Область техники, к которой относится изобретение
Изобретение относится к строительству, а именно к силовой мобильной раме для изготовления предварительно напряженных железобетонных изделий (железобетонных балок, ригелей, плит перекрытия, плит покрытия, колонн и т.п., как серийных, так и не типовых) в не силовых формах, и может быть использовано для жилых и промышленных зданий.
Уровень техники
В настоящее время заводы железобетонных изделий изготавливают предварительно напряженные железобетонные изделия по следующим технологиям:
1) в силовых индивидуальных формах, требующих большого расхода металла на каждую форму для создания силового каркаса формы, воспринимающего усилия от предварительного напряжения рабочей арматуры;
2) в не силовых формах, где усилия от предварительного напряжения рабочей арматуры воспринимаются на стационарные упоры, занимающие производственные площади и требующие большой объем строительно-монтажных работ и строительных материалов для устройства мощных фундаментов.
Из уровня техники известна форма для изготовления предварительно напряженных железобетонных изделий, включающая поддон с установленными на нем формообразующими отсеками и торцовые борта, с целью снижения трудоемкости эксплуатации формы, один из торцевых бортов снабжен неподвижными захватами для натяжения арматуры, а другой – подвижными ступенчатыми захватами и взаимодействующей с ним фиксирующей планкой с отверстиями переменного сечения (SU 779081, МПК B28B 7/22, опубл. 03.11.1978).
Недостатками известного решения является высокая металлоемкость, необходимость перемещения формы по рельсовым путям под приемку бетона и узкая номенклатура выпуска продукции.
Наиболее близким техническим решением к заявленному является форма для изготовления предварительно напряженных железобетонных изделий на стендах, содержащая поддон, торцевые и продольные борта с механизмом фиксации, с целью обеспечения самовозврата формы в исходное положение при передаче усилия натяжения предварительно напряженной арматуры на изделие, механизм фиксации выполнен с амортизаторами, установленными по обе стороны упора формы и взаимодействующими с роликовой опорой, смонтированной на фундаменте (SU 255089, МПК B28B 7/22, опубл. 17.10.1969).
Недостатками прототипа является сложность конструкции, высокая металлоемкость и узкая номенклатура выпуска продукции.
Раскрытие изобретения
Технический результат заключается в изготовлении предварительно напряженных железобетонных изделий различной формы без применения силовых форм и стационарных упоров за счет сборно-разборной конструкции силовой мобильной рамы, которая позволяет при необходимости монтировать силовую мобильную раму на любой горизонтальной поверхности и изготавливать предварительно напряженные железобетонные изделия или демонтировать силовую мобильную раму, освобождая место для производства других железобетонных изделий.
Сущность изобретения заключается в том, что силовая мобильная рама
для изготовления предварительно напряженных железобетонных изделий включает продольные железобетонные балки, две торцевые металлические балки с перфорацией, причем продольные железобетонные балки и торцевые металлические балки соединены в виде прямоугольной рамы с образованной рабочей полостью, внутри которой установлены продольные борта и торцевые борта, формирующие железобетонное предварительно напряженное изделие, кроме того рабочая канатная арматура для изготовления железобетонных предварительно напряженных изделий проходит через перфорацию в торцевых металлических балках. Продольные железобетонные балки могут быть состыкованы между собой по длине последовательно в стык. Силовая мобильная рама для изготовления предварительно напряженных железобетонных изделий может быть дополнительно снабжена закладными деталями, установленными по бокам торцевой части продольных железобетонных балок для их соединения по длине при максимальных нагрузках и объединении более двух продольных железобетонных балок через закладные детали с помощью сварки. Силовая мобильная рама для изготовления предварительно напряженных железобетонных изделий может дополнительно включать систему снятия напряжения с использованием гидроцилиндров как зарубежного, так и отечественного производства. Продольные борта и торцевые борта могут быть изготовлены из металла, пластика или дерева.
