Изобретение относится к прокат- ному производству и может быть использовано в цехах, где производится сварка встык оплавлением стальных полос преимуществ- нно на высо- коуглеродистых и среднеуглеродистых сталей под последующую холодную прокатку.
Целью изобретения является шение производительности и качест- ва сварных: соединений путем увеличения пластичности
Изобретение ору1цествляется следующим образом
Стальные -полосы из высокоугле- родистых и /1реднеуглеродистьк сталей сваривают, шов охлаждают до 450- 600°С, затем начинают зачистку грата и одновременно с зачисткой грата ведут нагрев до температуры пот верхности сварного соединения 650- 730°,С за 2-4 с, выдерживают при этой температуре 5-10 с, затем охлаждают до 500-550°С за 10-15 с, далее на воздухе.Начало зачистки грата при температуре шва ниже увеличивает время охлаждения, а при ускоренном охлаждении, например в условияз ох- лаждения шва газовой или жидкой средой, образовываются хрупкие струк туры закалки. Последующее повьше- ние их пластичности требует длительного йремени обработки шва и снижает производительность.
Начало зачистки грата при темпе- ратуре шва более 600°С приводит к ухудшению качества сварного шва за счет образования крупнозернистой структуры. Кроме того, зачистка грата при одновременном нагреве сварного соединения с температур более приводит к образованию крупно- пластинчатого перлита в зоне шва в случае обработки сварных соединений из средиеуглеродистых и высокоугле- родистых марок стали. Такие швы имеют низкую надежность и разрушаются при дальнейшей переработке полос. По вьшение надежности сварных соединений их последующей термообработкой приводит к увеличению времени обрабоки сварного шва до 7-8 мин, что недопустимо снижает производительность
Нагрев сварного шва в процессе зачистки до температуры поверхности сварного соединения ниже увеличивает требуемую вьщержку (более
s 0 5
0
0
0
5
10 с) при зтой температуре для снятия поверхностного наклепа, а также за счет длительной вьщержки приводит к разупрочнению шва, снижая его надежность.
Нагрев шва до температуры вьш1е 730 С приводит к укрупнению зерна в зоне шва, что снижает надежность соединения.
Нагрев шва до температуры выдержки (650-730°С) за время менее 2 с требует нагревателей очень большой мош 1ости, что нецелесообразнр, так как обычно нагрев шва осуществляют в губках стыкосварочной машины путем пропускания тока от сварочного трансформатора машины. Увеличение зтого времени (более 4 с) снижает производительность.
Время вьщержки (при температуре шва 650-730 С) менее 5 с не обеспечивает снятия поверхностного наклепа от резцов при зачистке грата, а более 10 с - снижает производительность и прочность шва.
Замедленное охлаждение шва до 500-550 С за 10-15 с обеспечивает получение шва высокой надежности. Ускорение охлаждения шва (менее 10 с) приводит к снижению надежности соединения за счет повьш1енной хрупкое-, ти поверхностных слоев шва, а увеличение времени охлаждения шва (более 15 с) снижает производительность.
Замедленное охлаждение до те тера- туры ниже нецелесообразно, так как снижает производительность, , замедленное охлаждение до температуры выше 550 С не обеспечивает требуемой пластичности поверхностных слоев шва.
Пример. На стыкосварочной машине, установленной в линии непрерывного травильного агрегата листопрокатного цеха, производили обработку сварных соединений концов полос из сталей марок 45, 50 и 65Г. Размеры свариваемых полос: толщина 2,5-5,0 мм, пшрина 250-465 мм. На стыкосварочной машине производили сварку концов полос оплавлением, охлаждение шва, зачистку грата и тер- i мообработку сварного соединения. Термообработку осуществляли путем пропускания через шов злектричес- кого тока. Изменение температуры, времени нагрева и охлаждения в процессе термообработки осуществляли .путем изменения величины электричес-
кого тока и настройки реле времени Минимальное время охлаждения |(мак- симальную скорость охлаядчения шва на воздухе получали за счет прекращения подачи электрического тока через шов (время меньше 10 с).
Температуру сварного соединения определяли пирометром. При обработке сварных соединений по секундомеру определяли время обработки от начала процесса оплавления до конца замедленного охлаждения. Качество шва (его пластичность) определяли по величине угла при испытании на изгиб, а также в процессе дальнейше переработки металла фиксировали про катываемость сварных соединений полос на пятиклетьевом непрерьшном стане 630 холодной прокатки.
Нагрев сварного соединения после его охлаждения до 450-600 С начинали одновременно с зачисткой грата.
