пневмоцилиндр, закрепленный с возможностью подбора фазы его работы.
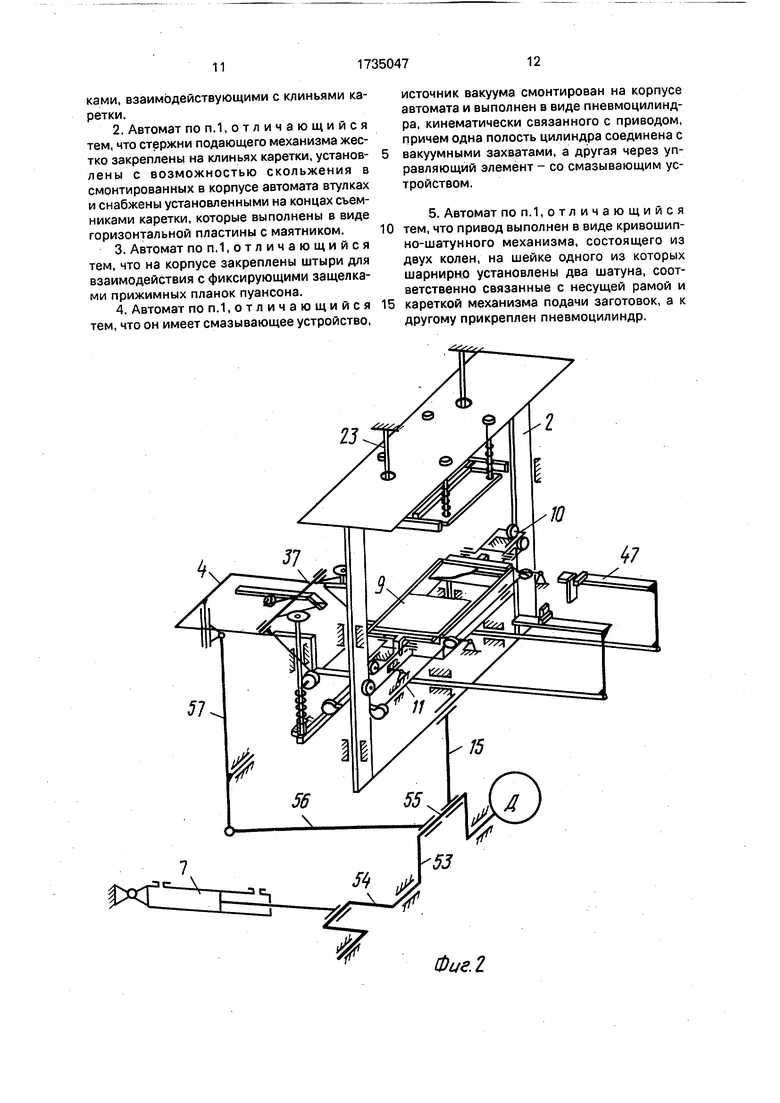
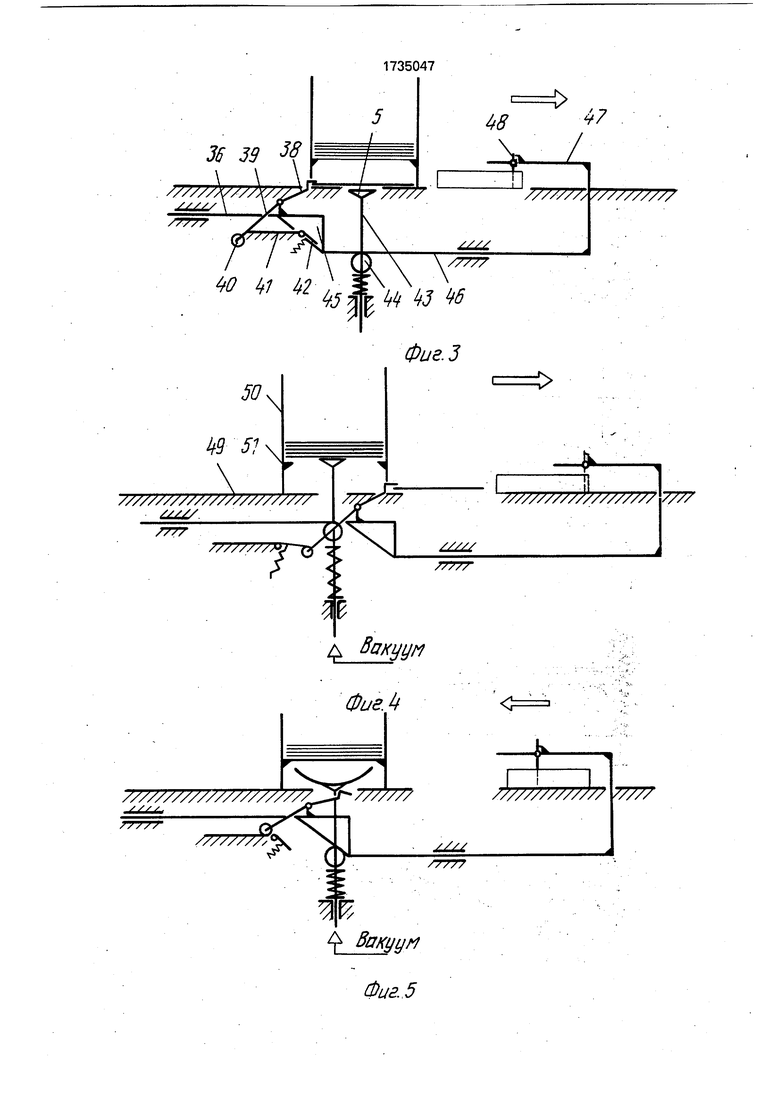
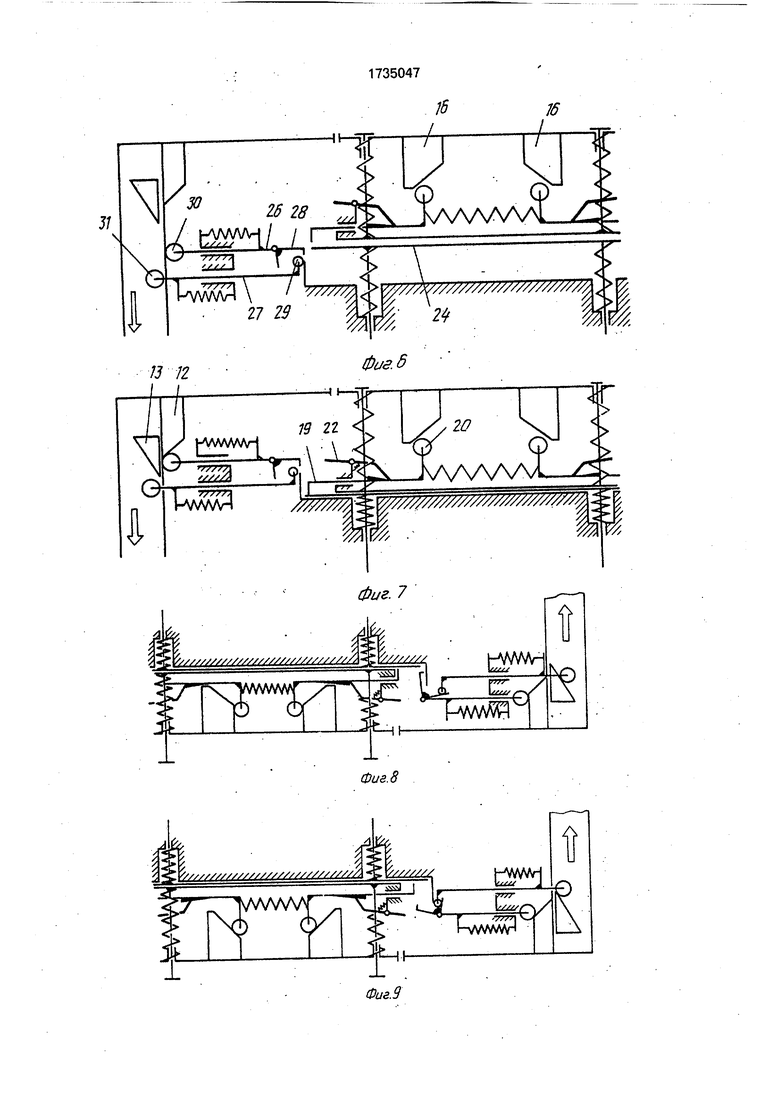