Краткое описание чертежей
Заявленное изобретение поясняется следующими чертежами:
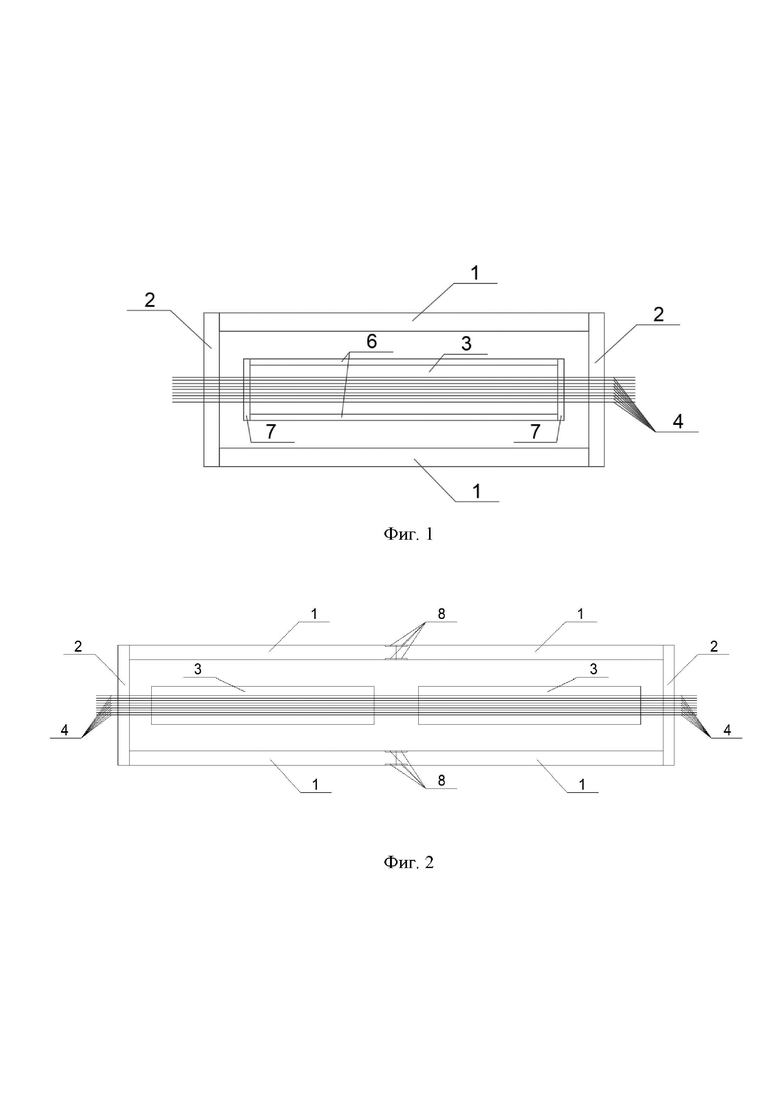
фиг. 1 – общий вид силовой мобильной рамы (пример 1),
фиг. 2 – общий вид силовой мобильной рамы для двух изделий (пример 2),
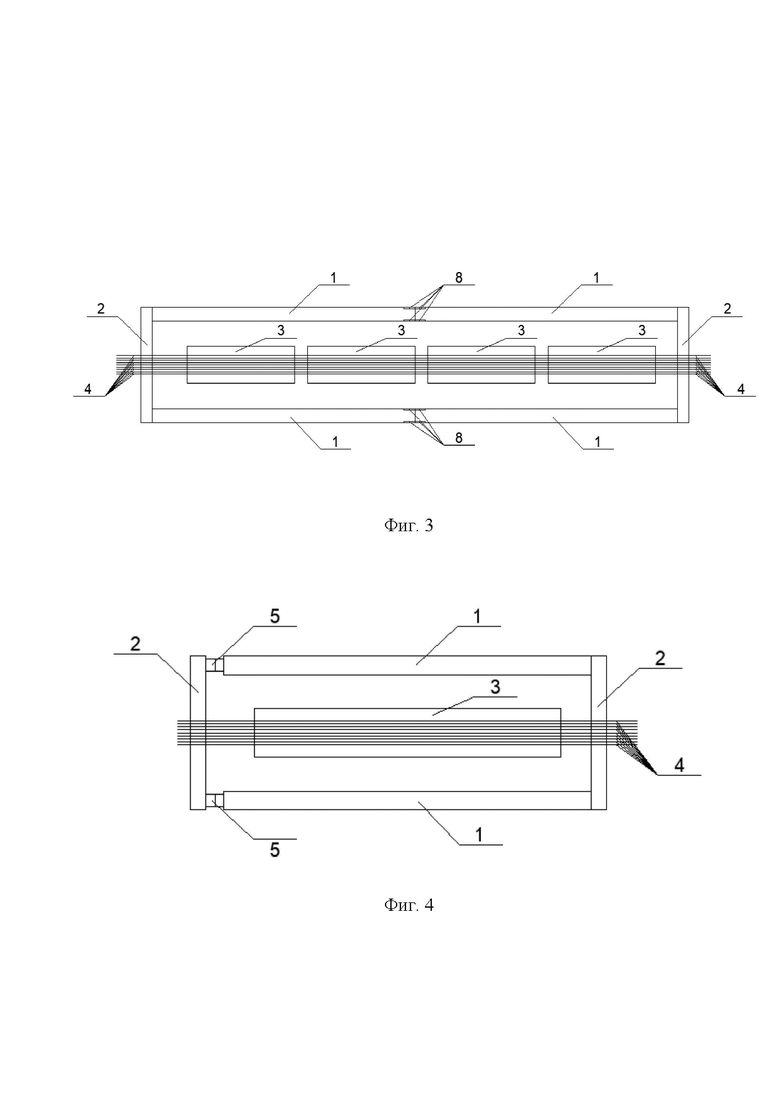
фиг. 3 – общий вид силовой мобильной рамы для четырех изделий (пример 2),
фиг. 4 – общий вид силовой мобильной рамы (пример 3),
где
1 – продольные две железобетонные балки,
2 – торцевые металлические балки,
3 – железобетонное предварительно напряженное изделие,
4 – рабочая канатная арматура,
5 – гидроцилиндры,
6 – продольные борта,
7 – торцевые борта,
8 – закладные детали.
