Изобретение относится к промышленному радиографическому контролю качества сварных соединений, осуществляемому с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления в полевых или цеховых условиях, преимущественно для трубопроводов.
Изобретение может быть применено при размещении цифровой маркировки на радиографическом изображении сварного соединения, подлежащего радиографическому контролю, в полевых или цеховых условиях.
Под цифровой маркировкой в настоящем изобретении понимается маркировка радиографических изображений сварных соединений, ввод и нанесение которой осуществляется на радиографическое изображение в электронном (не механическом) виде (терминология, как по патенту РФ № 2736074).
Из патентного документа № CN 116721122 A известен способ предварительной маркировки сварного шва на основе пороговой сегментации, согласно которому:
- получают изображение сварного шва, предварительно обрабатывают изображение сварного шва и получают предварительно обработанное изображение сварного шва, соответствующее изображению сварного шва;
- предварительно обработанное изображение сварного шва подвергают пороговой сегментации по методу Оцу для получения бинарного изображения, где черная область представляет фон, а белая область представляет сварной шов и символы;
- выполняют коррозионную обработку бинарного изображения, чтобы получить связанное изображение;
- выполняют обработку подключенного домена на изображении соединения, чтобы получить изображение маски сварного шва;
- изображение маски сварного шва подвергается обработке расширения для получения маркированного изображения сварного шва.
Указанный способ позволяет выполнять маркировку сварных швов на уровне пикселей на цифровых рентгенографических изображениях длинных прямых сварных швов с высоким разрешением. Оно использует комбинацию нескольких алгоритмов обработки изображений, и автоматически выполняет сегментацию сварных швов на уровне пикселей, в результате которого получают соответствующее изображение сварного шва с надписью.
Недостатком способа по патентному документу № CN 116721122 A является его сложность и ресурсозатратность за счет использования множества методов бинаризации и обработки одного изображения.
Из патента РФ № 2736074 на изобретение известен способ промышленного радиографического контроля с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления, заключающийся в сохранении в памяти связанного с детектором по беспроводной или проводной связи устройства управления данных о сварных соединениях, их маркировке и полученных радиографических изображениях, отличающийся тем, что после включения рентгеновского излучения получают радиографические изображения сварных соединений, а ввод маркировки радиографических изображений сварных соединений производят автоматически в цифровом виде, при этом список всех сварных соединений, подлежащих контролю в течение рабочей смены, содержащий как минимум порядковый номер сварного соединения и полный текст маркировки, заранее вводят в память связанного с детектором по беспроводной или проводной связи устройства управления, в котором также сохраняют полученные детектором радиографические изображения сварных соединений.
Ввод маркировки радиографических изображений сварных соединений по патенту РФ № 2736074 проводят путем нанесения изображения знаков, составляющих текст маркировки, непосредственно на радиографическое изображение сварного соединения.
Способ по патенту РФ № 2736074 осуществляется с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления, а управление работой детектора на месте контроля осуществляется оператором с помощью интерфейса (сенсорного экрана) устройства управления.
Недостатками изобретения по патенту РФ № 2736074 являются неудобство и ненадежность способа размещения сгенерированной устройством управления цифровой маркировки на радиографическое изображение сварного соединения, обусловленные тем, что выбор позиции для размещения цифровой маркировки и ее редактирование на каждом радиографическом изображении сварного соединения осуществляется оператором вручную с помощью сенсорного экрана устройства управления, что в полевых условиях является затруднительным, и в связи с чем может привести к ошибке под влиянием человеческого фактора.
Кроме того, процесс определения места расположения указанной маркировки по патенту РФ № 2736074 на радиографическое изображение сварного соединения (особенно в полевых условиях) занимает длительный промежуток времени, поскольку размещаемая на таком изображении маркировка не должна попадать на контролируемую область и/или пересекаться с другими объектами, расположенными на изображении, например цифрами мерного пояса, эталонами и другими объектами. Следует учитывать также, что на практике для одного и того же сварного соединения может потребоваться проведение экспозиции с разных ракурсов, и, следовательно, оператору необходимо выбирать и, при необходимости, корректировать место расположения цифровой маркировки для каждого радиографического изображения такого соединения.
Способ, известный из патента РФ № 2736074 на изобретение, выбран в качестве прототипа.
Техническая проблема, решаемая предлагаемым изобретением, - устранение недостатков аналогов.
Технический результат, достигаемый изобретением, заключается в сокращении времени, затрачиваемого при нанесении цифровой маркировки на радиографическое изображение сварного соединения при осуществлении радиографического контроля качества сварного соединения, а также в повышении надежности и удобства нанесения указанной маркировки.
