Изобретение основано на способе и устройстве для сборки изоляционной стеклянной панели, имеющей по меньшей мере два стеклянных листа, разнесенных между собой прокладкой TPS, а также на такой изоляционной стеклянной панели.
Документ DE 44 33 74 A1 описывает такой способ и такое устройство. Устройство содержит станцию TPS, выполненную с возможностью нанесения на стеклянный лист пастообразной нити TPS, выполненной из термопластичного материала, который впоследствии затвердевает. Термин TPS для термопластичных прокладок в изоляционных стеклянных панелях является зарегистрированным товарным знаком заявителя. Нить TPS наносится с помощью сопла, которое перемещается вдоль кромки стеклянного листа вокруг стеклянного листа, таким образом размещая нить, выходящую из сопла, на стеклянном листе так, чтобы начало и конец нити совпадали.
Кроме того, в документе EP 2 802 727 B1 раскрыты способ и устройство для сборки изоляционных стеклянных панелей из по меньшей мере двух стеклянных листов. Устройство содержит станцию вращения, имеющую два параллельных горизонтальных конвейера. Оба горизонтальных конвейера могут вращаться вокруг вертикальной оси вращения и выполнены с возможностью транспортировки стоящих стеклянных листов через станцию вращения и вращения стоящих на них стеклянных листов. Ниже по потоку от станции вращения расположена станция прессования, которая также имеет два параллельных горизонтальных конвейера. Эти два конвейера выполнены с возможностью транспортировки стоящих стеклянных листов через станцию прессования. Станция прессования выполнена с возможностью соединения вместе двух стеклянных листов для формирования изоляционной стеклянной панели. Выше по потоку от станции вращения расположена станция визуального осмотра и размещения рамы, в которой на втором стеклянном листе размещают прокладку в форме рамы.
Также известно как таковое использование реактивно сшивающего материала TPS для нити TPS. Такая система описана, например, в US 2009/0291238 A1. Отвержденный материал TPS может служить встроенным торцевым уплотнением изоляционной стеклянной панели, которое одновременно обеспечивает все необходимые функции, в частности, герметизацию и приклеивание прокладки с исключением прохождения водяного пара и газа. Кроме того, также может быть включен влагопоглотитель. Также известно само по себе использование грунтовки в качестве усилителя адгезии для обеспечения жесткого соединения между нитью TPS и поверхностью соответствующего стеклянного листа. Это описано, например, в EP 2 963 226 A1, в котором на край стеклянного листа в качестве грунтовки наносят силан.
Задачей изобретения является создание улучшенного способа и улучшенного устройства для сборки изоляционной стеклянной панели, а также улучшенной изоляционной стеклянной панели.
Эта задача достигается устройством для сборки изоляционной стеклянной панели, содержащей по меньшей мере два стеклянных листа, разнесенных между собой прокладкой TPS, содержащим:
- станцию TPS, выполненную с возможностью нанесения пастообразной нити TPS, которая впоследствии затвердевает, на стоящий стеклянный лист вдоль его кромки, причем станция TPS имеет горизонтальный конвейер, выполненный с возможностью транспортировки стоящих стеклянных листов через станцию TPS;
- станцию вращения, расположенную ниже по потоку от станции TPS, причем станция вращения имеет по меньшей мере один горизонтальный конвейер, выполненный с возможностью вращения вокруг вертикальной оси вращения, причем горизонтальный конвейер выполнен с возможностью транспортировки стоящих стеклянных листов через станцию вращения и вращения стоящих на нем стеклянных листов;
- станцию прессования, расположенную ниже по потоку от станции вращения, причем станция вращения выполнена с возможностью соединения двух стеклянных листов, каждый из которых снабжен нитью TPS для формирования изоляционной стеклянной панели, причем станция прессования имеет два горизонтальных конвейера, проходящих параллельно друг другу, каждый из которых выполнен с возможностью транспортировки стоящих стеклянных листов; и
- контроллер, выполненный с возможностью направления двух стеклянных листов, которые подаются на станцию вращения один за другим и каждый из которых снабжен нитью TPS, в станцию прессования путем вращения одного из стеклянных листов, и соединения их в указанной станции прессования для формирования изоляционной стеклянной панели.
Устройство согласно изобретению для сборки изоляционной стеклянной панели с по меньшей мере двумя стеклянными панелями, которые разнесены прокладкой TPS, содержит станцию TPS, станцию вращения, расположенную ниже по потоку от станции TPS, станцию прессования, расположенную ниже по потоку от станции вращения, и контроллер, в частности компьютерный контроллер. Устройство может содержать грунтовочную станцию, расположенную выше по потоку от станции TPS. Грунтовочная станция выполнена с возможностью нанесения грунтовки на стоящую стеклянную панель вдоль ее кромки полосообразно. Грунтовочная станция имеет горизонтальный конвейер, выполненный с возможностью транспортировки стоящих стеклянных листов через грунтовочную станцию. Для нанесения грунтовки грунтовочная станция может содержать сопло, которое может перемещаться вертикально вдоль кромки стеклянного листа, для нанесения грунтовки на стоящий стеклянный лист, во взаимодействии со стеклянным листом, перемещаемым горизонтально горизонтальным конвейером. Под "стоящим стеклянным листом" подразумевается стеклянный лист, стоящий на одной из его кромок. Стоящий стеклянный лист может быть наклонен на несколько градусов от вертикали и может поддерживаться на опорных средствах, таких как слегка наклоненная опорная стенка или опорные ролики устройства, чтобы он случайно не упал. В случае настоящего изобретения стеклянные листы всегда находятся в стоящем положении, что означает, что все этапы способа, включая транспортировку между отдельными станциями, выполняются в стоящем положении. Станция TPS выполнена с возможностью нанесения пастообразной нити TPS, которая впоследствии затвердевает, на стоящий стеклянный лист вдоль его кромки. Подходящим материалом для нити TPS является термопластичный материал, который затвердевает просто путем охлаждения, или реакционно сшивающий материал, в котором химическая реакция вызывает затвердевание. Станция TPS имеет горизонтальный конвейер, выполненный с возможностью транспортировки стоящих стеклянных листов через соответствующую станцию. Для нанесения нити TPS станция TPS может содержать сопло, которое может перемещаться вертикально вдоль кромки стеклянного листа, чтобы разместить нить TPS, которая выходит из сопла, на стоящем стеклянном листе в виде рамки, во взаимодействии со стеклянным листом, перемещенным горизонтально горизонтальным конвейером. Известным самим по себе образом станция вращения содержит по меньшей мере один горизонтальный конвейер, выполненный с возможностью транспортировки стоящих стеклянных листов через станцию вращения. Горизонтальный конвейер станции вращения выполнен с возможностью вращения стоящих на нем стеклянных листов и может для этой цели вращаться вокруг вертикальной оси вращения. Станция прессования содержит два проходящих параллельно горизонтальных конвейера, каждый из которых выполнен с возможностью транспортировки стоящих стеклянных листов. Один из них выполнен с возможностью транспортировки изоляционной стеклянной панели из станции прессования. Он также может быть выполнен с возможностью транспортировки стеклянных листов через станцию прессования. Станция прессования выполнена с возможностью соединения двух стеклянных листов, каждый из которых снабжен нитью TPS, для формирования изоляционной стеклянной панели. При необходимости оба стеклянных листа могут быть снабжены полосой грунтовки и нанесенной на нее нитью TPS. Станция прессования может быть выполнена так, как это известно из EP 2 802 727 B1. Горизонтальные конвейеры станций могут быть расположены один за другим по прямой линии, так что стоящие стеклянные листы, расположенные по отдельности один за другим, могут транспортироваться без какого-либо изменения направления через сборочное устройство, образующее производственную линию. Все опорные средства устройств, поддерживающие стоящий стеклянный лист, могут быть расположены в плоскости для этой цели. Горизонтальный конвейер станции вращения смещен относительно вертикальной оси вращения на половину расстояния между двумя параллельными горизонтальными конвейерами станции прессования, так что горизонтальный конвейер станции вращения, совмещенный с одним горизонтальным конвейером станции прессования, совмещается со вторым горизонтальным конвейером станции прессования после поворота на 180°. Контроллер выполнен с возможностью направления двух стеклянных листов, каждый из которых снабжен нитью TPS и подается на станцию вращения один за другим, в станцию прессования путем вращения одного из стеклянных листов и соединения их в указанной станции прессования для формирования изоляционной стеклянной панели.