Осуществление изобретения
Пример 1
Силовая мобильная рама (фиг. 1) включает продольные две железобетонные балки 1, две торцевые металлические балки 2 с перфорацией, причем продольные железобетонные балки 1 и торцевые металлические балки 2 соединены в виде прямоугольной рамы с образованной рабочей полостью, внутри которой установлены продольные борта 6 и торцевые борта 7, формирующие будущее железобетонное предварительно напряженное изделие 3. Продольные борта 6 и торцевые борта 7 изготавливают из металла, пластика или дерева.
Например, длина продольных железобетонных балок 1 может составлять 12,5 м или может быть любой другой в зависимости от длины производимых предварительно напряженных железобетонных изделий 3.
Рабочая канатная арматура 4 для изготовления железобетонных предварительно напряженных изделий 3 проходит через перфорацию в торцевых металлических балках 2. Таким образом, силовая мобильная рама служит для восприятия усилия от рабочей канатной арматуры 4.
При изготовлении нескольких железобетонных предварительно-напряженных изделий 3 их размещают либо друг за другом в продольном направлении с интервалом между торцевыми бортами 7, либо параллельно в «два ручья».
Пример 2
В случае формовки нескольких железобетонных предварительно напряженных изделий 3 большой длины, чем в примере 1, силовая мобильная рама (фиг. 2, 3) включает, по меньшей мере, четыре продольные железобетонные балки 1, состыкованные между собой по длине, две торцевые металлические балки с перфорацией 2, причем крайние продольные железобетонные балки 1 и торцевые металлические балки 2 соединены в виде прямоугольной рамы.
Длина продольных железобетонных балок 1 и количество железобетонных предварительно напряженных изделий 3 ограничиваются только длиной производственной площадки.
Рабочая канатная арматура 4 для изготовления железобетонных предварительно напряженных изделий 3 проходит через перфорацию в торцевых металлических балках 2. Таким образом, силовая мобильная рама служит для восприятия усилия от предварительного напряжения рабочей канатной арматуры 4 с последующей передачей усилия обжатия на бетон после достижения им соответствующей прочности.
Силовая мобильная рама может быть дополнительно снабжена закладными деталями 8, установленными по бокам торцевой части продольных железобетонных балок 1 для их соединения по длине при максимальных нагрузках и объединении более двух продольных железобетонных балок 1 через закладные детали 8 с помощью сварки.
Пример 3
Также как в примере 1 или примере 2, но силовая мобильная рама (фиг. 4) дополнительно включает систему снятия напряжения с использованием гидроцилиндров 5 как зарубежного (например, «Paul», «Bianci»), так и отечественного производства (например, «Иргидромаш»).
Способ изготовления железобетонных предварительно напряженных изделий 3 с помощью заявленной силовой мобильный рамы заключается в следующем.
С помощью кранового оборудования производят последовательную расстановку в проектное положение элементов силовой мобильной рамы, включающей продольные железобетонные балки 1, торцевые металлические балки 2, продольные борта 6, формирующие будущее железобетонное предварительно напряженное изделие 3, торцевые борта 7, формирующие будущее железобетонное предварительно напряженное изделие 3. Далее следует процесс армирования будущего железобетонного предварительно напряженного изделия 3 с протяжкой рабочей канатной арматуры 4, с ее последующим натяжением на торцевые металлические балки 2, с помощью набора цанг (на чертеже не показаны). Далее следует процесс бетонирования будущего железобетонного предварительно напряженного изделия 3 и набора прочности. После достижения железобетонным предварительно напряженным изделием 3 распалубочной прочности осуществляют снятие частичного напряжения с помощью гидроцилиндров 5 (при их наличии) и далее производят обрезку рабочей канатной арматуры 4 с передачей усилия обжатия на бетон. Убирают продольные борта 6, торцевые борта 7 и выполняют съем железобетонного(ых) предварительно напряженного(ых) изделия(ий) 3 с помощью кранового оборудования. При необходимости изготовления железобетонных предварительно напряженных изделий 3 большей длины продольные железобетонные балки 1 наращиваются по длине аналогичными изделиями в стык. При этом длину продольных бортов 6 делают соответствующей длине будущего предварительно напряженного изделия 3. После изготовления полученного(ых) железобетонного(ых) предварительно напряженного(ых) изделия(ий) 3 разбор силовой мобильной рамы выполняется в обратном сборке порядке.