Технический результат достигается за счет того, что в способе размещения цифровой маркировки на радиографическом изображении сварного соединения при осуществлении промышленного радиографического контроля, включающем предварительное введение в память устройства управления списка всех сварных соединений, подлежащих контролю, при этом список содержит как минимум порядковый номер сварного соединения и полный текст цифровой маркировки радиографических изображений сварных соединений, затем сохраняют в памяти связанного с детектором устройства управления данные о сварных соединениях, их маркировке и радиографических изображениях, полученных детектором после включения рентгеновского излучения согласно изобретению, в устройстве управления к полученному детектором радиографическому изображению сварного соединения применяют метод бинаризации изображения, в результате которого получают бинаризованное радиографическое изображение, на котором затем определяют область размещения цифровой маркировки, при котором:
- учитывают, что область размещения цифровой маркировки должна определяться на фоне бинаризированного радиографического изображения, должна быть такого же размера, что и размещаемая цифровая маркировка, и не должна пересекаться с другими объектами, расположенными на радиографическом изображении;
- определяют количество пикселей на бинаризированном радиографическом изображении, которые идентифицируются как фон изображения;
- осуществляют обработку бинаризированного радиографического изображения, путем последовательного перебора пикселей изображения, осуществляя при этом расчет количества пикселей, которые идентифицированы как фон изображения,
- выбирают на бинаризированном радиографическом изображении область формы, которая включает исключительно пиксели, которые идентифицируются как фон изображения, и соответствует размеру цифровой маркировки.
Область расположения маркировки прямоугольной формы
Область размещения маркировки максимально удалена от краев радиографического изображения.
Детектор может быть связан с устройством управления данных о сварных соединениях посредством беспроводной или проводной связи.
Сущность изобретения поясняется чертежами:
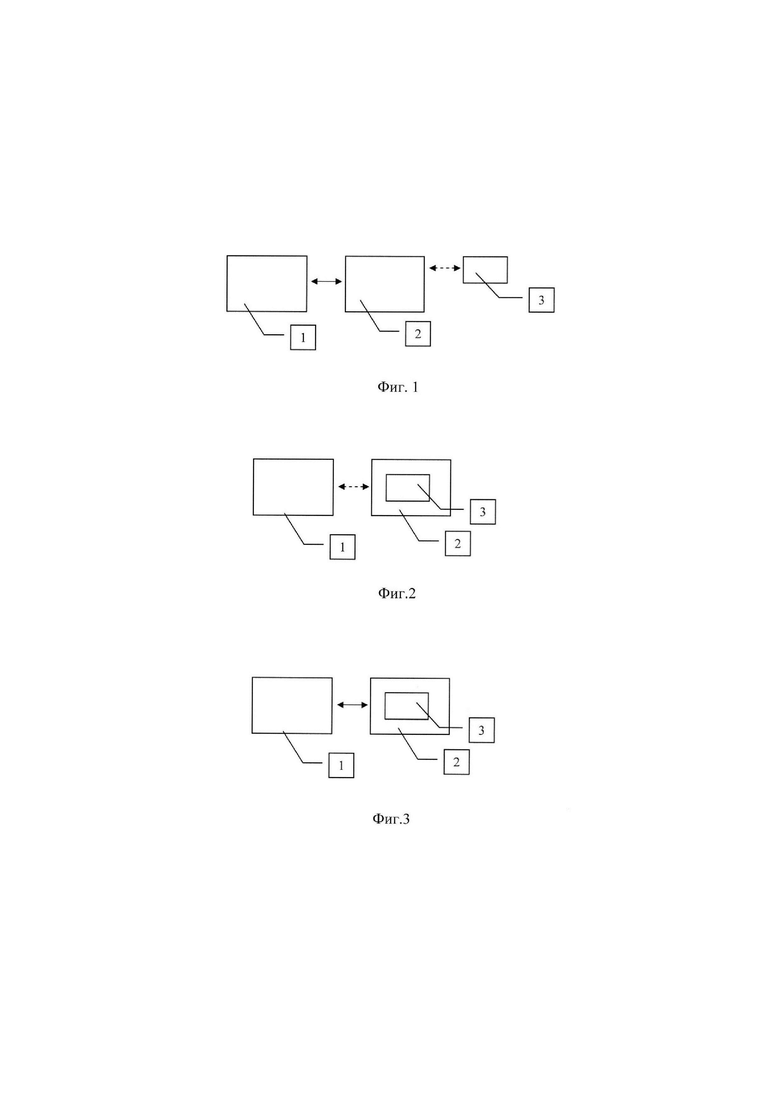
фиг. 1 - блок-схема организации передачи, обработки и хранения информации в оборудовании, используемом для радиографического контроля при которой детектор связан с устройством управления по проводной связи, а интерфейс устройства управления соединен с устройством управления по беспроводной связи;
