Изобретение относится к промышленному радиографическому контролю качества сварных соединений, осуществляемому с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления в полевых или цеховых условиях, преимущественно для трубопроводов.
Известен способ радиографического контроля по заявке WO 2015124870, публ. 27.08.2015 МПК G01N 23/04. Способ проверки сварного шва с помощью радиографии включает этап присвоения уникального идентификатора сварному шву перед проверкой, который присваивается при сварке шва.
Описанный способ изготовления рентгеноконтрастных меток и крепления к сварному шву не нашел широкого применения из-за связанных с этим дополнительных расходов.
В настоящее время во всем мире при идентификации результатов радиационного контроля, проводимого с помощью рентгеновской пленки или детекторов, используется маркировка рентгеновских снимков, проводимая с использованием рентгеноконтрастных, как правило, свинцовых букв и цифр, которые выкладываются при съемке на объект контроля и появляются на изображении (ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод, п. 2.1; ГОСТ 15843-79. Принадлежности для промышленной радиографии. Основные размеры.)
К недостаткам известного способа маркировки можно отнести следующее:
- полный текст маркировки должен включать значительный объем информации об объекте контроля, составление длинной маркировки может на практике занимать до 40 мин;
- составление маркировки в полевых условиях, как правило, очень трудоемко: буквы набирают пинцетом из кассы, часто на морозе, в грязи и в темноте;
- если хотя бы часть маркировки не удержится на объекте контроля в процессе съемки, не поместится на радиографическом изображении или перекроет собой часть объекта контроля, радиографическое изображение оказывается непригодным для дальнейшей работы и контроль следует повторить заново;
- при контроле небольших объектов и небольшом размере радиографического изображения маркировка с трудом размещается в пределах изображения.
Наиболее близким аналогом является изобретение, характеризующее способ радиографического контроля сварных швов трубопровода по заявке WO 201603267, публ. 03.03.2016 МПК G01N 23/18, с помощью системы радиографического контроля сварных швов трубопровода, включающей источник рентгеновского излучения, блок сбора, обработки и визуализации данных, выполненный с возможностью расположения на внешней поверхности трубопровода. Блок включает, по меньшей мере, один рентгеновский детектор, процессор для хранения визуализированных данных детекторов и передатчик для передачи визуализированных данных от процессора к приемнику оператора.
К недостаткам известного способа осуществления радиографического контроля трубопроводов можно отнести недостаточное удобство работы в сложных полевых условиях. Процессор для хранения визуализированных данных рентгеновских детекторов автоматически получает от детектора радиографические изображения и хранит их. При этом известный способ не предполагает автоматического сохранения в процессоре данных о сварных соединениях, их маркировки. Ввод таких данных в память процессора вручную при контроле каждого сварного соединения в полевых условиях затруднен. Поэтому на практике при использовании устройств, работающих по известному способу, данные о сварном соединении задаются путем традиционного ручного нанесения свинцовых знаков на объект контроля при съемке.
Основной задачей, на решение которой направлено предлагаемое изобретение, является повышение удобства, производительности и контроля полноты выполнения работы.
Поставленная задача решается с помощью предлагаемого способа промышленного радиографического контроля с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления, который, как и прототип, включает сохранение в памяти связанного с детектором по беспроводной или проводной связи устройства управления радиографических изображений сварных соединений.
В отличие от прототипа в предлагаемом способе после включения рентгеновского излучения получают радиографические изображения сварных соединений, а ввод маркировки радиографических изображений сварных соединений производят автоматически в цифровом виде, при этом список всех сварных соединений, подлежащих контролю в течение рабочей смены, содержащий как минимум порядковый номер сварного соединения, и полный текст маркировки, заранее вводят в память связанного с детектором по беспроводной или проводной связи устройства управления, в котором также сохраняют полученные детектором радиографические изображения сварных соединений.
Кроме того, номер сварного соединения передают в связанное с детектором по беспроводной или проводной связи устройство управления, которое проверяет его по списку подлежащих контролю сварных соединений и подтверждает его оператору, далее маркировка, соответствующая номеру, присваивается радиографическому изображению, полученному непосредственно после ввода номера, связанное с детектором по беспроводной или проводной связи устройство управления автоматически проверяет номер сварного соединения и предупреждает оператора в случае, если данный номер вводится повторно, при этом связанное с детектором по беспроводной связи устройство управления, автоматически проверяет все введенные в течение данной рабочей смены номера сварных соединений и сообщает оператору количество еще не введенных сварных соединений и их номера.
Предложенный способ удобен, поскольку на практике контроль сварных соединений всегда выполняется по списку, составленному до начала рабочей смены.
