Настоящее изобретение в целом относится к системе и способу для плавления материалов во время производства стеклянного или керамического материала.
При обычном электрическом плавлении стекла (или некоторых других керамических материалов) используется способ прямого электрического сопротивления, при котором электроды, обычно из молибдена, помещаются в расплавленное стекло и между ними пропускается ток. Удельное электрическое сопротивление стекла является более высоким, чем в электрической цепи, что приводит к нагреванию стекла между электродами. Стеклянная шихта, состоящая из различных минералов, но преимущественно кварцевого песка, подается сверху расплавленного стекла и нагревается до тех пор, пока она не расплавится, формируя новое стекло.
Плавление стекла таким способом является чистым и относительно эффективным по сравнению, например, с плавлением газом. Однако этот способ является неэффективным из-за тепловых потерь. Зона, нагреваемая между электродами, является относительно тонкой/поверхностной и зависит от теплопроводности (и, в гораздо меньшей степени, конвекции) для нагрева стеклянной шихты над ней. Стекло плохо проводит тепло, и поэтому для плавления стекла таким способом требуется неглубокий плавильный резервуар с большой площадью поверхности, чтобы получить количество стекла, необходимое для производственного процесса. Из-за этого тепловые потери являются большими.
Альтернативные способы нагревания стекла включают в себя использование нагревательных элементов. Нагревательные элементы имеют то преимущество, что проводимость плавящегося материала, например стекла, обычно не имеет значения, и они позволяют обеспечить плавление из холодного состояния большого разнообразия материалов с различными проводимостями. Такие нагревательные элементы содержат проводящий материал. При прохождении тока через нагревательный элемент сопротивление материала проводника заставляет нагревательный элемент нагреваться и нагревать окружающие материалы. Известные нагревательные элементы имеют несколько проблем. Одна из таких проблем заключается в том, что дифференциальное сопротивление внутри нагревательного элемента или между отдельными компонентами нагревательного элемента может вызывать «выгорание» или окисление нагревательного элемента. Например, нагревательные элементы, которые включают в себя набор отдельных нагревательных элементов, зажатых/соединенных вместе, могут быть подвержены такому выгоранию, при этом зажим/соединение между ними приводит к дифференциальному сопротивлению. Аналогичным образом нагревательные элементы с неоднородными размерами (например с толщиной, которая отличается больше чем на 3% по длине) могут привести к дифференциальному сопротивлению и выгоранию.
Еще одна проблема состоит в том, что в известных устройствах массив нагревательных элементов или отдельные компоненты внутри нагревательного элемента могут создавать сильное магнитное поле при нагревании. Такое магнитное поле может вызывать деформацию нагревательных элементов и/или массива нагревательных элементов в целом.
Желательно предложить улучшенную систему для плавления материалов, которая решала бы вышеупомянутые проблемы.
В соответствии с первым аспектом настоящего изобретения предлагается нагревательный элемент для использования в системе для плавления материалов во время производства стеклянного или керамического материала, содержащий:
первую соединительную деталь, выполненную с возможностью соединения с первой стороной внутренности плавильного резервуара;
вторую соединительную деталь, выполненную с возможностью соединения со второй стороной внутренности плавильного резервуара; и
по меньшей мере одну удлиненную полосу, проходящую между первой соединительной деталью и второй соединительной деталью, которая составляет одно целое с первой соединительной деталью и второй соединительной деталью,
причем нагревательный элемент сконфигурирован таким образом, что во время операции нагревания ток течет между первой соединительной деталью и второй соединительной деталью нагревательного элемента вдоль упомянутой по меньшей мере одной удлиненной полосы, чтобы тем самым излучать тепло к материалам, находящимся внутри плавильного резервуара.
Более точно, эта по меньшей мере одна удлиненная полоса следует по нелинейному пути между первой и второй соединительными деталями.
Более точно, эта по меньшей мере одна удлиненная полоса является волнистой.
Более точно, нагревательный элемент содержит по меньшей мере две удлиненные полосы, проходящие между первой соединительной деталью и второй соединительной деталью, причем эти по меньшей мере две удлиненные полосы составляют одно целое с первой соединительной деталью и второй соединительной деталью.
Более точно, оси удлинения смежных удлиненных полос внутри нагревательного элемента являются по существу параллельными, причем изгибы смежных удлиненных полос смещены вдоль их осей удлинения.
Более точно, нагревательные элементы по меньшей мере частично покрыты неокисляющимся покрытием.
В соответствии со вторым аспектом настоящего изобретения предлагается система для плавления материалов во время производства стеклянного или керамического материала, содержащая:
плавильный резервуар, имеющий внутренность; и
нагревательный элемент, имеющий:
первую соединительную деталь, соединенную с первой стороной внутренности плавильного резервуара;
вторую соединительную деталь, соединенную со второй стороной внутренности плавильного резервуара; и
по меньшей мере одну удлиненную полосу, проходящую между первой соединительной деталью и второй соединительной деталью, причем упомянутая по меньшей мере одна удлиненная полоса составляет одно целое с первой соединительной деталью и второй соединительной деталью;
причем этот нагревательный элемент сконфигурирован таким образом, что ток течет между первой соединительной деталью и второй соединительной деталью нагревательного элемента вдоль упомянутой по меньшей мере одной удлиненной полосы, чтобы тем самым излучать тепло к материалам, находящимся внутри плавильного резервуара.
Более точно, нагревательный элемент второго аспекта настоящего изобретения представляет собой нагревательный элемент первого аспекта настоящего изобретения.
Более точно, первая сторона внутренности плавильного резервуара находится напротив второй стороны внутренности плавильного резервуара.
Более точно, нагревательный элемент располагается в положении около основания внутренности плавильного резервуара.
Более точно, упомянутые по меньшей мере две удлиненные полосы разнесены по существу в горизонтальном направлении внутри нагревательного элемента во время использования нагревательного элемента внутри системы.
Более точно, система содержит по меньшей мере два нагревательных элемента, каждый из которых содержит:
первую соединительную деталь, соединенную с первой стороной внутренности плавильного резервуара;
вторую соединительную деталь, соединенную со второй стороной внутренности плавильного резервуара; и
по меньшей мере одну удлиненную полосу, проходящую между первой соединительной деталью и второй соединительной деталью, причем упомянутая по меньшей мере одна удлиненная полоса составляет одно целое с первой соединительной деталью и второй соединительной деталью.
Более точно, упомянутые по меньшей мере два нагревательных элемента являются компланарными. Более точно, упомянутые по меньшей мере два нагревательных элемента являются компланарными в плоскости, которая является по существу горизонтальной или параллельной основанию внутренности плавильного резервуара.
Более точно, по меньшей мере один из упомянутых по меньшей мере двух нагревательных элементов располагается в плоскости, смещенной от других из упомянутых по меньшей мере двух нагревательных элементов. Более конкретно, по меньшей мере один из нагревательных элементов является смещенным от других из упомянутых по меньшей мере двух нагревательных элементов в вертикальном направлении.
Более точно, система содержит систему управления, выполненную с возможностью управления протеканием тока между первой соединительной деталью и второй соединительной деталью нагревательного элемента.
Более точно, система управления выполнена с возможностью независимого управления упомянутыми по меньшей мере двумя нагревательными элементами.
Более точно, упомянутые по меньшей мере два нагревательных элемента являются электрически связанными.
Более точно, упомянутые нагревательные элементы содержат или формируются из молибдена или иридия.