фиг. 2 - блок-схема организации передачи, обработки и хранения информации в оборудовании, используемом для радиографического контроля при которой детектор связан с устройством управления по беспроводной связи, а интерфейс устройства управления встроен в устройство управления;
фиг. 3 - блок-схема организации передачи, обработки и хранения информации в оборудовании, используемом для радиографического контроля при которой детектор связан с устройством управления по проводной связи, а интерфейс устройства управления встроен в устройство управления;
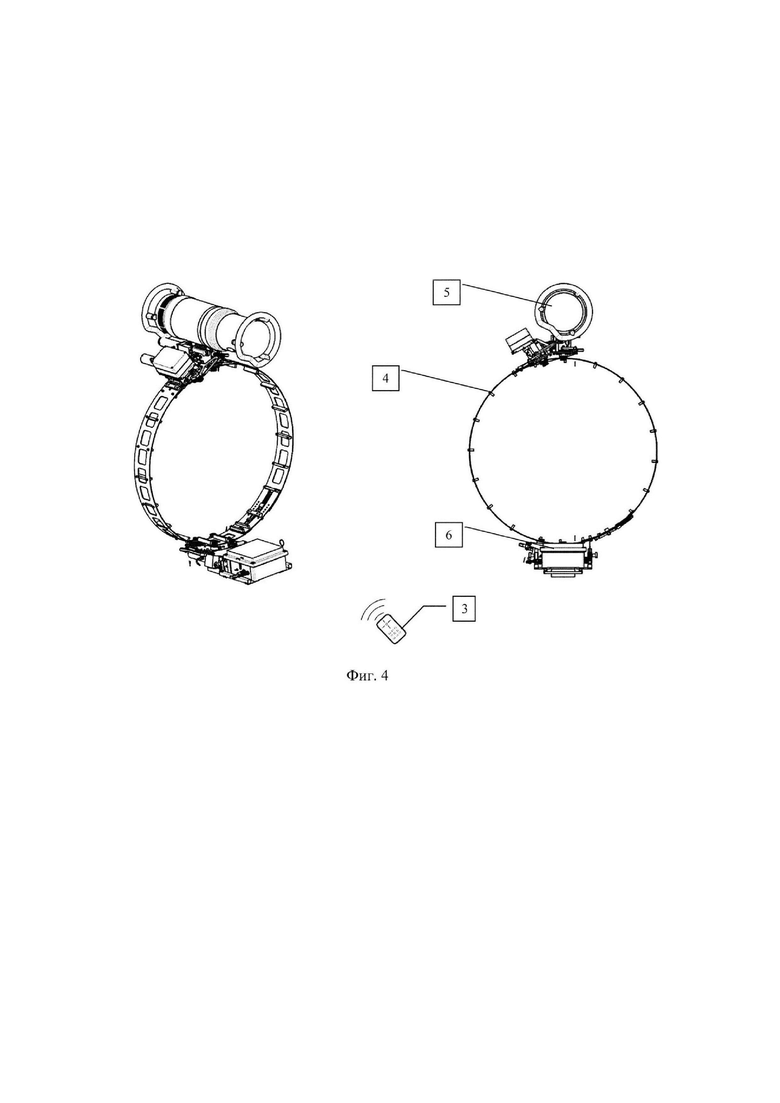
фиг. 4 - оборудование радиографического контроля, реализующее блок-схему, изображенную на фиг. 1;
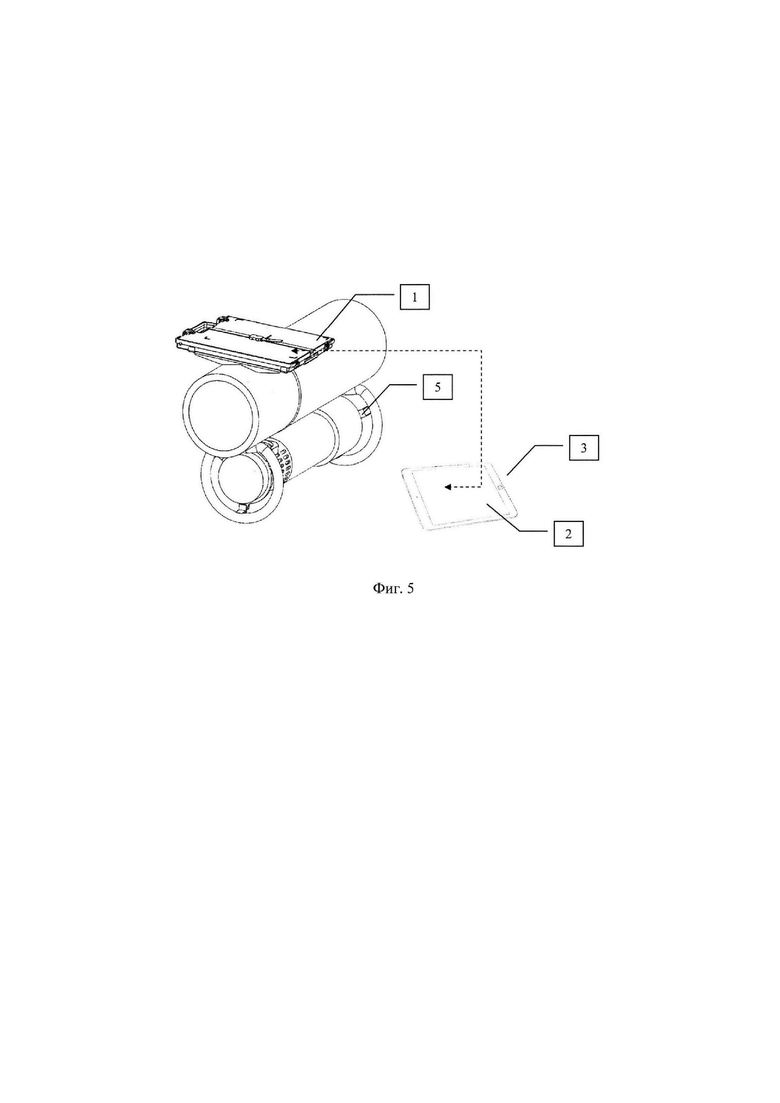
фиг. 5 - оборудование радиографического контроля, реализующее блок-схему, изображенную на фиг. 2;
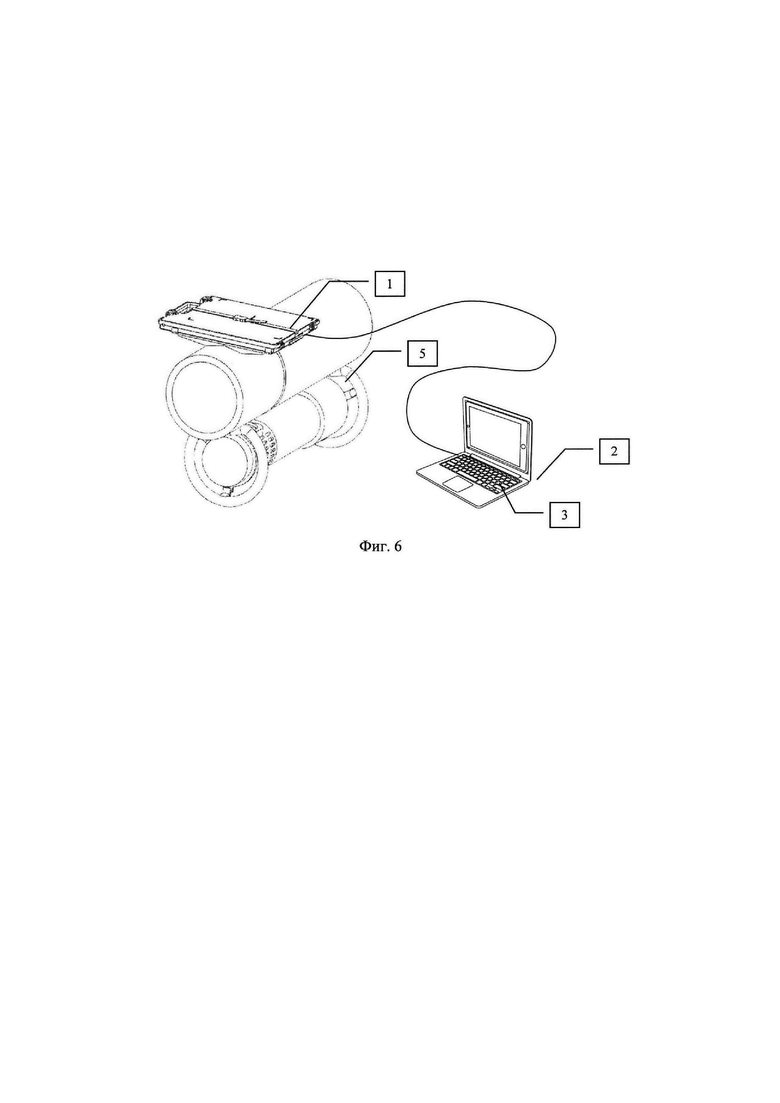
фиг. 6 - оборудование радиографического контроля, реализующее блок-схему, изображенную на фиг. 3.
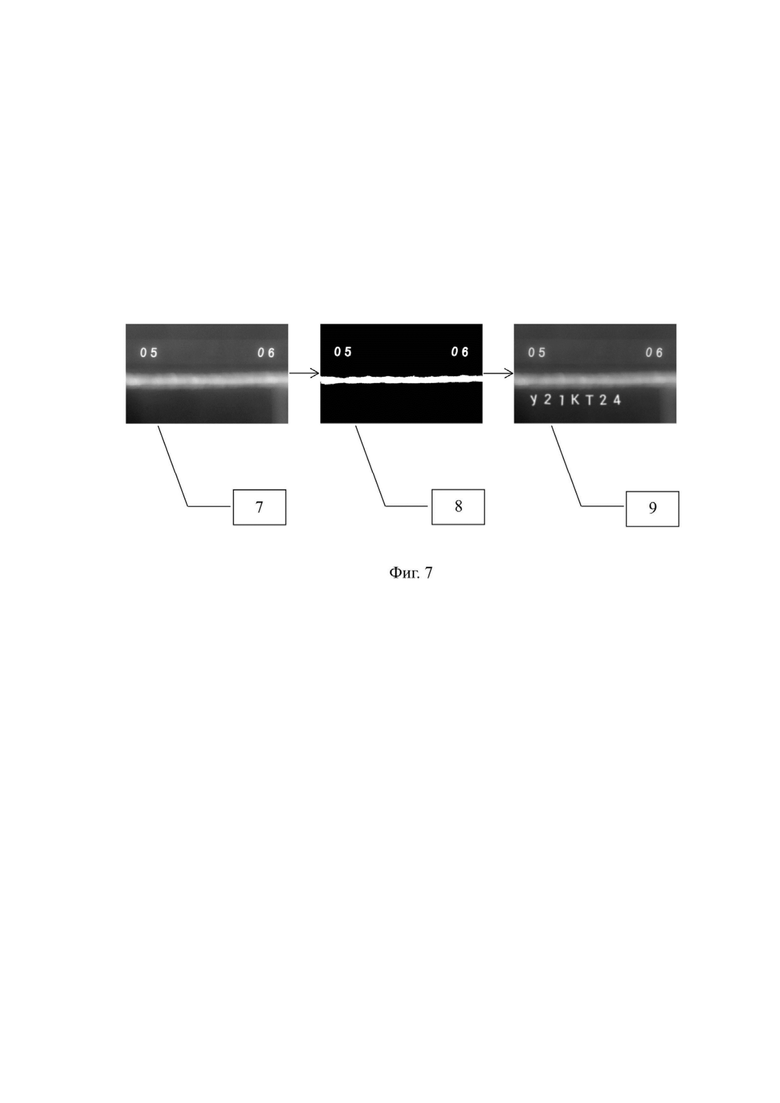
фиг. 7 - блок-схема автоматического определения места положения и нанесения цифровой маркировки на радиографическое изображение сварного соединения.
