Изобретение относится к машиностроению, а именно, к способам сборки и разборки резьбовых соединений с большим моментом затяжки.
Известны способы сборки и разборки резьбовых соединений, основанные на передаче ультразвуковых колебаний внутреннему и (или) наружному элементу резьбового соединения, при этом на рабочем торце ультразвукового преобразователя закреплен наконечник (волновод), взаимодействующий через промежуточный элемент, например, ключ-головку с разбираемым резьбовым соединением (см. А.С. СССР №1505770, МПК В25В 21/00, опубл. 1987 г., Патент РФ №2114728, МПК В25В 21/00, опубл. 1998 г.).
Наиболее близким аналогом, принятым в качестве прототипа, является способ ультразвуковой сборки резьбовых соединений, включающий затяжку путем приложения крутящего момента к крепежной детали резьбового соединения и воздействия на нее ультразвуковыми колебаниями (см. патент РФ №2319603, В25В 21/00, В23Р 19/06, опубл. 2006 г.).
Недостатком известных способов, в том числе и прототипа, является сложность сборки и разборки крупногабаритных соединений с большими моментами закручивания. В этих случаях колебания передаются от источника колебаний (колебательной системы) элементу разбираемого или собираемого соединения через ключ. Это создает значительные механические напряжения на колебательной системе, что снижает эффективность передачи ультразвуковых колебаний, а также может приводить к деформации и разрушению колебательной системы.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение эффективности сборки и разборки крупногабаритных резьбовых соединений с возможностью приложения больших крутящих моментов к элементам соединения.
Решение поставленной технической задачи достигается тем, что в известном способе ультразвуковой сборки или разборки резьбовых соединений к одному из элементов резьбового соединения прикладывают крутящий момент при одновременном воздействии на резьбовое соединение ультразвуковых колебаний, согласно изобретению крутящий момент к элементу резьбового соединения прикладывают с помощью ключа, а ультразвуковое воздействие осуществляют излучателем, жестко соединенным с любым из элементов резьбового соединения - болтом или гайкой, передавая упомянутому элементу ультразвуковые колебания в продольном или поперечном направлениях к оси резьбы.
На решение поставленной технической задачи направлено и то, что ультразвуковые колебания передают одновременно и болту, и гайке.
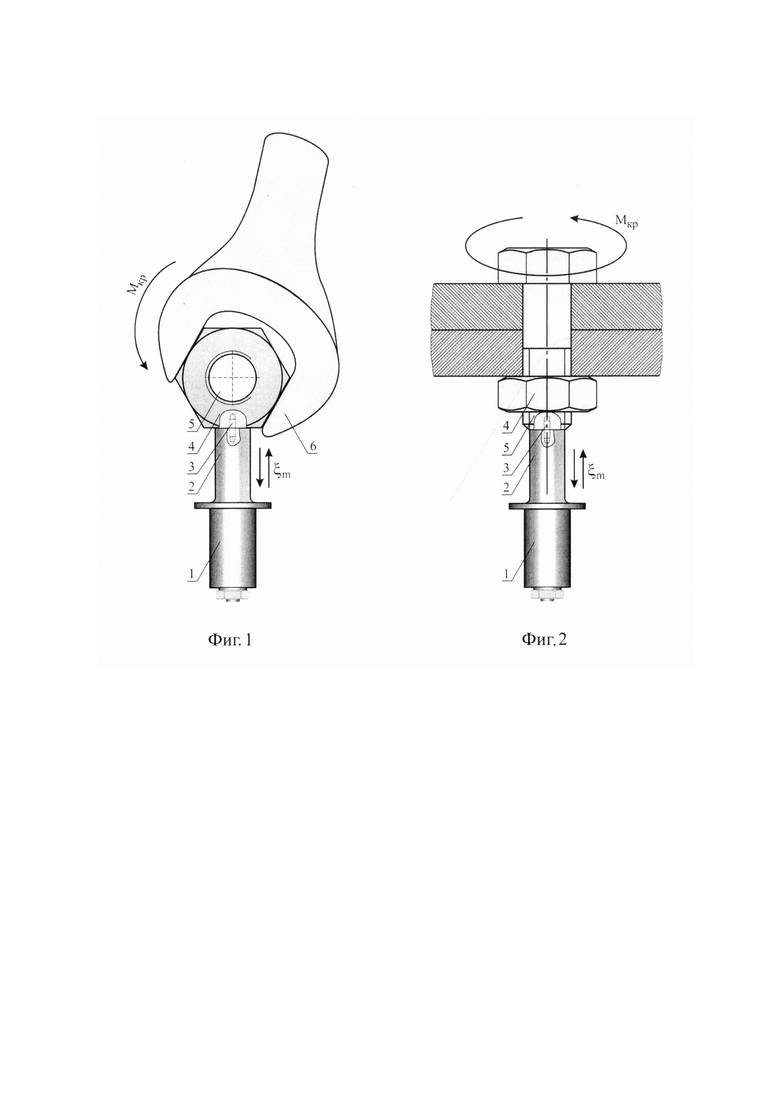