В соответствии с третьим аспектом настоящего изобретения система второго аспекта используется для плавления материалов во время производства стеклянного или керамического материала.
В соответствии с четвертым аспектом настоящего изобретения предлагается способ плавления материалов во время производства стеклянного или керамического материала, содержащий:
обеспечение системы, содержащей:
плавильный резервуар, имеющий внутренность; и
нагревательный элемент, имеющий:
первую соединительную деталь, соединенную с первой стороной внутренности плавильного резервуара;
вторую соединительную деталь, соединенную со второй стороной внутренности плавильного резервуара; и
по меньшей мере одну удлиненную полосу, проходящую между первой соединительной деталью и второй соединительной деталью, причем упомянутая по меньшей мере одна удлиненная полоса составляет одно целое с первой соединительной деталью и второй соединительной деталью;
и выполнение операции нагревания, содержащей пропускание тока между первой соединительной деталью и второй соединительной деталью нагревательного элемента вдоль по меньшей мере одной удлиненной полосы, чтобы тем самым излучать тепло к материалам, находящимся внутри плавильного резервуара.
Соответственно, система, предлагаемая во втором аспекте настоящего изобретения, является системой в соответствии со вторым аспектом настоящего изобретения.
В соответствии с пятым аспектом настоящего изобретения предлагается способ производства нагревательного элемента первого аспекта настоящего изобретения, в котором нагревательный элемент вырезается как цельная деталь с использованием водоструйной резки.
Некоторые варианты осуществления настоящего изобретения обеспечивают улучшенный нагревательный элемент для использования в системе для плавления материалов во время производства стеклянного или керамического материала.
Некоторые варианты осуществления настоящего изобретения обеспечивают то преимущество, что нагревательный элемент является более надежным (то есть менее склонным к выгоранию и окислению).
Некоторые варианты осуществления настоящего изобретения обеспечивают то преимущество, что конфигурация нагревательного элемента является оптимизированной для увеличения теплоотдачи по сравнению с известными системами. В частности, оптимизируется выходная мощность IR/ближнего IR излучения.
Некоторые варианты осуществления настоящего изобретения обеспечивают то преимущество, что обеспечивается улучшенная система для плавления материалов во время производства стеклянного или керамического материала.
Некоторые варианты осуществления настоящего изобретения обеспечивают то преимущество, что система может плавить материалы во время производства стеклянного или керамического материала более эффективно, чем системы, использующие прямое электрическое сопротивление. В частности, эта система имеет уменьшенные тепловые потери по сравнению с известными системами.
Некоторые варианты осуществления настоящего изобретения обеспечивают то преимущество, что система в меньшей степени зависит от теплопроводности и/или конвекции тепла по сравнению с системами, использующими прямое электрическое сопротивление.
