(Л
27
сд ю
00 Од tsD
ut.t
торое содержит багажник 20 плоских заготовок вкладышей. Устройство для снятия коробок с конвейера и подачи их к штабелирующему устройству содержит подъемный столик, накопитель, механизм их группирования и механизм группы упакованных коробок. 11 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |
| Автоматическая линия для упаковывания ампул | 1987 |
|
SU1521663A1 |
| Устройство формования вкладышей для ампул | 1985 |
|
SU1274961A2 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Устройство формования вкладышей для ампул | 1983 |
|
SU1123943A1 |
| Устройство для подачи и отбраковки упакованных предметов | 1987 |
|
SU1502421A1 |
| Устройство для изготовления упаковочного вкладыша для ампул | 1984 |
|
SU1165610A2 |
| Устройство для укладки ампул в кассету | 1987 |
|
SU1437298A1 |
| БИБЛИОТЕКААвторы | 1973 |
|
SU369068A1 |
| Автоматическая линия для упаковки изделий в коробки | 1991 |
|
SU1757962A1 |




Изобретение относится к области упаковки ампул в картонные коробки и может быть использовано в химико-фармацевтической, пищевой и других отраслях промышленности. Линия содержит смонтированные на станине 1 по ходу технологического процесса и объединенные между собой бесконечным цепным конвейером для коробок устройство формования и подачи коробок, устройство формования вкладышей и укладки их в носители 18 транспортера 19, которое содержит багажник 20 плоских заготовок вкладышей. Устройство для снятия коробок с конвейера и подачи их к штабелирующему устройству содержит подъемный столик, накопитель, механизм их группирования и механизм группы упакованных коробок. 11 ил.
Изобретение относится к упаковке ампул в картонные коробки и может быть использовано в химико-фармацевтической, пищевой промышленностях и других смежных отраслях народного хозяйства,
