Изобретение относится к строительной отрасли, а именно к способам и устройствам для их осуществления, используемым для соединения арматуры железобетонных конструкций путем обжатия соединительных втулок.
Известен способ соединения арматуры с помощью соединительных втулок, обжимаемых ручными прессами со сменными вставками, см. www.enerprom/com/news/36.html. Недостатком способа является необходимость использования насосных станций высокого давления (70 МПа) и ручных гидравлических прессов весом до 50 кг. Соединение арматуры осуществляется за счет многократного механического обжатия втулок, при этом качество соединений в значительной степени зависит от мастерства оператора.
Известен также способ соединения арматуры с помощью соединительных втулок, обжимаемых гидростатическим давлением рабочей среды с использованием насосных станций, см. патент RU 245817. Эта технология так же требует использования дорогостоящего оборудования - насосных станций высокого давления. При этом давление рабочей среды зависит от типа насосной станции и не превышает 80 - 100 МПа, что ограничивает возможность использования данного способа.
Способ соединения арматуры с помощью соединительных втулок, обжимаемых гидростатическим давлением рабочей среды с использованием насосных станций, см. патент RU 245817, наиболее близок к заявляемому способу.
Предлагается способ и устройства для соединения арматуры железобетонных конструкций с помощью соединительных втулок, обжимаемых гидростатическим давлением воды. Устройство для реализации способа состоит из: технологической обоймы, экрана и фиксатора. Технологическая обойма имеет внутреннюю выточку.
Соединение арматуры осуществляется следующим образом:
1. Соединительную втулку помещают в технологическую обойму и надевают на концы арматуры; 2. Заполняют водой технологическую обойму; 3. Охлаждают обойму хладагентом, например, сухим льдом, вода превращается в лед - происходит обжатие соединительной втулки и соединение концов арматуры; 4. Снимают технологическую обойму с арматуры.
Сущность изобретения поясняется фиг. 1, 2, 3 и 4.
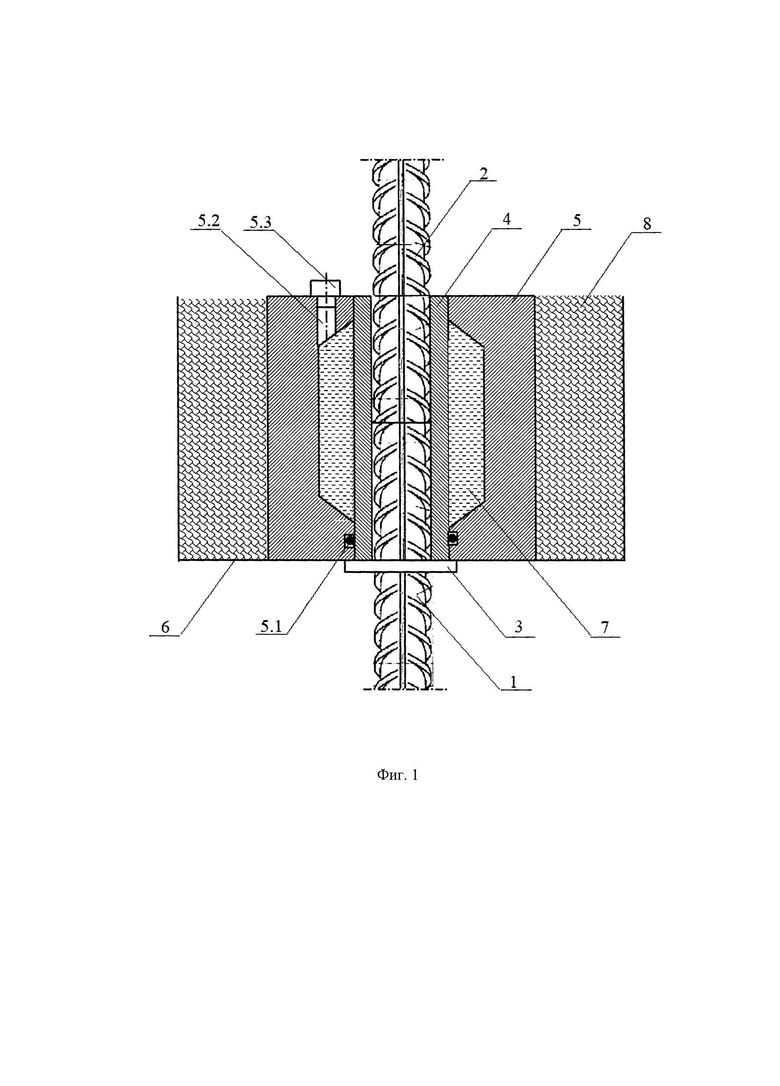
На фиг. 1 представлен вариант реализации предложенного способа соединения арматуры при вертикальном расположении арматуры.