Некоторые варианты осуществления настоящего изобретения обеспечивают то преимущество, что по сравнению с известными системами данная система может использовать меньший плавильный резервуар для получения количества расплавленного стекла или керамики, необходимого для непрерывного производственного процесса.
Некоторые варианты осуществления настоящего изобретения обеспечивают то преимущество, что обеспечивается улучшенный способ плавления материалов во время производства стеклянного или керамического материала.
Некоторые варианты осуществления настоящего изобретения обеспечивают то преимущество, что данный способ является более энергоэффективным, чем известные способы.
Во избежание сомнений, любые из описанных в настоящем документе особенностей в равной степени применимы к любому аспекту настоящего изобретения. В рамках настоящей заявки явно предусматривается, что различные аспекты, варианты осуществления, примеры и альтернативы, изложенные в предыдущих абзацах, в формуле изобретения и/или в следующем описании и чертежах, и в частности их индивидуальные особенности, могут быть взяты независимо или в любой комбинации. Особенности, описанные в связи с одним аспектом или вариантом осуществления настоящего изобретения, применимы ко всем аспектам или вариантам осуществления, если такие особенности не являются несовместимыми.
Далее будут описаны варианты осуществления настоящего изобретения, посредством только примеров и со ссылками на сопровождающие чертежи, в которых:
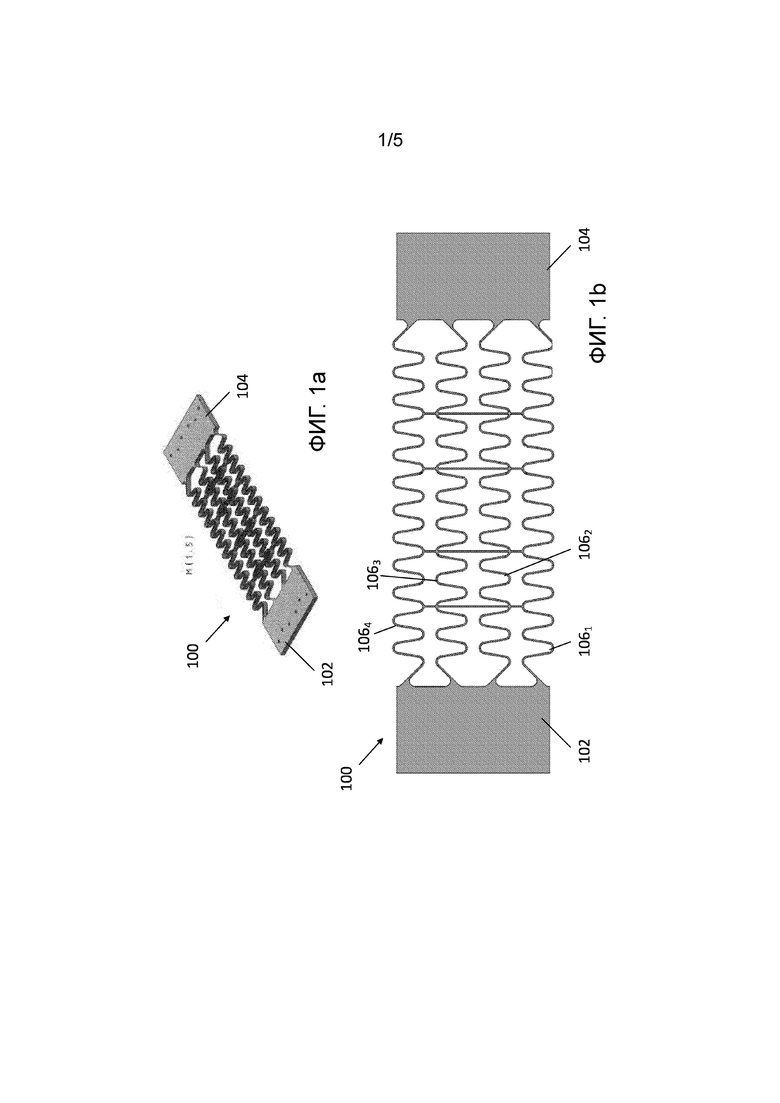
Фиг. 1a и 1b иллюстрируют общий вид и вид сверху нагревательного элемента, соответственно;
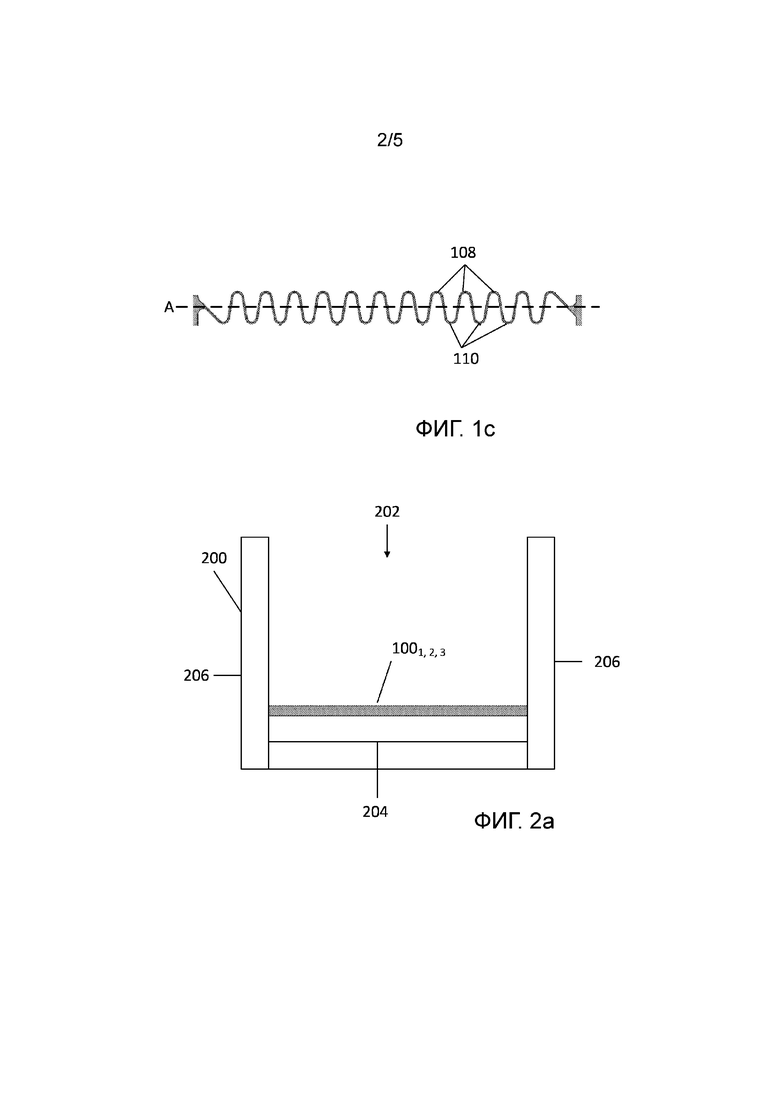
Фиг. 1c иллюстрирует удлиненную полосу нагревательного элемента, показанного на Фиг. 1a и 1b;
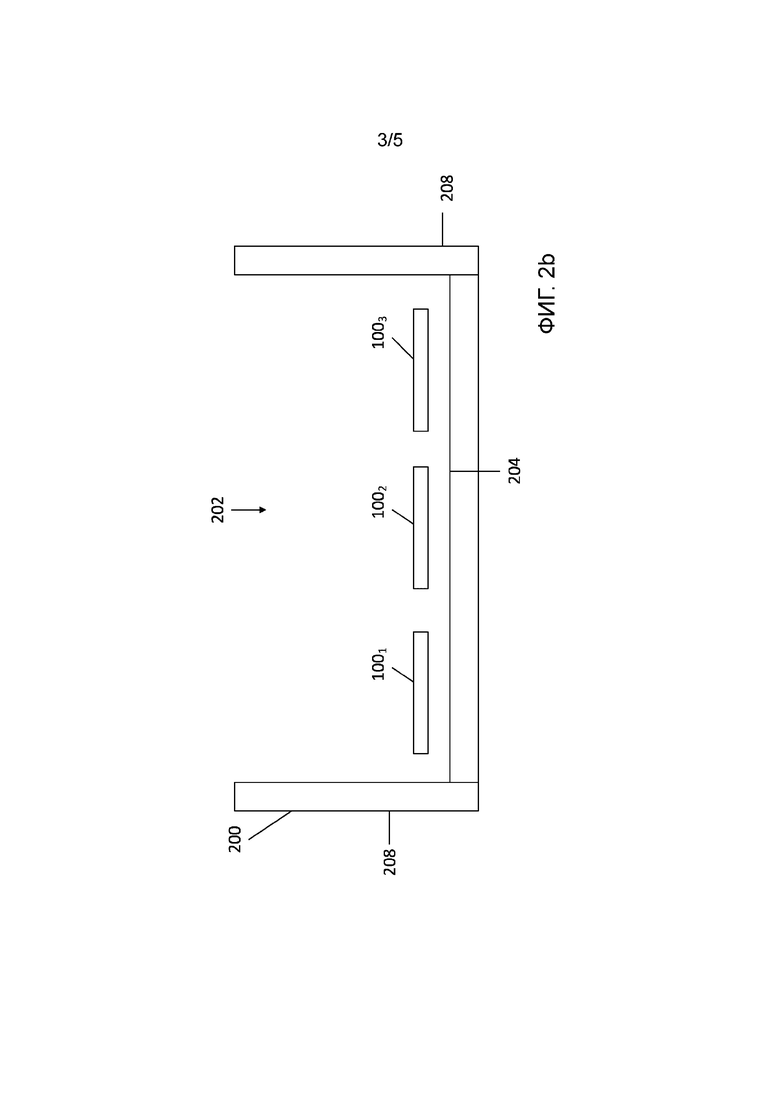
Фиг. 2a и 2b иллюстрируют поперечные сечения системы, включающей в себя нагревательный элемент, показанный на Фиг. 1a и 1b, вдоль ширины и длины плавильного резервуара соответственно;
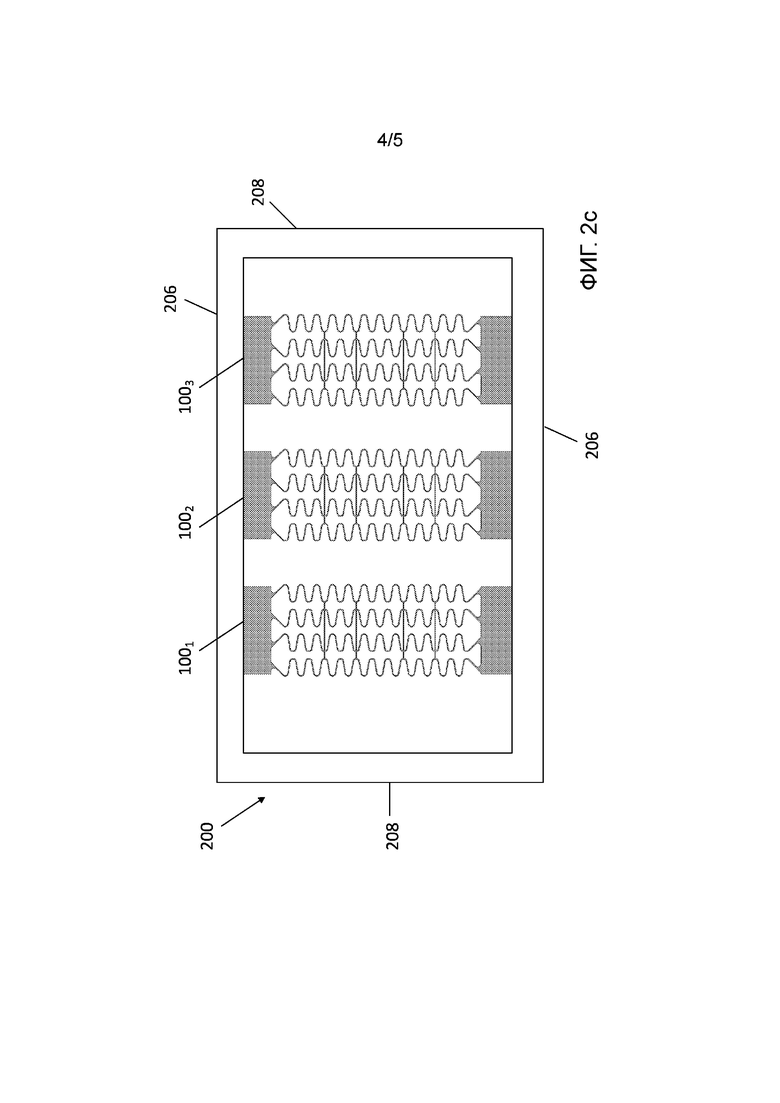
Фиг. 2c иллюстрирует вид сверху системы, показанной на Фиг. 2a и 2b; и
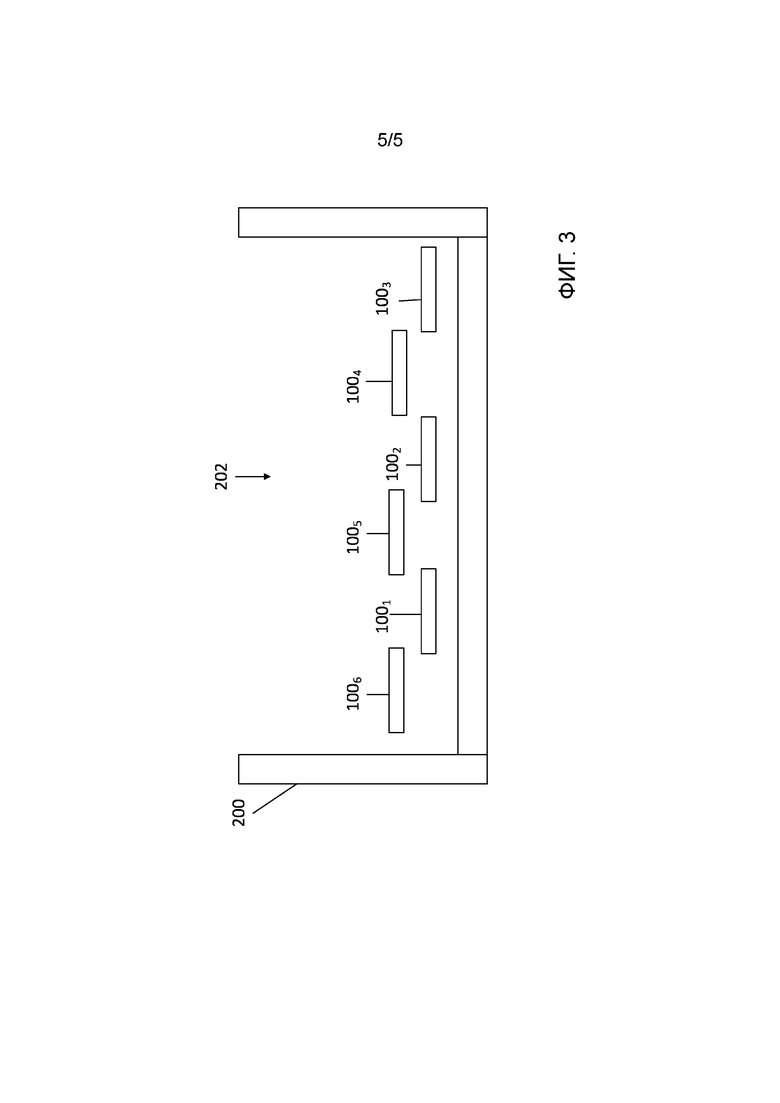
Фиг. 3 иллюстрирует поперечное сечение другой системы, включающей в себя нагревательные элементы.
На Фиг. 1a и 1b проиллюстрирован нагревательный элемент 100 для использования в системе для плавления материалов во время производства стеклянного или керамического материала. Нагревательный элемент 100 включает в себя первую соединительную деталь 102, выполненную с возможностью соединения с первой стороной внутренности плавильного резервуара, и вторую соединительную деталь 104, выполненную с возможностью соединения со второй стороной внутренности плавильного резервуара.
Нагревательный элемент 100 дополнительно включает в себя по меньшей мере одну удлиненную полосу, проходящую между первой соединительной деталью 102 и второй соединительной деталью 104. В проиллюстрированном примере нагревательный элемент 100 включает в себя четыре удлиненные полосы 1061-4.