Задача изобретения также достигается первым способом сборки изоляционной стеклянной панели, содержащим следующие этапы:
- транспортируют в станцию TPS первый стеклянный лист, стоящий на одной из его кромок;
- в станции TPS наносят пастообразную нить TPS, которая впоследствии затвердевает, на стоящий первый стеклянный лист вдоль его кромки;
- после нанесения нити TPS транспортируют стоящий первый стеклянный лист из станции TPS в станцию вращения;
- транспортируют в станцию TPS второй стеклянный лист, стоящий на одной из его кромок;
- в станции TPS наносят пастообразную нить TPS, которая впоследствии затвердевает, на стоящий второй стеклянный лист вдоль его кромки;
- в станции вращения вращают стоящий первый стеклянный лист вокруг вертикальной оси вращения;
- после вращения стоящий первый стеклянный лист транспортируют из станции вращения в станцию прессования;
- после нанесения нити TPS транспортируют стоящий второй стеклянный лист из станции TPS через станцию вращения в станцию прессования так, что оба стеклянных листа стоят напротив друг друга на расстоянии, а их нити TPS обращены друг к другу;
- в станции прессования соединяют два стеклянных листа вместе для формирования изоляционной стеклянной панели путем уменьшения расстояния между двумя стеклянными листами до тех пор, пока две нити TPS не будут упираться друг в друга, а два стеклянных листа иметь заданное расстояние друг от друга;
- после операции соединения транспортируют изоляционную стеклянную панель из станции прессования.
В первом способе согласно изобретению транспортируют в станцию TPS первый стоящий стеклянный лист. Если предусмотрена грунтовочная станция, первый стоящий стеклянный лист сначала транспортируют в нее, и на этот стеклянный лист может быть нанесена грунтовка полосообразно вдоль его края. После нанесения полосы грунтовки транспортируют первый стеклянный лист из грунтовочной станции в станцию TPS с помощью горизонтальных конвейеров грунтовочной станции и станции TPS. В станции TPS на первый стеклянный лист наносят пастообразную нить TPS, которая впоследствии затвердевает. Затем транспортируют первый стеклянный лист из станции TPS в станцию вращения. Это осуществляется горизонтальным конвейером станции TPS и горизонтальным конвейером станции вращения, причем последний расположен в совмещении с первым. Затем транспортируют второй стеклянный лист в грунтовочную станцию, последовательно или внахлест с транспортировкой первого стеклянного листа из грунтовочной станции. В грунтовочной станции на второй стеклянный лист может быть нанесена полоса грунтовки. Первый стеклянный лист вращают в станции вращения вокруг вертикальной оси вращения. После вращения первый стеклянный лист транспортируют из станции вращения в станцию прессования. Первый стеклянный лист может быть перемещен из станции вращения в станцию прессования без остановки. Однако первый стеклянный лист также может быть остановлен на определенное время в буферной станции, расположенной, при необходимости, между станцией вращения и станцией прессования. После нанесения полосы грунтовки на второй стеклянный лист он транспортируется из грунтовочной станции в станцию TPS. В станции TPS на второй стеклянный лист наносят пастообразную нить TPS, которая впоследствии затвердевает. Второй стеклянный лист транспортируют из станции TPS через станцию вращения в станцию прессования без вращения, так что оба стеклянных листа стоят напротив друг друга на расстоянии, а их нити TPS обращены друг к другу. Второй стеклянный лист может быть транспортирован через станцию вращения без остановки, или может быть остановлен на горизонтальном конвейере в станции вращения в течение определенного периода времени. Таким образом, два стеклянных листа попарно стоят друг напротив друга на станции прессования на двух горизонтальных конвейерах станции прессования. Два стеклянных листа могут стоять в V-образной форме относительно друг друга и могут быть слегка наклонены в противоположных направлениях относительно вертикали. В станции прессования пространство между двумя стеклянными листами может быть заполнено, известным самим по себе образом, газом, отличным от воздуха, для улучшения изоляционного эффекта изоляционной стеклянной панели. Затем два стеклянных листа соединяют в станции прессования для формирования изоляционной стеклянной панели путем уменьшения расстояния между двумя стеклянными листами до образования нитью TPS прокладки между двумя стеклянными листами и удерживания ей двух стеклянных листов на заданном расстоянии друг от друга. Прокладка образована двумя нитями TPS, а расстояние между двумя стеклянными листами уменьшается до тех пор, пока две нити TPS не будут лежать друг на друге, а два стеклянных листа иметь заданное расстояние друг от друга. После операции соединения изоляционную стеклянную панель транспортируют из станции прессования.
Задача изобретения также достигается альтернативным способом сборки изоляционной стеклянной панели, содержащим следующие этапы:
- транспортируют в станцию TPS первый стеклянный лист, стоящий на одной из его кромок;
- в станции TPS наносят пастообразную нить TPS, которая впоследствии затвердевает, на стоящий первый стеклянный лист вдоль его кромки;
- после нанесения нити TPS транспортируют стоящий первый стеклянный лист из станции TPS через станцию вращения в станцию прессования;
- транспортируют в станцию TPS второй стеклянный лист, стоящий на одной из его кромок;
- в станции TPS наносят пастообразную нить TPS, которая впоследствии затвердевает, на стоящий второй стеклянный лист вдоль его кромки;
- после нанесения нити TPS транспортируют стоящий второй стеклянный лист из станции TPS в станцию вращения;
- в станции вращения вращают стоящий второй стеклянный лист вокруг вертикальной оси вращения;
- после вращения транспортируют стоящий второй стеклянный лист из станции вращения в станцию прессования так, что оба стеклянных листа стоят напротив друг друга на расстоянии, а их нити TPS обращены друг к другу;
- в станции прессования соединяют два стеклянных листа вместе для формирования изоляционной стеклянной панели путем уменьшения расстояния между двумя стеклянными листами до тех пор, пока две нити TPS не будут упираться друг в друга, а два стеклянных листа иметь заданное расстояние друг от друга;
- после операции соединения транспортируют изоляционную стеклянную панель из станции прессования.
