Данное изобретение относится к области герметичных и теплоизолирующих танков, в частности, но не исключительно, к мембранным танкам или танкам типа A, B или C в соответствии с определениями «IGC code» - «Международного кодекса постройки и оборудования судов, перевозящих сжиженные газы наливом» или, на французском - «Recueil international de règles relatives à la construction et à l’équipement des navires transportant des gaz liquéfiés en vrac». Такие герметичные и теплоизолирующие танки могут в равной степени состоять из наземных или морских резервуаров-хранилищ (Глобальное базовое хранение, GBS).
В частности, данное изобретение относится к области герметичных и теплоизолирующих танков для хранения и/или транспортировки жидкости при очень низкой температуре или сжиженного газа, таких как танки для транспортировки/хранения сжиженного природного газа (СПГ) при температуре приблизительно -162°C или для транспортировки/хранения сжиженного углеводородного газа (СУГ), например, при температуре между -50°C и 0°C. Эти танки могут быть установлены на суше или на плавучем сооружении. В случае плавучей конструкции такой танк может быть предназначен для транспортировки сжиженного газа или для приема сжиженного газа, используемого в качестве топлива для приведения плавучего сооружения в движение.
Данное изобретение, в первую очередь, относится к способу изготовления шахты купола герметичного и теплоизолирующего танка указанного выше типа. Оно применяется, в частности, но не исключительно, в производстве купола для газов или даже купола для жидкостей, то есть больших труб герметичного и теплоизолирующего танка для, соответственно, откачивания газа и ввода/вывода труб или аналогичных задач. Таким образом, настоящее изобретение представляет собой решение для таких труб, изготовленных из материала, который является очень жестким, или который имеет очень низкий коэффициент теплового расширения, имеющих цилиндрическую, псевдоцилиндрическую или полуцилиндрическую форму, для герметичного и теплоизолированного танка, предназначенного для размещения очень холодной жидкости, которую называют криогенной жидкостью. Под определениями «псевдоцилиндрический или полуцилиндрический» подразумевают, что металлические листы, образующие трубу, при ее изготовлении подвергают по меньшей мере частичному изгибу так, чтобы образовать весь изогнутый элемент или его часть, способные фактически вписаться внутрь радиуса.
Настоящее изобретение в равной степени относится к хранилищу, включающему в себя герметичный и теплоизолирующий танк, при этом такая установка предназначена для оборудования судна, для использования в системе перекачки холодного жидкого продукта из танка или в него, а также к способу загрузки или выгрузки хранилища вышеуказанного типа или, в более общем смысле, к трубе или трубопроводу.
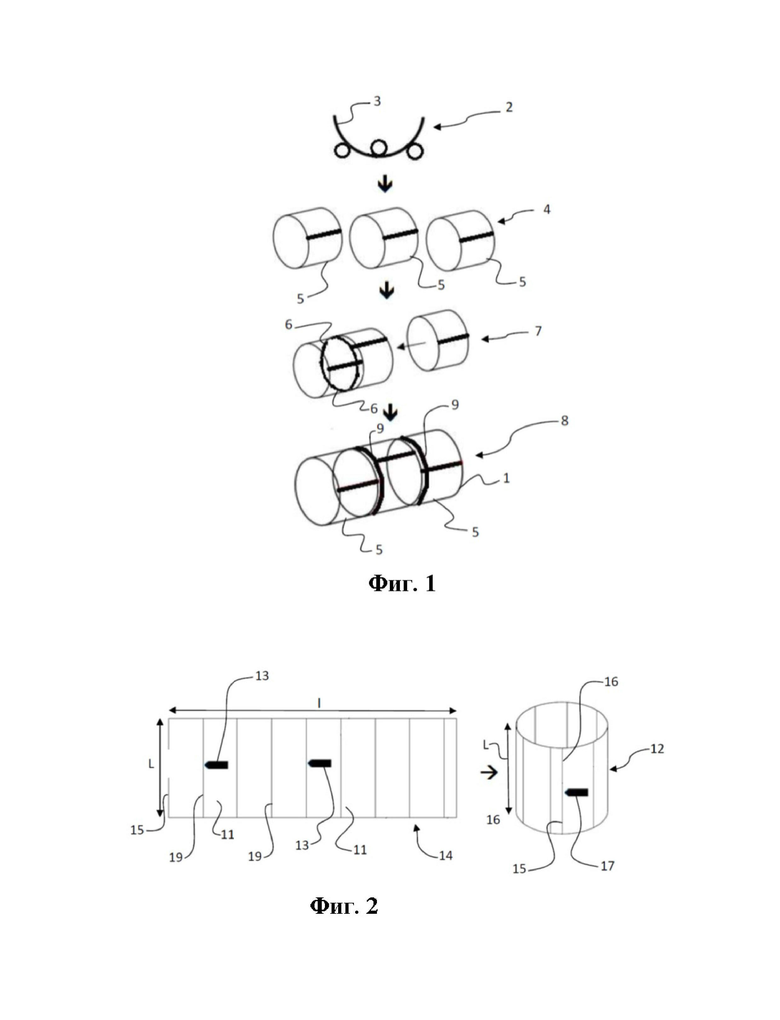
На прилагаемой фиг. 1 представлен применяемый в настоящее время процесс производства шахты 1 купола герметичного и теплоизолирующего танка. До сегодняшнего дня для изготовления шахты 1 купола герметичного и теплоизолирующего танка, предназначенного для приема очень холодной или криогенной жидкости, используют Invar® - очень жесткий сплав с очень низким коэффициентом теплового расширения. Сначала выполняют гибку листов 3 из сплава Invar® до цилиндрической или частично цилиндрической формы 2 для последующей их сварки. Это связано с тем, что выполнение сварки перед гибкой листов 3 из сплава Invar® до цилиндрической или частично цилиндрической формы, то есть когда они имеют форму плоского листа, создает риск повредить или ослабить любой из сварных швов, что впоследствии может привести к появлению трещин или микротрещин, что совершенно неприемлемо, учитывая, что эта шахта 1 купола используется в танке, содержащем жидкость, которая очень опасна из-за своей чрезвычайно низкой температуры, в частности, в случае утечки указанной жидкости возникает опасность повреждения самой конструкции, в которой расположен/установлен танк - обычно это судно.