Изобретение поясняется чертежом, где на фиг. 1 и 2 представлена схема устройства для разборки и сборки резьбовых соединений.
На чертеже приняты следующие обозначения:
Мкр - внешний крутящий момент;
ξ - амплитуда колебаний ультразвукового преобразователя.
Способ сборки или разборки резьбовых соединений заключается в том, что к одному из элементов резьбового соединения - болту или гайке, прикладывают крутящий момент Мкр. Одновременно на резьбовое соединение воздействуют ультразвуковыми колебаниями от излучателя с заданной амплитудой ξ. При этом крутящий момент Мкр прикладывают с помощью ключа, а ультразвуковое воздействие осуществляют, используя излучатель, который жестко соединен с любым из элементов резьбового соединения. Причем ультразвуковые колебания передают упомянутому элементу - болту или гайке, в продольном или поперечном направлениях к оси резьбы.
Устройство, в котором реализуется способ, содержит ультразвуковой преобразователь 1 с закрепленным на его торце волноводом 2 (см. фиг. 1). Последний соединен с помощью резьбового соединения в виде шпильки 3 с элементом резьбового соединения - гайкой 4, обеспечивая жесткую связь между ними. Болт 5 закреплен неподвижно. С помощью ключа 6 к гайке 4 прикладывают внешний крутящий момент Мкр.
Способ ультразвуковой сборки и разборки резьбовых соединений реализуют следующим образом.
В грани головки гайки 4 собираемого или разбираемого соединения выполняется резьбовое отверстие. С помощью отверстия гайка 4 через шпильку 3 жестко соединяется с волноводом 2 ультразвукового преобразователя 1. На гайку 4 накидывается ключ 6. После включения ультразвукового преобразователя 1 через волновод 2 ультразвуковые колебания с амплитудой ξ передаются гайке 4 собираемого или разбираемого соединения в поперечном направлении к оси резьбы. Одновременно к ключу 6 прикладывается внешний крутящий момент Мкр.
Поскольку преобразователь 1 с волноводом 2 не связаны с ключом 6, предлагаемый способ позволяет осуществлять сборку и разборку резьбовых соединений разных типоразмеров.
В другом варианте использования способа крутящий момент Мкр может быть приложен ключом 6 к головке болта 5 при одновременном воздействии на него ультразвуковых колебаний от излучателя 1 в продольном направлении к оси резьбы посредством жесткой связи в виде шпильки 3.
При этом осуществим вариант, когда ультразвуковые колебания передают одновременно болту 5 в продольном направлении и гайке 4 в поперечном направлении к оси резьбы, для чего потребуется использовать два излучателя.