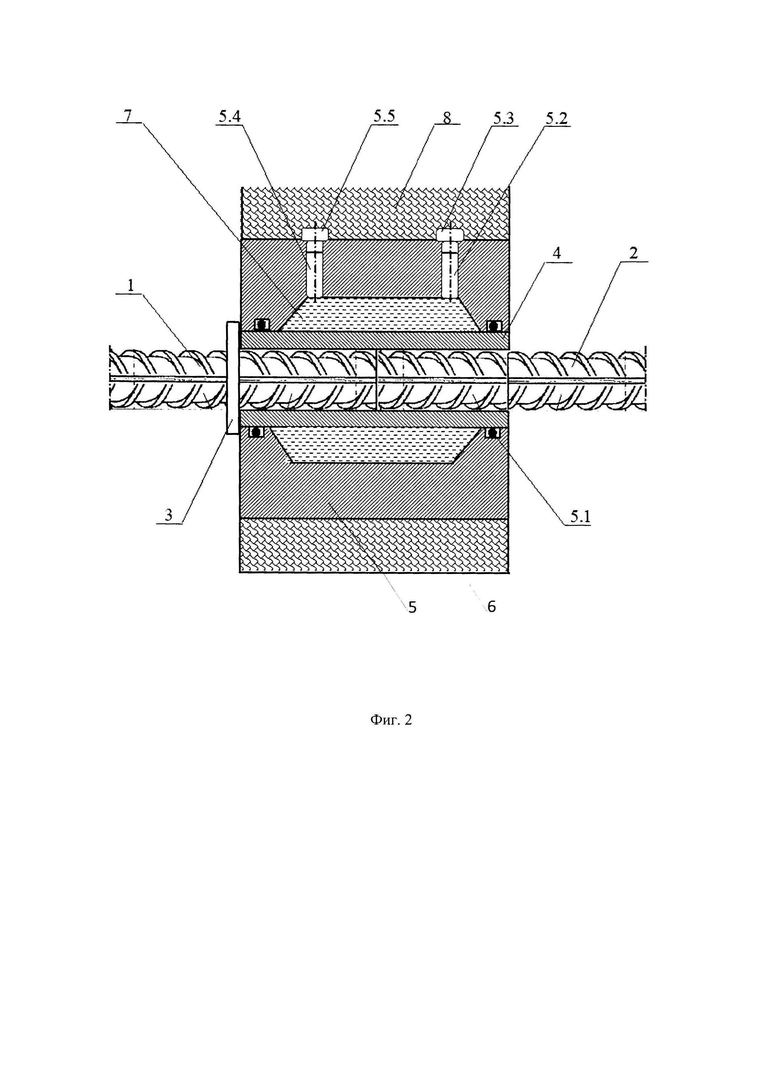
На фиг. 2 - вариант при горизонтальном и наклонном расположении арматуры. Где: 1 и 2 - арматура, 3 - фиксатор, 4 - соединительная втулка, 5 - технологическая обойма, 5.1 - уплотнительное кольцо/уплотнительные кольца, 5.2 - отверстие для заполнения технологической обоймы водой, 5.3 заглушка, 5.4 - отверстие для выпуска воздуха, 5.5 - заглушка, 6 - экран, 7 - вода, 8 - сухой лед.
При вертикальном расположении арматуры технологическая обойма 5 имеет 1 кольцевую канавку, в которой размещено уплотнительное кольцо 5.1, и отверстие 5.2 для заполнения технологической обоймы водой с заглушкой 5.3.
При горизонтальном и наклонном расположении арматуры - технологическая обойма 5 имеет 2 кольцевые канавки, в которых установлены уплотнительные кольца 5.1, отверстие 5.2 для заполнения технологической обоймы водой с заглушкой 5.3 и отверстие 5.4 для выпуска воздуха с заглушкой 5.5 - они расположены на боковой поверхности обоймы.