На фиг. 1, 2, 3 представлен детектор 1, соединенный с устройством управления 2 по беспроводной или проводной связи, устройство управления 2 со встроенным интерфейсом 3 (фиг. 2, 3), например, экран планшета или телефона, клавиатура ноутбука или удаленным интерфейсом 3 (фиг. 1) - пульт, связанный с устройством управления 2 по беспроводной связи.
На фиг. 4 представлено оборудование радиографического контроля, а именно, оборудование для контроля труб большого диаметра, содержащее направляющий пояс 4, рентгеновский аппарат 5, корпус 6, в котором размещены детектор 1 и устройство управления 2, соединенные между собой проводной связью. Интерфейс 3 соединен с устройством управления 2 беспроводной связью - и выполнен в виде пульта беспроводной связи. Файл маркировок хранится в устройстве управления 2, порядковый номер контролируемого сварного соединения передают в устройство управления 2 с помощью интерфейса 3 - пульта беспроводной связи, автоматический ввод маркировки производят в устройстве управления 2. Полученное детектором 1 после включения рентгеновского излучения радиографическое изображение сварного соединения передают в устройство управления 2 и сохраняют в его памяти, а текст маркировки из списка присваивают данному радиографическому изображению. После присвоения радиографическому изображению текста маркировки устройство управления 2 определяет место размещения маркировки на радиографическом изображении и размещает ее на указанном изображении.
На фиг. 5 представлено оборудование радиографического контроля, которое содержит рентгеновский аппарат 5, детектор 1, установленный на сварное соединение вручную и соединенный по беспроводной связи с устройством управления 2 - планшетом. Порядковый номер контролируемого сварного соединения передают в устройство управления 2 - планшет с помощью интерфейса 3 - сенсорного экрана планшета. Файл маркировок хранится в устройстве управления 2, порядковый номер контролируемого сварного соединения передают в устройство управления 2 с помощью интерфейса 3 - пульта беспроводной связи, автоматический ввод маркировки производят в устройстве управления 2. Полученное детектором 1 после включения рентгеновского излучения радиографическое изображение сварного соединения передают в устройство управления 2 и сохраняют в его памяти, а текст маркировки из списка присваивают данному радиографическому изображению. После присвоения радиографическому изображению текста маркировки устройство управления 2 определяет место размещения маркировки на радиографическом изображении и размещает ее на указанном изображении.
На фиг. 6 представлено оборудование радиографического контроля, применяемое в цеховых условиях, которое содержит рентгеновский аппарат 5, детектор 1, установленный на сварное соединение вручную и соединенный по проводной связи с устройством управления 2 - компьютером, длинный провод позволяет перемещать детектор 1 с места на место. Порядковый номер контролируемого сварного соединения передают в устройство управления 2 - компьютер с помощью интерфейса 3 - клавиатуры компьютера. Файл маркировок хранится в устройстве управления 2, порядковый номер контролируемого сварного соединения передают в устройство управления 2 с помощью интерфейса 3 - пульта беспроводной связи, автоматический ввод маркировки производят в устройстве управления 2. Полученное детектором 1 после включения рентгеновского излучения радиографическое изображение сварного соединения передают в устройство управления 2 и сохраняют в его памяти, а текст маркировки из списка присваивают данному радиографическому изображению. После присвоения радиографическому изображению текста маркировки устройство управления 2 определяет место размещения маркировки на радиографическом изображении и размещает ее на указанном изображении.