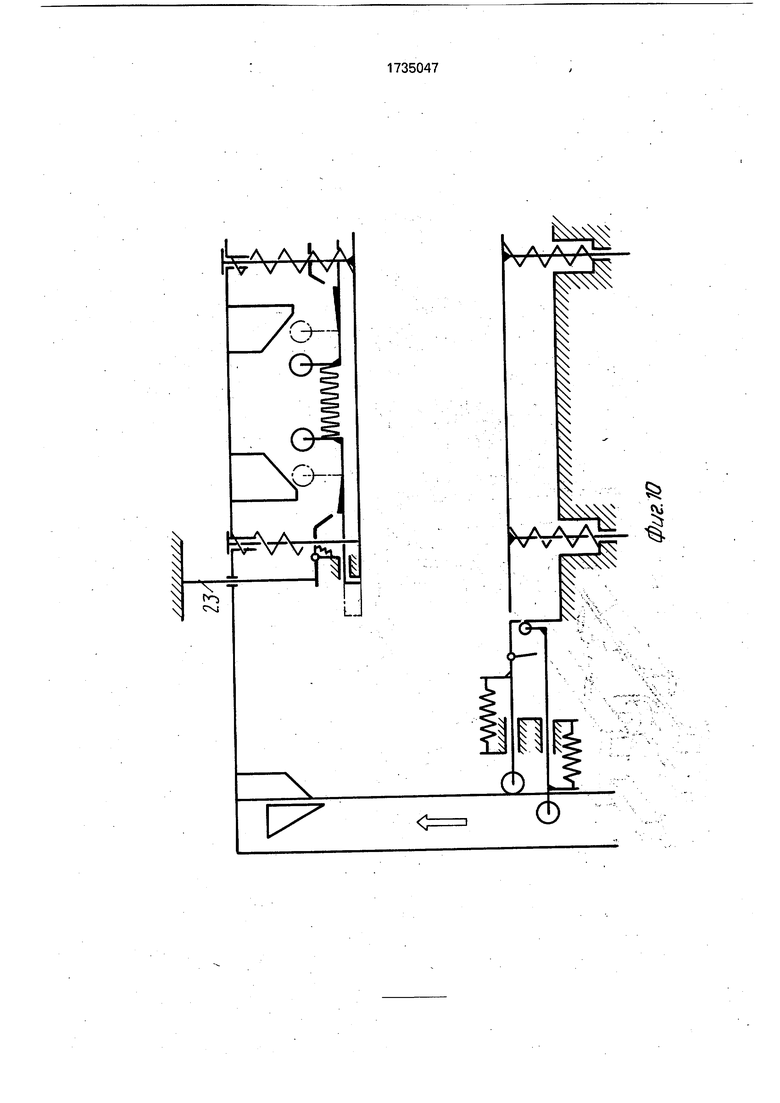
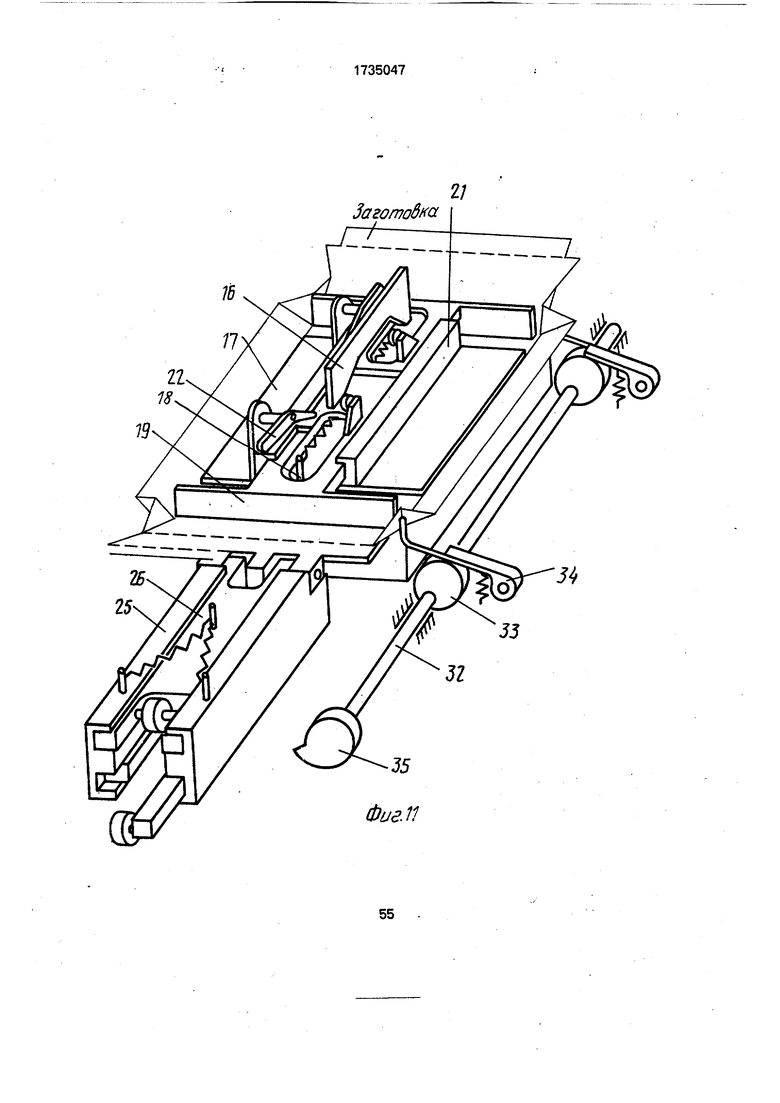
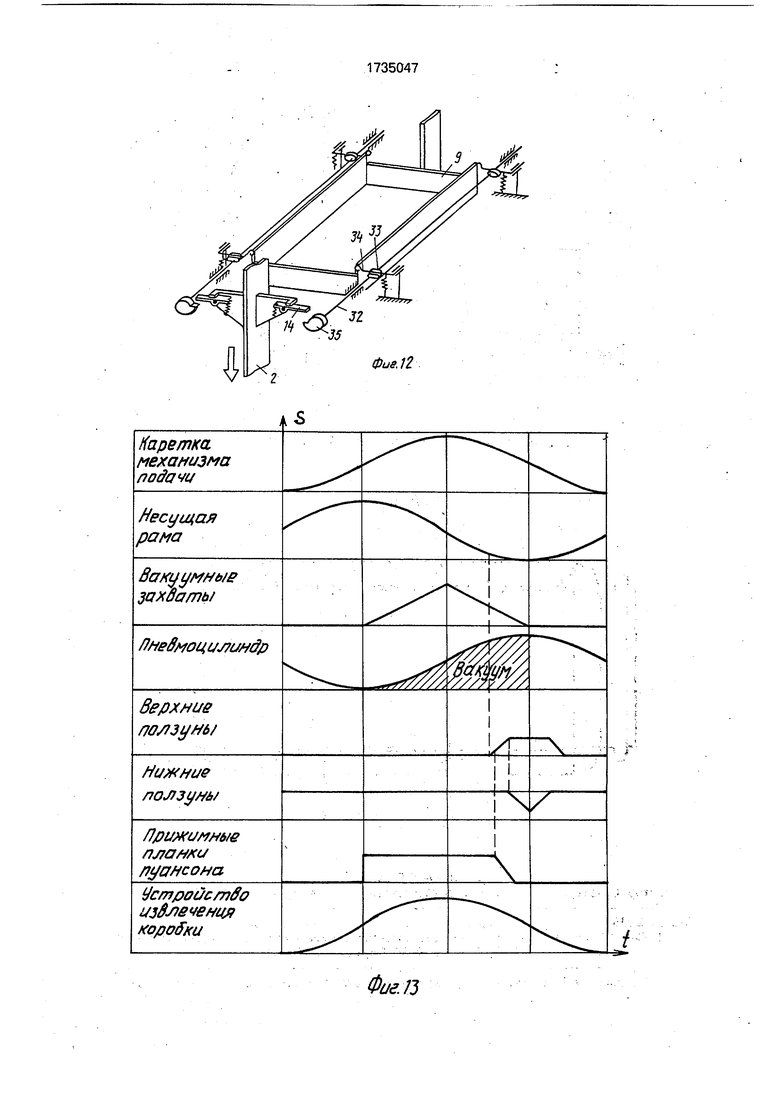
На фиг.1 показан автомат, общий вид; на фиг.2 - кинематическая схема автомата; на фиг.3-5 - схема работы подающего механизма; на фиг.6-10 - схема взаимодействия основных рабочих органов при сборке коробки; на фиг.11 - формовочный механизм, общий вид; на фиг. 12 - кинематическая схема устройства загиба уголков заготовки; на фиг.13 - циклограмма автомата; на фиг.14 - принципиальная схема источника вакуума; на фиг.15 - плоская заготовка для коробки.