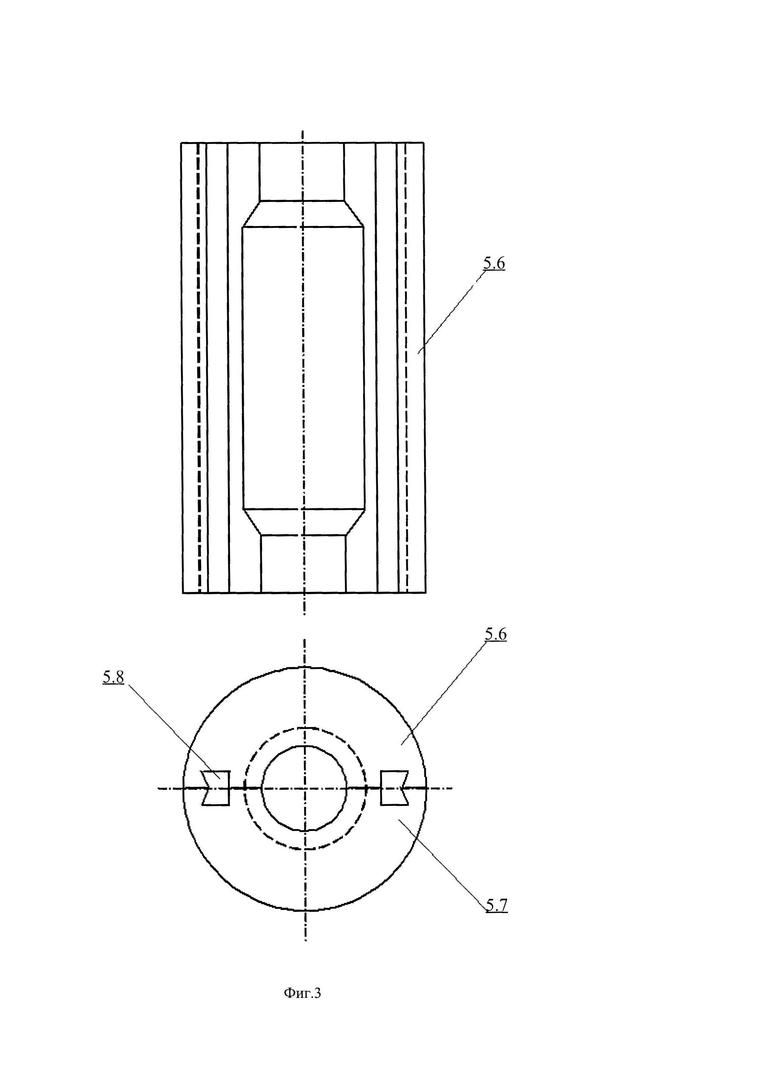
На фиг. 3 представлен вариант реализации предложенного способа при использовании разъемной технологической обоймы, состоящей из двух полуколец 5.6 и 5.7 и соединительных вставок 5.8. В полукольцах 5.6 и 5.7 имеются трапециевидные выборки для соединительных вставок 5.8, см. фиг. 3. Разъемная технологическая обойма собирается перед началом работ. Герметизация внутренней выточки обоймы, она заполняется водой, обеспечивается смазкой сопряженных поверхностей полуколец 5.6 и 5.7 обоймы и соединительных вставок 5.8. В качестве смазки могут быть использованы полужидкие и пластичные смазки. Использование разъемной технологической обоймы позволяет снимать обойму с арматуры непосредственно в зоне обжатия соединительной втулки, вынимая из полуколец 5.6 и 5.7 соединительные вставки 5.8.
Последовательность технологических операций при сборке технологической обоймы:
1. Сопряженные поверхности полуколец 5.6 и 5.7 и соединительных вставок 5.8 смазывают смазками.
2. Соединяют полукольца 5.6 и 5.7 и вставляют в них соединительные вставки 5.8.
Последовательность технологических операций при соединении арматуры:
1. На арматуру 1 устанавливают фиксатор 3.
2. В технологическую обойму 5 устанавливают уплотнительное кольцо/уплотнительные кольца 5.1.
3. В технологическую обойму 5 устанавливают соединительную втулку 4.
