Изобретение относится к области машиностроения и может быть использовано при ультразвуковой сборке резьбовых соединений.
Известен способ сборки резьбовых соединений, включающий навинчивание подвижного на неподвижный элемент резьбового соединения, предварительную и окончательную затяжки с последующим контролем крутящего момента (патент РФ №2025270, МПК В 25 В21/00, 30.12.94, Бюл. №24).
Недостатком способа является низкая эффективность сборки резьбового соединения.
Наиболее близким аналогом по технической сущности является способ ультразвуковой сборки резьбовых соединений, включающий затяжку путем приложения крутящего момента к крепежной детали резьбового соединения и воздействия на нее ультразвуковыми колебаниями с контролем изменения знака приращения крутящего момента (SU 1505770 A1, В25В 21/00, 07.09.1989. Бюл. №33).
Недостатком известного способа является низкая эффективность сборки резьбового соединения.
Технический результат предлагаемого изобретения заключается в повышении эффективности процесса сборки за счет максимального использования эффектов снижения предела текучести и трения при воздействии ультразвуковых колебаний на резьбовое соединение.
Технический результат достигается тем, что в способе ультразвуковой сборки резьбовых соединений, включающем затяжку путем приложения крутящего момента к крепежной детали резьбового соединения и воздействия на нее ультразвуковыми колебаниями с контролем изменения знака приращения крутящего момента, дополнительно при изменении знака приращения крутящего момента, соответствующего достижению предела текучести материала крепежной детали для данной амплитуды ультразвуковых колебаний, осуществляют уменьшение амплитуды ультразвуковых колебаний и увеличение крутящего момента, при этом затяжку начинают при максимальной амплитуде ультразвуковых колебаний, а заканчивают при минимальной амплитуде ультразвуковых колебаний.
Наиболее совершенным из применяемых в практике методов тарированной затяжки является метод, в соответствии с которым затяжка производится до достижения предела текучести материала, что позволяет добиваться максимального эффекта затяжки, наиболее полно используя прочностные свойства резьбового соединения (Гусаков Б.В. Отечественные и зарубежные методы и средства тарированной затяжки резьбовых соединений/ Сборка в машиностроении, приборостроении. №9, 2003. С.12-24).
На фиг.1 изображена структурная схема устройства для реализации предлагаемого способа.
Устройство содержит болт 1, гайку 2, собираемые детали 3 и 4, концентратор 5 колебаний, пьезокерамический преобразователь 6, набранный из дискретных шайб осевой поляризации, который зажат посредством шпильки 7 между концентратором 5 и частотопонижающим элементом 8 (демпфером). К пьезокерамическому преобразователю 6 подключен блок возбуждения колебаний 9 (регулируемый генератор электрических колебаний).
Способ сборки резьбовых соединений реализуют следующим образом.
Производят наживление и свинчивание резьбового соединения. В контролируемом изделии, состоящем из собираемых деталей 3 и 4, в процессе затяжки возбуждают ультразвуковые колебания. Колебания возбуждают пьезокерамическим преобразователем 6 и усиливают по амплитуде концентратором колебаний 5. При соприкосновении гайки 2 с поверхностью собираемых деталей возрастает момент сопротивления завинчивания из-за действия сил трения как в резьбе, так и между поверхностями гайки и деталью, вследствие чего возрастает крутящий момент.
Известно (Машиностроение. Энциклопедия. Т. 111-4. Сборка машин / Ю.М.Соломенцев, А.А.Гусев и др. М.: Машиностроение, 2000, с.162-163), что около 90% работы при затяжке резьбового соединения затрачивается на преодоление сил трения и упругую деформацию при ввинчивании и только 10% на создание силы затяжки, для обеспечения плотности и герметичности стыков. Введение ультразвуковых колебаний приводит к существенному снижению трения и созданию знакопеременных напряжений, обеспечивающих возникновение пластических деформаций при более низких напряжениях (Ультразвук. Маленькая энциклопедия. Глав. ред. И.П.Голямина. - 1979, с.214-215; 249-251; 346-347.). Изменяя амплитуду ультразвуковых колебаний, можно изменять величину трения в формируемом соединении в процессе сборки и тем самым значительно увеличить эффективность процесса как за счет снижения затрат прикладываемого момента на компенсацию сил трения в резьбе и головке, так и за счет снижения требований к силовым компонентам оснастки.