Автомат сборки коробок содержит корпус 1, несущую раму 2, магазин для заготовок 3, подающий механизм 4 с вакуумными захватами 5, привод 6, источник 7 вакуума (пневмоцилиндр) и формовочный механизм, включающий пуансон 8, матрицу 9, два устройства 10 загиба торцовых стенок заготовки и два устройства 11 загиба уголков заготовки.
В корпусе 1 установлена с возможностью вертикального перемещения вдоль его боковых сторон несущая рама 2 с закрепленными на ней клиньями 12 и 13 и зацепами 14. Нижняя часть рамы 2 соединена с шатуном 15 привода 6, а на верхней части смонтированы копир 16 и пуансон 8, который состоит из подпружиненной площадки 17, соединенной при помощи четырех штоков 18 с верхней частью несущей рамы 2, двух прижимных подпружиненных планок 19 с роликами 20,установленных с возможностью взаимодействия с копиром 16 и возвратно-поступательного перемещения от центра к торцовым сторонам площадки 14 по направляющим 21. На направляющих 21 шарнирно -закреплены подпружиненные фиксирующие защелки 22, установленные с возможностью взаимодействия со штырями
23,расположенными на корпусе 1 автомата.
Матрица 9 имеет подпружиненное дно
24,а стенки ее выполнены с возможностью регулировки по размерам заготовки.
Устройства 10 загиба торцовых стенок заготовки шарнирно закреплены на корпусе 1 автомата по торцам пуансона 8 и выполнены в виде корпуса 25 с направляющими для верхнего 26 и нижнего 27 ползунов, подпружиненных в разные стороны. На концах ползунов 26 и 27 со стороны торцовой части пуансона 8 соответственно установлены с возможностью взаимодействия шарнирно закрепленная подпружиненная планка 28 с выступом и ролик 29, а на противоположных концах со стороны несущей рамы 2 установлены ролики 30 и 31 для взаимодействия с клиньями 12 и 13 рамы 2. Устройства 11 загиба уголков заготовки выполнены в виде шарнирно закрепленных на корпусе 1 автомата двух горизонтальных осей 32 с эксцентриками 33 и подпружиненных рычажков 34, расположенных на них. На осях 32 установлены кулачки 35 для взаимодействия с зацепами 14 несущей рамы 2. Подающий механизм Л состоит из каретки 36, кинематически связанной с приводом 6. На каретке 36 закреплена ось
37с двумя подпружиненными толкателями
38и рычагом 39 с роликом 40. Под кареткой
36 на корпусе 1 автомата расположен копир 41, выполненный в виде пластины, в конце которой по ходу движения каретки 36 установлена подпружиненная шторка 42 для взаимодействия с роликом 40. Вакуумные захваты 5 укреплены на полой подпружи- ненной раме 43, снабженной двумя роликами 44, установленными с возможностью взаимодействия с двумя клиньями 45, смонтированными на нижней плоскости каретки 36, к которым жестко укреплены стер- жни 46, установленные с возможностью скольжения во втулках корпуса 1 автомата. Стержни 46 снабжены нэ концах маятниковыми съемниками коробок, которые выполнены в виде двух горизонтальных пластин 47 с шарнирно установленными на них маятниками 48. Сверху над кареткой 36 закреплена горизонтальная площадка 49 с отверстиями для выхода вакуумных захватов 5 и продольными щелями для толкателей 38. На площадке 49 установлены вертикальные стержни 50 с упорами 51, образующие магазин для заготовок 3. Источник 7 вакуума непосредственно смонтирован на корпусе автомата и выполнен в виде пневмоцилинд- ра, связанного с приводом 6. Одна полость пневмоцилиндра соединена с рамой 43 вакуумных захватов 5, а другая через управля- ющий элемент - со смазывающим устройством 52 автомата. Привод 6 выпол- нен в виде кривошипно-шатунного механизма, состоящего из двух колен 53 и 54. К шейке 55 колена 53 шарнирно закреплены два шатуна 15 и 56, один из которых (15) шарнирно связан с несущей рамой 2, а дру- гой (56) через коромысло 57 - с кареткой 36 механизма 4 подачи заготовок. К колену 54 закреплен пневмоцилиндр 7 с возможностью подбора фазы его работы.
Плоская заготовка картонной ксообки состоит из дна 58, боковых стенг: 59, торцовых стенок 60, уголков 61.
Автомат сборки коробок работает следующим образом (см. циклограмму работы).