Кроме того, для безопасной сборки и соединения различных металлических листов 3, образующих шахту 1 купола, в настоящее время используются по меньшей мере три этапа сварки. Первый этап 4 сварки после гибки до цилиндрической или частично цилиндрической формы 2 каждого металлического листа 3 обычно выполняют с использованием автоматической сварочной машины для сварки встык краев каждого металлического листа 3 с образованием секций 5 шахты 1 купола. Затем две секции 5 шахты 1 купола вкладывают одну в другую на длину не менее нескольких сантиметров, и вручную выполняют сварные швы 6 для создания временного соединения между двумя смежными секциями 5. С учетом требований к механической прочности шахты 1 купола, при текущем производстве шахт 1 купола вложение друг в друга двух смежных секций 5 шахты 1 купола считается необходимым, но требует операций обработки в размер металлических листов 3 и/или выполнения первого этапа 4 точной стыковой сварки таким образом, чтобы диаметры секций 5 смежных металлических листов 3 были разными. Кроме того, второй этап 7 прерывистой сварки должен выполняться за пределами секций 5 металлических листов 3 и, соответственно, представляет собой операцию ручной сварки, что обязательно является возможным источником дефектов, которые могут ослабить конструкцию шахты 1 купола.
Наконец, для завершения соединения путем непрерывной и герметичной сварки 9 между двумя смежными секциями 5 металлических листов 3 шахты 1 купола, необходим третий этап сварки 3 по внутреннему контуру.
Все эти сборочные операции и этапы 2, 4, 7 и 8 изготовления шахты 1 купола являются длительными и в некоторой степени неудовлетворительными, в частности, потому, что они обязательно предусматривают по меньшей мере один сварной шов 6, выполняемый вручную, и потерю материала из-за необходимости вставки смежных секций 5 металлических листов 3 шахты 1 купола.
Заявитель намерен устранить несовершенства и недостатки существующего способа изготовления шахты купола герметичного и теплоизолирующего танка.
После различных экспериментов заявитель обнаружил, в частности, что вопреки текущим техническим условиям в данной области, возможен переход к этапу гибки металлического листа из сплава Invar® до цилиндрической или частично цилиндрической формы после того, как последний был подвергнут операции сварки; другими словами, в результате многочисленных исследований и анализов заявитель смог продемонстрировать, что после изгиба сварных металлических листов шахты купола до цилиндрической или частично цилиндрической формы на уровне сварных швов не появилось никаких микротрещин.
Кроме того, заявитель предлагает последовательность этапов сварки, которые представляют собой исключительно операции сварки встык, в результате чего больше не происходит потери материала из-за вложения секций и, следовательно, перекрытия участков металлических листов шахты купола. Помимо такой экономии материала, данный способ изготовления шахты купола проще и намного короче по сравнению с предшествующим уровнем техники.
Таким образом, настоящее изобретение относится к способу изготовления шахты купола герметичного и теплоизолирующего танка, шахты купола цилиндрической формы, продолжающейся в продольном направлении на длину L, состоящей из множества металлических листов, соединенных друг с другом сваркой, при этом эти металлические листы изготовлены из сплава на основе железа и включающего в себя, по массе:
- 25,0% ≤ Mn ≤ 32,0%, 7,0% ≤ Cr ≤ 14,0%, 0 ≤ Ni ≤ 2,5%, 0,05% ≤ N ≤ 0,30% и 0,1 ≤ Si ≤ 0,5%, необязательно 0,010% ≤ редкоземельные металлы ≤ 0,14%; или
- 34,5% ≤ Ni ≤ 53,5%, 0,15% ≤ Mn ≤ 1,5%, 0% ≤ Si ≤ 0,35% предпочтительно 0,1% ≤ Si ≤ 0,35% и 0 ≤ C ≤ 0,07%, необязательно 0% ≤ Co ≤ 20%, 0% ≤ Ti ≤ 0,5% и 0,01% ≤ Cr ≤ 0,5%;
остальное приходится на железо и примеси, обязательно образующиеся в процессе производства;
упомянутый способ включает в себя этап гибки металлических листов до цилиндрической или частично цилиндрической формы так, чтобы образовывался цилиндр из металлического листа, а затем заключительный этап сварки металлических листов встык для формирования цилиндра из металлического листа, чтобы получить шахту купола.
В данном документе использованы обозначения элементов периодической таблицы, а именно:
C: Углерод; Mn: Марганец; Cr: Хром; Si: Кремний; Ni: Никель; Co: Кобальт и Ti: Титан.
Данное изобретение отличается тем, что данный способ включает в себя, перед этапом гибки металлических листов до цилиндрической или частично цилиндрической формы, начальный этап сварки встык плоских или псевдоплоских металлических листов так, чтобы соединить вместе все металлические листы, составляющие шахту купола.