Затяжку начинают путем приложения крутящего момента крепежной детали резьбового соединения при максимальной амплитуде ультразвуковых колебаний и продолжают ее до изменения знака приращения крутящего момента, который сигнализирует о достижении предела текучести крепежной детали для данной амплитуды колебаний, затем уменьшают амплитуду ультразвуковых колебаний и увеличивают крутящий момент и ведут затяжку до очередного изменения знака приращения крутящего момента. Заканчивают затяжку при минимальном значении амплитуды ультразвуковых колебаний.
Определяющим фактором интенсивности воздействия ультразвука является амплитуда колебательной скорости (ультразвуковых деформаций или напряжений). Введение ультразвука позволяет использовать эффекты объемного и локального воздействия ультразвуковых колебаний на характер сборки резьбовых соединений и дает возможность целенаправленно управлять процессом сборки путем изменения интенсивности вводимых колебаний.
Объемный эффект ультразвука и связанное с ним изменение механических свойств микрорельефа контактных поверхностей и поверхностного слоя обусловливает ряд важных особенностей ультразвуковой сборки резьбовых соединений, в частности снижение предела текучести, снижение энергозатрат и действующих усилий, увеличение истинной площади сопряжения, повышение производительности сборки и качества изделий.
При ультразвуковой сборке коэффициент трения снижается, и при таком же, как при обычной сборке, крутящем моменте достигается большая сила затяжки, а для обеспечения заданной силы затяжки потребуется меньшее значение крутящего момента. Снижение крутящего момента напрямую зависит от величины коэффициента трения, определяемого интенсивностью ультразвуковых колебаний.
Механизм воздействия ультразвука на силы трения заключается в изменении кинематических условий контактирования поверхностей, а также в изменении характера напряженного состояния металла в зоне трения. Установлено, что в зависимости от схемы подведения колебаний при оптимальных амплитудах и от величины удельных нагрузок коэффициент трения μ снижается в 2-4 раза (Нерубай М.С., Калашников В.В., Штриков Б.Л., Яресько С.И. Физико-технологические методы обработки и сборки. - М.: Машиностроение-1, 2005. - 396 с.).
Эти эффекты должны учитываться при ультразвуковой сборке для предотвращения разрушения соединения. Следует также учитывать, что с прекращением ультразвукового воздействия предел текучести  принимает первоначальное значение σT, и деталь, затянутая до условного предела текучести, может оказаться недозатянутой. Этого можно избежать, учитывая, что эффективность воздействия ультразвука зависит от амплитуды колебаний. Амплитуда колебаний при этом не должна превышать значений, вызывающих снижение условного предела прочности, достаточного для разрушения болта под действием созданной силы затяжки.
принимает первоначальное значение σT, и деталь, затянутая до условного предела текучести, может оказаться недозатянутой. Этого можно избежать, учитывая, что эффективность воздействия ультразвука зависит от амплитуды колебаний. Амплитуда колебаний при этом не должна превышать значений, вызывающих снижение условного предела прочности, достаточного для разрушения болта под действием созданной силы затяжки.
Взаимозависимость между силой затяжки QЗ, моментом затяжки MЗ и коэффициентом трения μ для определенных значений предела текучести представлена на фиг.2.
При постоянном значении коэффициента трения μ процесс затяжки выражен прямой линией, проходящей через начало осей координат. Сила затяжки QЗ прямо пропорциональна моменту затяжки МЗ. На диаграмме кривой линией указан предел текучести σТ для различных коэффициентов затяжки. При превышении этого предела крепежная деталь деформируется и становится практически непригодной.