Целью изобретения является повышение производительности.
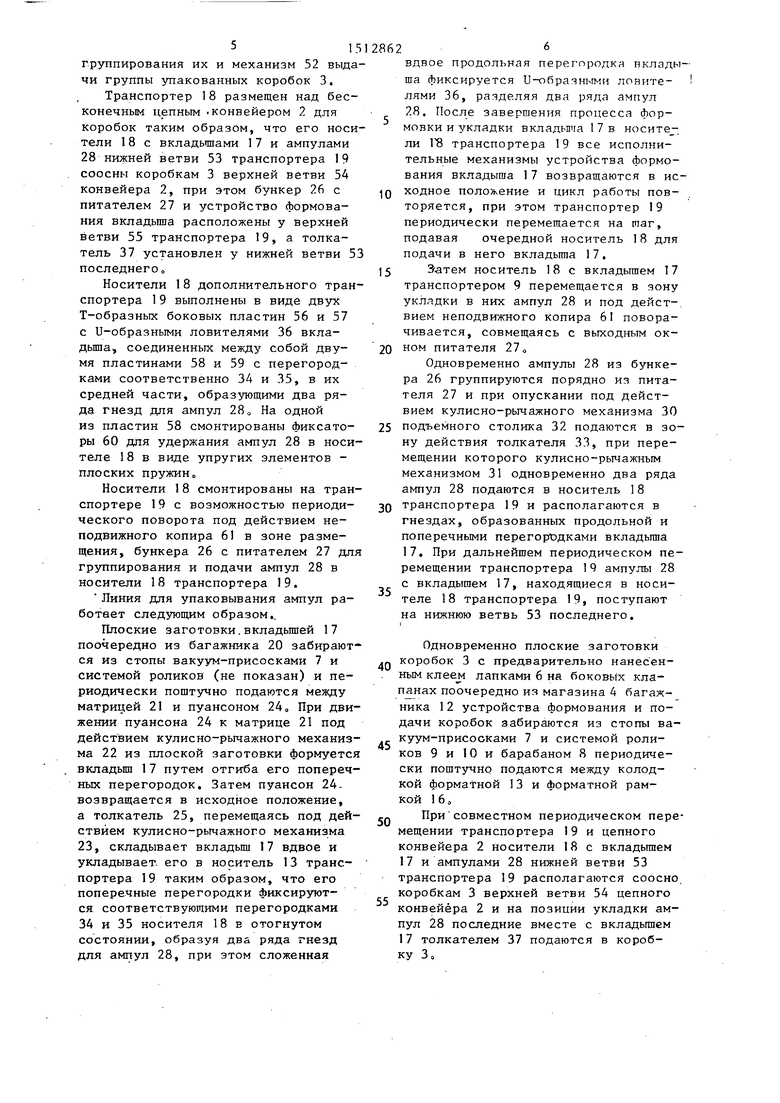
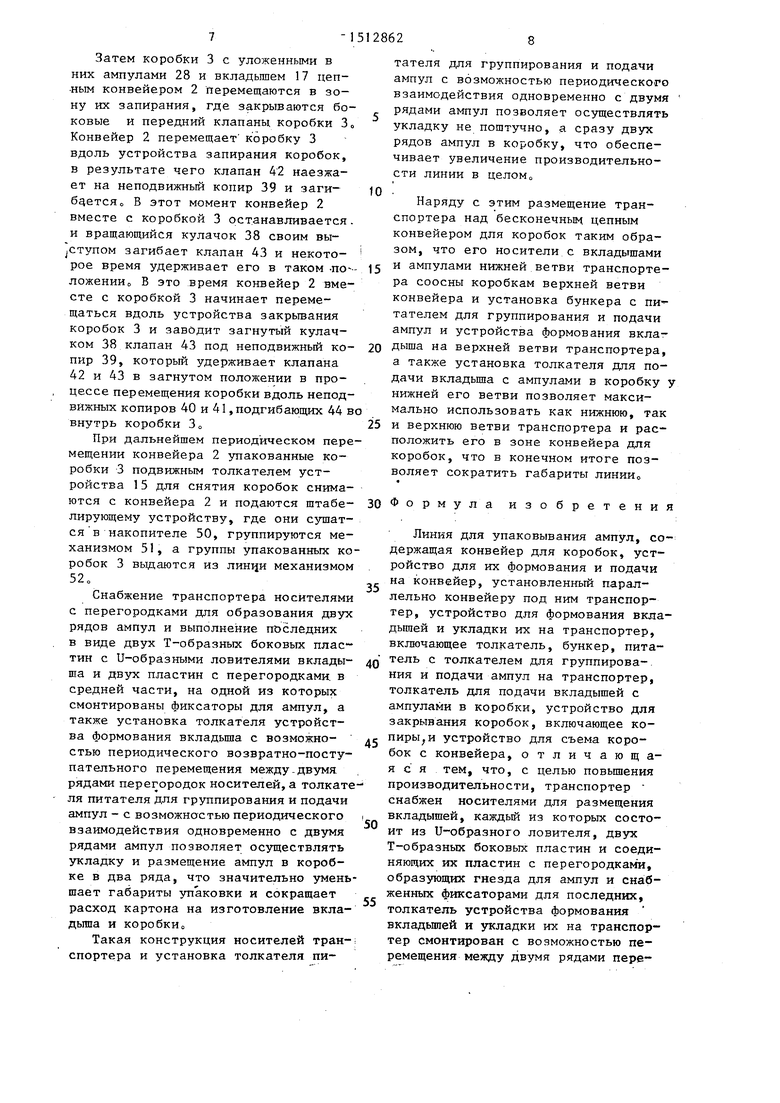
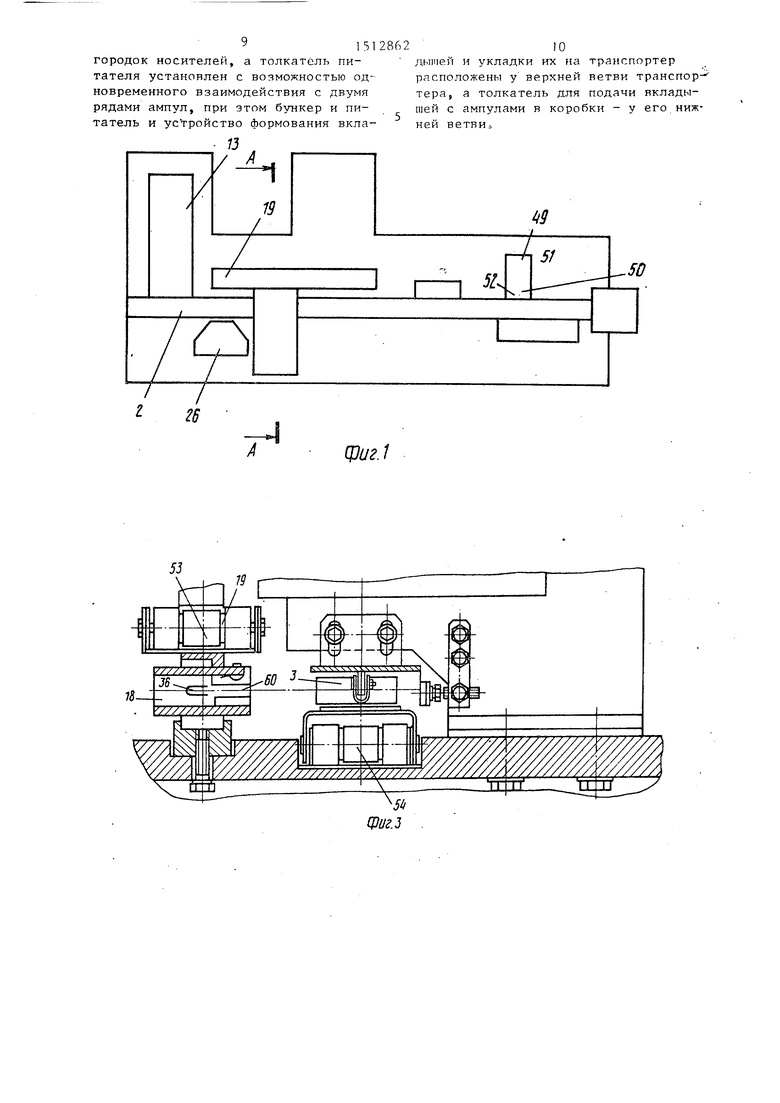
На фиг о 1 показана функциональная схема линии; на фиг. 2 - линия, вид сбоку; на фиг, 3 - линия в зоне про- хождения верхней ветви дополнительного транспортера и нижней ветви конвейера для коробок, поперечный разрез; на фиг о 4 - разрез А-А на фиг. )J на фиг о 5 - линия в зоне рас положения питателя для группирования и подачи ампул на дополнительный транспортер, поперечный разрезJ на фиг, 6 - носитель дополнительного транспортера, общий вид} на фиг о 7 - разрез Б-Б на фиг. 6j на фиг о 8 - коробка с вкладьшюм и ампулами, упакованными на линии в аксонометрии J на фиг о 9 - устройство для запирания коробок в-аксонометрии на фиг.10 - разрез В-В на фиг.9; на фиг.11 - устройство формования и подачи коробок. ,-.
Линия для упаковки цилиндри- . ческих предметов, в частности ам- пул, содержит смонтированные на станине 1 по ходу технологического процесса и объединенные между собой бесконечным цепным конвейером 2 для коробок 3 следующие устройства. У тройство формования и подачи коробок на конвейер 2 состоит из магазина 4 разверток коробок 3, клеевой ванны 5, клеев лапок 6, вакуумных присосок 7, подающего барабана,8, прижимного ро- лика 9, подающих роликов 10, закрепленных на корпусе 11 багажника 12, а также форматной колодки 13, закрепленной на ползуне 14, приходящем в движение от кулисно-рьгчаж- кого механизма (не показан), и форматной рамки 15 с направляющей 16. Устройство 17 формования вкладьшей и укладки их в носители 18 транспортера 19 включает багажник 20 плоских заготовок