Под «псевдоплоским металлическим листом» подразумевают, что эти металлические листы были произведены плоскими, но могут иметь слегка изогнутую/куполообразную поверхность и/или иметь по меньшей мере одну плоскость, которая слегка наклонена, то есть расположена под углом не более 10° относительно основной плоскости металлического листа.
Под «цилиндрической формой» подразумевают, что шахта купола, как правило, имеет радиус или диаметр, но может быть предусмотрено, что этот вид шахты купола имеет, например, овальную форму или, аналогичным образом, при использовании способа по настоящему изобретению может быть предусмотрено изготовление половин шахты купола.
Применительно к этапу начальной сварки необходимо учитывать тот факт, что способ по данному изобретению выполняют после того, как все металлические листы, необходимые для изготовления шахты купола, соединены вместе или объединены так, что участки вспомогательных металлических листов или металлических листов, которые не являются существенными для шахты купола или цилиндра из металлического листа, могут быть сварены независимо от этого этапа сварки.
Под «гибкой до цилиндрической или частично цилиндрической формы» подразумевают любой способ, предназначенный для изгибания изначально плоского или псевдоплоского металлического листа так, чтобы позволить упомянутому металлическому листу образовывать всю шахту купола или ее часть цилиндрической формы, таким образом формируя контур или окружность, имеющие радиус или диаметр, или вписанные в них.
Для простоты восприятия настоящее изобретение далее проиллюстрировано с использованием металлических листов из сплава Invar®, которые соответствуют сплаву на основе железа, который включает в себя, по весу, 34,5% ≤ Ni ≤ 53,5%, 0,15% ≤ Mn ≤ 1,5%, 0% ≤ Si ≤ 0,35% предпочтительно 0,1% ≤ Si ≤ 0,35% и 0 ≤ C ≤ 0.07%, необязательно 0% ≤ Co ≤ 20%, 0% ≤ Ti ≤ 0,5% и 0,01% ≤ Cr ≤ 0,5%.
Следует понимать, что настоящее изобретение предусматривает применение металлических листов, имеющих толщину не более 2,5 миллиметров (мм), предпочтительно, не более 1,5 мм.
Тем не менее, способ по настоящему изобретению был аналогично испытан со сплавами, которые соответствуют сплаву на основе железа, включающему в себя, по весу: 25,0% ≤ Mn ≤ 32,0%, 7,0% ≤ Cr ≤ 14,0%, 0 ≤ Ni ≤ 2,5%, 0,05% ≤ N ≤ 0,30% и 0,1 ≤ Si ≤ 0,5%, необязательно 0,010% ≤ редкоземельные металлы ≤ 0,14%; или со сплавом типа, соответствующего своему определению и обозначаемому, в частности, как тип «с высоким содержанием марганца».
Другие преимущества данного изобретения кратко описаны ниже:
Упомянутый этап начальной сварки предпочтительно выполняют автоматически с помощью сварочной машины, не представленной на прилагаемых графических материалах.
Заключительный этап сварки предпочтительно выполняют автоматически с помощью сварочной машины.
В соответствии с первым вариантом осуществления данного изобретения, проиллюстрированным на фиг. 2 и 3, каждый металлический лист, составляющий шахту купола, имеет длину, равную L, и во время упомянутого этапа начальной сварки сварные швы выполняют в продольном направлении таким образом, что в конце упомянутого начального этапа каждый металлический лист образует часть окружности цилиндра из металлического листа или шахты купола.
В соответствии со вторым вариантом осуществления данного изобретения, проиллюстрированным на фиг. 4 и 5, каждый металлический лист, составляющий шахту купола, имеет ширину, равную окружности цилиндра из металлического листа, и во время упомянутого этапа начальной сварки сварные швы выполняют в поперечном направлении так, чтобы каждый металлический лист образовывал в конце упомянутого начального этапа продольную секцию цилиндра из металлического листа или шахты купола.
В контексте этого второго варианта осуществления данного изобретения, проиллюстрированного на фиг.4, в соответствии с одной возможностью, предлагаемой данным изобретением, в дальнейшем обозначенной как третий вариант осуществления, проиллюстрированный на фиг.5, металлические листы соединены встык по всей длине их смежных боковых границ без поперечного смещения между каждым металлическим листом шахты купола или цилиндра из металлического листа.
Тем не менее, в контексте этого второго варианта осуществления изобретения в соответствии с другой возможностью, предлагаемой данным изобретением, металлические листы соединяются встык только на части длины их смежных боковых границ с поперечным смещением каждого металлического листа шахты купола или цилиндра из металлического листа.
В контексте вышеупомянутого первого варианта осуществления, данный способ предпочтительно включает в себя, после заключительного этапа сварки, дополнительный этап сварки, состоящий в создании, по меньшей мере, одного наплавленного сегмента, пересекающего каждый непрерывный сварной шов в продольном направлении. Преимущество этого необязательного дополнительного этапа сварки заключается в том, что продольные сварные швы, предусмотренные в этом первом варианте осуществления, разрезают таким образом, что даже если в одном из этих сварных швов появится (микро)трещина, она будет остановлена на уровне этих линий плавления, пересекающих каждый из продольных сварных швов.
Что касается упомянутого дополнительного этапа, каждый сегмент линий плавления преимущественно проходит относительно линии непрерывного сварного шва в продольном направлении, под углом от 70 до 110° включительно, при этом упомянутый сегмент линий плавления продолжается не более чем на 10 сантиметров.