Используемый в настоящем документе термин «полоса» внутри термина «удлиненная полоса» относится к элементу, имеющему две поверхности, по существу параллельные друг другу и разделенные толщиной полосы. Каждая поверхность имеет размеры (например, длину и ширину), которые относительно велики по сравнению с толщиной полосы (то есть толщина представляет собой размер полосы, который по существу ортогонален размерам поверхности нагрева полосы). Что касается описанных в настоящем документе полос, «поверхности» являются нагревающими поверхностями, выполненными с возможностью излучения тепла.
Используемый в настоящем документе термин «удлиненная» внутри термина «удлиненная полоса» означает, что один размер полосы (например, длина полосы) является удлиненным относительно другого размера полосы (например, ширины полосы/ширины поверхности нагрева полосы). Как будет обсуждено ниже, удлиненный размер является длиной удлиненной полосы, проходящей между первой и второй соединительными деталями 102, которая может соответствовать или может не соответствовать длине поверхностей нагрева удлиненной полосы.
В проиллюстрированных примерах каждая удлиненная полоса 1061-4 является удлиненной в направлении, в котором она проходит между первой соединительной деталью 102 и второй соединительной деталью 104. Таким образом, каждая удлиненная полоса 1061-4 имеет ось удлинения (обозначенную как А на Фиг. 1c), проходящую между первой соединительной деталью 102 и второй соединительной деталью 104. Длина каждой удлиненной полосы 1061-4 вдоль оси удлинения является удлиненной относительно других размеров удлиненной полосы.
В некоторых примерах каждая удлиненная полоса 1061-4 может быть прямой, так что каждая удлиненная полоса 1061-4 (и следовательно ее поверхность нагрева) следует вдоль оси удлинения. Другими словами, длина поверхностей нагрева и длина удлиненной полосы могут быть равны. Однако в других примерах (например, в проиллюстрированных) поверхности нагрева каждой удлиненной полосы могут не соответствовать непосредственно удлиненному размеру удлиненной полосы (например, поверхности нагрева являются волнистыми). В этих примерах путь, по которому проходит удлиненная полоса от первой соединительной детали 102 ко второй соединительной детали 104, является нелинейным и, следовательно, не следует непосредственно за осью удлинения удлиненной полосы (как будет описано ниже относительно волнистой формы удлиненных полос). Таким образом, удлиненная длина каждой полосы отличается от длины ее поверхностей нагрева.
В проиллюстрированном примере оси удлинения удлиненных полос 1061-4 внутри нагревательного элемента 100 являются по существу параллельными. Оси удлинения (и полосы) разделены, при этом оси удлинения удлиненных полос в каждом нагревательном элементе являются компланарными.
Удлиненные полосы 1061-4 составляют одно целое с первой соединительной деталью 102 и второй соединительной деталью 104. Таким образом, удлиненные полосы 1061-4 формируют единый компонент с первой соединительной деталью 102 и второй соединительной деталью 104, в отличие от набора компонентов, соединенных вместе, например зажимом.
