1
Изобретение относится к производству железобетонных изделий, в частности предваретельно напряженных.
Известна установка для изготовления предварительно напряженных железобетонных из- g делий, содержащая вращающуюся камеру в виде беличьего колеса, составленную из параллельных колец, соединенных в единую конструкцию посредством продольных балок, расположенных по их окружности, неподвижную JQ ферму, проходящую внутри камеры и закрепленную по концам на основании, формы, установленные между продольными балками, и технологическое оборудование, размещенное по окружности камеры и предназначенное для очистки форм, установки в них арматуры, фиксации ее и натяжения, виброуплотнения, уложенного в формы бетона, термообработки отформованных изделий, распалубки готовых изделий и удаления этих о изделий на склад готовой продукции, а также подвижные бетоноукладчики с рабочими органами для уплотнения и заглаживания поБорхностного слоя бетона в формах, установленные на направляющих неподвиж- fi
ной фермы, и механизм вращения камеры относительно ее продольной оси (1 .
Недостатком известной установки является сложность конструктивного выполнения и малая нaдeж юcть из-за большого количества сборнь х узлов.
Цель изобретения - повышение надежности и упрощение конструкции.
Указанная цель достигается тем, что в установке дпя изготовления предварительно напряженных железобетонных изделий, содержащей вращающуюся камеру в виде беличьего колеса, составленную из параллельных колец, соединенных в единую конструкцию посредством продольных балок, расположенных по их окружности, неподвижную ферму, проходящ)то внутри камеры и закрепленную по концам на основании, формы, установленные между продольными балками, и технологическое оборудование, размещенное по окружности камеры и предназначенное для очистки форм, установки в них арматуры, фиксации ее и натяжения, виброуплотнения, уложенного в формы бетона, термообработкл отформованных изделий, распалубки готовых изделий и удаления этих изделий на склад готовой продукщш, а также подвижные бетоноукладчики с рабочими органами для уплотнения и заглаживания поверхностного слоя бетона в формах, установлеьшые на направляющих неподвихшой фермы, и меI ханизм вращения камеры относительно ее продольной оси, каждая продольная балка выполнена неразрезной с трапецеидальным профшюм, прикреплена большим основанием трапеции к внутренней поверхности колец для размещения между этими 6ajiKaN№ ряда (jopM, а по торцам продольных балок имеются поперечные балки-упоры, на которых крепится оборудование для фикса:ции и натяжения арматуры, нричем формы снабжены прижиш1ыми крышками, взаимодействующими с формами.
При этом, оборудование для фиксации и натяжения арматуры состоит из неподвижного и нодвиншого захватных приспособлений, прикрепленных из противоположных поперещ1ых балках-упорах вращающейся камеры, причем неподвижное приспособление вьнюлнено в ввде тяги, на одном конце которой закреплен крюк для фиксации арматуры, а на другом - щайба для фиксации на поперечных .балках-упорах, а подвижное - в виде двух тяг, соединенных одна с другой посредством .соединения винт-гайка, по концам этих тяг Ьакреплены крюки, один из которых предназначен для фиксации арматуры, а другой для соединения с силовым приводом, при этом противоположной стороной этот крюк фиксируется На поперечных балках-упорах посредством щайбы и вставки.
Также оборудование для фиксации натяжения арматуры выполнено в виде неподвижной и подвижной траверс, установленных на противоположных балках-упорах вращающейся камеры через клиновые вставки, причем подвижная траверса выполнена с приспособлением для соединения ее с силовым приводом.