На фиг. 7 представлено исходное радиографическое изображение 7, полученное детектором 1 после включения рентгеновского излучения и сохраненное в памяти устройства управления 2; бинаризированное радиографическое изображение 8, полученное устройством управления 2 после применения к исходному радиографическому изображению 7 метода бинаризации изображения; и маркированное рентгенографическое изображение 9, созданное устройством управления 2 после определения места положения цифровой маркировки на исходном радиографическом изображении 1 в результате анализа бинаризированного радиографического изображения 8, при этом нанесение цифровой маркировки на исходное радиографическое изображение 1 производят в устройстве управления 2 автоматически с учетом заранее введенных в память устройства управления 2 параметров.
Осуществление способа
Предлагаемый способ размещения цифровой маркировки на радиографическом изображении при осуществлении промышленного радиографического контроля осуществляется следующим образом.
Оператор получает задание на контроль сварных соединений. Задание передают в электронном и печатном виде. Задание может содержать географические координаты сварных соединений.
Подготовительные процедуры, осуществляемые оператором до выезда на место контроля, осуществляются аналогично, как в способе по патенту РФ № 2736074 на изобретение. При этом дополнительно в память устройства управления 2 заранее устанавливают программу для ЭВМ, осуществляющую бинаризацию изображений, и вносят настройки (параметры и критерии), в соответствии с которыми устройство управления на месте контроля будет производить бинаризацию исходного рентгенографического изображения 7, анализировать созданное бинаризированное изображение 8 и создавать маркированное рентгенографическое изображение 9. Программа для ЭВМ для бинаризации может быть создана и настроена с использованием известных из уровня техники методов (например, https://products.aspose.com/imaging/ru/python-net/binarize/).
На месте контроля оператор включает детектор 1, дальнейшее управление работой детектора 1 производят с помощью интерфейса 3 устройства управления 2.
Действия, осуществляемые оператором с использованием оборудования радиографического контроля, и работа оборудования радиографического контроля, осуществляются аналогично, как в способе по патенту РФ № 2736074 на изобретение.
При этом дополнительно после получения детектором 1 радиографического изображения, его сохранения в памяти устройства управления 2 и присвоения данному радиографическому изображению текста маркировки из внесенного в память устройства управления 2 списка, в устройстве управления к указанному радиографическому изображению (исходному радиографическому изображению 7) сварного соединения, применяют метод бинаризации изображения с использованием заранее установленной в память устройства управления 2 программы для ЭВМ и в соответствии с внесенными в память устройства управления 2 настройками. Бинаризацию изображения выполняют в устройстве управления 2 автоматически сразу после получения детектором 1 радиографического изображения, его сохранения и присвоения данному изображению текста маркировки.
Бинаризация изображения означает двоичное представление исходного изображения, при котором каждый пиксель классифицируется в одну из двух категорий - «черный» или «белый», при этом расположенные на изображении объекты выделяются «черным» цветом, а фон становится «белым».
Основной параметр бинаризации – это порог T, со значением которого затем сравнивается яркость каждого пикселя. После сравнения, пикселю присваивается одно из двух значений: «0» (фон) или «1» (объект).
Из уровня техники известно множество методов бинаризации, которые принято делить на глобальные и локальные (адаптивные). В первом случае значение порога рассчитывается для всего изображения и остается неизменным в течение всего процесса бинаризации. Во втором - изображение разбивается на участки, в каждом из которых рассчитывается свой локальный порог, значение которого формируется из набора пикселей, находящегося на этом участке.
В заявляемом изобретении используют адаптивный метод бинаризации Бредли (Bradley), суть которого изложена в научной (например, https://storage.tusur.ru/files/133547/essu-19-part-2new.pdf) или патентной литературе (например, патент РФ № 2718571 на изобретение). Согласно методу Бредли, исходное изображение делят на участки d. После чего, для каждого участка вычисляют индивидуальное пороговое значение T по формуле T = m ⋅ (1 – t), где m – среднее арифметическое значение яркости пикселей в пределах выделенного участка, t – заданная константа, которая должна быть меньше единицы.
После того как бинаризации исходного радиографического изображения 7 сварного соединения осуществлена, и расположенные на изображении объекты «отделились» от фона, устройство управления 2 путем анализа бинаризованного изображения 8 автоматически определяет место размещения цифровой маркировки на исходном радиографическом изображении 7 в соответствии с заранее введёнными в память устройства управления 2 параметрами.
Анализ бинаризованного изображения 8 и автоматическое определение устройством управления 2 места размещения цифровой маркировки на исходном радиографическом изображении 7 сварного соединения производят следующим образом.
На бинаризованном изображении 8 устройство управления 2 вычисляет размер области возможного размещения маркировки на исходном изображении 7. Размер области размещения маркировки определяют с учетом размера присвоенной радиографическому изображению маркировки, размера самого радиографического изображения и расположенных на данном радиографическом изображении объектов.
При этом область расположения маркировки должна отвечать следующим заранее внесенным в память устройством управления 2 критериям:
- область расположения маркировки должна находиться исключительно на фоне бинаризированного радиографического изображения 8, при этом в целях удобства нанесения и восприятия текстового содержания маркировки, предпочтительно, чтобы указанная область имела прямоугольную форму;
- указанная область размещения маркировки должна быть такого же размера, что и маркировка, и не должна пересекаться с другими объектами изображения;
- указанная область размещения маркировки должна быть максимально удалена от краев изображения, чтобы расположение маркировки было похоже на такое, какое бы выбрал человек.