В альтернативном способе согласно изобретению нить TPS наносят на каждый из стеклянных листов таким же образом, как и в способе, описанном выше. В качестве альтернативы первому способу, описанному выше, первый стеклянный лист транспортируют из станции TPS через станцию вращения в станцию прессования без вращения. Затем второй стеклянный лист транспортируют из станции TPS в станцию вращения и вращают в ней вокруг вертикальной оси вращения. После вращения второй стеклянный лист транспортируют из станции вращения в станцию прессования, так что оба стеклянных листа стоят напротив друг друга на расстоянии, а их нити TPS или полосы грунтовки обращены друг к другу. Затем два стеклянных листа соединяют друг с другом в станции прессования описанным выше образом с образованием изоляционной стеклянной панели.
Кроме того, задача изобретения достигается посредством изоляционной стеклянной панели, содержащей по меньшей мере два стеклянных листа и промежуточную прокладку, которая благодаря своей высоте удерживает два стеклянных листа на заданном расстоянии друг от друга, отличающейся тем, что прокладка образована путем помещения двух пастообразных нитей TPS, которые впоследствии затвердевают, поверх друг друга, причем совокупная высота их обоих составляет высоту прокладки.
Изоляционная стеклянная панель согласно изобретению содержит по меньшей мере два стеклянных листа и расположенную между ними прокладку. Прокладка удерживает два стеклянных листа на заданном расстоянии из-за своей высоты. Прокладка может быть образована размещением вместе двух нитей TPS, совокупная высота которых составляет высоту прокладки, причем каждая из нитей может быть жестко соединена с соответствующим стеклянным листом с помощью нанесенной на его поверхность полосы грунтовки. Изоляционная стеклянная панель может также содержать три стеклянных листа, которые удерживаются двумя прокладками.
Изобретение имеет существенные преимущества:
- При использовании подходящей грунтовки адгезия между материалом нити TPS и поверхностью стекла может быть значительно улучшена, а герметизирующие свойства, в частности, в отношении нежелательного газообмена и нежелательного проникновения водяного пара, могут быть значительно улучшены.
- В противном случае обычный этап нанесения герметизирующего соединения на основе полисульфида (например, тиокола), полиуретана или силикона после транспортировки изоляционной стеклянной панели из станции прессования, как описано, например, в DE 10 2007 051 610 A1, может быть опущен при использовании реакционно сшивающего материала TPS. Это означает, что сборочному устройству больше не требуется станция герметизации, что упрощает его конструкцию и значительно упрощает производство изоляционных стеклянных панелей.
- Благодаря комбинации грунтовочной станции и станции TPS со станцией вращения и станцией прессования, имеющей два параллельных горизонтальных конвейера, грунтовка может быть нанесена непосредственно на стеклянный лист, а именно на первый стеклянный лист, а также на второй стеклянный лист перед нанесением нити TPS. Таким образом, полоса грунтовки может быть нанесена непосредственно на поверхность стеклянного листа. Это является существенным преимуществом, так как повышает эффективность грунтовки. В то же время предотвращается контакт между нанесенной грунтовкой и опорными средствами для поддержки стоящего стеклянного листа, поскольку грунтовка всегда наносится на поверхность стеклянного листа, обращенную от опорных средств. Затем нить TPS наносится на полосу грунтовки. Ширина полосы грунтовки может соответствовать ширине нити TPS или быть слегка шире.
- Загрязнение устройства во время работы значительно снижается.
- При сборке изоляционной стеклянной панели в устройстве согласно изобретению поверхности стеклянных листов, позднее располагаемых внутри изоляционной стеклянной панели, не контактируют с опорными средствами для поддержки стоящих стеклянных листов. Это особенно важно, если эти поверхности имеют чувствительные покрытия.
- Может быть достигнуто особенно эффективное и экономичное по времени производство изоляционных стеклянных панелей.
Если, согласно изобретению, прокладка образована путем размещения двух нитей TPS вместе, совокупная высота которых составляет высоту прокладки, то особенно легко можно получить изоляционные стеклянные панели, в которых стеклянные листы имеют относительно большое расстояние друг от друга. При нанесении пастообразной и впоследствии отверждающейся нити TPS на стоящий стеклянный лист вдоль его кромки может случиться так, что все еще мягкая нить TPS прогибается и/или наклоняется из-за действия на нее силы тяжести, если ее высота, измеренная перпендикулярно стеклянному листу, является относительно большой. Таким образом, высота прокладок, образованных нитью TPS при нанесении на стоящие стеклянные листы, до сих пор была ограничена. Согласно изобретению, общая высота, необходимая для прокладки, может быть разделена на две нити TPS. Это предотвращает нежелательное провисание или наклон соответствующей нити TPS на стоящем стеклянном листе. Этот вариант осуществления изобретения позволяет получить изоляционные стеклянные панели и прокладки TPS очень хорошего качества, даже если расстояние между двумя стеклянными листами составляет более 15 мм, в частности, от 16 мм до 32 мм. Кроме того, этот вариант осуществления изобретения очень хорошо подходит для изоляционных стеклянных панелей, в которых между двумя стеклянными листами расположен горбылек. Рама горбылька может удерживаться обеими нитями TPS прокладки так, что она находится на расстоянии от обоих стеклянных листов и, таким образом, не касается непосредственно ни одного из стеклянных листов. Это особенно предпочтительно, если на внутренней стороне стеклянного листа присутствует покрытие.
Изоляционные стеклянные панели с прокладками TPS и вставленной рамой горбылька известны из DE 295 14 622 U1. В известном способе нить TPS сначала наносили на один из стеклянных листов на высоте, необходимой для прокладки. Затем в прокладку в форме рамы вставляли раму горбылька, причем раму горбылька крепили с помощью дополнительных торцевых элементов, которые приклеивали к одному из стеклянных листов. Вставление рамы горбылька в прокладку TPS в форме рамы подвержено ошибкам, так как материал нити TPS все еще мягкий и деформируемый в это время. Кроме того, DE 10 2004 043 581 A1 раскрывает горбыльки для установки в изоляционную стеклянную панель, в которой предусмотрены концевые детали горбылька, имеющие средства для крепления к прокладке. Тем не менее, прокладка TPS все еще может очень легко деформироваться или повредиться при установке горбылька или рамы горбылька.
В одном из вариантов осуществления изобретения станция горбылька может быть расположена между станцией TPS и станцией вращения. Станция горбылька выполнена с возможностью размещения рамы горбылька на нити TPS, проходящей вдоль кромки стеклянного листа. Станция горбылька имеет горизонтальный конвейер, выполненный с возможностью транспортировки стоящих стеклянных листов через станцию горбылька. Перед соединением двух стеклянных листов вместе рама горбылька может быть размещена на нити TPS одного из стеклянных листов, в частности, на втором стеклянном листе. Рама горбылька может быть размещена, в частности, на стеклянном листе, который транспортируется по прямой линии через станцию вращения. На концах множества горбыльков рамы горбылька могут быть размещены удерживающие элементы, с помощью которых рама горбылька может быть размещена на поверхности еще мягкого материала нити TPS, причем указанная поверхность параллельна стеклянному листу. Затем рама горбылька слегка прижимается. Небольшой прижим является достаточным, поскольку части удерживающих элементов, которые все еще выступают за поверхность нити TPS, при соединении с другим стеклянным листом также слегка вдавливаются в поверхность нити TPS, присутствующую на другом стеклянном листе, причем указанная поверхность параллельна стеклянному листу. Затем каждый из удерживающих элементов рамы горбылька встраивается наполовину в одну из двух нитей TPS. Если обе нити TPS имеют одинаковую высоту, рама горбылька точно центрируется между стеклянными листами. Контакт рамы горбылька с внутренней стороной стеклянных листов можно надежно предотвратить. Рама горбылька может быть расположена очень точно, без риска того, что все еще мягкая нить TPS будет деформирована или повреждена нежелательным образом. Это может улучшить качество производимых изоляционных стеклянных панелей и снизить долю лома.
