Изобретение относится к упаковочному производству, в частности для изготовления решет, предназначенных для размещения штучной продукции в тарном ящике.
Известно устройство для сборки разделительных решеток для упаковки, например, аптекарской стеклянной тары [1]. Это устройство выполнено в виде, стола периодически поворачивающегося на вертикальной оси, смонтированных под ним магазинов с заготовками и толкателей. Стол несет радиально расположенные кассеты с пазами для укладки элементов решетки, а толкатели установлены на рычажно-параллелограммной системе и перемещаются возвратно-поступательно в вертикальной и горизонтальной плоскостях от кулачков главного вала привода.
Кассеты снабжены выталкивателем решетки, приводимым в возратно-поступательное движение от неподвижного копира. Магазины смонтированы на направляющих и выполнены подпружиненными и переставными в горизонтальной плоскости.
Недостатком данного устройства является то, что в его конструкции не предусмотрена возможность переналадки на изготовление разделительных решеток различных размеров.
Известно устройство для изготовления картонных решеток для упаковки [2] .
Данное устройство содержит механизм для штамповки поперечных пластин, который имеет ножи для вырезки пазов и отрезки пластин, направляющие планки, формирующую плиту, пластинчатый толкатель, направляющий поперечную пластину в пазы долевых пластин и подпружиненный упор, исключающий свободное падение поперечной пластины. Механизм для штамповки долевых пластин снабжен фиксатором, а механизм периодической подачи картона выполнен в виде совершающей возвратно-поступательное движение каретки с зажимами для подачи нескольких долевых лент картона на заданную величину под штамп.
Недостатком данного устройства является то, что для переналадки его на изготовление другого типоразмера картонных решет требуется как замена основных узлов и деталей, так и сложная перерегулировка кинематических схем подачи заготовок и нарезки долевых и поперечных пластин.
Известно также приспособление для сборки тарных разделительных решеток, используемых для упаковки штучных изделий [3], содержащее кондуктор с пазами для размещения заготовок и толкатель. Кондуктор разделен на требуемой величины ячейки крестообразными пазами. Пазы служат для размещения заготовок при сборке перегородок.
Недостатком данного технического решения, выбранного в качестве прототипа, является то, что приспособление не может быть применено для изготовления тарных разделительных решеток с различными геометрическими размерами ячеек.
Задачей изобретения является создание устройства, которое позволяет обеспечить процесс переналадки оборудования в случае изменения размеров ячеистых решеток. Это обусловлено, тем, что в настоящее время на предприятиях, в частности парфюмерной и фармацевтической отраслей промышленности, существует необходимость расфасовки готовой продукции в стеклянную тару самых различных форм и размеров, что требует оперативного перевода производства тарных ячеистых решеток под эти меняющиеся параметры.
Эта задача решается тем, что в известном приспособлении для сборки тарных разделительных решеток, используемых для упаковки штучных изделий, содержащем кондуктор с пазами для размещения заготовок и толкатель, кондуктор выполнен в виде установленных параллельно друг другу сборных элементов, разделенных промежуточными пластинами с образованием пазов, при этом каждый сборный элемент состоит из скрепленных между собой модульных пластин, в которых выполнена сквозная полость для размещения толкателя, установленного с возможностью перемещения вдоль модульных пластин.
Выполнение кондуктора указанным образом, позволяет обеспечить переналадку приспособления путем изменения количества модульных пластин, входящих в сборный элемент. Это позволяет регулировать расстояние между пазами кондуктора и тем самым размер ячеек, собираемой с помощью приспособления разделительной решетки. В каждой модульной пластине выполнена сквозная полость для осуществления возможности плоско-параллельного перемещения внутри кондуктора толкателя, предназначенного для перемещения заготовок при сборке разделительных решеток.
Количество заготовок и конечный размер решетки определяет количество промежуточных пластин, устанавливаемых при сборке кондуктора между его сборными элементами.
На чертеже изображено предлагаемое приспособление для сборки тарных разделительных решеток.
Приспособление содержит кондуктор 1, имеющий пазы 2, толкатель 3. Кондуктор 1 включает сборные элементы 4, которые установлены параллельно друг другу и разделены промежуточными пластинами 5. Сборный элемент 4 состоит из пакета модульных пластин 6, в которых выполнена сквозная полость 7. В полости 7 размещен толкатель 3, снабженный рукоятью 8. Модульные пластины 6 соединены в сборном элементе 4 посредством стяжек 9, которые проходят также через промежуточные пластины 5 и служат связующим элементом всего кондуктора 1.