В соответствии с особенно примечательным аспектом изобретения все сварные швы выполняют автоматически с помощью сварочной машины. Фактически, за исключением случая второго варианта осуществления, в котором выполняют упомянутый дополнительный этап, в данном изобретении используется только автоматическая сварка, то есть полностью отсутствует ручная сварка, вследствие чего уровень качества выполненных сварных швов будет улучшен по сравнению с предшествующим уровнем техники и/или, несомненно, соединения будут надежными.
В соответствии с другим особенно примечательным аспектом изобретения, для формирования шахты купола выполняют только два этапа сварки - упомянутый этап начальной сварки и упомянутый этап окончательной сварки. И снова, в настоящем способе, за исключением второго варианта осуществления, в котором выполняют упомянутый необязательный дополнительный этап, предусмотрены только два этапа сварки вместо по меньшей мере трех, имеющихся в способе из предшествующего уровня техники, вследствие чего обеспечивается значительная экономия времени.
Настоящее изобретение также относится к хранилищу, включающему в себя опорную конструкцию и герметичный и теплоизолирующий танк, установленный во внутреннем пространстве опорной конструкции, при этом упомянутое хранилище включает в себя по меньшей мере одну шахту купола, в частности, для выпуска газа, содержащегося в упомянутом танке, при этом упомянутая шахта купола состоит из множества металлических листов, изготовленных из сплава на основе железа, включающего в себя по массе:
- 25,0% ≤ Mn ≤ 32,0%, 7,0% ≤ Cr ≤ 14,0%, 0 ≤ Ni ≤ 2,5%, 0,05% ≤ N ≤ 0,30% и 0,1 ≤ Si ≤ 0,5%, необязательно 0,010% ≤ редкоземельные металлы ≤ 0,14%; или
- 34,5% ≤ Ni ≤ 53,5%, 0,15% ≤ Mn ≤ 1,5%, 0% ≤ Si ≤ 0,35% предпочтительно 0,1% ≤ Si ≤ 0,35% и 0 ≤ C ≤ 0,07%, необязательно 0% ≤ Co ≤ 20%, 0% ≤ Ti ≤ 0,5% и 0,01% ≤ Cr ≤ 0,5%;
остальное приходится на железо и примеси, обязательно образующиеся в процессе производства.
Монтаж, выполняемый в соответствии с данным изобретением, отличается тем, что шахту купола изготавливают непосредственно из упомянутых металлических листов описанным выше способом, при этом все сварные швы между металлическими листами выполняют автоматически, возможно, за исключением упомянутых сегментов линий плавления (т. е. дополнительный этап, описанный выше, в контексте первого варианта осуществления данного изобретения).
В ситуации, когда хранилище расположено на судне для транспортировки холодного жидкого продукта, такое судно имеет двойной корпус, образующий упомянутую опорную конструкцию.
В этом случае данное изобретение в равной степени относится к системе перекачки холодного жидкого продукта, включающей в себя хранилище в виде судна, изолированные трубы, расположенные таким образом, чтобы соединять танк, установленный в корпусе судна, с плавучим или наземным хранилищем, и с насосом для перекачивания холодного жидкого продукта по изолированным трубам от плавучего или наземного хранилища в танк судна или в обратном направлении.
Наконец, данное изобретение относится к способу загрузки или разгрузки хранилища в виде судна, в котором холодный жидкий продукт направляют по изолированным трубам от плавучего или наземного хранилища в танк судна или в обратном направлении.
Изобретение будет более понятным, а его другие цели, подробности, признаки и преимущества станут более очевидными в ходе последующего описания конкретных вариантов осуществления данного изобретения, приведенного в качестве исключительно неограничивающего пояснения со ссылкой на прилагаемые чертежи.
Фиг. 1 представляет собой схематический вид, иллюстрирующий последовательность этапов сварки для изготовления шахты купола герметичного и теплоизолирующего танка по предшествующему уровню техники.
Фиг. 2 представляет собой схематический вид, иллюстрирующий последовательность этапов сварки для изготовления шахты купола герметичного и теплоизолирующего танка в соответствии с первым вариантом осуществления данного изобретения.
Фиг. 3 представляет собой схематический вид, иллюстрирующий дополнительный этап, который могут применять, в частности, в контексте первого варианта осуществления, представленного на фиг. 2.
Фиг. 4 представляет собой схематический вид, иллюстрирующий последовательность этапов сварки для изготовления шахты купола герметичного и теплоизолирующего танка в соответствии со вторым вариантом осуществления данного изобретения.
Фиг. 5 представляет собой схематический вид, иллюстрирующий последовательность этапов сварки для изготовления шахты купола герметичного и теплоизолирующего танка в соответствии с третьим вариантом осуществления данного изобретения.