В дополнительном варианте осуществления изобретения может быть предусмотрено, что станция вращения имеет два горизонтальных конвейера, параллельных друг другу. Эта конструкция позволяет дополнительно оптимизировать время цикла при производстве изоляционной стеклянной панели. Первый стеклянный лист может транспортироваться на первом горизонтальном конвейере станции вращения. Затем станция вращения может быть повернута на 180°. Затем второй стеклянный лист может транспортироваться на второй горизонтальный конвейер станции вращения. В этот момент два стеклянных листа уже стоят напротив друг друга на расстоянии в станции вращения, при этом их нити TPS обращены друг к другу. Таким образом, станция вращения служит временным хранилищем для двух стеклянных листов. Станция вращения уже может быть заполнена, если станция прессования все еще занята соединением другой изоляционной стеклянной панели. Между станцией вращения и станцией прессования также может быть расположена буферная станция, которая имеет два горизонтальных конвейера и выполнена с возможностью временного хранения двух стеклянных листов, стоящих на горизонтальных конвейерах обращенными друг к другу V-образно. Соединение двух стеклянных листов в станции прессования часто занимает больше времени, чем время обработки в станции TPS и станции вращения, в частности, когда в станции прессования также осуществляется заполнение газом. Если станция прессования затем свободна, два стеклянных листа, уже имеющиеся в станции вращения или буферной станции, могут транспортироваться из станции вращения или буферной станции в станцию прессования одновременно и параллельно друг другу. Таким образом, устройство для сборки может использоваться очень эффективно.
Дополнительные преимущества и отличительные признаки изобретения можно найти в нижеследующем описании некоторых иллюстративных вариантов осуществления изобретения в связи с чертежами. Показаны:
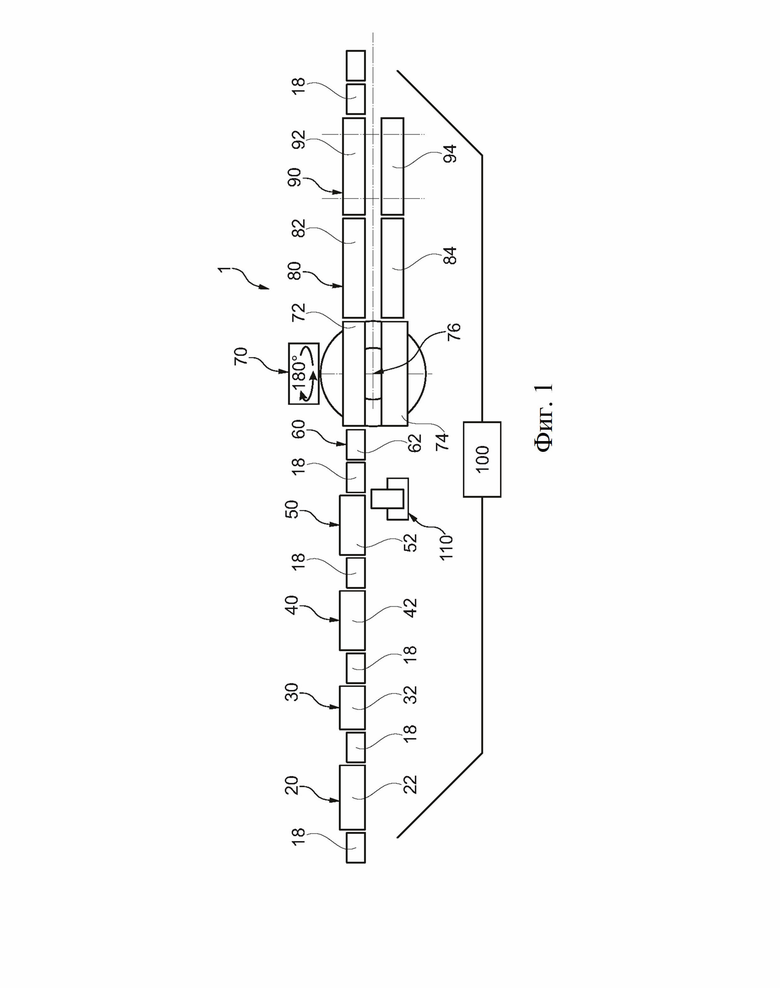
На фиг.1 схематическая конструкция устройства согласно изобретению для сборки изоляционной стеклянной панели,
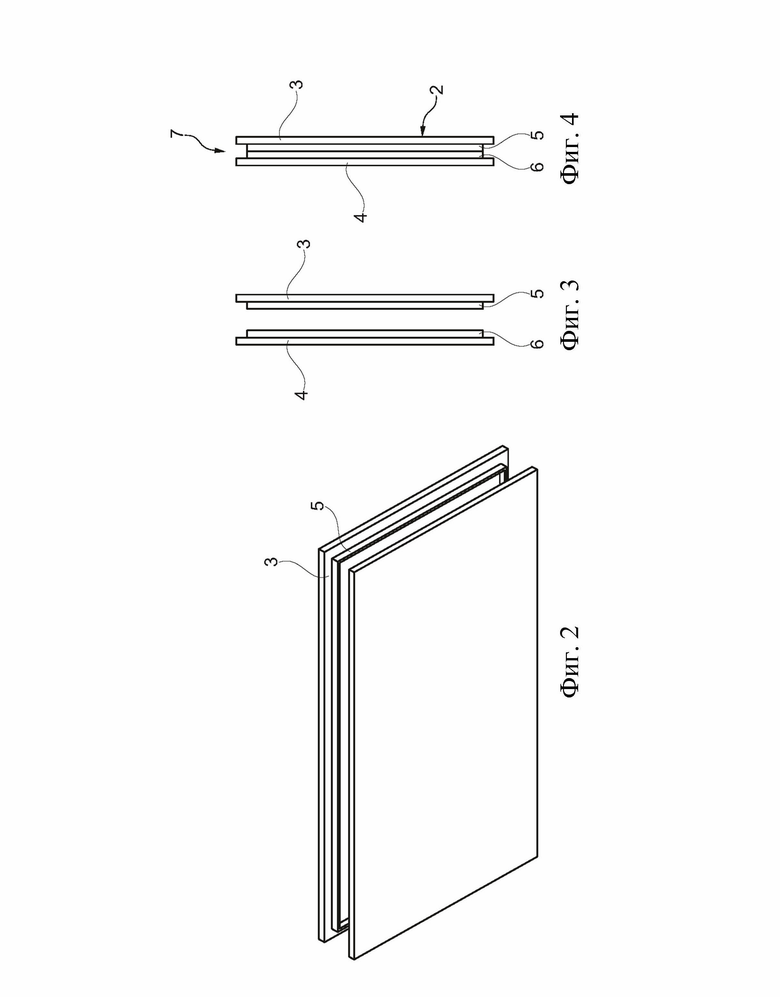
На фиг.2 схематический косой вид торцевой области первого стеклянного листа,
На фиг.3 вид сбоку, аналогичный фиг.2,
На фиг.4 хематический вид сбоку торцевой области полностью собранной изоляционной стеклянной панели согласно настоящему изобретению,
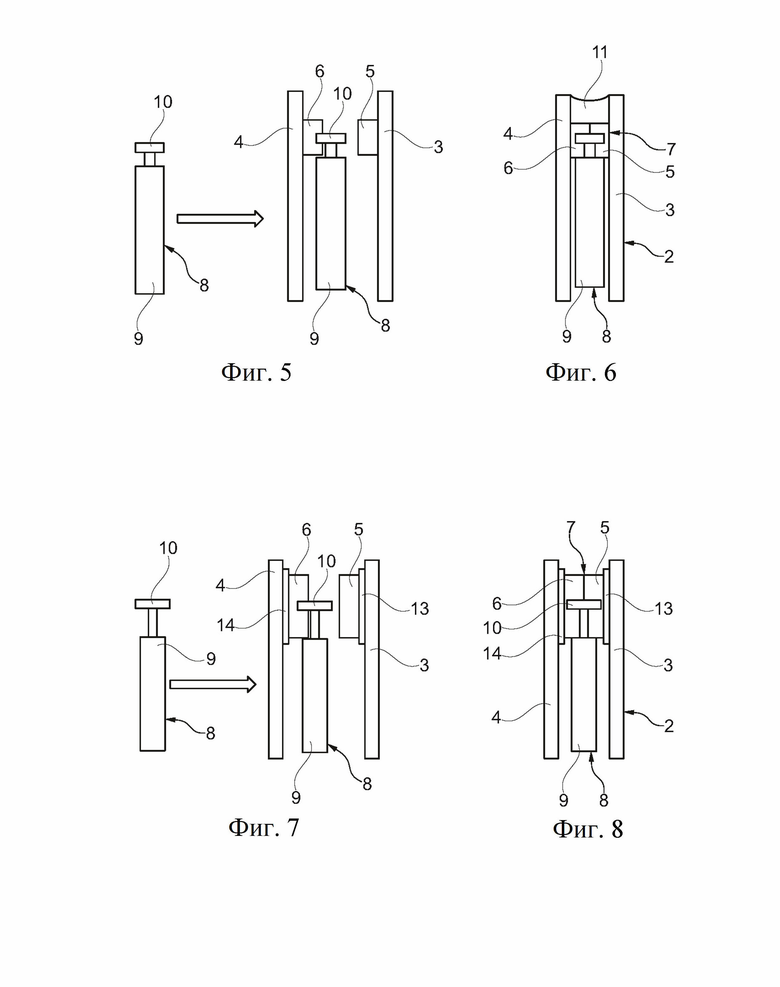
На фиг.5 схематический вид сбоку торцевой области варианта изоляционной стеклянной панели согласно изобретению во время введения рамы горбылька,
На фиг.6 схематический вид сбоку торцевой области собранной изоляционной стеклянной панели с фиг.5,
На фиг.7 и 8 виды варианта согласно изобретению, аналогичные фиг.5 и 6.