Расчет размера свободной и достаточной для размещения маркировки на фоне радиографического изображения 8 площади производят в устройстве управления 2 следующим образом.
В результате бинаризации все бинаризированное изображение 8 представляют в виде бинаризированной матрицы, разделенную на ячейки sum[i][j]. Устройство управления 2 осуществляет предварительный расчет для указанной бинаризированной матрицы, в результате которого получают сумму элементов в области между индексами (0, 0) и (i, j) для каждой ячейки sum[i][j]. Учитывая, что в бинаризированном изображении 8 значения могут быть только «0» и «1», устройство управления 2 определяет сколько пикселей в каждой ячейке sum[i][j] «белые», тем самым идентифицируя такие пиксели в качестве фона анализируемого изображения.
Указанный предварительный расчет выполняют за O(n*m), где «О» - сложность алгоритма, которая описывает количество компьютерного времени, требуемого для выполнения функции, а «n» и «m» - размеры изображения, что позволяет установить сколько пикселей в области «белые» за O(1) (подробнее про нотацию «О»: https://inlnk.ru/YAz2ap).
Предварительный расчет необходим в целях сокращения времени работы программы: расчет производится за O(n*m) 1 раз в начале работы программы, и затем время ответа на запросы при последующих операциях будет составлять O(1). Если предварительный расчет не произвести, то время ответов на запросы во время всей работы программы будет со скоростью O(n*m).
Далее устройство управления 2 с учетом размера текста присвоенной исходному радиографическому изображению 7 маркировки и количества «белых» пикселей в ячейках sum[i][j] матрицы изображения, осуществляет обработку бинаризированного изображения 8, последовательно перебирая пиксели изображения, осуществляя при этом расчет количества «белых» пикселей, и затем, выбирает на нем область прямоугольной формы, которая включает исключительно «белые» пиксели и соответствует размеру присвоенной исходному радиографическому изображению 7 цифровой маркировки.
Учитывая, что маркировка должна быть расположена максимально удаленно от краев изображения, устройство управления 2 в левом верхнем углу выбирает координату: (left - right)^2, (top - bottom)^2, где left – отступ от левого, right – правого, top – верхнего, bottom – нижнего краев, которая затем может минимизироваться в зависимости от количества «белых» пикселей и особенностей их расположения на бинаризированном изображении 8.
По результатам определения области размещения цифровой маркировки на исходном радиографическом изображении 7 сварного соединения, устройство управления 2 размещает указанную маркировку радиографическое изображение 7, тем самым создавая маркированной радиографическое изображение 9.
Таким образом, заявляемое изобретение позволяет достичь технический результат, заключающийся в:
- сокращении времени, затрачиваемого при нанесении цифровой маркировки на радиографическое изображение сварного соединения при осуществлении радиографического контроля качества сварного соединения, за счет автоматизации процесса нанесения цифровой маркировки на радиографическое изображение сварного шва, включая процесс определения места расположения такой маркировки и само нанесение маркировки на радиографическое изображение;
- повышении надежности нанесения цифровой маркировки на радиографическое изображение сварного соединения, за счет отказа от ручного нанесения цифровой маркировки, что позволяет устранить риск ошибочной маркировки, которая может возникнуть под влиянием человеческого фактора;
- повышении удобства осуществления радиографического контроля качества сварного соединения в сложных условиях, за счет автоматизации процесса нанесения цифровой маркировки на радиографическое изображение сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ промышленного радиографического контроля с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления | 2020 |
|
RU2736074C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ ШВОВ ТРУБОПРОВОДА | 2016 |
|
RU2648973C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ТРУБОПРОВОДОВ ДЛЯ НЕФТЕПРОДУКТОВ И СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ ДЛЯ НЕФТЕПРОДУКТОВ РАДИОГРАФИЧЕСКИМ МЕТОДОМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ БЕЗ ПРЕКРАЩЕНИЯ ТРАНСПОРТА ПРОДУКТА | 2021 |
|
RU2773628C1 |
| РАДИОГРАФИЧЕСКОЕ УСТРОЙСТВО | 2003 |
|
RU2312327C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ОБЛАСТИ ИЗОБРАЖЕНИЯ | 2015 |
|
RU2642404C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИДЕНТИФИКАЦИИ ОБЛАСТИ | 2015 |
|
RU2633184C2 |
| УЛУЧШЕНИЕ КОНТРАСТА И СНИЖЕНИЕ ШУМА НА ИЗОБРАЖЕНИЯХ, ПОЛУЧЕННЫХ С КАМЕР | 2017 |
|