В начале цикла работы каретка 36 нахо- дится в крайнем заднем положении, а несущая рама 2 занимает промежуточную позицию, при этом вакуум-захваты 5 опущены вниз и удерживаются в таком положении роликами 44 и стержнями 46, а толкатели 38
под действием пружин подняты вверх. При движении каретки 36 вперед толкатели 38 подают заготовку под пуансон 8, стержни 46 и клинья 45 движутся вперед и при подходе клиньев 45 к роликам 44 они вместе с вакуумными захватами 5 под действием пружины поднимаются вверх и прижимаются к заготовке. Это происходит после прохождения толкателями 48, а следовательно, и заготовкой половины пути движения каретки 36 вперед. В конце движения вакуумных захватов 5 вверх пневмоцилиндр 7 начинает создавать разряжение, а несущая рама 2 с пуансоном 8 поднимается до верхней крайней позиции, при этом штыри 23 находят на фиксирующие защелки 22, которые выходят из зацепления с прижимными планками 19, и последние под действием пружины расходятся. При дальнейшем движении каретки 36 вперед, после прохождения половину пути, несущая рама 2 с пуансоном 8 двигаются вниз и, когда пуансон 8 доходит до уровня матрицы 9,,заготовка полностью подана на сборку. Перед окончанием хода вперед ролик 40 рычага 39 толкателей 38 поднимает шторку 42 копира 41 и выходит из-под нее, шторка 42 действием пружины опускается вниз и занимает исходное положение, при этом зацепы 14 вступают во взаимодействие с кулачками 35, поворачивают оси 32 с эксцентриками 33, которые поднимают рычажки 34, а последние своими концами подгибают вверх уголки 61 заготовки. На этом заканчиваете первая половина рабочего цикла.
В начале второй половины цикла каретка 36 с толкателями 38 начинает движение назад, при этом ролик 40 рычага 39 катится по верхней поверхности шторки 42 копира 41, упоры 51 и вакуумные захваты 5 опускаются вниз, отрывая при этом от стопки очередную заготовку, так как при этом пневмоцилиндр 7 создает разрежение. Несущая рама 2 с пуансоном 8 продолжают двигаться вниз, подгиб уголков 61 заготовки заканчивается, происходит формирование боковых 59 и торцовых 60 стенок заготовки, которая под действием пуансона 8 опускается вниз вместе с подпружиненным дном 24 матрицы 9 до упора, после чего пуансон 8 останавливается, несущая рама 2 продолжает движение вниз. Копир 16 вступает во взаимодействие с прижимными планками 19, которые возвращаются к центру площадки 17 пуансона 8 и фиксируются защелками 22. Одновременно с этим клинья 12 и 13 несущей рамы 2 взаимодействуют с роликами 30 и 31 верхнего 26 и нижнего 27 ползунов устройства 10 загиба торцовых стенок заготовки, причем раньше начинает двигаться верхний ползун 26 с подпружиненной планкой 28, выступ которой подходит к ролику 29, затем нижний ползун 27 двигается в обратном направлении, роликом 29 воздействуя на выступ планки 28, и поворачивает ее вниз вокруг оси шарнира. При этом происходит загиб и сборка торцовой стенки 60 заготовки. При движении вниз площадки 17 пуансона 8 прижимные планки 19 раздвинуты, что обеспечивает равномерное давление по всему периметру заготовки коробки, но с началом движения верхнего ползуна 26 к центру коробки прижимные планки 19 также движутся к центру коробки, освобождая тем самым торцовые стенки 60 заготовки для загиба их планкой 28, причем фаза движения планки 28 и прижимной планки 19 подбирается регулировкой момента воздействия копира 16 на ролики 20 прижимных планок 19 таким образом, чтобы исключить возможность встречи планок при их движении, Когда каретка 36 проходит половину пути назад, несущая рама 2 начинает движение вверх, при этом ползуны 26 и 27 возвращаются в исходное состояние, а подпружиненное дно 24 выталкивает собранную коробку из матрицы 9. Горизонтальные пластины 47 маятниковых съемников коробки заходят над торцовыми стенками коробки, препятствуя ее подъему за пуансоном, маятники 48 захватывают боковую стенку коробки с внутренней стороны. На этом цикл работы механизма автомата заканчивается. С началом нового цикла, когда каретка 36 движется вперед и подает очередную заготовку под пуансон, маятниковые съемники также движутся вперед и извлекают собранную коробку из-под пуансона 8. Оснащение автомата рамой, несущей на себе основные