На фиг.1 схематически показано устройство 1, которое часто также обозначается как производственная линия, для сборки изоляционной стеклянной панели 2, которая показана на фиг.2-8. Изоляционная стеклянная панель 2 содержит два стеклянных листа 3 и 4. На первый стеклянный лист 3 в варианте с фиг. 7 и 8 наносят грунтовку в виде полосы 13 грунтовки вдоль кромки стеклянного листа 3. Аналогичным образом, грунтовку 14 наносят полосообразно вдоль кромки стеклянного листа 4. Затем вдоль его кромки наносят пастообразную нить 5, 6 TPS, которая впоследствии затвердевает. Когда стеклянные листы 3 и 4 соединены вместе, нить 5 TPS размещена на полосе 13 грунтовки и образует вместе с нитью 6 TPS прокладку 7 между двумя стеклянными листами 3 и 4, которая благодаря своей высоте удерживает два стеклянных листа 3 и 4 на заданном расстоянии друг от друга. Высота нити 5, 6 TPS по существу составляет высоту прокладки 7, поскольку полосы 13 и 14 грунтовки не показаны в масштабе на фиг.7 и 8 для ясности. Используется реактивно сшивающий материал TPS, который вместе с грунтовкой 13, 14 обеспечивает жесткое соединение с поверхностями стеклянных листов 3 и 4, так что не требуется дополнительной торцевой герметизации.
В варианте изоляционной стеклянной панели 2 согласно изобретению, см. фиг.5-8, перед соединением двух стеклянных листов 3 и 4 вместе, на нить 6 TPS второго стеклянного листа 4 помещают раму 8 горбылька. Рама 8 горбылька содержит по меньшей мере один горбылек 9, который имеет удерживающий элемент 10 на обоих концах, причем показан только один конец горбылька 9. Удерживающий элемент 10 имеет Т-образную форму, если смотреть сбоку, и, например, имеет круглую форму, если смотреть сверху. При установке рамы 8 горбылька удерживающий элемент 10 вдавливается в поверхность еще мягкого материала нити 6 TPS. В этом варианте пастообразную нить 5 TPS, которая впоследствии затвердевает, также наносят на первый стеклянный лист 3 или на полосу 13 грунтовки первого стеклянного листа 3 вдоль ее кромки. Высота нитей 5 и 6 TPS немного выше во время нанесения, чем в готовой изоляционной стеклянной панели 2, поскольку нити 5 и 6 TPS слегка сжимаются при соединении стеклянных листов 3 и 4, что незначительно снижает их высоту. В готовой изоляционной стеклянной панели 2 каждая из нитей 5 и 6 TPS может быть половиной высоты прокладки 7. Например, для изоляционной стеклянной панели 2 с межлистовым зазором 16 мм, две нити 5 и 6 TPS могут быть нанесены на высоту 8,7 мм. При нанесении нитей 5 и 6 TPS исключается любое провисание или наклон по отношению к стоящему стеклянному листу 3, 4 из-за их уменьшенной высоты. Затем, в процессе соединения, удерживающий элемент 10 также вдавливают в еще мягкий материал нити 5 TPS первого стеклянного листа 3. Затем рама 8 горбылька устанавливается точно по центру между стеклянными листами 3 и 4 в готовой изоляционной стеклянной панели 2, см. фиг.6 и 8, и удерживается двумя нитями 5 и 6 TPS. Таким образом, рама 8 горбылька расположена на расстоянии от обоих стеклянных листов 3 и 4 и не касается ни одного из них. Это может предотвратить повреждение рамы 8 горбылька любым покрытием, которое может быть нанесено на внутреннюю сторону стеклянного листа 3, 4.