4. Надевают на арматуру 1 технологическую обойму 5 в сборе с соединительной втулкой 4.
5. Заполняют водой 7 полость, образованную наружной поверхностью соединительной втулки 4 и внутренней выточкой технологической обоймы 5.
6. Заворачивают заглушку/заглушки 5.3/5.3 и 5.5.
7. На технологическую обойму 5 устанавливают экран 6.
8. Арматуру 2 вставляют в соединительную втулку 4.
9. Заполняют зазор между технологической обоймой 5 и экраном 6 сухим льдом 8.
10. Технологическая втулка 5 охлаждается - вода 7 превращается в лед. Происходит гидростатическое обжатие соединительной втулки 4.
11. После гидростатического обжатия соединительной втулки с арматуры снимают экран 6 и фиксатор 3.
12. Технологическую обойму 5 снимают с соединительной втулки 4 и с арматуры 2.
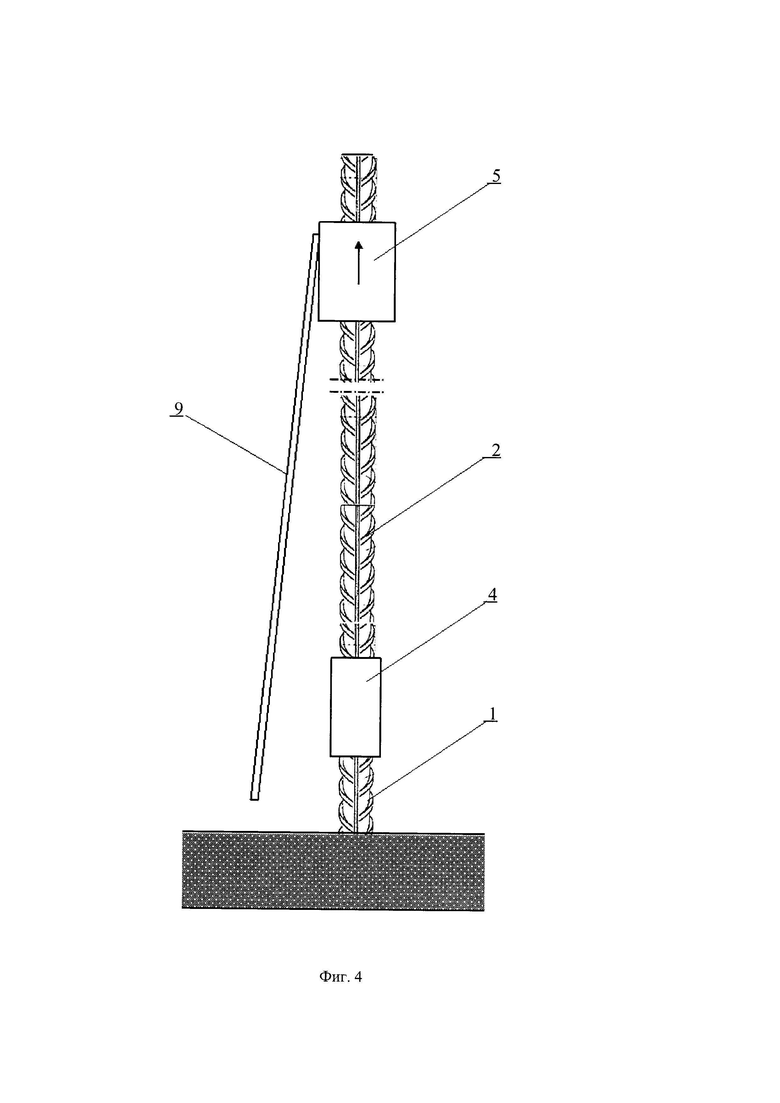
На фиг. 4 представлена схема снятия технологической неразъемной обоймы с арматуры после обжатия соединительной втулки при вертикальном расположении арматуры. Где: 1 и 2 - нижняя и верхняя арматура, соединительная втулка 4, технологическая обойма 5, телескопическая штанга 9.
После обжатия соединительной втулки 4 с нее снимают технологическую обойму 5. Присоединяют технологическую обойму 5 к телескопической штанге 9 и, перемещая по верхней арматуре 2, снимают с арматуры, см. фиг. 4.
Технический результат использования данного способа соединения арматуры:
1. Простота технологии соединения арматуры.