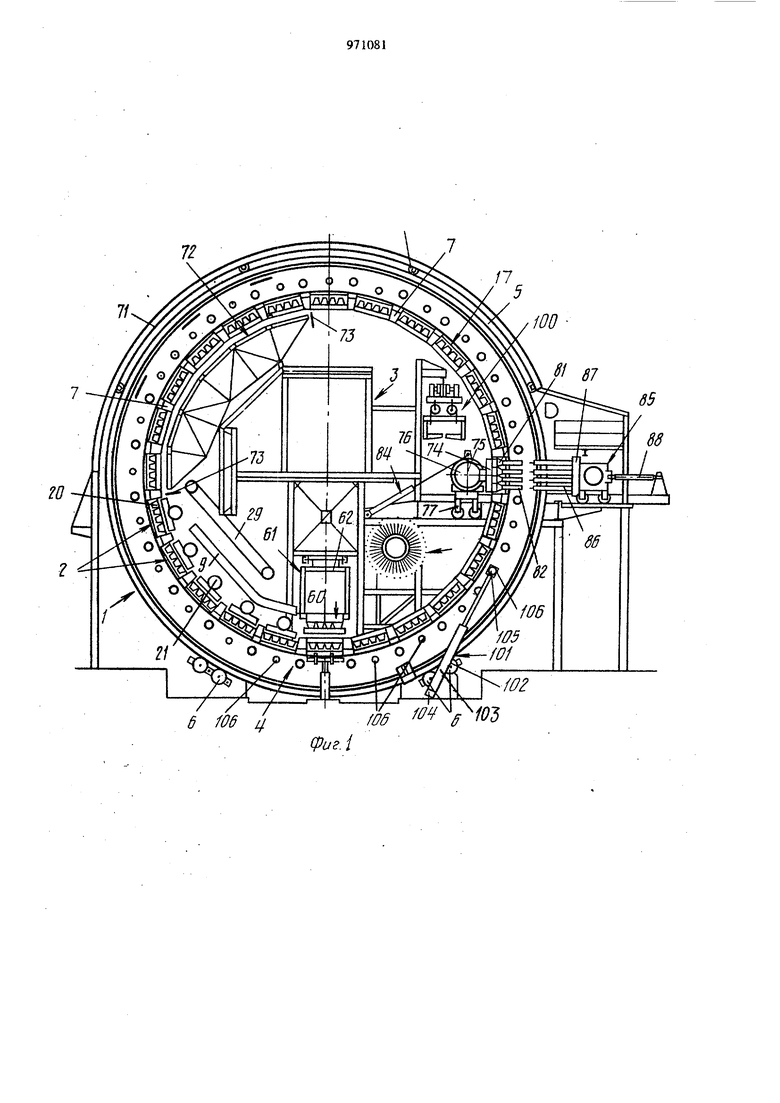
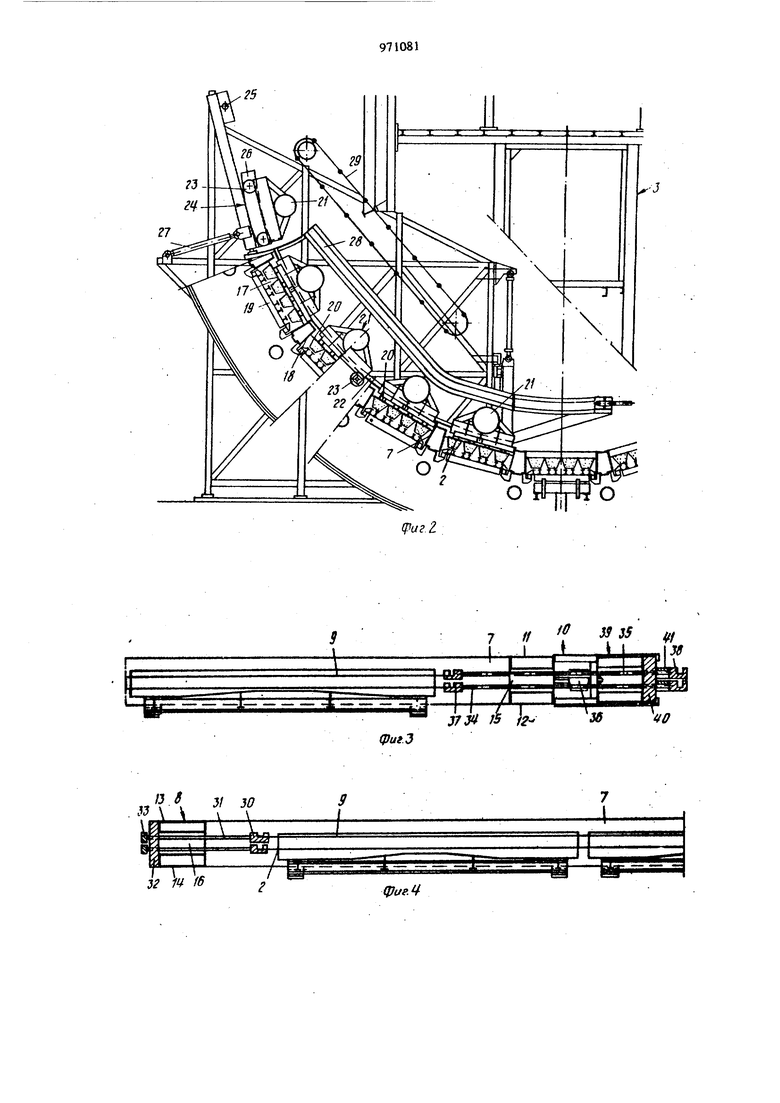
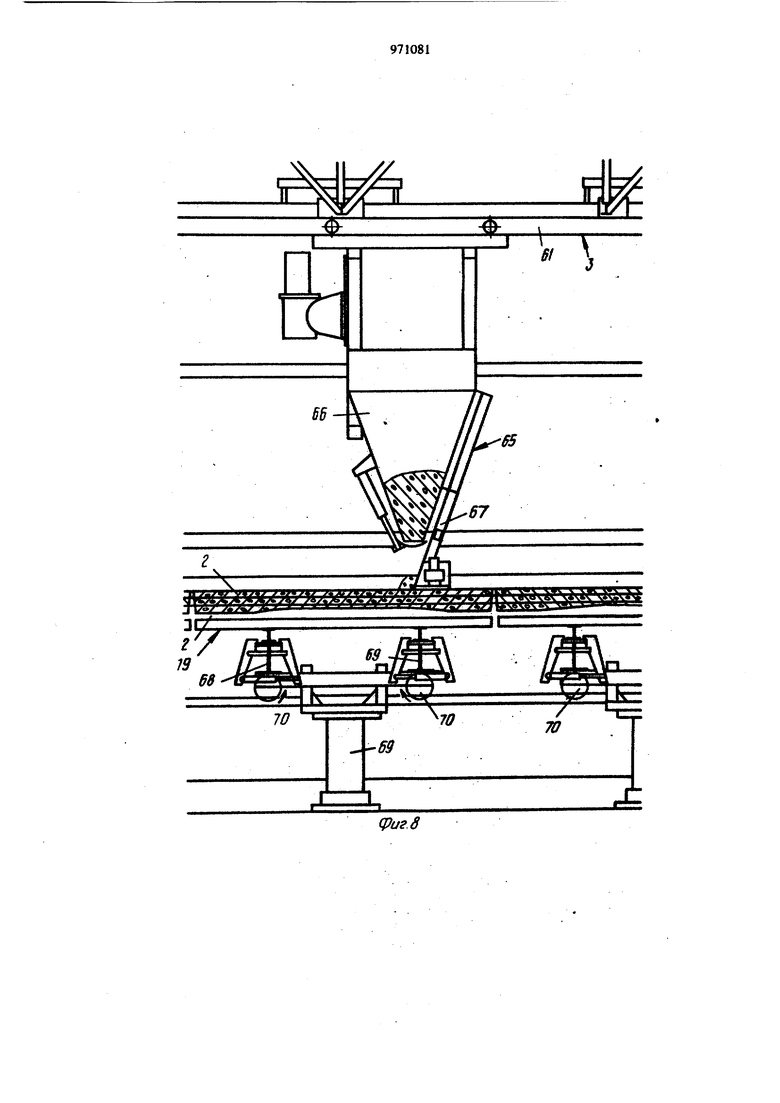
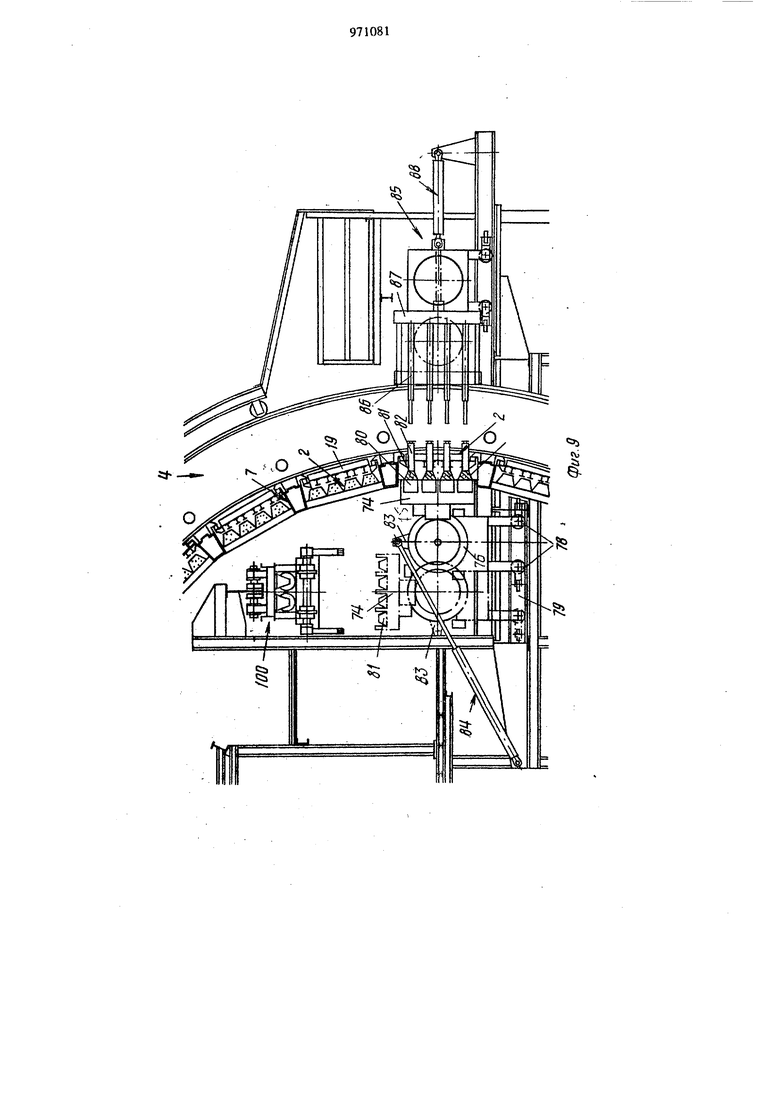
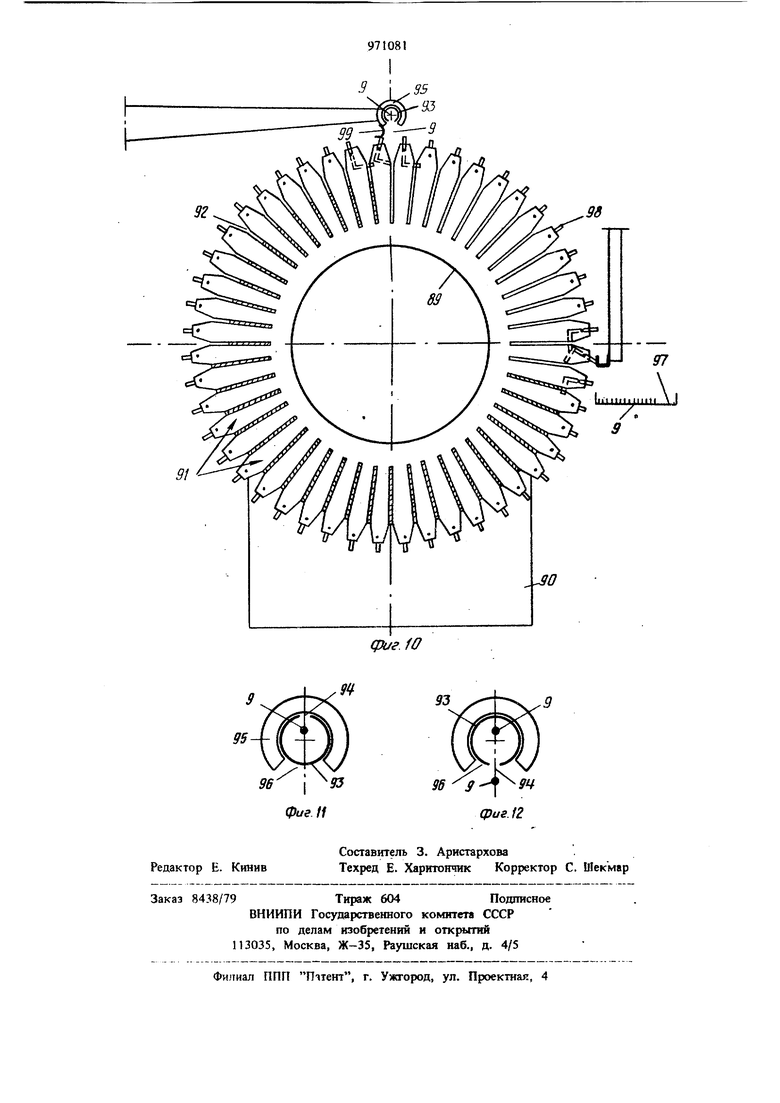
На фиг. 1 схематично изображена установка для изготовления предварительно напряженных изделий, общий вид, в разрезе; на фиг. 2 - оборудование для обеспечения схв тьшания бетона под нагрузкой; на фиг. 3 - оборудование для натяжения арматуры (узел с подвижным захватным приспособлением); на фиг. 4 - оборудование для фиксации арматуры (узел с неподвижным захватным приспособлением); на фиг. 5 - оборудование для натяжения арматуры с неподвижной и подвижной траверсами, вид сверху (вариант); на фиг. 6 - то же, вид сбоку; на фиг. 7 - оборудование для укладки бетонной смеси в формы; на фиг. -8 - бетоноукладчик; на фиг. 9 - оборудование для распалубки готовых изделий; на фиг. 10 - оборудование для установки в формы арматуры; на фиг. 1Д - труба с прорезью для установки арматуры в закрытом состоянии; на фиг. 12 - то же, в открытом состоянии.