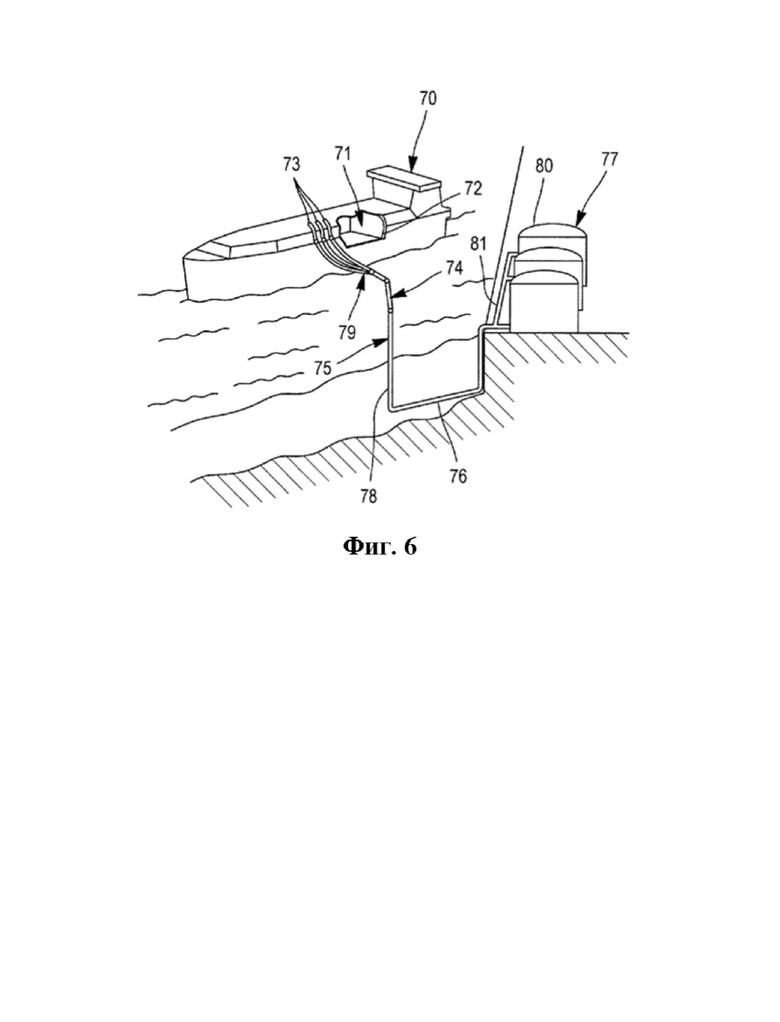
На фиг. 6 схематично показана в разрезе судовое хранилище сжиженного газа и терминал для загрузки/разгрузки танка хранилища сжиженного газа.
На фиг. 2 показан первый вариант осуществления способа изготовления в соответствии с данным изобретением, а на фиг. 3 показан необязательный дополнительный этап повторного поверхностного оплавления в контексте такого первого варианта осуществления.
В дальнейшем термины «сварка» и «сваривание» используют для обозначения вариантов / действий / этапов без каких-либо технических различий между этими обозначениями.
Таким образом, на фиг. 2 представлено множество металлических листов 11, каждый из которых имеет одинаковую длину L, соответствующую длине шахты 12 купола, подлежащей изготовлению. Каждый из этих металлических листов 11, изготовленных из сплава Invar®, расположен на плоской поверхности, и является смежным по меньшей мере с одним другим металлическим листом так, что набор металлических листов 11, примыкающих сбоку, имеет ширину l, соответствующую периметру или окружности шахты 12 купола, подлежащей изготовлению.
Первый из этапов изготовления шахты 12 купола заключается в сварке 13 встык по краям всех этих металлических листов 11 из сплава Invar® так, чтобы получить множество так называемых продольных сварных швов, каждый из которых продолжается на длину L шахты 12 купола, связать вместе все металлические листы 11, образующие шахту 12 купола, для изготовления (единого) узла, составляющего цилиндр 14 из металлического листа.
В контексте настоящего изобретения термин «цилиндр 14 из металлического листа» означает, что после первого этапа 13 плоской сварки всех металлических листов 11 получают плоский набор 14 металлических листов, позволяющий сформировать шахту 12 купола с помощью последующего этапа или этапов сварки.
Таким образом, в этом первом варианте осуществления, после первого этапа 13 сварки, также называемого начальным этапом, выполняют гибку цилиндра 14 из металлического листа, не видимого на фиг. 2, цилиндрической или частично цилиндрической формы, чтобы сделать смежными две боковые кромки 15, 16 цилиндра 14 из металлического листа. После этого второй этап 17 сварки заключается в сварке вместе этих двух боковых кромок 15, 16 цилиндра 14 из металлического листа с формированием шахты 12 купола.
В контексте этого первого варианта осуществления могут быть преимущественно выполнены множество линий 18 плавления, то есть по меньшей мере одна линия плавления на продольный сварной шов 19 для того, чтобы остановить распространение (микро)трещины, появляющейся на уровне продольного сварного шва 19.
Аналогично, в контексте этого первого варианта осуществления, можно проиллюстрировать выражение «псевдоплоский металлический лист» согласно настоящему изобретению. Таким образом, альтернатива может заключаться в выполнении гибки каждого из металлических листов 11 до цилиндрической или частично цилиндрической формы перед этапом 13 начальной сварки так, что каждый из этих листов 11 образует участок дуги окружности цилиндра 14 из металлического листа или шахты 12 купола. Таким образом, в примере на фиг. 2 каждый металлический лист 11 согнут до цилиндрической или частично цилиндрической формы так, что он образует дугу окружности, проходящую под углом приблизительно от 40° до 45°, учитывая, что имеется восемь металлических листов 11, а также дополнительный участок металлического листа 11. Таким образом, в контексте настоящего изобретения металлический лист 11 может быть изогнут до цилиндрической или частично цилиндрической формы так, что он больше не является плоским, а образует часть дуги окружности шахты 12 купола или цилиндра 14 из металлического листа величиной не более 45°, предпочтительно не более 40°. В этом альтернативном варианте осуществления, который не является предпочтительным, но попадает в пределы объема изобретения, после такой гибки до цилиндрической или частично цилиндрической формы, придающей каждому из металлических листов псевдоплоскостность, каждый металлический лист 11 сваривают на этапе 13 начальной сварки.