Наживление, свинчивание и основную фазу затяжки следует производить при максимальных значениях амплитуды ультразвуковых колебаний. Сборка происходит с коэффициентом трения μ=0,08 (сборочный процесс идет по отрезку 0А). При приложении момента затяжки МЗ1 достигается сила затяжки QЗ1, напряжения в крепежной детали достигают условного предела текучести  .
.
При прохождении процесса затяжки в области пластических деформаций положительный знак приращения крутящего момента меняется на отрицательный, что служит сигналом для уменьшения амплитуды ультразвуковых колебаний и увеличения крутящего момента. Снижение амплитуды ультразвуковых колебаний приводит к возрастанию коэффициента трения и изменению предела текучести до значения  . Сила затяжки, создаваемая моментом МЗ1, снижается до значения QЗ2 (отрезок АВ).
. Сила затяжки, создаваемая моментом МЗ1, снижается до значения QЗ2 (отрезок АВ).
При росте момента завинчивания до значения МЗ2 возрастает сила затяжки до QЗ2 (отрезок ВС), и процесс затяжки входит в область пластических деформаций. Знак приращения крутящего момента изменяется, что служит сигналом для очередного снижения амплитуды ультразвуковых колебаний и увеличения крутящего момента. Коэффициент трения повышается, сила затяжки падает до QЗ4 (отрезок CD), предел текучести приближается к значению σТ. При дальнейшем росте крутящего момента (процесс сборки идет по отрезку DE) идет возрастание силы затяжки, и при моменте МЗ3 она равна QЗ5.
Процесс затяжки необходимо завершать при минимальной амплитуде ультразвуковых колебаний (1-2 мкм), чтобы не превысить предел текучести материала.
После окончания затяжки и прекращения воздействия на соединение крутящего момента возможно приложение ультразвуковых колебаний для увеличения фактической площади контактирования поверхностей, увеличивающей количество очагов возникновения адгезионных связей, что приводит к повышению прочности соединения.
Применение предлагаемого способа ультразвуковой сборки резьбовых соединений приводит к снижению энергонапряженности процесса на 40-50%, что положительно отражается как на проведении операций сборки, так и на качестве формируемого соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контролируемой сборки резьбовых соединений и устройство для его осуществления | 2020 |
|
RU2773228C2 |