Устройство 1 согласно изобретению содержит множество станций для выполнения различных этапов во время сборки изоляционной стеклянной панели 2, при этом дополнительные горизонтальные конвейеры 18 могут быть расположены между отдельными станциями по мере необходимости. Устройство 1 содержит моечную станцию 20, станцию 30 визуального осмотра, грунтовочную станцию 40, станцию 50 TPS, станцию 60 остекления, станцию 70 вращения, буферную станцию 80 и станцию 90 прессования. В частности, при необходимости станция 60 горбылька может быть опущена. Моечная станция 20 содержит горизонтальный конвейер 22, станция 30 визуального осмотра содержит горизонтальный конвейер 32, грунтовочная станция 40 содержит горизонтальный конвейер 42, станция 50 TPS содержит горизонтальный конвейер 52, а станция 60 горбылька содержит горизонтальный конвейер 62. Горизонтальные конвейеры 18, 22, 32, 42, 52 и 62 расположены в линию и выполнены с возможностью транспортировки стоящих стеклянных листов через отдельные станции. Для этой цели их можно приводить в движение отдельно. Устройство 1 содержит, известным и не проиллюстрированным образом, опорные средства для поддержки стеклянных листов, стоящих на его горизонтальных конвейерах под небольшим наклоном к вертикали. Станция 70 вращения имеет два горизонтальных конвейера 72 и 74, каждый из которых может вращаться вокруг вертикальной оси 76 вращения. Буферная станция 80 также имеет два параллельных горизонтальных конвейера 82 и 84. Станция 90 прессования выполнена с возможностью, как известно само по себе, соединения двух стеклянных листов 3, 4 для формирования изоляционной стеклянной панели 2 и имеет два горизонтальных конвейера 92 и 94, проходящих параллельно. Устройство 1 также содержит контроллер 100, выполненный с возможностью управления компонентами устройства 1 способом, более подробно описанным ниже. Контроллер 100 выполнен с возможностью направления двух стеклянных листов 3, 4, которые подаются на станцию 70 вращения один за другим и каждый из которых снабжен нитью 5, 6 TPS, в станцию 90 прессования путем вращения одного из стеклянных листов, и соединения их в указанной станции прессования для формирования изоляционной стеклянной панели 2. Устройство 1 может содержать сканер 110 для контроля качества наносимых нитей TPS, который может быть расположен, например, между станцией 50 TPS и станцией 60 горбылька. Функционирование и структура каждой из отдельных станций уже известны, в частности, из уровня техники, упомянутого выше, так что описание деталей не является необходимым.
Два горизонтальных конвейера 72 и 74 станции 70 вращения расположены на том же расстоянии друг от друга, что и горизонтальные конвейеры 92 и 94 станции 90 прессования и горизонтальные конвейеры 82 и 84 буферной станции 80. Ось 76 вращения расположена по центру между двумя горизонтальными конвейерами 72 и 74, так что после поворота на 180° горизонтальный конвейер 72 выровнен с горизонтальным конвейером 94, а горизонтальный конвейер 74 выровнен с горизонтальным конвейером 92. Это обеспечивает плавную транспортировку стеклянных листов 3, 4 от станции 70 вращения в станцию 90 прессования.
В способе сборки изоляционной стеклянной панели 2 устройство 1 управляется контроллером 100 таким образом, что первый стеклянный лист 3, который стоит одной из его кромок на горизонтальном конвейере 18, транспортируют в моечную станцию 20 с помощью горизонтальных конвейеров 18, 22. В моечной станции 20 стеклянный лист 3 очищают, особенно на его поверхности, которая впоследствии образует внутреннюю сторону изоляционной стеклянной панели 2. Затем стеклянный лист 3 транспортируют в станцию визуального осмотра 30 горизонтальными конвейерами 22, 18 и 32. Стеклянный лист 3 может быть проверен здесь для обнаружения любых дефектов. Затем изоляционную стеклянную панель 3 транспортируют в грунтовочную станцию 40 горизонтальными конвейерами 32, 18 и 42. В грунтовочной станции 40, если применимо, вдоль кромки стеклянного листа 3 на его поверхность полосообразно наносят грунтовку 13, которая впоследствии образует внутреннюю сторону изоляционной стеклянной панели 2. Затем стеклянный лист 3 транспортируют к станции 50 TPS с помощью горизонтальных конвейеров 42, 18 и 52. В данном случае на стеклянный лист 3 наносят пастообразный материал TPS, который впоследствии затвердевает, в виде нити 5. Затем стеклянный лист 3 транспортируют в станцию 60 горбылька с помощью горизонтальных конвейеров 52, 18 и 62. Когда стеклянный лист 3 транспортируют из станции 50 TPS, он может быть сканирован сканером 110 и проверен на наличие дефектов. При обнаружении дефекта изоляционная стеклянная панель 2, содержащая стеклянный лист 3, может быть проверена позже. Стеклянный лист 3 транспортируют через станцию 60 горбылька с помощью горизонтального конвейера 62 без установки на нем рамы 8 горбылька. Стеклянный лист 3 транспортируют в станцию 70 вращения горизонтальным конвейером 72. Затем горизонтальные конвейеры 72 и 74 станции вращения и стеклянный лист 3, который стоит на горизонтальном конвейере 72, поворачивают на 180°. Затем горизонтальный конвейер 72 выравнивают с горизонтальным конвейером 84, а горизонтальный конвейер 74 выравнивают с горизонтальными конвейерами 62 и 82. Стеклянный лист 3 первоначально остается на горизонтальном конвейере 72, но также может быть транспортирован вперед непосредственно в буферную станцию 80 или станцию 90 прессования.
Временное перекрываясь с предшествующей обработкой первого стеклянного листа 3, второй стеклянный лист 4 подают на моечную станцию 20 с помощью горизонтальных конвейеров 18 и 22, как только первый стеклянный лист 3 покидает моечную станцию 20. Для достижения как можно более короткого времени цикла второй стеклянный лист 4 следует как можно ближе за первым стеклянным листом 3. Третий стеклянный лист может следовать за вторым стеклянным листом 4, если изоляционная стеклянная панель состоит из трех стеклянных листов. В противном случае последуют стеклянные листы для следующих изоляционных стеклянных панелей. Второй стеклянный лист 4 транспортируют описанным выше способом на станцию 60 горбылька и обрабатывают соответственно на станциях 20, 30, 40 и 50. В частности, в станции 50 TPS наносят нить 6 TPS. Если изоляционная стеклянная панель 2 должна иметь раму 8 горбылька, ее помещают на второй стеклянный лист 4, стоящий в станции 60 горбылька, и вдавливают коротким путем в поверхность еще мягкого материала нити 6 TPS, см. фиг.5 и 7. Второй стеклянный лист 4 затем транспортируют в станцию 70 вращения с горизонтальными конвейерами 62 и 74, так что два стеклянных листа 3 и 4 стоят напротив друг друга в V-образной форме на расстоянии, а их нити 5, 6 или полосы 13 и 14 грунтовки обращены друг к другу. Затем их транспортируют вместе через буферную станцию 80 в станцию 90 прессования. В случае, если станция 90 прессования еще не освобождена, поскольку соединение другой изоляционной стеклянной панели еще не завершено, горизонтальные конвейеры 82, 84 могут быть остановлены, а два стеклянных листа 3 и 4 могут временно храниться в буферной станции 80, так что станция 70 вращения снова становится свободна для приема стеклянных листов для следующей изоляционной стеклянной панели.