Здесь следует отметить, что этот дополнительный этап, на котором создаются линии 18 плавления, особенно подходит для этого первого варианта осуществления изобретения, поскольку продольные сварные швы 19 могут быть относительно длинными, но, тем не менее, его можно было бы предусмотреть для других вариантов осуществления, в частности, для второго варианта осуществления, описанного со ссылкой на фиг. 4 и 5, еще после второго этапа 13 сварки (также называемого этапом заключительной сварки). Кроме того, можно выбрать соответствующее расстояние между двумя линиями 18 плавления, чтобы свести к минимуму весь риск распространения трещин, повреждающих структуру шахты 12 купола. С этой точки зрения две линии 18 плавления могут быть с пользой разделены интервалом максимум в 20-40 сантиметров (см), предпочтительно от 25 до 35 см.
Что касается длины этих линий 18 плавления, то для выполнения функции остановки распространения трещины необязательно, чтобы они были длинными, поэтому эти сегменты 18 предпочтительно имеют длину не более 10 сантиметров или даже не более 6 сантиметров.
На фиг. 4 два металлических листа 11 из сплава Invar® расположены рядом или смежно вдоль их продольных сторон, и на первом этапе 13 сварки выполняют поперечный сварной шов 20 (относительно продольного направления длины L шахты 12 купола) по этим сторонам на всю их длину. Длина l каждого из металлических листов 11 из сплава Invar® соответствует в данном случае периметру или окружности l цилиндра из металлического листа, другими словами, периметру/окружности l шахты 12 купола. Все металлические листы 11, все еще расположенные рядом и плоские, требуемые для изготовления цилиндра 14 из металлического листа, сваривают вместе. Затем, как показано на фиг. 4, цилиндр 14 из металлического листа подвергается изгибанию до цилиндрической или частично цилиндрической формы 21 таким образом, чтобы сделать боковые кромки 15, 16 упомянутого цилиндра 14 смежными или расположенными в контакте. Наконец, выполняют второй этап 17 сварки, во время которого выполняется новый стыковой шов, в данном случае, расположенный в продольном направлении L шахты 12 купола, между этими двумя боковыми кромками 15, 16 цилиндра 14 из металлического листа.
Следует отметить, что в этом варианте осуществления шахты 12 купола согласно второму варианту осуществления существуют линия 19 продольного сварного шва, полученная на втором этапе 17 сварки, и множество поперечных сварных швов 20, выполненных во время первого этапа 13 сварки. Из-за этого, если (микро)трещина появится на уровне поперечной трещины сварного шва 20, она будет остановлена, когда она упрется/достигнет уровня продольного сварного шва 19, и наоборот, если (микро)трещина появится на уровне продольного сварного шва 19, она будет остановлена при достижении уровня поперечного сварного шва 20.
Вариант осуществления, представленный на фиг. 5, отличается от варианта осуществления на фиг. 4 тем, что, когда металлические листы 11 из сплава Invar® расположены вплотную или смежно, такие металлические листы 11 смещены на определенное расстояние d так, что во время первого этапа 13 сварки встык в данном случае поперечный сварной шов 20 производят не по всей длине l их сторон, а только на ее участке, при этом этот боковой участок, не свариваемый на этапе 13 начальной сварки, сваривают, по-прежнему встык, на этапе 17 заключительной сварки, т.е. после гибки до цилиндрической или частично цилиндрической формы 21.
Вариант осуществления на фиг.5 может иметь то преимущество, что пересечения между линиями двух сварных швов, поперечного 20 и продольного 19, более многочисленны, из-за чего расстояния между двумя пересечениями меньше, благодаря чему быстро прекращается распространение (микро)трещин, возникших в одной или другой линии сварных швов 19 или 20.
На фиг. 6 на виде с разрезом танкера 70 для метана показан герметичный и изолированный танк 71 в целом призматической формы, установленный в двойном корпусе 72 судна 70. Этот тип танка 71 обычно включает в себя купол для газа и купол для жидкости, известные специалистам в данной области техники. Способ по настоящему изобретению применим, в частности, к куполам для газа, но может быть предусмотрен и для куполов для жидкости. Танк 71 включает в себя первичный герметичный барьер, предназначенный для контакта с СУГ, содержащимся в танке, вторичный герметичный барьер, расположенный между первичным герметичным барьером и двойным корпусом 72 судна, и два изолирующих барьера, соответственно расположенных между первичным герметичным барьером и вторичным герметичным барьером, и между вторичным герметичным барьером и двойным корпусом 72.
Известным способом погрузочные/разгрузочные трубы 73, расположенные на верхней палубе судна, могут быть соединены с помощью соответствующих соединительных элементов с морским или береговым терминалом для перекачки груза сжиженного углеводородного газа из танка 71 или в него.