вкладышей, неподвижную матрицу 21, подвижный под действием кулисно-рычажного механизмов 22 и 23 пуансон 24 для формования вкладыша и толкатель 25 для подачи его в носители 18, Бункер 26 с питателем 27 для группирования и подачи ампул 28 в носители 18 транспортера 19 включает делитель 29 потока ампул 28 и расположенные под ним подвижные от кулисно-рычажных механизмов 30 и 31 соответственно подъ- емньй столик 32 для приема и опускания двух рядов ампул 28 и толкатель
33для подачи ампул 28 в носители 18 транспортера 19. Толкатель 33 питателя 27 установлен с возможностью периодического взаимодействия одновременно с двумя рядами ампул
28, а толкатель 25 смонтирован с воможностью периодического возвратно- поступательного перемещения под действием кулисно-рычажного механизма 23 между двумя рядами перегородок
34и 35 носителей 18 и взаимодействия через вкладьши 17 и его U-об- разными ловителями 36 Толкатель
37 служит для подачи вкладьша с ампулами 28 в коробку Зо Устройство запирания коробок 3 включает вращающийся кулачок 38 и систему неподвижных копиров 39-41, при этом неподвижньш копир 39 служит для закрывания бокового клапана 42 коробки 3, вращающийся кулачок 39 закрывает боковой клапан 43, а неподвижные копиры 40 и 41 служат для закрывания переднего клапана 44 в процессе перемещения коробки 3 цепным конвейером 2 вдоль устройства для запирания коробок. Привод кулачк 30 осуществляется вращающимся валом 45 в корпусе 46 посредством пары, конических шестерен 47 и пары щестерен 48 с наклонным зубом Устройство 49 для снятия коробок 3 с конвейера .2 и подачи их штабелирующему устройству содержит подъемный сто.чик (не показан), накопитель 50, механизм 51
515
группирования их и механизм 52 выдачи группы упакованных коробок 3.