Приложение внешнего крутящего момента Мкр к ключу 6 позволяет передавать значительные усилия элементу резьбового соединения, например, гайке 4, что наиболее значимо для резьбовых соединений больших размеров.
Таким образом, способ сборки и разборки резьбовых соединений позволяет более эффективно осуществлять сборку и разборку резьбовых соединений разных типоразмеров с возможностью приложения больших крутящих моментов к элементам резьбового соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ расфиксации резьбовых шпилечных соединений с фиксатором резьбы при помощи низкочастотных ультразвуковых колебаний | 2024 |
|
RU2835978C1 |
| Способ контролируемой сборки резьбовых соединений и устройство для его осуществления | 2020 |
|
RU2773228C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2006 |
|
RU2319603C2 |
| Способ сборки и разборки резьбовых соединений и устройство для его осуществления | 1989 |
|
SU1835342A1 |
| СПОСОБ СБОРКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2502591C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ИЗЛУЧАТЕЛЬ ПЛОСКОЙ УЛЬТРАЗВУКОВОЙ ВОЛНЫ | 2009 |
|
RU2402113C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ШПИЛЕК | 2011 |
|
RU2458782C1 |
| Способ изготовления резьбового элемента с индикаций затяжки и способ монтажа резьбового соединения с индикатором усилия затяжки | 1990 |
|
SU1754933A1 |
| Способ контроля качества сборки резьбовых соединений | 1990 |
|
SU1767373A1 |
| ЛЕГКОСЪЕМНОЕ БЕЗЗАЗОРНОЕ КРЕПЕЖНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2013 |
|
RU2519996C1 |
Изобретение относится к машиностроению, а именно к ручным инструментам с силовым приводом, предназначенным для сборки и разборки резьбовых соединений, охваченных коррозией или расположенных в труднодоступных местах, а также может быть использовано для механизации монтажных и механосборочных работ в различных отраслях промышленности. Способ ультразвуковой сборки и разборки резьбовых соединений заключается в том, что к элементу резьбового соединения прикладывают крутящий момент при одновременном воздействии на него ультразвуковых колебаний, причем крутящий момент к элементу резьбового соединения прикладывают с помощью ключа, а ультразвуковое