При использовании нагревательный элемент 100 выполняет операцию нагрева в соответствующей системе для плавления материалов во время производства стеклянного или керамического материала. Для выполнения операции нагрева к нагревательному элементу 100, то есть между первой соединительной деталью 102 и второй соединительной деталью 104, прикладывается разность потенциалов, чтобы вызвать прохождение тока между ними. При прохождении между первой и второй соединительными деталями 102, 104 ток течет по удлиненным полосам 1061-4.
Нагревательные элементы делаются из электропроводящего материала, например молибдена или иридия. Когда ток протекает через нагревательные элементы, сопротивление нагревательных элементов (в частности, удлиненных полос) вызывает выделение тепла (то есть омический нагрев), излучая тем самым тепло к материалам, находящимся внутри плавильного резервуара. Излучаемое тепло заставляет материалы плавиться.
Было обнаружено, что тепло, излучаемое к материалам, находящимся внутри плавильного резервуара, в форме инфракрасного (IR) или ближнего IR излучения, особенно эффективно при нагревании материалов. IR или ближнее IR излучение легко проходит через расплавленный продукт, например расплавленное стекло. Это позволяет передавать тепловую энергию материалам (например, стеклянной шихте), расположенным над расплавленным стеклом, с меньшей зависимостью от теплопроводности и конвекции. Это в свою очередь уменьшает необходимость в неглубоком резервуаре для плавления с большой площадью поверхности при плавлении достаточного количества стекла для производственного процесса. Поскольку можно использовать более мелкий резервуар с меньшей площадью поверхности, снижаются тепловые потери, что приводит к более эффективному производственному процессу.
Используемое в настоящем документе IR излучение, включая ближнее IR излучение, определяется как электромагнитное излучение, имеющее длину волны по существу от 700 нм до 1 мм и частоту по существу от 300 ГГц до 430 ТГц. Обычно считается, что ближнее IR излучение имеет длину волны 700-2500 нм или более точно 780-2500 нм. В дальнейшем «IR» относится как к инфракрасным, так и к ближним инфракрасным частотам.
Использование удлиненных полос внутри нагревательных элементов обеспечивает увеличенную площадь поверхности по сравнению с другими формами (например, электродами/нагревательными элементами в форме цилиндрических стержней, которые обычно используются в известных системах из-за обеспечиваемой прочности). Эта увеличенная площадь поверхности позволяет увеличить выход IR излучения. Другими словами, поверхности нагрева каждой удлиненной полосы обеспечивают увеличенную поверхность нагрева/излучения, из которой излучается IR излучение.
Использование интегрального нагревательного элемента 100 (то есть единого интегрального компонента, который может быть электрически соединен с другими частями системы) помогает снизить дифференциальное сопротивление на различных участках внутри нагревательного элемента 100. Таким образом, нагревательный элемент 100 менее подвержен выгоранию, чем известные системы.
В вариантах осуществления нагревательный элемент 100 представляет собой единое целое и изготавливается из единого блока/куска материала. Например, нагревательный элемент 100 может быть изготовлен путем водоструйной (гидроабразивной) резки или машинной резки. То есть для вырезания нагревательного элемента из цельного блока материала используется водоструйный или режущий инструмент. В данном примере полосы вырезаются из блока таким образом, что ширина каждой полосы по существу равна толщине блока, из которого она вырезается.
Такие прецизионные технологии изготовления гарантируют, что геометрия нагревательного элемента 100 является подходящим образом однородной (то есть в пределах подходящего допуска), чтобы помочь уменьшить дифференциальные сопротивления по всему нагревательному элементу 100. Например, при производстве таким способом толщину каждой удлиненной полосы 1061-4 можно поддерживать относительно постоянной по всей ее длине (например, в пределах допуска +/-0,5 мм). Например, водоструйная резка позволяет достичь допусков +/-0,1 мм.
Использование гидроабразивной резки особенно выгодно, поскольку нагревательный элемент может быть изготовлен относительно быстро (например, по сравнению со временем, необходимым для обработки такого интегрального нагревательного элемента).
В проиллюстрированном примере каждая удлиненная полоса 1061-4 проходит по нелинейному пути между первой и второй соединительными деталями 102, 104. В частности, в этом примере удлиненная полоса 1061-4 является волнистой.
Другими словами, удлиненные полосы 1061-4 включают в себя ряд выступов и впадин. Следует понимать, что эти выступы и впадины определяются в относительных терминах. То есть для удлиненных полос 1061-4 внутри нагревательного элемента выступ обращен в первом направлении (например, к одной стенке внутренности плавильного резервуара), а впадина обращена в противоположном направлении (например, к другой, противоположной стенке внутренности плавильного резервуара). В проиллюстрированном примере первое и второе направления по существу перпендикулярны оси удлинения удлиненной полосы.
В проиллюстрированном примере эти волны (изгибы) имеют изогнутый профиль. Таким образом, волны следуют по криволинейному пути. В этом примере нелинейный путь, по которому следует каждая удлиненная полоса 1061-4, является по существу синусоидальным, центрированным вокруг оси удлинения соответствующей удлиненной полосы 1061-4. В других вариантах осуществления эти волны могут быть сформированы из множества прямых участков, расположенных так, что смежные прямые участки расположены под углом друг к другу. Другими словами, нелинейный путь, по которому следует каждая удлиненная полоса, может представлять собой зигзаг, центрированный вокруг оси удлинения.
Волнистая форма удлиненных полос 1061-4 обеспечивает то преимущество, что длина поверхностей нагрева каждой удлиненной полосы увеличивается (то есть длина поверхностей нагрева каждой удлиненной полосы становится больше расстояния между первой и второй соединительными деталями 102, 104). Это увеличивает площадь поверхностей нагрева удлиненных полос 1061-4, что приводит к увеличению выхода IR излучения. В дополнение к этому, увеличение длины также увеличивает сопротивление каждой удлиненной полосы. Следовательно, напряжение, прикладываемое для нагрева нагревательного элемента до желаемой температуры, также увеличивается. Конфигурация нагревательного элемента для работы при более высоких приложенных напряжениях обеспечивает большую степень управляемости нагревательного элемента (то есть тепловая мощность нагревательного элемента менее чувствительна к небольшим отклонениям приложенного напряжения).
В некоторых примерах волны соседних удлиненных полос смещены вдоль их осей удлинения. То есть выступы первой удлиненной полосы не выровнены (смещены) с выступами соседних удлиненных полос (и аналогичным образом впадины первой удлиненной полосы не выровнены с впадинами соседних удлиненных полос, то есть смещены относительно них). Другими словами, хотя оси удлинения соседних удлиненных полос по существу параллельны, путь, по которому проходит первая удлиненная полоса, не параллелен пути, по которому проходят оси удлинения соседних удлиненных полос.
За счет обеспечения удлиненных полос, которые не следуют параллельными путями (т.е. за счет смещения волн соседних удлиненных полос), магнитное поле, создаваемое нагревательным элементом при его нагреве, делается менее сильным, чем в нагревательных элементах с параллельными компонентами, и, следовательно, деформация нагревательного элемента устраняется. Это может также позволить использовать большее количество удлиненных полос в одном нагревательном элементе (то есть полосы могут быть расположены ближе друг к другу, не создавая чрезмерно большого магнитного поля между полосами).