Транспортер 18 размещен над бесконечным цепным -конвейером 2 для коробок таким образом, что его носители 18 с вкладышами 17 и ампулами 28 нижней ветви 53 транспортера 19 соосны коробкам 3 верхней ветви 5А конвейера 2, при этом бункер 26 с питателем 27 и устройство формования вкладьппа расположены у верхней ветви 55 транспортера 19, а толкатель 37 установлен у нижней ветви 5 последнего
Носители 18 дополнительного транспортера 19 выполнены в виде двух Т-образных боковых пластин 56 и 57 с и-образными ловителями 36 вкладьппа, соединенных между собой двумя пластинами 58 и 59 с перегородками соответственно 34 и 35, в их средней части, образующими два ряда гнезд для ампул 28 На одной из пластин 58 смонтированы фиксаторы 60 для удержания ампул 28 в носителе 18 в виде упругих элементов - плоских пружин.
Носители 18 смонтированы на транспортере 19 с возможностью периодического поворота под действием неподвижного копира 61 в зоне размещения, бункера 26 с питателем 27 для группирования и подачи ампул 28 в носители 18 транспортера 19.
Линия для упаковывания ампул работает следующим образом..
Плоские заготовки.вкладьшей 17 поочередно из багажника 20 забирают ся из стопы вакуум-присосками 7 и системой роликов (не показан) и периодически поштучно подаются между матрицей 21 и пуансоном 24, При движении пуансона 24 к матрице 21 под действием кулисно-рычажного механизма 22 из плоской заготовки формуется вкладыш 17 путем отгиба его поперечных перегородок. Затем пуансон 24- возвращается в исходное положение, а толкатель 25, перемещаясь под действием кулисно-рычажного механизма 23, складывает вкладыш 17 вдвое и укладывает, его в носитель 13 транспортера 19 таким образом, что его поперечные перегородки фиксируются соответствующими перегородками 34 и 35 носителя 18 в отогнутом состоянии, образуя два ряда гнезд для ампул 28, при этом сложенная
8626
вдвое продольная перегородка нклады- ша фиксируется U-образньгмя ловите- i лями 36, разделяя два ряда ампул 28. После завершения процесса формовки и укладки вкладьшга 17 в HocHTej-. ли транспортера 19 все исполнительные механизмы устройства формования вкладыша 17 возвращаются в ходное положение и цикл работы повторяется, при этом транспортер 19 периодически перемещается на таг, подавая очередной носитель 18 для подачи в него вкладьппа 17.
15 Затем носитель 18 с вкладьгаем 17 транспортером 9 перемещается в зону укладки в них ампул 28 и под деист-, вием неподвижного копира 61 поворачивается, совмещаясь с выходным ок20 ном питателя 27
Одновременно ампулы 28 из бункера 26 группируются порядно из питателя 27 и при опускании под действием кулисно-рычажного механизма 30
25 подъемного столика 32 подаются в зону действия толкателя 33, при перемещении которого кулисно-рычажным механизмом 31 одновременно два ряда ампул 28 подаются в носитель 18
3Q транспортера 19 и располагаются в гнездах, образованных продольной и поперечными перегорхэдками вкладьшта 17, При дальнейшем периодическом перемещении транспортера 19 ампулы 28 с вкладышем 17, находящиеся в носителе 18 транспортера 19, поступают на нижнюю ветвь 53 последнего.