рабочие органы и взаимодействующей с другими механизмами сборки коробки, позволило упростить схему передачи движения от привода к рабочим узлам и деталям, выполнение механизмом подачи заготовок дополнительной функции по извлечению готовых коробок за счет его нового конструктивного исполнения, использование пневмоцилиндра в качестве источника вакуума для вакуумных захватов и источника давления Јя$ смазывающего устройства, возможность перенастройки автомата на коробки различных размеров за счет конструктивного выполнения пуансона и матрицы, обеспечение надежной работы автомата с заготовками из отечественных материалов, отсутствие сложной схемы подачи вакуума позволило значительно упростить конструкцию автомата, систему синхронизации всех его механизмов, регулировку, наладку и техническое
обслуживание без применения дополнительных сложных механических и электрических устройств, повысить эксплуатационную надежность, производительность (до 60
кор/мин), значительно снизить энергоемкость (в 4 раза), материалоемкость, уменьшить габариты (в 3 раза) и вес (в 7 раз). Формула изобретения 1. Автомат для сборки коробок, содер0 жащий смонтированные в корпусе магазин для заготовок, подающий механизм с вакуумными захватами, соединенными с источником вакуума, формовочный механизм, включающий пуансон, матрицу и устройства
5 загиба торцовых стенок и уголков заготовки, и привод, отличающийся тем, что, с целью повышения производительности и эксплуатационной надежности, снижения энергоемкости и материалоемкости, он
0 снабжен установленной с возможностью вертикального перемещения вдоль боковых сторон корпуса несущей рамой с закрепленными на ней клиньями и зацепами, у которой нижняя часть содержит смонтированные на
5 ней копир и пуансон, выполненный в виде подпружиненной площадки, двух прижимных подпружиненных планок, установленных с возможностью взаимодействия с копиром и возвратно-поступательного перемещения
0 от центра к торцовым сторонам площадки посредством направляющих, на которых закреплены фиксирующие защелки, при этом устройство для загиба уголков заготовки выполнено из шарнирно закрепленных на кор5 пусе подпружиненных рычагов, двух горизонтальных осей, снабженных эксцентриками, взаимодействующими с рычагами, и кулачками, установленными с возможностью взаимодействия с зацепами несущей
0 рамы, а устройство загиба торцовых стенок заготовки выполнено из корпуса с направляющими, смонтированных с них подпружиненных в противоположные стороны верхнего и нижнего ползунов, имеющих за5 крепленные на их соответствующих концах со стороны пуансона шарнирную планку и ролик, и установленные на противоположных концах со стороны несущей рамы с возможностью взаимодействия с клиньями
0 ролики, причем подающий механизм выполнен в виде кинематически связанной с приводом каретки, закрепленной на ней оси с подпружиненными толкателями и рычагом с роликом, установленным с возможностью
5 взаимодействия с закрепленным на корпусе автомата копиром и с установленными на каретке клиньями, снабженными стержнями с маятниковыми съемниками коробки на концах, при этом вакуумные захваты снабжены полой подпружиненной рамой с роликами, взаимодействующими с клиньями каретки.
0
источник вакуума смонтирован на корпусе автомата и выполнен в виде пневмоцилинд- ра, кинематически связанного с приводом, причем одна полость цилиндра соединена с вакуумными захватами, а другая через управляющий элемент - со смазывающим устройством.
Фие.1
ТТЛ
SSsX
РМЙЯ
h/ ////////////////////////////////.
f
У/////////////////////////Х////Ш s
r -..,-.-..
p
r% 7i T
ib
9L
91
S ЬллллллРУ
&
Y////////S
И/WWH
VSS//J
pvwwvvl
г/ #
tfzJ
p
6i a
AMA
Iff
1 -
/ /HwwvJ si дг
11709CIL
19
Заготовка
ЗЪ
Наретка,
механизма
лойачи
Несущая рама
Вакуумные захбать/
ЛнеЗмоцилиндр
Верхние ло/гзунь/
Нижние ползуны
Прижимные
лланхи
пуансона
Ус/ярййс/710о
извлечения
коро&ки
Фие.12
Фиг.П
Ј Систему cwcfSXU -4
Фиг. S4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Упаковочная система для картонных коробочек | |||
| Проспект фирмы Глолок, Финляндия, 1981 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматическая линия для укладки конфет | |||
| Комплект технической документации фирмы LEITZ, ФРГ, 1983. | |||