Установка для изготовления предварительно напряженных железобетонных изделий содержит вращающуюся камеру 1, в которой установлены формы 2. Внутри вращающейся камеры размещена неподвижная ферма 3, предназначенная для установки на ней технологического оборудования.
Вращающаяся камера 1 составлена из параллельных колец 4 и 5, установленных на роликах 6 и соединенных между собой посредством балок 7, равномерно расположенных по всей окружности таким образом, Ч1о конструкция камеры напоминает - беличье колесо. Балки 7 образуют между собой пазы, в которые установлены формы 2.
Каждая продольная балка 7 выполнена неразрезной с трапецеидальный профилем и прикреплена больщим основанием трапеции к внутренней поверхности колец 4 и 5.
Вращающаяся камера имеет на одном конце (в продольном направлении) оборудование 8 для фиксации арматуры 9, а на другом - оборудование 10 для ее натяжения.
Продольные балки 7 соединены по концам поперечными балками-упорами 11 - 14 и образуют пространства 15 и 16 для размещения оборудования для фиксации 8 и натяжения 10 арматуры 9.
Единичные формы соединены так, что образуют кокиль 17.
На основаниях 18, прикрепленных к продольным балкам 7, установлены станины 19
Кокиль 17 установлен на станине 19, механически прочной из группы профилей типа двутавра. Крепление кокиля на станине предпочтительно съемное, например с помощью болтов и гаек.
Крыщка 20 предусмотрена для закрывания каждой батареи форм после разлива бетона, а трубчатый держатель 21 - для транспортирования крышек 20, для удержания, которых на единичных формах 2 установка снабжена дугообразным рельсом 22 и роликами 23.
Дня обеспечения схватывания бетона под нагрузкой установка содержит захвашый элемент 24, закрепленный на оси 25 и снабженный рельсом 26, предназначенным для опирания роликов 23, смонтированных на каждом из концов держателя 21. Для поворота захватного элемента 24 вокруг оси 25 имеется домкрат 27, шаркирно установленный на неподвижной ферме 3. Для .возврата держателей 21 и крышек 20 к нижней части их траектории предусмотрена направлипощая 28. Захватный элемент 24 предназначен для помещения рельса 26 в паз на верхнем конце рельса 22. Для принятия нагрузки концов держателя 21 служит цепной механизм 29.
Оборудование для фиксации и натяжения арматуры выполнено в виде неподвижного в подвижного захватных приспособлений, причем неподвижное содержит крюк 30, закрепленньш на одном конце тяги 31, другой конец которой соединен с закрепленной на поперечнь1х балках-упорах И и 12 шайбой 32 с помощью головки 33.
Подвижное захватное приспособление содержит две тяги 34 и 35, соедшсенные друг с другом с помощью соединения винт-гайка 36, по концам зтих тяг закреплены крюки 37 и 38, причем крюк 37 предаизначен для фиксации арматуры 9, а крюк 38 для соединения с силовым приводом, при зтом противоположной стороной крюк 38 фиксируется на поперечных балках-упорах 39 посредством шайбы 40 и вставки 41.
Оборудование для фиксации и натяжения арматуры вьшолнено следующим образом.
Оно состоит из неподвижной 42 и подвижной 43 траверс, установленных на противоположных поперечных балках-упорах 44 и 45 через клиновые вставки 46.