В проиллюстрированном примере волны соседних удлиненных полос имеют одинаковую частоту (то есть одинаковое количество выступов и впадин на единицу длины). Волны смещены вдоль их осей удлинения, так что выступы первой удлиненной полосы выровнены со впадинами соседних удлиненных полос (и наоборот). Однако в других примерах волны могут быть смещены на величину, отличную от показанной.
На Фиг. 2a, 2b и 2c проиллюстрирована система для плавления материала во время производства стеклянного или керамического материала.
Система включает в себя плавильный резервуар 200. Плавильный резервуар 200 может быть любым известным плавильным резервуаром. Например, плавильный резервуар может включать в себя конструкцию из огнеупорных цирконовых кирпичей, футерованных силимонитовыми изоляционными блоками, как это известно в данной области техники.
Плавильный резервуар имеет внутренность 202. Внутренность 202 выполнена с возможностью принимать материалы, подлежащие плавлению. Например, внутренность может принимать стеклянную «шихту» (смесь составляющих компонентов стекла) или стеклянные таблетки. Материалы, подлежащие плавлению, могут приниматься внутренностью плавильного резервуара любым подходящим образом. Например, материал может подаваться из бункера и т.п. во внутренность плавильного резервуара сверху плавильного резервуара. Материалы могут подаваться непрерывно или как одно или более дискретных количеств в зависимости от производственного использования плавильного резервуара.
Внутренность 202 имеет основание 204 (то есть внутреннее основание). Хотя это и не показано на чертежах, основание наклонено вниз в направлении к выходному отверстию (не показано), чтобы помочь расплавленному продукту течь к выходному отверстию. Однако в других примерах основание может простираться горизонтально (то есть без наклона). Внутренность окружена сторонами. В этом случае плавильный резервуар является прямоугольным в профиле, и поэтому имеет две более длинные стороны 206, определяющие длину резервуара, и две более короткие стороны 208, определяющие ширину резервуара (где ширина резервуара короче длины резервуара). Выходное отверстие обычно располагается в стороне 208, определяющей ширину резервуара (то есть основание является наклонным вдоль длины резервуара). В других примерах выходное отверстие может быть расположено в другом месте (например, в стороне 206, определяющей длину резервуара).
Система дополнительно включает в себя по меньшей мере один нагревательный элемент 100 в соответствии с любым из ранее описанных примеров (и любой из его описанных вариаций). В примере, проиллюстрированном на Фиг. 2a, 2b и 2c, система включает в себя массив нагревательных элементов, включающий в себя три нагревательных элемента 1001-3. Следует понимать, что система может иметь любое количество нагревательных элементов в соответствии с рядом факторов (например, размер внутренности резервуара и/или требуемый выход тепла, который в свою очередь может зависеть от материалов, подлежащих плавлению, например от требуемого выхода расплавленного продукта).
Как показано на Фиг. 2c, первая соединительная деталь 102 каждого нагревательного элемента 1001-3 соединяется с первой стороной внутренности плавильного резервуара, а вторая соединительная деталь 104 каждого нагревательного элемента 1001-3 соединяется со второй, противоположной стороной внутренности плавильного резервуара. В этом примере первая и вторая стороны расположены напротив друг друга по ширине (то есть по более короткому размеру) внутренности плавильного резервуара. Таким образом, нагревательные элементы менее подвержены деформации под действием собственного веса, чем если бы нагревательные элементы проходили вдоль длины плавильного резервуара.
В этом примере нагревательные элементы располагаются по существу горизонтально внутри плавильного резервуара. Другими словами, каждый нагревательный элемент располагается таким образом, что плоскость каждого нагревательного элемента, включая оси удлинения удлиненных полос в нем, располагается по существу горизонтально внутри плавильного резервуара.
Другими словами, нагревательные элементы располагаются внутри плавильного резервуара таким образом, что ширина удлиненных полос внутри каждого нагревательного элемента располагается по существу вертикально, а выступы/впадины волн обращены к сторонам 206, 208, определяющим ширину резервуара.
В альтернативных вариантах осуществления элементы могут быть расположены параллельно основанию внутренности плавильного резервуара. Другими словами, плоскость каждого нагревательного элемента, включая оси удлинения указанной плоскости, располагается по существу параллельно основанию внутренности плавильного резервуара. В этом случае удлиненные полосы внутри каждого элемента по-прежнему проходят по существу горизонтально по ширине внутренности плавильного резервуара.
В проиллюстрированном примере нагревательные элементы являются компланарными. Таким образом, плоскости всех нагревательных элементов совпадают. Однако в альтернативных вариантах осуществления нагревательные элементы могут быть расположены по-другому. Например, по меньшей мере, один из нагревательных элементов может быть расположен в плоскости, смещенной от других нагревательных элементов (например, может быть два нагревательных элемента, один из которых является параллельным и смещенным по вертикали относительно другого).
Нагревательные элементы 1001-3 располагаются рядом с основанием внутренности плавильного резервуара. Например, нагревательные элементы могут быть расположены на расстоянии по существу 10-100 мм от основания резервуара. Расплавленное стекло должно стекать вниз через нагревательный элемент, при этом сток находится ниже, чем элементы внутри резервуара. Во избежание перегрева у основания резервуара необходимо выбирать оптимальное положение размещения нагревательных элементов. Например, оптимальное положение может находиться на расстоянии 50-70 мм от основания резервуара, более точно 60 мм от основания резервуара.
Нагревательные элементы могут соединяться с резервуаром любым подходящим способом. Например, нагревательные элементы могут удерживаться на месте кирпичами/кладкой резервуара. То есть нагревательные элементы могут быть встроены в резервуар, так что они не могут быть удалены или вставлены отдельно.
В примере, проиллюстрированном на Фиг. 2c, нагревательные элементы 1001-3 присоединяются к плавильному резервуару 200 таким образом, что первый и второй соединительные элементы 102, 104 каждого нагревательного элемента являются доступными внутри плавильного резервуара. Было обнаружено, что области внутренности резервуара, ближайшие к его стенкам, представляют собой области, в которых нагревательные элементы/электроды с наибольшей вероятностью окисляются или корродируют. За счет такого расположения нагревательных элементов снижается риск окисления/коррозии удлиненных полос. Однако в альтернативных примерах нагревательные элементы 1001-3 могут быть соединены с плавильным резервуаром 200 таким образом, чтобы только удлиненные полосы были открыты внутри плавильного резервуара или были покрыты устойчивым к коррозии/окислению материалом, таким как, например, платина или иридий.
В некоторых примерах система включает в себя систему управления протеканием тока между первой соединительной деталью и второй соединительной деталью нагревательных элементов 1001-3. Система управления управляет протеканием тока между первой соединительной деталью и второй соединительной деталью, управляя разностью потенциалов между первой соединительной деталью и второй соединительной деталью.
Нагревательные элементы могут быть соединены с системой управления любым подходящим образом. Например, кабель может соединять нагревательные элементы с системой управления. Кабель может быть прикручен к нагревательным элементам. Кабель может иметь водяное охлаждение.
Система управления соединяется с источником питания, например с источником питания напряжением 415 В. Источник питания дополнительно включает в себя трансформатор, выполненный с возможностью преобразования напряжения, подаваемого от источника энергии, до требуемого уровня, определяемого системой управления.