На фиг. 6 показан пример морского терминала, включающего в себя погрузочно-разгрузочную станцию 75, подводный трубопровод 76 и наземную установку 77. Погрузочно-разгрузочная станция 75 представляет собой стационарную морскую установку, включающую в себя подвижную стрелу 74 и башню 78, которая поддерживает подвижную стрелу 74. Подвижная стрела 74 несет связку изолированных гибких труб 79, которые могут быть соединены с погрузочными/разгрузочными трубами 73. Ориентированная подвижная стрела 74 адаптируется к погрузочным габаритам всех танкеров, перевозящих метан. Соединительная труба, которая не показана, проходит внутри башни 78. Погрузочно-разгрузочная станция 75 позволяет производить погрузку и разгрузку между судном 70 и наземной установкой 77. Последняя включает в себя танки 80 для хранения сжиженного газа и соединительные трубы 81, соединенные подводной трубой 76 с погрузочно-разгрузочной станцией 75. Подводная труба 76 обеспечивает передачу сжиженного газа между погрузочно-разгрузочной станцией 75 и наземной установкой 77 на большое расстояние, например 5 км, что позволяет судну 70 оставаться на большом расстоянии от берега во время погрузочно-разгрузочных операций.
Насосы на борту судна 70 и/или насосы, которыми оснащена наземная установка 77, и/или насосы, которыми оборудована погрузочно-разгрузочная станция 75, используются для создания давления, необходимого для перекачки сжиженного газа.
Хотя изобретение было описано в связи с множеством конкретных вариантов осуществления, очевидно, что оно никоим образом не ограничено ими, и что оно охватывает все технические эквиваленты и комбинации описанных средств, если последние подпадают под объем данного изобретения.
Использование слов «включать» или «содержать» и их производных форм не исключает наличия элементов или этапов, отличающихся от тех, которые указаны в формуле изобретения.
В формуле изобретения любой знак ссылки в круглых скобках не следует интерпретировать как ограничение формулы изобретения.

Изобретение относится к области герметичных и теплоизолирующих танков для хранения и/или транспортировки жидкости при очень низкой температуре или сжиженного газа, таких как танки для транспортировки/хранения сжиженного природного газа (СПГ) при температуре приблизительно -162°C или для транспортировки/хранения сжиженного углеводородного газа (СУГ), например, при температуре между -50°C и 0°C. Способ изготовления шахты купола блока теплоизоляции герметичного и теплоизолирующего танка заключается в прикреплении друг к другу с помощью сварки множества металлических листов (11) и включает этап (21) гибки металлических листов до цилиндрической или частично цилиндрической формы так, чтобы образовать цилиндр (14) из металлического листа. Затем заключительный этап (17) сварки встык металлических листов (11), образующих цилиндр (14) из металлического листа для получения шахты (12) купола. При этом способ включает перед этапом (21) гибки металлических листов (11) до цилиндрической или частично цилиндрической формы начальный этап (13) сварки встык плоских или псевдоплоских металлических листов (11) таким образом, чтобы соединить вместе все металлические листы (11), составляющие шахту (12) купола. 4 н. и 11 з.п. ф-лы, 6 ил.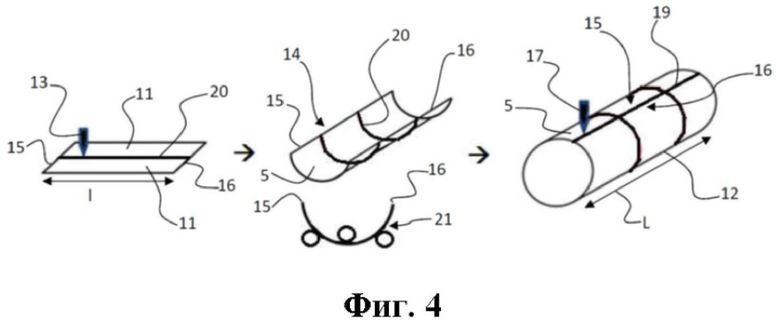
1. Способ изготовления шахты (12) купола герметичного и теплоизолирующего танка (71), при этом шахта (12) купола цилиндрической формы продолжается в продольном направлении на длину L, состоит из множества металлических листов (11), соединенных друг с другом с помощью сварки, при этом эти металлические листы (11) изготовлены из сплава на основе железа, включающего по массе
25,0% ≤ Mn ≤ 32,0%, 7,0% ≤ Cr ≤ 14,0%, 0 ≤ Ni ≤ 2,5%, 0,05% ≤ N ≤ 0,30% и 0,1 ≤ Si ≤ 0,5%, необязательно 0,010% ≤ редкоземельные металлы ≤ 0,14%;
34,5% ≤ Ni ≤ 53,5%, 0,15% ≤ Mn ≤ 1,5%, 0% ≤ Si ≤ 0,35% предпочтительно 0,1% ≤ Si ≤ 0,35% и 0 ≤ C ≤ 0,07%, необязательно 0% ≤ Co ≤ 20%, 0% ≤ Ti ≤ 0,5% и 0,01% ≤ Cr ≤ 0,5%;
при этом остальное приходится на железо и примеси, обязательно образующиеся в процессе производства;
при этом упомянутый способ включает этап (21) гибки металлических листов (11) до цилиндрической или частично цилиндрической формы так, чтобы образовывался цилиндр (14) из металлических листов, а затем заключительный этап (17) сварки металлических листов (11) встык для формирования цилиндра (14) из металлических листов, чтобы получить шахту (12) купола,
отличающийся тем, что включает перед этапом (21) гибки металлических листов (11) до цилиндрической или частично цилиндрической формы, начальный этап (13) сварки встык плоских или псевдоплоских металлических листов (11) так, чтобы соединить вместе все металлические листы (11), составляющие шахту (12) купола.
2. Способ по п. 1, в котором упомянутый начальный этап (13) сварки встык осуществляют автоматически, с помощью сварочной машины.
3. Способ по п. 1 или 2, в котором упомянутый заключительный этап (17) сварки встык осуществляют автоматически, с помощью сварочной машины.