Неподвижная траверса 42 выполнена с перегородкой 47, в которой зафиксированы концы арматуры 9. Неподвижная траверса 42 выполнена с наклонной поверхностью. К ней примыкает гшастина постоянной толщины 48, контактирующая с наклонной поверхностью балки-упора 44.
Приспособление для соединения подвижной траверсы 43 с силовым приводом (не показан) вьшолнено в виде головки 49 с отверстием 50. Подвижная траверса 43 имеет усиленный борт 51, в котором зафиксированы концы арматуры 9.
В состав оборудования для натяжения армаауры входит рамка 52, имеющая наклонную поверхность и контактирующая с балкой-упором 45. На каждом из концов продольных балок установлены пластины 53, служащие опорой части рамки 52. Отверстия 54 на пластинах 53 предназначены для прохода клиновых вставок 46. Головка 49 содеряшт поперечные стопоры 55, соединенные с пружинами 56, вращающиеся ручки 57 и передаточлый трос 58 для втягивания стопоров в пазы 59.
Установка для изготовления предварительно напряженных железобетонных изделий
содержит каретку-транспортер 60, перемещающуюся по направляющим 61, установленным на раме 62 неподвижной фермы 3. Направляющая 61 простирается вне камеры до бункера 63 с бетонной смесью. Каретка-дозатор 64 предусмотрена для переноса бетона , из бункера 63 в каретку-транспортер 60 и расположена снаружи вращающейся камеры.
Установка содержит подвижной бетоноук ладчик 65, установленный на направляющих 61 неподвижной фермы 3, на которой установлена и каретка-транспортер 60, но с противоположной стороны камеры. Бетоноукладчик вьшолнен с бункером 66 н рабочим органом для уплотнения н заглаживания бетона в виде виброголовки 67, соединенной с бункером 66. Кроме того, установка содержит оборудование для виброунлотнення уложенного бетона в виде вибробрусов 68, удерживаемых на нодьемниках 69, а также виброэксцентрикя 70.
Оборудование для термообработки уложенного бетона занимает примерно четверть кругового сечения вращающейся камеры 1. Оно содержит полуцилнндрический тепловой экран 71, размещенный снаружи вращающейся камеры I, второй тепловой экран 72, рамещенный внутри вращающейся камеры и закреплен на неподвижной ферме 3. ПростpaHciBO между двумч экранами 71 н 72 закрыто с торцов подвижными перегородками 73. Для термообработки бетона могут быть использованы инфракрасные излугатели, газовые или электрические нагреватели.
Оборудованне для распалубки готовь х изделий содержит головку .74, подвижно установленную на трубчатом шарнире 75. Трубы 76 шарнира опираются на вертикальные стойки 77, имеющие ролики 78, установленные на направляющне 79. Головка содержит пазы 80 для приема отформованных изделий 81.
Дно форм 2 пересекают цилиндрические толкатели 82 в виде стержней. Труба 76 снабжена радиальным , выступом 83, на котором шарннрно закреплен, конец тяги домкрата 84, жестко закрепленного на неподвижной ферме 3.
Оборудование для распалубки готовых изделий содержит также выталкиватель 85, который состоит из штифтов 86, установлеш1ых на головке 87, способной перемещаться с помощью домкратов 88. Оборудование для установки арматуры в форме 2 содержит трубчатый элемент 89 с двумя опорами 90, на котором равномерно установлены крз говые зубья 91 с прорезями 92, расширяющимися у наружных краев зубьев 91 и последовательно расположенными в одной и той 7 ,9 же плоскости, проходящей по оси трубчатого элемента. Арматура 9 в виде стержней непрерывно поступает в верхнюю часть устройства. Оборудование для установки арматуры в формы содержит также трубу 93 с продоль ной прорезью 94 н может вращаться в цилиндрическом суппорте 95, имеющем прорезь 96 в своей нижней части и жестко скрепленном с неподвижной фермой 3. Для сброса арматуры предусмотрена площадка 97 Прорези 92 могут быть закрыты в верхней части коромыслом 98, связанным с коромыслом 99, открывающим эти прорези 92 Средство 100 служит для удаления изделий после распалубки. Механизм вращения камеры относительно ее продольной оси содержит катки 101, расположенные с каждой наружной стороны параллельных колец 4 и 5, домкрат 102, цилиндр 103 которого сочленен своей нижней частью с неподвижной осью 104, а конец тяги 105 которого оборудован устройством для захвата шнпов 106, выступающих на торцовых поверхностях наружу по всей окружности. Дуга окружности, разделяющая два смежных шипа 108, соответствует углу между плоскостями середин двух смежных рядов форм. Эта дуга соответствует угловому щагу вращения камеры, Неподвижная ферма 3 закреплена по кон цам 107 на основании 108. Установка для изготовления предварительно напряженных железобетоннь1х изделий работает следующим образом. Вращающая камера 1 пpивoJwrcя в движ ние с помощью домкрата 102, тяга 105 домкрата вьщвигается и своим концом сцеп ляется с щипом 106. При нагнетании жидкости в цилиндр домкрата .102 происходит возврат тяги 105 в цилиндр таким образом что какой-либо из щипов 106 сцепленный с концом тяги 105, сдвигается вниз. При зтом кольца. 