Система управления может включать в себя пользовательский интерфейс, который позволяет пользователю задавать инструкции для системы управления до/во время работы. В других вариантах осуществления (или в дополнение) система управления может функционировать в соответствии с предпрограммированными инструкциями.
Например, системой первоначально можно управлять вручную. Ручное управление может продолжаться до тех пор, пока контролируемые параметры не станут относительно постоянными, после чего управление может быть передано компьютеру, который работает в соответствии с заранее запрограммированными инструкциями.
В некоторых примерах управление нагревательными элементами осуществляется независимо. То есть током, проходящим через каждый нагревательный элемент, можно управлять независимо. Независимое управление может быть достигнуто с помощью единой системы управления, которая может управлять каждым нагревательным элементом независимо, или независимой системы управления для каждого нагревательного элемента. Независимое управление нагревательными элементами позволяет изменять тепловую мощность (то есть испускаемое IR излучение) в разных местах внутри резервуара. Например, ток, протекающий через каждый нагревательный элемент, и, следовательно, тепловыделение от каждого нагревательного элемента может соответствовать его относительному расстоянию от выходного отверстия плавильного резервуара. Например, в случае необходимости нагревательные элементы, расположенные дальше от выходного отверстия, могут иметь более высокое тепловыделение по сравнению с теми нагревательными элементами, которые расположены ближе к выходному отверстию. Это позволяет лучше контролировать температурный градиент расплавленного продукта внутри плавильного резервуара.
Как было упомянуто ранее, вышеописанная конфигурация позволяет использовать резервуар с уменьшенной площадью поверхности по сравнению с известными системами для обеспечения расплавленного продукта в рамках непрерывного производственного процесса. Например, внутренность плавильного резервуара может иметь ширину 400-600 мм. Внутренность плавильного резервуара может иметь длину 700 мм или больше. Таким образом, вышеописанная концепция может быть расширена за счет увеличения длины плавильного резервуара до любого необходимого значения.
Нагревательные элементы могут иметь ширину от 200 мм до 400 мм в зависимости от количества удлиненных полос, присутствующих в нагревательном элементе, и интервала между ними.
Удлиненные полосы каждого нагревательного элемента могут иметь толщину, например, 2-4 мм. Удлиненные полосы каждого нагревательного элемента могут иметь ширину (соответствующую высоте нагревательного элемента) 10-30 мм, и более точно 16 мм.
Для описанной выше компоновки плавильного резервуара и нагревательного элемента прикладываемая разность потенциалов между концами независимо управляемых нагревательных элементов составляет по существу 1,5-3 В. Получаемая потребляемая мощность для описанного выше резервуара (с тремя нагревательными элементами) обычно составляет от 40 кВт до 100 кВт при производстве непрерывного потока расплавленного стекла в количестве 1-4 кг/мин.
В вариантах осуществления два или более нагревательных элементов могут быть электрически соединены. При электрическом соединении нагревательных элементов они могут работать последовательно. То есть соединительная деталь первого нагревательного элемента электрически соединяется с соединительной деталью второго нагревательного элемента, и между несвязанными концами соединенных нагревательных элементов прикладывается разность потенциалов. При последовательном включении нагревательных элементов сопротивление увеличивается (то есть приблизительно удваивается), так что требуется повышенное приложенное напряжение (примерно в два раза). Требование повышенного напряжения для достижения желаемого эффекта нагрева обеспечивает большую управляемость для пользователя (то есть система становится менее чувствительной к колебаниям напряжения).
Сдвоенные нагревательные элементы могут быть расположены в компланарной компоновке. Например, два или более нагревательных элементов, показанных на Фиг. 2c, могут быть соединены электрически. В другой вариации могут быть соединены нагревательные элементы, расположенные в разных плоскостях.
Например, Фиг. 3 иллюстрирует вариацию системы, показанной на Фиг. 2a - 2c. В этом примере система включает в себя нагревательные элементы 1001-3, компланарные в первой плоскости (тем же самым образом, что и для системы, показанной на Фиг. 2a - 2c).
В дополнение к этому, система включает в себя по меньшей мере один дополнительный нагревательный элемент (в данном примере три дополнительных нагревательных элемента 1004-6) смещенных от общей плоскости. В данном примере дополнительные нагревательные элементы 1004-6 являются компланарными во второй плоскости, параллельной первой плоскости, но смещенной по отношению к ней. Вторая плоскость смещена относительно первой плоскости в вертикальном направлении.
В данном примере нагревательный элемент, расположенный в первой плоскости, электрически связан с соответствующим нагревательным элементом, расположенным во второй плоскости. Таким образом, нагревательный элемент, расположенный в первой плоскости, работает последовательно с соответствующим нагревательным элементом во второй плоскости.
Каждым набором электрически соединенных нагревательных элементов можно управлять независимо вышеописанным образом.
Смещенные плоскости могут быть расположены любым подходящим образом. Например, каждый нагревательный элемент 1004-6 может быть расположен непосредственно над соответствующим нагревательным элементом 1001-3. В альтернативных вариантах осуществления (согласно проиллюстрированному примеру) нагревательные элементы 1004-6 могут быть смещены относительно нагревательных элементов 1001-3 по существу в горизонтальном направлении.
Возможны различные модификации компоновки, как было описано выше. Например, следует понимать, что хотя описанные примеры относятся только к плавлению материала для получения расплавленного стекла, вышеупомянутое устройство может также использоваться для плавления материалов при производстве керамического материала.
Хотя вышеописанный пример нагревательного элемента (то есть с волнами соседних удлиненных полос, имеющими одинаковую частоту и смещенными друг относительно друга) особенно выгоден для уменьшения магнитного притяжения между соседними удлиненными полосами, следует понимать, что любое отклонение от параллельности соседних удлиненных полос может помочь в уменьшении магнитного притяжения. Например, волны соседних полос могут быть смещены на любую величину, и/или частота волн соседних полос может быть разной.
В вариантах осуществления нагревательные элементы по меньшей мере частично являются покрытыми. Например, нагревательные элементы могут быть по меньшей мере частично покрыты материалом, который предотвращает окисление. Может использоваться любой подходящий материал покрытия, например иридий или платина. Покрытие особенно выгодно для молибденовых нагревательных элементов, которые могут быть склонны к окислению, которое вызывает деградацию нагревательных элементов.
Покрытие может покрывать весь нагревательный элемент, или по меньшей мере часть нагревательного элемента, доступную внутри резервуара. Как было упомянуто ранее, нагревательные элементы могут быть наиболее склонными к окислению/коррозии рядом с внутренними стенками плавильного резервуара. По сути нагревательные элементы могут быть покрыты только в тех областях, которые находятся рядом с внутренними стенками плавильного резервуара. В таких случаях покрываться могут только первый и второй соединительные элементы (или их часть), или часть удлиненных полос.
Например, покрытая область на каждом конце нагревательного элемента может простираться от внутренней стенки плавильного резервуара на 5-30% ширины внутренности плавильного резервуара, и более точно на 10-20% ширины внутренности плавильного резервуара.
Следует понимать, что удлиненные полосы в каждом нагревательном элементе могут быть ориентированы любым подходящим способом. Аналогичным образом нагревательные элементы могут быть ориентированы любым подходящим способом. Может использоваться любая подходящая компоновка нагревательных элементов внутри резервуара.
Специалистам в данной области техники также будет понятно, что любое количество комбинаций вышеупомянутых особенностей и/или особенностей, показанных на прилагаемых чертежах, обеспечивают явные преимущества по сравнению с предшествующим уровнем техники и, следовательно, находятся в пределах объема описанного в настоящем документе изобретения.