4. Способ по любому из предшествующих пунктов, в котором каждый металлический лист (11), составляющий шахту (12) купола, имеет длину, равную L, и во время упомянутого начального этапа (13) сварки встык сварные швы (19) выполняют в продольном направлении таким образом, что в конце упомянутого начального этапа (13) сварки встык каждый металлический лист (11) образует часть окружности цилиндра (14) из металлических листов или шахты (12) купола.
5. Способ по любому из пп. 1-3, в котором каждый металлический лист (11), составляющий шахту (12) купола, имеет ширину, равную окружности цилиндра (14) из металлического листа, и, во время упомянутого начального этапа (13) сварки встык, сварные швы (20) выполняют в поперечном направлении таким образом, чтобы каждый металлический лист (11) образовывал, в конце упомянутого начального этапа (13) сварки встык, продольную секцию цилиндра (14) из металлического листа или шахты (12) купола.
6. Способ по п. 5, в котором металлические листы (11) соединены встык по всей длине их смежных боковых границ без поперечного смещения между каждым металлическим листом (11) шахты (12) купола или цилиндра (14) из металлических листов.
7. Способ по п. 5, в котором металлические листы (11) соединены встык только на часть длины их смежных боковых границ с поперечным смещением (d) каждым металлическим листом (11) шахты (12) купола или цилиндром (14) из металлических листов.
8. Способ по п. 4, включающий после заключительного этапа (17) сварки встык дополнительный этап сварки, состоящий в создании, по меньшей мере, наплавленного сегмента (18), пересекающего каждую линию сварного шва (19) в продольном направлении.
9. Способ по п. 8, в котором каждый сегмент линий (18) плавления продолжается относительно линии сварного шва (19) в продольном направлении, под углом от 70 до 110° включительно, при этом упомянутый сегмент линий (18) плавления продолжается не более чем на 10 сантиметров.
10. Способ по любому из пп. 1-7, в котором все сварные швы (19, 20) выполняют автоматически при помощи сварочной машины.
11. Способ по любому из пп. 1-7, в котором для формирования шахты (12) купола осуществляют только два этапа сварки - упомянутый начальный этап (13) сварки встык и упомянутый заключительный этап (17) сварки встык.
12. Хранилище, включающее опорную конструкцию и герметичный и теплоизолирующий танк (71), установленный во внутреннем пространстве опорной конструкции (72), при этом упомянутое хранилище включает по меньшей мере одну шахту (12) купола, в частности, для выпуска газа, содержащегося в упомянутом танке (71), при этом упомянутая шахта (12) купола состоит из множества металлических листов (11), изготовленных из сплава на основе железа, включающего по массе
25,0% ≤ Mn ≤ 32,0%, 7,0% ≤ Cr ≤ 14,0%, 0 ≤ Ni ≤ 2,5%, 0,05% ≤ N ≤ 0,30% и 0,1 ≤ Si ≤ 0,5%, необязательно 0,010% ≤ редкоземельные металлы ≤ 0,14%;
34,5% ≤ Ni ≤ 53,5%, 0,15% ≤ Mn ≤ 1,5%, 0% ≤ Si ≤ 0,35% предпочтительно 0,1% ≤ Si ≤ 0,35% и 0 ≤ C ≤ 0,07%, необязательно 0% ≤ Co ≤ 20%, 0% ≤ Ti ≤ 0,5% и 0,01% ≤ Cr ≤ 0,5%;
остальное приходится на железо и примеси, обязательно образующиеся в процессе производства;
отличающееся тем, что шахта (12) купола изготовлена непосредственно из упомянутых металлических листов (11) способом по любому из пп. 1-11, при этом все сварные швы (19, 20) между металлическими листами (11) выполнены с помощью автоматических операций, возможно, за исключением упомянутых сегментов линий (18) плавления.
13. Хранилище по п. 12 в виде судна (70) для транспортировки холодного жидкого продукта, при этом судно (70) имеет двойной корпус (72), образующий упомянутую опорную конструкцию.
14. Система перекачки холодного жидкого продукта, при этом система включает хранилище по п. 13, изолированные трубы (73, 79, 76, 81), расположенные таким образом, чтобы соединять танк (71), установленный в корпусе судна, с плавучим или наземным хранилищем (77) и с насосом для перекачивания холодного жидкого продукта по изолированным трубам от плавучего или наземного хранилища в танк судна или в обратном направлении.
15. Способ загрузки или разгрузки хранилища по п. 13, в котором холодный жидкий продукт направляют по изолированным трубам (73, 79, 76, 81) от плавучего или наземного хранилища (77) в танк (71) судна или в обратном направлении.
| Способ обработки сварных соединений стальных полос | 1984 |
|
SU1217896A1 |
| EA 201700164 A1, 30.03.2018 | |||
| US 2014027023 A1, 30.01.2014 | |||
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛИРОВАННЫЙ РЕЗЕРВУАР, СОДЕРЖАЩИЙ МЕТАЛЛИЧЕСКИЕ ПОЛОСЫ | 2014 |
|
RU2666382C2 |
| ПРОИЗВОДНОЕ 1',2',3'-ТРИМЕТОКСИБЕНЗО[4',5':4,5]-6,7-ДИГИДРОЦИКЛОГЕПТА-[2,3-e]-1H-1-МЕТИЛИНДОЛА И ЕГО ПРИМЕНЕНИЕ | 2012 |
|
RU2500670C1 |