4 и 5 приводятся во вращение концом тяги 105 на один шаг. При расцеплении конца тяги 105 с ашпом 106 тяга 105 домкрата 102 вновь выходит из цилиндра 103 для сцепления своим концом со следующим выщерасположе}шым ишпом 106. Движение камеры осуществляется по часовой- стрелке. Ряд пустых форм 2 подходит к оборудованию для установки в них .арматуры 9, которая поступает непрерывно в верхнюю часть трубчатого элемента 89. Когда длина поступанщей арматуры. соответствует проект ной, она вводится в трубу 93, где обрезается и падает на внутреннюю ее поверхность. Арматуру непрерьтно вводят в верх нюю часть трубы 93, вращение которой njJH зтом осуществляют так, что прорезь 94 занимает нижнее положение н арматура 9 выбрасывается из трубы и падает под действием силы Тяжести в прорезь 92. Трубчатый элемент 89, приведенный во вращательное движение под действием веса арматуры, находящейся в прорезях 92, сбрасывает арматуру 9 на площадку 97, где они принимаются персоналом, обслуживающим установку. Коромысла 98 и 99, находясь на уровне трубы 93, обеспечивают заполнение прорезей 92 арматурой 9, и на уровне площадки 97 обеспечивают непрерывную подачу арматуры, нмеющейся в прорезях 92. Когда ряд пустых форм 9 подходит к оборудованию для подачи арматуры 9 в формы 2, оператор помещает их в отливочные формы. При зтом арматура простирается на всю длину камеры и пронизывает несколько форм 2, расположенных последовательно. После установки арматуры производят ее фиксацию и натяжение. Для этого арматуру 9 фиксируют одним концом на крюке 30, а другим - на крюке 37. Натяжное усилие прикладывают от силового привода (не показан), соединенного с тягой 35 посредством крюка 38. При этом происходит продольное перемещение крюков 38 относительно щайбы 40, когда величина удлннения достигает заданной, между шайбой 40 и крюком 30 устанавливают вставки. Фиксацию и натяЖення арматуры осуществляют следующим образом. Концы арматуры 9 фиксируют на перегородке 47 неподвижной траверсы 42. Натяженое усилие прикладьшают с помощью силового .привода (не показан) к подвнжной траверсе 43, которая скользнт внутри рамки 52 до тех пор, пока стопоры 55 не выйдут под действием пружин 56 из пазов 59 и окажутся у борта рамки 52. После лого отсоединяют силовой привод, так как гтопоры 55 удерживают траверсу 43 с натя1утой арматурой. Формы с арматурой после иахяжеиия подходят под каретку-транспортер 60. Бетонную смесь из бункера 63 подают в каретку-дозатор 64, а затем из нее смесь попадает в каретку-транспортер ,60, которая, перемещаясь над формами 2 по направляющим 61,заполняет : их бетонной смесью. Формы 2, заполненные бетонной смесью, подвергают виброуплотнению с помощью вибробрусов 68, которые находятся в прижатом состоянии к форме и удерживаются с помощью подъемников 60. Для передачи вибрационно.го движения используют виброэкс дентрики 70. Затем производят уплотнение и заглаживание поверхностного слоя бетона в формах 2 с помощью подвижного бетоноукладчика 65. Бетоноукладчик 65 с бункером 66, заполне1шым бетонной смесью, данжется по направляющим 61 неподвижной фермы 3. Бетонной смесью из бункера 66 заполняют форму 2 на оставщуюся высоту. Затем опускают виброголовку 67, с помощью кото рой уплотняют и заглаживают поверхностный слой бетона. Заполненные формы 2 закрьгаают крьпиками 20, которые переносят трубчатым держателем 21. Формы 2 с бетоном и крьпиками 20 подвигаются до верхнего конца дугообразного рельса 22. При достаточном схватьшании бетона крышки 20 удаляют. Трубчатый элемент 21 возвращается по направляющей 28 в начальное положение. Затем формы 2 с уложенным бетоном поступают на термообработку в пространство меж
ду экранами 71 и 72.