RU2721188C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИДЕНТИФИКАЦИИ МАТЕРИАЛОВ С ИСПОЛЬЗОВАНИЕМ РАДИОГРАФИЧЕСКИХ ИЗОБРАЖЕНИЙ БИНОКУЛЯРНОЙ СТЕРЕОСКОПИИ, ПОЛУЧАЕМЫХ ДЛЯ РАЗЛИЧНЫХ УРОВНЕЙ ЭНЕРГИИ ИЗЛУЧЕНИЯ | 2008 |
|
RU2397624C2 |
| Способ контроля сварных соединений и система, его реализующая | 2019 |
|
RU2718514C1 |
| Радиографический способ выявления дефектов в сварных швах | 1986 |
|
SU1364963A1 |
Использование: для размещения цифровой маркировки на радиографическом изображении сварного соединения при осуществлении промышленного радиографического контроля. Сущность изобретения заключается в том, что в устройстве управления к полученному детектором радиографическому изображению сварного соединения применяют метод бинаризации изображения, в результате которого получают бинаризованное радиографическое изображение, на котором затем определяют область размещения цифровой маркировки, при котором: учитывают, что область размещения цифровой маркировки должна определяться на фоне бинаризированного радиографического изображения, должна быть такого же размера, что и размещаемая цифровая маркировка, и не должна пересекаться с другими объектами, расположенными на радиографическом изображении; определяют количество пикселей на бинаризированном радиографическом изображении, которые идентифицируются как фон изображения; осуществляют обработку бинаризированного радиографического изображения путем последовательного перебора пикселей изображения, осуществляя при этом расчет количества пикселей, которые идентифицированы как фон изображения, выбирают на бинаризированном радиографическом изображении область формы, которая включает исключительно пиксели, которые идентифицируются как фон изображения, и соответствует размеру цифровой маркировки. Технический результат: сокращение времени, затрачиваемого при нанесении цифровой маркировки на радиографическое изображение сварного соединения при осуществлении радиографического контроля качества сварного соединения, а также повышение надежности и удобства нанесения указанной маркировки. 3 з.п. ф-лы, 7 ил.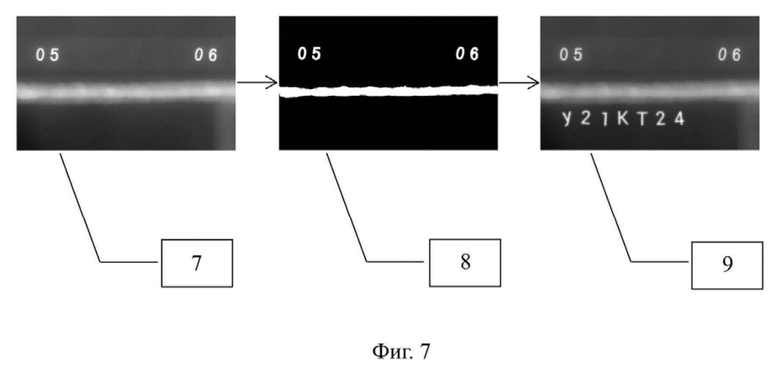
1. Способ размещения цифровой маркировки на радиографическом изображении сварного соединения при осуществлении промышленного радиографического контроля, включающий предварительное введение в память устройства управления списка всех сварных соединений, подлежащих контролю, при этом список содержит как минимум порядковый номер сварного соединения и полный текст цифровой маркировки радиографических изображений сварных соединений, затем сохраняют в памяти связанного с детектором устройства управления данные о сварных соединениях, их маркировке и радиографических изображениях, полученных детектором после включения рентгеновского излучения, отличающийся тем, что в устройстве управления к полученному детектором радиографическому изображению сварного соединения применяют метод бинаризации изображения, в результате которого получают бинаризованное радиографическое изображение, на котором затем определяют область размещения цифровой маркировки, при котором:
- учитывают, что область размещения цифровой маркировки должна определяться на фоне бинаризированного радиографического изображения, должна быть такого же размера, что и размещаемая цифровая маркировка, и не должна пересекаться с другими объектами, расположенными на радиографическом изображении;
- определяют количество пикселей на бинаризированном радиографическом изображении, которые идентифицируются как фон изображения;
- осуществляют обработку бинаризированного радиографического изображения путем последовательного перебора пикселей изображения, осуществляя при этом расчет количества пикселей, которые идентифицированы как фон изображения;
- выбирают на бинаризированном радиографическом изображении область формы, которая включает исключительно пиксели, которые идентифицируются как фон изображения, и соответствует размеру цифровой маркировки.
2. Способ по п. 1, отличающийся тем, что область расположения маркировки прямоугольной формы.
3. Способ по п. 1, отличающийся тем, что область размещения маркировки максимально удалена от краев радиографического изображения.
4. Способ по п. 1, отличающийся тем, что детектор может быть связан с устройством управления данных о сварных соединениях посредством беспроводной или проводной связи.
| Способ промышленного радиографического контроля с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления | 2020 |
|
RU2736074C1 |
| Способ получения синтетического дубильного вещества | 1951 |
|
SU96989A1 |
| Клино-щелевая крепь для крепления горных выработок | 1959 |
|
SU124394A1 |
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ СВАРНЫХ ШВОВ ОБОЛОЧЕК С ЗАГЛУШКАМИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2194315C1 |
| US 6269148 B1, 31.07.2001 | |||
| US 2010046718 A1, 25.02.2010. | |||