Поскольку станция 70 вращения имеет два горизонтальных конвейера 72 и 74, станцию 70 вращения не нужно поворачивать назад после того, как пара стеклянных листов 3, 4 покинула станцию 70 вращения. Вместо этого горизонтальный конвейер 74, который выровнен с горизонтальным конвейером 62, может принять первый стеклянный лист следующей изоляционной стеклянной панели, а затем вернуть его назад. Только тогда станция вращения снова будет находиться в положении, показанном на фиг.1. Когда пару 3, 4 стеклянных листов транспортируют в станцию 90 прессования, первый стеклянный лист 3 транспортируют горизонтальными конвейерами 84 и 94, а второй стеклянный лист 4 (возможно, с рамой 8 горбылька) транспортируют на горизонтальных конвейерах 82 и 92. Если два стеклянных листа 3, 4 в станции 90 прессования стоят напротив друг друга на расстоянии, а их нити 5, 6 или полосы 13, 14 грунтовки обращены друг к другу, их расстояние друг от друга уменьшается известным образом до тех пор, пока два стеклянных листа 3, 4 не будут удерживаться прокладкой 7 на заданном расстоянии друг от друга. Перед тем, как торцевая область изоляционной стеклянной панели 2 будет полностью закрыта или две нити 5, 6 TPS будут полностью касаться друг друга, пространство между двумя стеклянными листами 3, 4 может быть заполнено газом, отличным от воздуха, методом, известным самим по себе. Затем стеклянные панели 3, 4 прижимают друг к другу на заранее определенное расстояние, так что все еще мягкий материал двух нитей 5, 6 TPS соединяется, сравните фиг. 5-8. В процессе этого удерживающие элементы 10, возможно, ранее установленной на месте рамы 8 горбылька, встраивают в нити 5 и 6 TPS, сравните фиг.6 и 8, так что рама 8 горбылька расположена и точно и надежно удерживается в изоляционной стеклянной панели 2. После операции соединения изоляционную стеклянную панель 2 транспортируют на горизонтальном конвейере 92 из станции 90 прессования.
Изобретение также очень подходит для производства тройной изоляционной стеклянной панели. В этом случае устройство 1, показанное на фиг.1, дополняется, не проиллюстрированным образом, дополнительными станциями после станции 90 прессования, а именно грунтовочной станцией, станцией вращения, буферной станцией и станцией прессования. Они сконфигурированы так же, как станции 40, 70, 80 и 90. Благодаря наличию дополнительной грунтовочной станции грунтовка может быть нанесена на внешнюю сторону стеклянного листа 3 сборной двойной изоляционной стеклянной панели 2, см. фиг.4, 6 и 8, полосообразно вдоль ее кромки. Двойная изоляционная стеклянная панель 2, снабженная полосой грунтовки, передается на дополнительную станцию прессования через дополнительную станцию вращения без вращения. Третью стеклянную панель, необходимую для тройной изоляционной стеклянной панели, подготавливают на станциях 20, 30, 40 и 50 так же, как и вторую стеклянную панель 4, см. фиг.3, и транспортируют через станции 60, 70, 80 и 90 без дальнейшей обработки. Это делается до или после соединения двойной изоляционной стеклянной панели 2, в частности, перед этим. В дополнительной станции вращения, которая расположена ниже по потоку от станции 90 прессования, подготовленный третий стеклянный лист поворачивают и транспортируют вперед так, чтобы нить TPS, расположенная на третьем стеклянном листе, и полоса грунтовки на двойной изолирующей стеклянной панели были противоположны друг другу. Затем они соединяются в станции прессования. Если на внешнюю сторону сборной двойной изоляционной стеклянной панели 2 также должна быть нанесена другая нить TPS, сравните фиг.4, 6 и 8, которая вместе с нитью TPS, нанесенной на третий стеклянный лист, затем образует прокладку, подобную той, которая показана на фиг.6 и 8, состоящую из двух нитей TPS, для третьего стеклянного листа, устройство 1, в частности, перед дополнительной станцией вращения, также может иметь дополнительную станцию TPS.
Перечень ссылочных обозначений
1 устройство
2 изоляционная стеклянная панель
3 стеклянный лист
4 стеклянный лист
5 нить TPS
6 нить TPS
7 прокладка
8 рама горбылька
9 горбылек
10 удерживающий элемент
11 герметизирующий состав
13 грунтовка
14 грунтовка
18 горизонтальный конвейер
20 моечная станция
22 горизонтальный конвейер
30 станция визуального осмотра
32 горизонтальный конвейер
40 грунтовочная станция
42 горизонтальный конвейер
50 станция TPS
52 горизонтальный конвейер
60 станция горбылька
62 горизонтальный конвейер
70 станция вращения
72 горизонтальный конвейер
74 горизонтальный конвейер
76 ось вращения
80 буферная станция
82 горизонтальный конвейер
84 горизонтальный конвейер
90 станция прессования
92 горизонтальный конвейер
94 горизонтальный конвейер
100 контроллер
110 сканер
Изобретение относится к способу и устройству для сборки изоляционной стеклянной панели, имеющей по меньшей мере два стеклянных листа, разнесенных между собой прокладкой TPS, а также на такой изоляционной стеклянной панели. Техническим результатом является улучшение изоляционных свойств. Технический результат достигается тем, что устройство для сборки изоляционной стеклянной панели содержит по меньшей мере два стеклянных листа, разнесенных прокладкой TPS, станцию TPS, которая выполнена с возможностью нанесения пастообразной нити TPS, которая впоследствии затвердевает, на стоящий стеклянный лист вдоль его кромки, причем станция TPS имеет горизонтальный конвейер, выполненный с возможностью транспортировки стоящих стеклянных листов через станцию TPS; станцию вращения, расположенную ниже по потоку от станции TPS, причем станция вращения имеет по меньшей мере один горизонтальный конвейер, выполненный с возможностью вращения вокруг вертикальной оси вращения, причем горизонтальный конвейер выполнен с возможностью транспортировки стоящих стеклянных листов через станцию вращения и вращения стоящих на нем стеклянных листов; станцию прессования, расположенную ниже по потоку от станции вращения, причем станция прессования выполнена с возможностью соединения двух стеклянных листов, каждый из которых снабжен нитью TPS для формирования изоляционной стеклянной панели, причем станция прессования имеет два горизонтальных конвейера, проходящих параллельно друг другу, каждый из которых выполнен с возможностью транспортировки стоящих стеклянных листов; и контроллер, выполненный с возможностью направления двух стеклянных листов, которые подаются на станцию вращения один за другим и каждый из которых снабжен нитью TPS, в станцию прессования путем вращения одного из стеклянных листов, и соединения их в указанной станции прессования для формирования изоляционной стеклянной панели, а также технический результат достигается вариантами способа сборки изоляционной стеклянной панели, содержащей такое устройство. 3 н. и 7 з.п. ф-лы, 8 ил.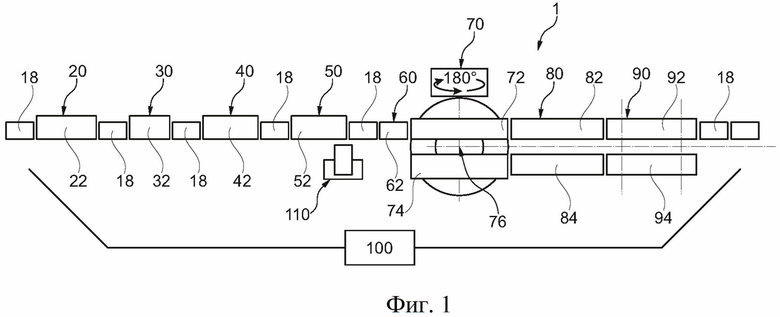
1. Устройство (1) для сборки изоляционной стеклянной панели (2), содержащей по меньшей мере два стеклянных листа (3, 4), разнесенных прокладкой TPS, содержащее:
- станцию (50) TPS, которая выполнена с возможностью нанесения пастообразной нити (5; 6) TPS, которая впоследствии затвердевает, на стоящий стеклянный лист (3; 4) вдоль его кромки, причем станция (50) TPS имеет горизонтальный конвейер (42), выполненный с возможностью транспортировки стоящих стеклянных листов (3, 4) через станцию (50) TPS;
- станцию (70) вращения, расположенную ниже по потоку от станции (50) TPS, причем станция (70) вращения имеет по меньшей мере один горизонтальный конвейер (72; 74), выполненный с возможностью вращения вокруг вертикальной оси (70) вращения, причем горизонтальный конвейер (72; 74) выполнен с возможностью транспортировки стоящих стеклянных листов (3, 4) через станцию (70) вращения и вращения стоящих на нем стеклянных листов (3, 4);
- станцию (90) прессования, расположенную ниже по потоку от станции (70) вращения, причем станция (90) прессования выполнена с возможностью соединения двух стеклянных листов (3, 4), каждый из которых снабжен нитью (5, 6) TPS для формирования изоляционной стеклянной панели (2), причем станция (90) прессования имеет два горизонтальных конвейера (92, 94), проходящих параллельно друг другу, каждый из которых выполнен с возможностью транспортировки стоящих стеклянных листов (3, 4); и
- контроллер (100), выполненный с возможностью направления двух стеклянных листов (3, 4), которые подаются на станцию (70) вращения один за другим и каждый из которых снабжен нитью (5; 6) TPS, в станцию (90) прессования путем вращения одного из стеклянных листов (3, 4), и соединения их в указанной станции (90) прессования для формирования изоляционной стеклянной панели (2).