По окончании термообработки изделий осуществляют постепенное снижение натяжения арматуры и передачи напряжения иа бетон. Для этого в первом случае постепенно отвинчивают гайку на соединении винтгайка 36, удаляя ее от поперечных балокупоров И и 12, а во втором случае осуществляют одновременную распалубку и снижение натяжения. При этом вьггалкиватель 85 вытесняет штифты 86, надавливая на изделие, а стопоры 55 служат для перемещения неподвиядаой траверсы 42 и рамки 48. Радиальное перемещение их вдоль наклонных поверхностей сначала Ш астин 52, а затем балок-упоров 44 и 45 ведет к постепенному снижению натяжения арматуры.
Изделия, находящиеся в пазах 80, головкой 74 удаляются затем средством 100. Для распалубки арматуру между иесколькирш изделиями разрезают.
Экономический эффект от использования предлагаемой установки заключается в повышении надежности и упрощении конструкции |по сравнению с известной.
Формула изобретения
1, Установка для изготовления предварительно напряженных железобетонных изделий, содержащая вращающуюся камеру в виде беличьего колеса, составленную из параллельных колец, соединенных в единую конструкцию посредством продольных балок, расположенных по их окружности, неподвижную ферму, про ходящую внутри камеры и закрепленную по их окружности, неподвижную ферму, проходящую внутри камеры и закрепленную по концам на основании, формы, установленные между продольными балками, и технологибалок имеются поперечные балки-упоры, на которых крепится оборудование для натяжения арматуры, причем формы снабжены прижимными крышками, взаимодействующими с формами.
2.Установка по п. 1, о т л и ч а ющ а я с я тем, что оборудование для фиксации и натяжения арматуры состоит из
неподвижного и подвижного захватных приспособлений, прикрепленных на противоположных поперечных балках-упорах вращающейся камеры, причем неподвижное приспособление выполнено в виде тяги, на одном конце которой закреплен крюк для фиксации, арматуры, а на другом - щайба для фиксации на поперечных балках-упорах, а подвижное - в виде двух тяг, соединенных одна с другой посредством соединения винт-гайка, по концам этих тяг закреплены крюки, один из которых предназначен для фиксации арматуры, а другой - дай соединения с силовым приводом, при этом противоположной стороной этот крюк фиксируется на поперечных балках-упорах посредством шайбы и вставки.
3.Установка по п. 1, о т л и ч а ющ а я с я тем, что оборудование дпя фиксации и натяжения арматуры вьшолнено в виде неподвижной и подвижной траверс,
установленных на противоположных балкахупорах вращающейся камеры через клиновые вставки, причем подвижная траверса вьшолнена с приспособлением для соединения ее с силовым приводом. Источники информации, принятые во внимание .при экспертизе 1. Патент США N« 3732044, кл. 425-111, 1973 (прототип). 110 ческое оборудование, размещенное по окружности камеры и предназначенное для очистки форм, установки в них арматуры, фиксации ее и натяжения, виброуплотнения, упоженного в формы бетона, термообработки отформованных изделий, распалубки готовых изделий и удаления этих изделий на склад готовой продукции, а также подвижные бетоноукладчики с рабочими органами для уплотнения и зa лaживaния поверхностного слоя бетона в формах, установленные на направляющих неподвижной фермы, и механизм вращения камеры относительно ее продольной оси, отличающаяся тем, что, с целью повьппения надежности и упрощения конструкции, каждая продольная балка вьшолнена неразрезной, с трапецеидальным профилем, прикреплена большим основанием трапещо к внутренней поверхности 4 размещения между этими балками ряда форм, а по торцам продольных / 6 fOd 4 (ригА Ш6 

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Устройство для группового натяжения арматуры | 1988 |
|
SU1682502A1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2293652C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1033673A1 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1747632A2 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1984 |
|
SU1255700A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1761919A2 |

3/ 30
зг n f6 7 7/ f 35 I yfyt /5 )гфиеМ/ 139 W 7 г f7 (J)u9.5
фиё.7
Ja
«Э1