35
Одновременно плоские заготовки коробок 3 с предварительно нанесен- ным лапками 6 на боковых клапанах поочередно из магазина 4 багажника 12 устройства формования и подачи коробок забираются из стопы вакуум-присосками 7 и системой роликов 9 и 10 и барабаном 8 периодически поштучно подаются между колодкой форматной 13 и форматной рамкой 1 6 о
При совместном периодическом перемещении транспортера I9 и цепного конвейера 2 носители 18 с вкладьш1ем 17 и ампулами 28 нижней ветви 53 транспортера 19 располагаются соосно. коробкам 3 верхней ветви 54 цепного конвейера 2 и на позиции укладки ампул 28 последние вместе с вкладышем 17 толкателем 37 подаются в коробку 3„
Затем коробки 3 с уложенными в них ампулами 28 и вкладьппем 17 цеп- ньм конвейером 2 перемещаются в зону их запирания, где закрываются боковые и передний клапаны коробки Зо Конвейер 2 перемещает коробку 3 вдоль устройства запирания коробок, в результате чего клапан 42 наезжает на неподвижньй копир 39 и заги- б етсяо В этот момент конвейер 2 вместе с коробкой 3 останавливается, и вращающийся кулачок 38 своим вы- ступом загибает клапан 43 и некото- рое время удерживает его в таком -по-- ложениио В это время конвейер 2 вместе с коробкой 3 начинает перемещаться вдоль устройства закрьгеания коробок 3 и заводит загнутый кулачком 38 клапан 43 под неподвижный копир 39, который удерживает клапана 42 и 43 в загнутом положении в процессе перемещения коробки вдоль неподвижных копиров 40 и 41,подгибающих 44 во внутрь коробки Зо
При дальнейшем периодическом перемещении конвейера 2 упакованные коробки 3 подвижным толкателем устройства 15 для снятия коробок снимаются с конвейера 2 и подаются щтабе- лирующему устройству, где они сушатся в накопителе 50, группируются механизмом 51, а группы упакованных коробок 3 вьщаются из механизмом 52,
Снабжение транспортера носителями с перегородками для образования двух рядов ампул и выполнение последних в виде двух Т-образных боковых пластин с и-образными ловителями вкладыша и двух пластин с перегородками, в средней части, на одной из которых смонтированы фиксаторы для ампул, а также установка толкателя устройства формования вкладьщ1а с возможностью периодического возвратно-поступательного перемещения между.двумя рядами перегородок носителей, а толкате- ля питателя для группирования и подачи ампул - с возможностью периодического взаимодействия одновременно с двумя рядами ампул позволяет осуществлять укладку и размещение ампул в коробке в два ряда, что значительно уменьшает габариты упаковки и сокращает расход картона на изготовление вкладыша и коробкио
Такая конструкция носителей гран-: спортера и установка толкателя пи
тателя для группирования и подачи ампул с возможностью периодического взаимодействия одновременно с двумя рядами ампул позволяет осуществлять укладку не поштз чно, а сразу двух рядов ампул в коробку, что обеспечивает увеличение производительности линии в целомо
Наряду с этим размещение транспортера над бесконечным цепным конвейером для коробок таким образом, что его носители с вкладышами и ампулами нижней ветви транспортера соосны коробкам верхней ветви конвейера и установка бункера с пи- тателем для группирования и подачи ампул и устройства формования вкла- дыща на верхней ветви транспортера, а также установка толкателя для подачи вкладьш1а с ампулами в коробку у нижней его ветви позволяет максимально использовать как нижнюю, так и верхнюю ветви транспортера и расположить его в зоне конвейера для коробок, что в конечном итоге позволяет сократить габариты линии
30 Формула изобретения
Линия для упаковывания ампул, содержащая конвейер для коробок, устройство для их формования и подачи на конвейер, установленный параллельно конвейеру под ним транспортер, устройство для формования вкладышей и укладки их на транспортер, включающее толкатель, бункер, питатель с толкателем для группирования и подачи ампул на транспортер, толкатель для подачи вкладышей с ампулами в коробки, устройство для закрывания коробок, включающее ко- устройство для съема коробок с конвейера, отличающа- я с я тем, что, с целью повышения производительности, транспортер снабжен носителями для размещения вкладышей, каждый из которых состоит из и-образного ловителя, двух Т-образных боковых пластин и соединяющих их пластин с перегородками, образующих гнезда для ампул и снабженных фиксаторами для последних, толкатель устройства формования вкладышей и укладки их на транспортер смонтирован с возможностью перемещения между двумя рядами пере5
0
5
0
5
сриг.1
{.3 Д35
V////////.
222222: 2-,59
//////л
ИИ
n
V7/7/
Фи.г.1
20
З
Риг.а
чг
ч
1
38
фиг,9
побернуто
сриг.П
| БИБЛИОТЕКААвторы | 0 |
|
SU369068A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