2. Устройство по п.1, в котором станция (70) вращения имеет два горизонтальных конвейера (72, 74), параллельных друг другу.
3. Устройство по п.1 или 2, содержащее станцию (60) горбылька, выполненную с возможностью размещения рамы (8) горбылька на нити (6) TPS, проходящей вдоль кромки одного из стеклянных листов (4), и имеющую горизонтальный конвейер (62), выполненный с возможностью транспортировки стоящих стеклянных листов (3, 4) через станцию (60) горбылька.
4. Устройство по п.3, в котором станция (60) горбылька расположена между станцией (50) TPS и станцией (70) вращения.
5. Устройство по любому из пп.1 или 2, содержащее грунтовочную станцию (40), расположенную выше по потоку от станции (50) TPS и выполненную с возможностью нанесения грунтовки (13; 14) полосообразно вдоль края стоящего стеклянного листа (3; 4), причем грунтовочная станция (40) имеет горизонтальный конвейер (42), выполненный с возможностью транспортировки стоящих стеклянных листов (3, 4) через грунтовочную станцию (40).
6. Способ сборки изоляционной стеклянной панели (2), содержащий следующие этапы:
- транспортируют в станцию (50) TPS первый стеклянный лист (3), стоящий на одной из его кромок;
- в станции (50) TPS наносят пастообразную нить (5) TPS, которая впоследствии затвердевает, на стоящий первый стеклянный лист (3) вдоль его кромки;
- после нанесения нити (5) TPS транспортируют стоящий первый стеклянный лист (3) из станции (50) TPS в станцию (70) вращения;
- транспортируют в станцию (50) TPS второй стеклянный лист (4), стоящий на одной из его кромок;
- в станции (50) TPS наносят пастообразную нить (6) TPS, которая впоследствии затвердевает, на стоящий второй стеклянный лист (4) вдоль его кромки;
- в станции (70) вращения вращают стоящий первый стеклянный лист (3) вокруг вертикальной оси (76) вращения;
- после вращения транспортируют стоящий первый стеклянный лист (3) из станции (70) вращения в станцию (90) прессования;
- после нанесения нити (6) TPS транспортируют стоящий второй стеклянный лист (4) из станции (50) TPS через станцию (70) вращения в станцию (90) прессования, так что оба стеклянных листа (3, 4) стоят напротив друг друга на расстоянии, а их нити (5, 6) TPS обращены друг к другу;
- в станции (90) прессования соединяют два стеклянных листа (3, 4) вместе для формирования изоляционной стеклянной панели (2) путем уменьшения расстояния между двумя стеклянными листами (3, 4) до тех пор, пока две нити (5, 6) TPS не будут упираться друг в друга, а два стеклянных листа (3, 4) иметь заданное расстояние друг от друга;
- после операции соединения транспортируют изоляционную стеклянную панель (2) из станции (90) прессования.
7. Способ по п.6, в котором стоящий первый стеклянный лист (3) транспортируют в станцию (90) прессования одновременно со вторым стеклянным листом (4), в частности, из станции (70) вращения или буферной станции (80).
8. Способ сборки изоляционной стеклянной панели (2), содержащий следующие этапы:
- транспортируют в станцию (50) TPS первый стеклянный лист (3), стоящий на одной из его кромок;
- в станции (50) TPS наносят пастообразную нить (5) TPS, которая впоследствии затвердевает, на стоящий первый стеклянный лист (3) вдоль его кромки;
- после нанесения нити (5) TPS транспортируют стоящий первый стеклянный лист (3) из станции (50) TPS через станцию (70) вращения в станцию (90) прессования;
- транспортируют в станцию (50) TPS второй стеклянный лист (4), стоящий на одной из его кромок;
- в станции (50) TPS наносят пастообразную нить (6) TPS, которая впоследствии затвердевает, на стоящий второй стеклянный лист (4) вдоль его кромки;
- после нанесения нити (6) TPS транспортируют стоящий второй стеклянный лист (4) из станции (50) TPS в станцию (70) вращения;
- в станции (70) вращения вращают стоящий второй стеклянный лист (4) вокруг вертикальной оси (76) вращения;
- после вращения транспортируют стоящий второй стеклянный лист (4) из станции (70) вращения в станцию (90) прессования, так что оба стеклянных листа (3, 4) стоят напротив друг друга на расстоянии, а их нити (5, 6) TPS обращены друг к другу;
- в станции (90) прессования соединяют два стеклянных листа (3, 4) вместе для формирования изоляционной стеклянной панели (2) путем уменьшения расстояния между двумя стеклянными листами (3, 4) до тех пор, пока две нити (5, 6) TPS не будут упираться друг в друга, а два стеклянных листа (3, 4) иметь заданное расстояние друг от друга;
- после операции соединения транспортируют изоляционную стеклянную панель (2) из станции (90) прессования.
9. Способ по любому из пп.6-8, в котором перед соединением двух стеклянных листов (3, 4) помещают на нить (6) TPS одного из стеклянных листов (4) раму (8) горбылька и вдавливают ее в поверхность еще мягкого материала нити (6) TPS.
10. Способ по любому из пп.6-8, в котором перед нанесением нити (5; 6) TPS наносят грунтовку (13; 14) полосообразно вдоль кромки каждого стеклянного листа (3; 4).
| US 5007217 A, 16.04.1991 | |||
| Питательная среда для выращивания уксусно-кислых бактерий | 1985 |
|
SU1306950A1 |
| Передок к тракторным плугам | 1927 |
|
SU14493A1 |
| US 4561929 A, 31.12.1985 | |||
| Звукоизолирующее окно | 2018 |
|
RU2672735C1 |
| СПОСОБ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТОВ УСИЛЕНИЯ И ДИАГРАММ НАПРАВЛЕННОСТИ АНТЕНН | 0 |
|
SU179800A1 |
| DE 102008033249 A1, 21.01.2010. | |||