| СПОСОБ СБОРКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2502591C2 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2228256C1 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2414339C1 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2004 |
|
RU2277041C1 |
| Способ контроля качества сборки резьбовых соединений | 1990 |
|
SU1767373A1 |
| Способ сборки резьбовых соединений | 1987 |
|
SU1505770A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2008 |
|
RU2404031C2 |
| Способ сборки соединений типа вал-втулка | 1990 |
|
SU1761426A1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ - ВТУЛКА | 1992 |
|
RU2023565C1 |

Изобретение относится к области машиностроения и может быть использовано при ультразвуковой сборке резьбовых соединений. Способ включает затяжку путем приложения крутящего момента к крепежной детали резьбового соединения и воздействие на нее ультразвуковыми колебаниями с контролем изменения знака приращения крутящего момента. Осуществляют уменьшение амплитуды ультразвуковых колебаний и увеличение крутящего момента при изменении знака приращения крутящего момента, соответствующего достижению предела текучести материала крепежной детали для данной амплитуды ультразвуковых колебаний. При этом затяжку начинают при максимальной амплитуде ультразвуковых колебаний, а заканчивают при минимальной амплитуде ультразвуковых колебаний. В результате повышается эффективность процесса сборки. 2 ил.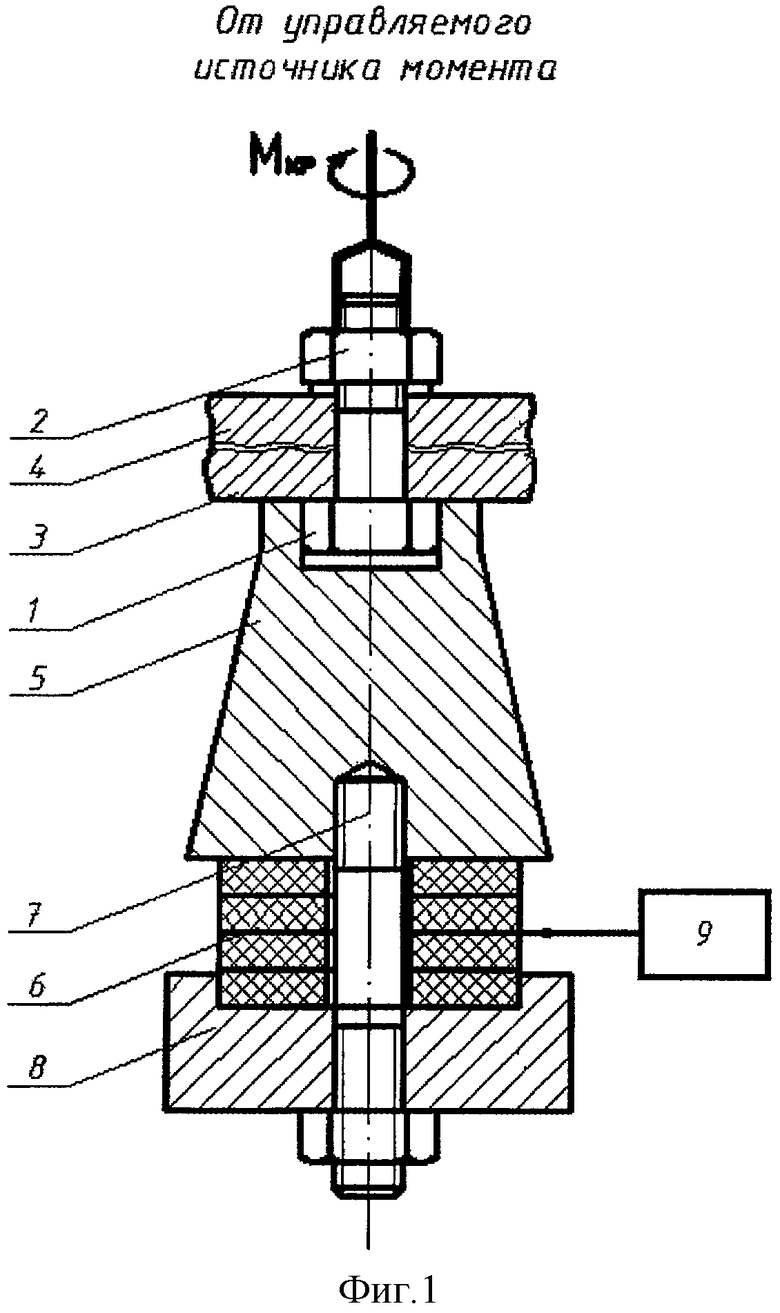
Способ ультразвуковой сборки резьбовых соединений, включающий затяжку путем приложения крутящего момента к крепежной детали резьбового соединения и воздействия на нее ультразвуковыми колебаниями с контролем изменения знака приращения крутящего момента, отличающийся тем, что при изменении знака приращения крутящего момента, соответствующего достижению предела текучести материала крепежной детали для данной амплитуды ультразвуковых колебаний, осуществляют уменьшение амплитуды ультразвуковых колебаний и увеличение крутящего момента, при этом затяжку начинают при максимальной амплитуде ультразвуковых колебаний, а заканчивают при минимальной амплитуде ультразвуковых колебаний.
| Способ сборки резьбовых соединений | 1987 |
|
SU1505770A1 |
| Устройство для сборки соединений | 1988 |
|
SU1689009A1 |
| ЭЛЕКТРОГАИКОВЕРТ | 0 |
|
SU398385A1 |
| JP 7280677 A, 27.10.1995 | |||
| WO 2005070622 A1, 08.04.2005. | |||