При использовании заявленного решения удается получать предварительно напряженные изделия без крупных капиталовложений на проектирование и производство работ на устройство стационарных мощных оснований и силовых упоров. Возможно производить предварительно напряженные изделия вблизи строительных объектов без затрат на доставку изделий от завода изготовителя. Также отмечается мобильность, быстрая сборка, разборка и пусконаладка на ровном подготовленном основании.
Изобретение относится к строительству, а именно к силовой мобильной раме для изготовления предварительно напряженных железобетонных изделий в несиловых формах, и может быть использовано для жилых и промышленных зданий. Силовая мобильная рама включает продольные борта (6) и торцевые борта (7). Рама дополнительно содержит продольные железобетонные балки (1), две торцевые металлические балки (2) с перфорацией для размещения рабочей канатной арматуры (4) с возможностью ее натяжения на торцевые металлические балки (2) с помощью набора цанг. Причем продольные железобетонные балки (1) и торцевые металлические балки (2) соединены в виде прямоугольной рамы с образованной рабочей полостью, внутри которой установлены продольные борта (6) и торцевые борта (7), выполненные с возможностью формирования железобетонного предварительно напряженного изделия (3). Техническим результатом является повышение эффективности изготовлении предварительно напряженных железобетонных изделий без применения силовых форм и стационарных упоров. 4 з.п. ф-лы, 4 ил. 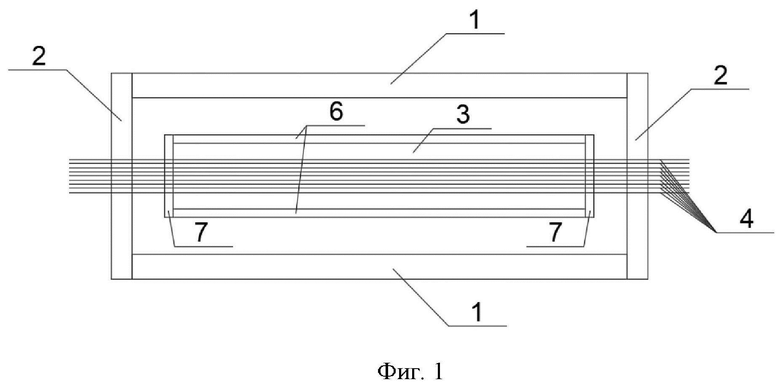
1. Силовая мобильная рама для изготовления предварительно напряженных железобетонных изделий, включающая продольные борта (6) и торцевые борта (7), отличающаяся тем, что содержит продольные железобетонные балки (1), две торцевые металлические балки (2) с перфорацией для размещения рабочей канатной арматуры (4) с возможностью ее натяжения на торцевые металлические балки (2) с помощью набора цанг, причем продольные железобетонные балки (1) и торцевые металлические балки (2) соединены в виде прямоугольной рамы с образованной рабочей полостью, внутри которой установлены продольные борта (6) и торцевые борта (7), выполненные с возможностью формирования железобетонного предварительно напряженного изделия (3).
2. Силовая мобильная рама для изготовления предварительно напряженных железобетонных изделий по п.1, отличающаяся тем, что продольные железобетонные балки (1) состыкованы между собой по длине.
3. Силовая мобильная рама для изготовления предварительно напряженных железобетонных изделий по пп.1, 2, отличающаяся тем, что дополнительно снабжена закладными деталями (8), установленными по бокам торцевой части продольных железобетонных балок (1), для их соединения по длине при максимальных нагрузках и объединения более двух продольных железобетонных балок (1) через закладные детали (8) с помощью сварки.
4. Силовая мобильная рама для изготовления предварительно напряженных железобетонных изделий по пп.1-3, отличающаяся тем, что дополнительно включает систему снятия напряжения с использованием гидроцилиндров (5).
5. Силовая мобильная рама для изготовления предварительно напряженных железобетонных изделий по пп.1-4, отличающаяся тем, что продольные борта (6) и торцевые борта (7) изготовлены из металла, пластика или дерева.
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА СТЕНДАХ | 0 |
|
SU255089A1 |
| Устройство для изготовления предварительно напряженных железобетонных изделий | 1977 |
|
SU682376A1 |
| Форма для изготовления предварительно напряженных железобетонных изделий | 1978 |
|
SU779081A1 |
| Устройство для спуска длинномерного материала в шахту | 1958 |
|
SU117161A2 |
| EP 3403798 A1, 21.11.2018. | |||