2. Не требуется дорогостоящего оборудования.
3. Давление гидростатического обжатия соединительной втулки при превращении воды в лед, Р=205 МПа, см. chipmaker.ru, - более чем в 2 раза превышает давление рабочей среды при использовании насосных станций и позволяет качественно обжимать соединительную втулку с заполнением профиля арматуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кумулятивный перфоратор | 2023 |
|
RU2822181C1 |
| СПОСОБ СОЕДИНЕНИЯ АРМАТУРЫ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2458217C1 |
| Способ монтажа арматурных стержней | 2017 |
|
RU2662740C1 |
| СПОСОБ МОНТАЖА АРМАТУРНЫХ СТЕРЖНЕЙ И КАРКАСОВ, ВЫПОЛНЕННЫХ ИЗ НИХ | 2011 |
|
RU2454517C1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО ОБЖАТИЯ ТРУБОПРОВОДОВ | 2000 |
|
RU2192326C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ СИЛОВОГО ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ В ПАКЕРЕ, КОНСТРУКЦИЯ ПАКЕРА, ЕГО РЕАЛИЗУЮЩАЯ, И СПОСОБ СБОРКИ ПАКЕРА С КАБЕЛЕМ, ЭТОЙ КОНСТРУКЦИЕЙ ОПРЕДЕЛЯЕМЫЙ | 2018 |
|
RU2686780C1 |
| Торцовое уплотнение | 1983 |
|
SU1086264A1 |
| Устройство для усталостных испытаний образцов | 1986 |
|
SU1404880A1 |
| СПОСОБ УСИЛЕНИЯ СЖАТЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2308584C2 |
| АНКЕРНОЕ УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ НАПРЯГАЕМЫХ РАСПОРОК УСИЛЕНИЯ | 2005 |
|
RU2308582C2 |
Изобретение относится к способам соединения арматуры железобетонных конструкций с помощью соединительных втулок. Соединительную втулку в сборе с технологической обоймой надевают на концы арматуры. Технологическую обойму заполняют водой и охлаждают. Вода превращается в лед - происходит гидростатическое обжатие соединительной втулки. Технический результат - упрощение технологии соединения арматуры, обеспечивается высокое давление гидростатического обжатия при превращении воды в лед, Р=205 МПа, что позволяет качественно обжимать соединительную втулку с заполнением профиля арматуры. 2 н. и 2 з.п. ф-лы, 4 ил.
1. Способ соединения арматуры железобетонных конструкций соединительной втулкой, обжимаемой гидростатическим давлением воды, включающий следующие технологические операции:
1) на концы арматуры надевают соединительную втулку в сборе с технологической обоймой устройства для соединения арматуры;
2) заливают воду в выточку технологической обоймы;
3) охлаждают обойму хладагентом, например сухим льдом, для обжатия втулки;
4) после обжатия соединительной втулки технологическую обойму снимают с арматуры.
2. Способ по п. 1, отличающийся тем, что технологическую обойму устройства выполняют неразъемной или разъемной, состоящей из двух полуколец и соединительных вставок.
3. Способ по п. 2, отличающийся тем, что технологическую обойму снимают с арматуры непосредственно в зоне обжатия соединительной втулки, для чего вынимают соединительные вставки из разъемной обоймы, или с помощью телескопической штанги, перемещая технологическую обойму по арматуре.
4. Устройство для соединения арматуры железобетонных конструкций, включающее соединительную втулку, размещенную в технологической обойме, технологическую обойму с внутренней выточкой для заполнения водой, неразъемную или разъемную, состоящую из двух полуколец и соединительных вставок, экран, установленный на технологической обойме с зазором для размещения хладагента, например сухого льда, и фиксатор, установленный на арматуре.
| СПОСОБ СОЕДИНЕНИЯ АРМАТУРЫ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2458217C1 |
| Устройство для прессования металлических порошков | 1980 |
|
SU908525A1 |
| Устройство для гидростатического прессования порошков | 1982 |
|
SU1085671A1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО ОБЖАТИЯ ТРУБОПРОВОДОВ | 2000 |
|
RU2192326C2 |
| Способ монтажа арматурных стержней | 2017 |
|
RU2662740C1 |
| KR 1020060037097 A, 03.05.2006. | |||