Собирается приспособление следующим образом. Исходя из заданных параметров решетки в целом и размеров ячейки определяется количество модульных пластин 6, входящих в сборный элемент 4, количество сборных элементов 4 и промежуточных пластин 5. После этого на стяжки 9 последовательно нанизываются модульные пластины 6 в количестве, определяемом размером ячейки, затем устанавливается промежуточная пластина 5 и процесс сборки повторяется до тех пор, пока не будет установлена последняя модульная пластина 6, входящая в кондуктор 1.
В сквозную полость 7, образованную в сборных элементах 4, перпендикулярно пластинам 5, 6 устанавливается толкатель 3. Сборка закончена.
Приспособление работает следующим образом.
В пазы 2 между сборными элементами 4 кондуктора 1 устанавливают продольные заготовки тарной разделительной решетки. Толкатель 3 перемещают посредством рукоятки 8 вдоль модульных пластин 6 на величину размера ячейки. Это позволяет переместить все продольные заготовки таким образом, что их прорези, предназначенные для сочленения с поперечными заготовками решетки, оказываются снаружи кондуктора 1. В прорези продольных заготовок устанавливают такие же прорези поперечных заготовок, затем посредством толкателя 3 вновь перемещают продольные заготовки на требуемую величину и процесс сборки повторяют до тех пор, пока во все прорези продольных заготовок не будут установлены поперечные заготовки.
После этого процесс сборки решеток повторяется.
Приспособление может быть использовано как при ручной сборке тарных разделительных решеток, так и в механизированных процессах для производства аналогичных изделий. В зависимости от того, в каком производстве будет использоваться предлагаемое приспособление, соответственно подбирается типоразмер собираемой решетки.
Отличительной особенностью предлагаемого приспособления является то, что оно собирается из модульных элементов, позволяющих значительно упростить процесс переналадки технологического оборудования для сборки тарных решеток практически любых геометрических размеров.
Использование: область упаковочного производства. Приспособление представляет собой кондуктор 1, включающий модульные пластины 6, которые собираются в сборные элементы 4 кондуктора 1, между которыми устанавливаются промежуточные пластины 5. Модульные пластины 6 и промежуточные пластины 5 скрепляются посредством стяжек 9 при сборке кондуктора 1. Модульные пластины 6 имеют сквозную полость 7, где размещается подвижной толкатель 3, предназначенный для перемещения продольных заготовок. Предлагаемое устройство позволяет собирать тарные разделительные решетки практически любых размеров и может быть использовано как при ручной сборке, так и в механизированных процессах упаковочного производства. 1 ил.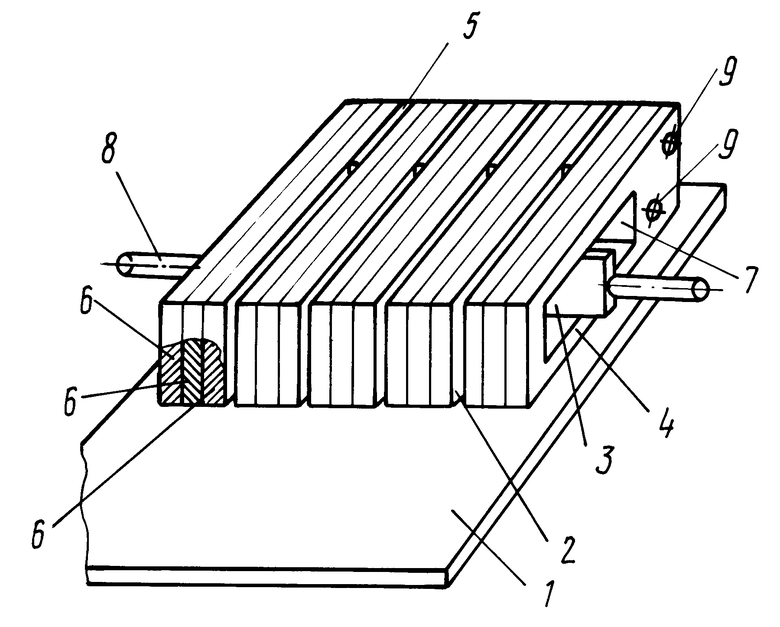
ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ ТАРНЫХ РАЗДЕЛИТЕЛЬНЫХ РЕШЕТОК, используемых для упаковки штучных изделий, содержащее кондуктор с пазами для размещения заготовок и толкатель, отличающееся тем, что кондуктор выполнен в виде установленных параллельно друг другу сборных элементов, разделенных промежуточными пластинами с образованием пазов, при этом каждый сборный элемент состоит из скрепленных между собой модульных пластин, в которых выполнена сквозная полость для размещения толкателя, установленного с возможностью перемещения вдоль модульных пластин.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление для сборки картонных перегородок ячейковой упаковки | 1929 |
|
SU22457A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