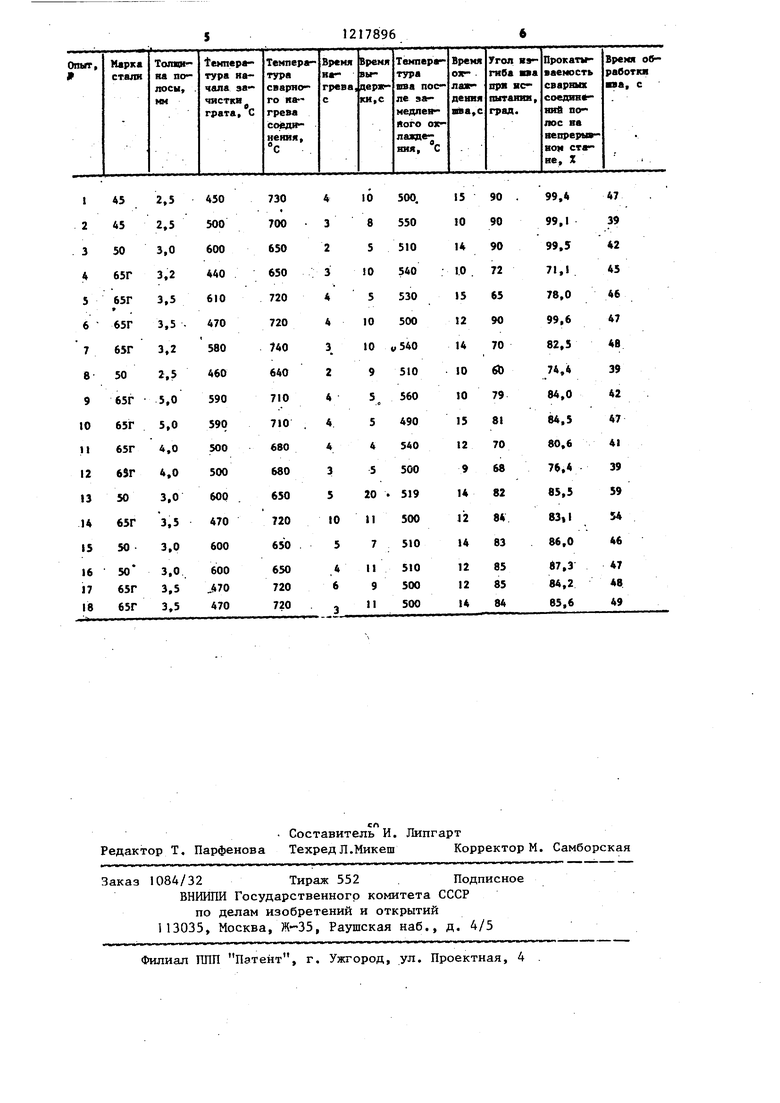
В таблице приведены режимы обработки и результаты испытаний сварных швов.
Анализ таблицы показывает, что уменьшение (менее 450 С) и увеличение (более ) температуры начла зачистки грата приводит к ухудшению качества сварного шва (опыты № 4 и 5). Снижает качество сварного шва низкая (менее 650 С) и высокая (более 730°с) температура нагрева либо недостаточная по времени (менее 5 с) выдержка при заданной Tetf пературе шва (опыты № 7, 8 и 11). Увеличение времени нагрева сварного соединения, вьщержки после нагрева снижает производительность и снижае качество сварного соединения (опыты № 13 и 14). Уменьшение времени охлазвдения после нагрева и вьщержки приводит к ухудшению качества шва (опыт № П), а увеличение этого времеии (более 15 с) нецелесообразно, так как снижает производительность без повьш1ения качества шва.
Время обработки шва по предлагаемому способу.составляет 39-47 с. Это обеспечивает среднюю производительность непрерывного травильного
5,
o
5
0
5
0
5
0
5
0
агрегата, например при обработке полос из стали марки 65Г размером 3,0 X 465 мм 31,2 т/ч. В то же время при обработке таких полос по способу-прототипу- время обработки сварного соединения I1 мин, а средняя производительность непрерывного травильного агрегата - 4,2 т/ч. При этом прокатываемость швов на стане составляет 80%, угол изгиба шва не превышает 50 . Снижение времени об- . работки сварных соединений полос из стали 65Г по известному способу до 3 мин приводит к разрушению швов
в линии непрерывного травильного агрегата и ее длительньм остановкаь.
Таким образом, экспериментально установлено (опыты № I, 2, 3 и 6), что обработка сварных соединений предлагаемым способом обеспечивает повышение производительности за счет сокращения времени обработки и повьг, шение качества сварных соединений (угол изгиба швов составляет 90 град: прокатываемость в среднем 99, 1 -
99,6%). I
Предлагаемый способ обработки
сварных соединений повышает производительность процесса и за счет этого резко возрастает производительность всего агрегата, в котором используется стыковая сварка полос. Производительность непрерывных агрегатов (например, непрерывных травильных агрегатов) во многом определяется продолжительностью обработки сварных соединений, которая резко сокращается при использовании предлагаемого способа. Кроме того, предлагаемый способ повышает по сравнению с известным качество сварных соединений. Особенно это важно при последующей холодной прокатке полос из среднеуглеродистых и высокоуглеродистых марок стали со сварными со- едине.ниями, когда от прокатываемости швов зависит производительность стана, последующих по переделам агрегатов и качество продукции. Сокращение времени обработки сварных соединений обеспечивает также экономию электроэнергии на обработку.
Составитель И. Липгарт Редактор Т, Парфенова Техред Л.Микеш Корректор М. Самборская
Заказ 1084/32 Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4 .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сварных соединений | 1984 |
|
SU1201335A1 |
| Способ изготовления полос | 1983 |
|
SU1168618A1 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| Способ получения полосы под холодную прокатку | 1989 |
|
SU1646752A1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ СТАЛЬНЫХ ПОЛОС | 2003 |
|
RU2245235C1 |
| Способ контактной стыковой сварки оплавлением полос | 1983 |
|
SU1134331A1 |
| Способ обработки сварного шва | 1978 |
|
SU734300A1 |
| СПОСОБ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РУЛОННЫХ ПОЛОС | 2005 |
|
RU2295428C1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2230638C1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ СТАЛЬНЫХ ПОЛОС | 2005 |
|
RU2293637C1 |
| Способ термической обработки сварных соединений | 1974 |
|
SU502057A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