воздействие осуществляют излучателем, жестко соединенным с элементом резьбового соединения, передавая упомянутому элементу ультразвуковые колебания в продольном или поперечном направлениях к оси резьбы, при этом жесткую связь излучателя с упомянутым элементом обеспечивают с помощью резьбового соединения. Технический результат заключается в более эффективном осуществлении сборки и разборки резьбовых соединений разных типоразмеров с возможностью приложения больших крутящих моментов к элементам резьбового соединения. 2 з.п. ф-лы, 2 ил.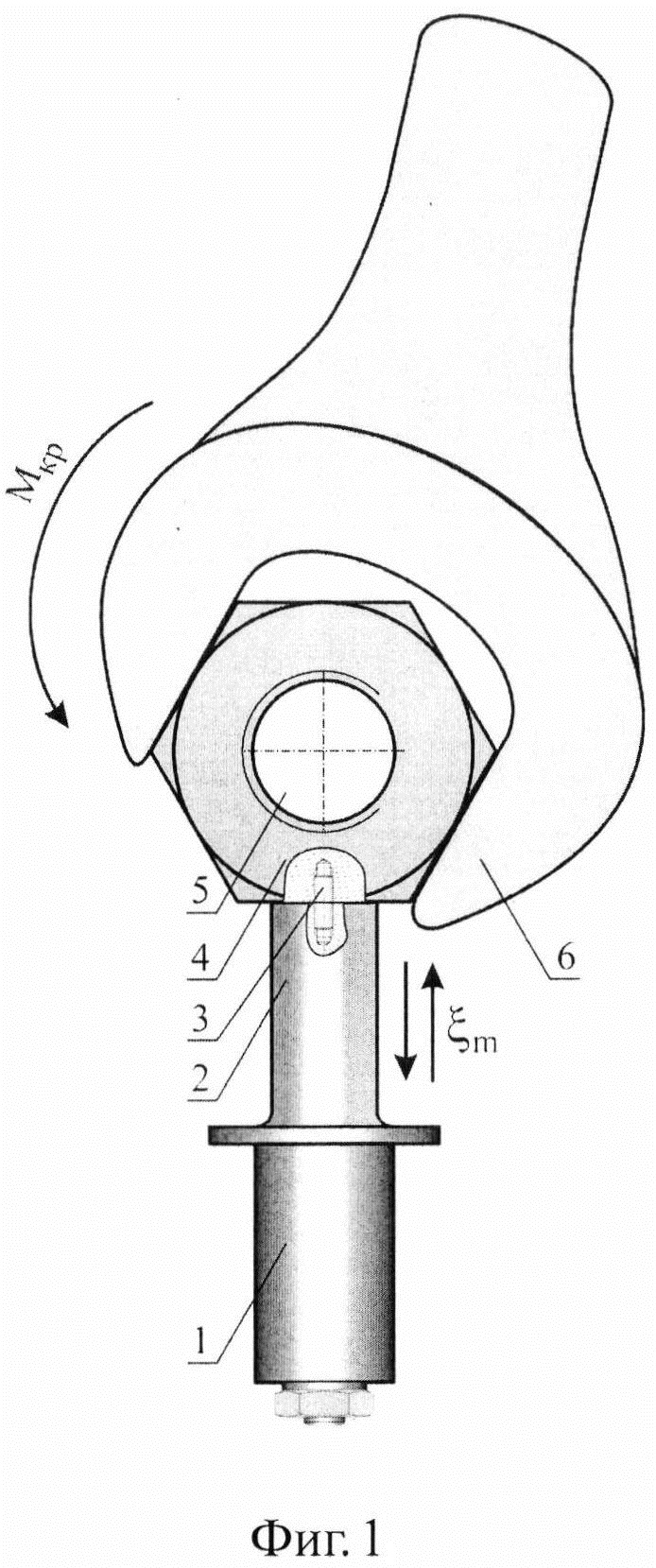
1. Способ ультразвуковой сборки и разборки резьбовых соединений, заключающийся в том, что к элементу резьбового соединения прикладывают крутящий момент при одновременном воздействии на него ультразвуковых колебаний, отличающийся тем, что крутящий момент к элементу резьбового соединения прикладывают с помощью ключа, а ультразвуковое воздействие осуществляют излучателем, жестко соединенным с элементом резьбового соединения, передавая упомянутому элементу ультразвуковые колебания в продольном или поперечном направлениях к оси резьбы, при этом жесткую связь излучателя с упомянутым элементом обеспечивают с помощью резьбового соединения.
2. Способ разборки резьбового соединения по п. 1, отличающийся тем, что при обеспечении жесткой связи излучателя с элементом резьбового соединения используют шпильку и соответствующую ей резьбу в излучателе и в упомянутом элементе.
3. Способ разборки резьбового соединения по п. 2, отличающийся тем, что ультразвуковые колебания передают каждому элементу резьбового соединения одновременно.
| СПОСОБ УЛЬТРАЗВУКОВОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2006 |
|
RU2319603C2 |
| ФАТЮХИН Д.С | |||
| и др | |||
| Применение ультразвуковых колебаний для совершенствования сборки и разборки резьбовых соединений | |||
| Вестник МАДИ, вып.3(50), 2017, стр.85-89 | |||
| НЕВЕРОВ А.Н | |||
| Ультразвуковая разборка и сборка резьбовых соединений | |||
| Грузовик, Москва, Машиностроение, 2017, N7, стр.28-32 | |||
| СПОСОБ СБОРКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2502591C2 |
| СПОСОБ РАЗБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1995 |
|
RU2114728C1 |