Схематические чертежи не обязательно выполнены в масштабе и представлены в целях иллюстрации, а не ограничения. Чертежи изображают один или более аспектов, описанных в данном раскрытии. Однако следует понимать, что другие аспекты, не изображенные на чертежах, также попадают в объем данного раскрытия.
Изобретение относится к средствам плавления материалов во время производства стеклянного или керамического материала. Техническим результатом является повышение энергоэффективности процесса производства стеклянного или керамического материала за счет снижения тепловых потерь и, соответственно, увеличения теплоотдачи при нагревании материала для плавления. В частности, заявлена система для плавления материалов во время производства стеклянного или керамического материала, содержащая: плавильный резервуар и нагревательный элемент для позиционирования в расплавляемых материалах внутри плавильного резервуара. При этом нагревательный элемент имеет: первую соединительную деталь, соединенную с первой стороной внутренности плавильного резервуара; вторую соединительную деталь, соединенную со второй стороной внутренности плавильного резервуара; и по меньшей мере две удлиненные полосы, проходящие между первой соединительной деталью и второй соединительной деталью. Причем упомянутые по меньшей мере две удлиненные полосы составляют одно целое с первой соединительной деталью и второй соединительной деталью и при этом упомянутые по меньшей мере две удлиненные полосы разнесены друг от друга. Упомянутый нагревательный элемент сконфигурирован таким образом, что ток течет между первой соединительной деталью и второй соединительной деталью нагревательного элемента вдоль упомянутых по меньшей мере двух удлиненных полос, чтобы тем самым излучать тепло к материалам, находящимся внутри плавильного резервуара. При этом выходная мощность инфракрасного излучения оптимизирована. Поверхность удлиненных полос следует по нелинейному пути между первой и второй соединительными деталями, обеспечивая повышение выходной мощности инфракрасного излучения. 3 н. и 14 з.п. ф-лы, 7 ил.
1. Система для плавления материалов во время производства стеклянного или керамического материала, содержащая:
плавильный резервуар, имеющий внутренность; и
нагревательный элемент для позиционирования в расплавляемых материалах внутри плавильного резервуара, причем нагревательный элемент имеет:
первую соединительную деталь, соединенную с первой стороной внутренности плавильного резервуара;
вторую соединительную деталь, соединенную со второй стороной внутренности плавильного резервуара; и
по меньшей мере две удлиненные полосы, проходящие между первой соединительной деталью и второй соединительной деталью, причем упомянутые по меньшей мере две удлиненные полосы составляют одно целое с первой соединительной деталью и второй соединительной деталью и при этом упомянутые по меньшей мере две удлиненные полосы разнесены друг от друга;
причем упомянутый нагревательный элемент сконфигурирован таким образом, что ток течет между первой соединительной деталью и второй соединительной деталью нагревательного элемента вдоль упомянутых по меньшей мере двух удлиненных полос, чтобы тем самым излучать тепло к материалам, находящимся внутри плавильного резервуара, при этом выходная мощность инфракрасного излучения оптимизирована, причем поверхность удлиненных полос следует по нелинейному пути между первой и второй соединительными деталями, обеспечивая повышение выходной мощности инфракрасного излучения.
2. Система по п. 1, в которой упомянутые по меньшей мере две удлиненные полосы являются волнистыми.
3. Система по п. 2, в которой оси удлинения смежных удлиненных полос внутри нагревательного элемента являются параллельными, причем волны смежных удлиненных полос смещены вдоль их осей удлинения.
4. Система по любому из пп. 1-3, в которой нагревательный элемент по меньшей мере частично покрыт неокисляющимся покрытием.
5. Система по любому из пп. 1-3, в которой первая сторона внутренности плавильного резервуара находится напротив второй стороны внутренности плавильного резервуара.
6. Система по любому из пп. 1-3, в которой нагревательный элемент расположен на расстоянии от 10 мм до 100 мм от основания внутренности плавильного резервуара.
7. Система по п. 1, причем система содержит по меньшей мере два нагревательных элемента.
8. Система по п. 7, в которой упомянутые по меньшей мере два нагревательных элемента являются компланарными в плоскости, которая является горизонтальной или параллельной основанию внутренности плавильного резервуара.
9. Система по п. 7, в которой по меньшей мере один из по меньшей мере двух нагревательных элементов расположен в плоскости, смещенной от другого из упомянутых по меньшей мере двух нагревательных элементов.
10. Система по любому из пп. 1-3, причем система содержит систему управления, выполненную с возможностью управления протеканием тока между первой соединительной деталью и второй соединительной деталью нагревательного элемента.
11. Система по любому из пп. 7-9, причем система содержит систему управления, выполненную с возможностью управления протеканием тока между первой соединительной деталью и второй соединительной деталью нагревательного элемента.
12. Система по п. 11, в которой система управления выполнена с возможностью независимого управления по меньшей мере двумя нагревательными элементами.
13. Система по п. 11, в которой по меньшей мере два нагревательных элемента являются электрически связанными.
14. Система по любому из предшествующих пунктов, в которой упомянутые по меньшей мере две удлиненные полосы разнесены друг от друга в горизонтальном направлении в нагревательном элементе во время использования нагревательного элемента в системе.
15. Применение системы по любому из пп. 1-14 для плавления материалов во время производства стеклянного или керамического материала.
16. Способ плавления материалов во время производства стеклянного или керамического материала, содержащий:
- обеспечение системы, содержащей:
плавильный резервуар, имеющий внутренность; и
нагревательный элемент, имеющий:
первую соединительную деталь, соединенную с первой стороной внутренности плавильного резервуара;
вторую соединительную деталь, соединенную со второй стороной внутренности плавильного резервуара; и
по меньшей мере две удлиненные полосы, проходящие между первой соединительной деталью и второй соединительной деталью, причем упомянутые по меньшей мере две удлиненные полосы составляют одно целое с первой соединительной деталью и второй соединительной деталью и при этом упомянутые по меньшей мере две удлиненные полосы разнесены друг от друга;
- выполнение операции нагревания, содержащей пропускание тока между первой соединительной деталью и второй соединительной деталью нагревательного элемента вдоль упомянутых по меньшей мере двух удлиненных полос, чтобы тем самым излучать тепло к материалам, находящимся внутри плавильного резервуара, при этом выходная мощность инфракрасного излучения оптимизирована, причем поверхность удлиненных полос следует по нелинейному пути между первой и второй соединительными деталями, обеспечивая повышение выходной мощности инфракрасного излучения.
17. Способ по п. 16, в котором система является системой по любому из пп. 2-14.
| JP 4331722 A, 19.11.1992 | |||
| US 3056846 A1, 02.10.1962 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГИБКИХ ДЛИННОМЕРНЫХ ВОЛОКОН СВЕРХПРОВОДНИКА | 1988 |
|
RU2050339C1 |
| Монорельсовая тележка-тягач | 1960 |
|
SU137649A1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1994 |
|
RU2086862C1 |
| Способ получения безводного спиртового раствора фенолформальдегидового конденсата | 1929 |
|
SU17730A1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU749802A1 |
| Белинская Г.В | |||
| и др | |||
| Технология электровакуумной и радиотехнической керамики | |||
| Учебник для радиотехнических специальностей техникумов | |||
| М., "Энергия", 1977, с.215-218, | |||