При этом ввод маркировки радиографических изображений сварных соединений проводят путем нанесения изображения знаков, составляющих текст маркировки, непосредственно на радиографическое изображение сварного соединения.
Сущность предлагаемого способа промышленного радиографического контроля с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления заключается в том, что после включения рентгеновского излучения получают радиографические изображения сварных соединений, а ввод маркировки радиографических изображений сварных соединений производят автоматически в цифровом виде, при этом список всех сварных соединений, подлежащих контролю в течение рабочей смены, содержащей как минимум порядковый номер сварного соединения, и полный текст маркировки, заранее вводя в память связанного с детектором по беспроводной или проводной связи устройства управления, в котором также сохраняют полученные детектором радиографические изображения сварных соединений.
Перечисленные новые существенные признаки изобретения в совокупности с известными, позволяют получить технический результат, заключающийся в повышении удобства, производительности и контроля полноты выполнения работы.
Предлагаемый способ промышленного радиографического контроля осуществляется с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления.
Сущность изобретения поясняется чертежами, где:
фиг. 1 - блок-схема организации передачи, обработки и хранения информации в оборудовании, используемом для радиографического контроля при которой детектор связан с устройством управления по проводной связи, а интерфейс устройства управления соединен с устройством управления по беспроводной связи;
фиг. 2 - блок-схема организации передачи, обработки и хранения информации в оборудовании, используемом для радиографического контроля при которой детектор связан с устройством управления по беспроводной связи, а интерфейс устройства управления встроен в устройство управления;
фиг. 3 - блок-схема организации передачи, обработки и хранения информации в оборудовании, используемом для радиографического контроля при которой детектор связан с устройством управления по проводной связи, а интерфейс устройства управления встроен в устройство управления;
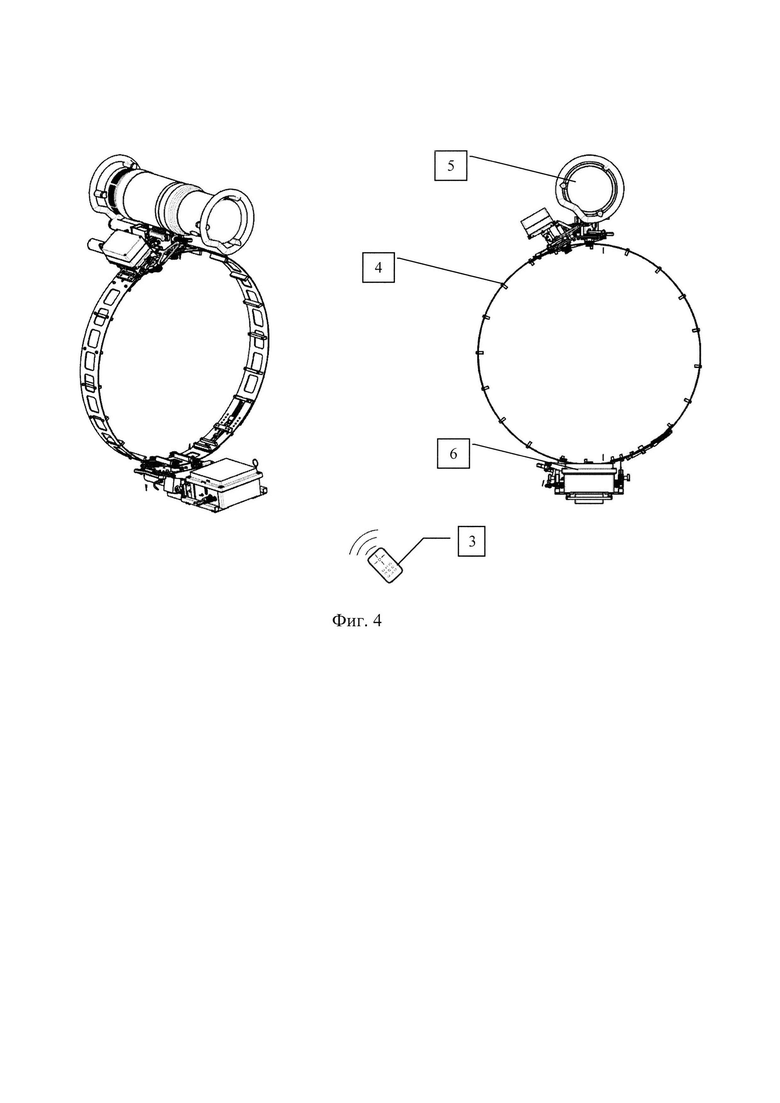
фиг. 4 - оборудование радиографического контроля, реализующее блок-схему, изображенную на фиг. 1;
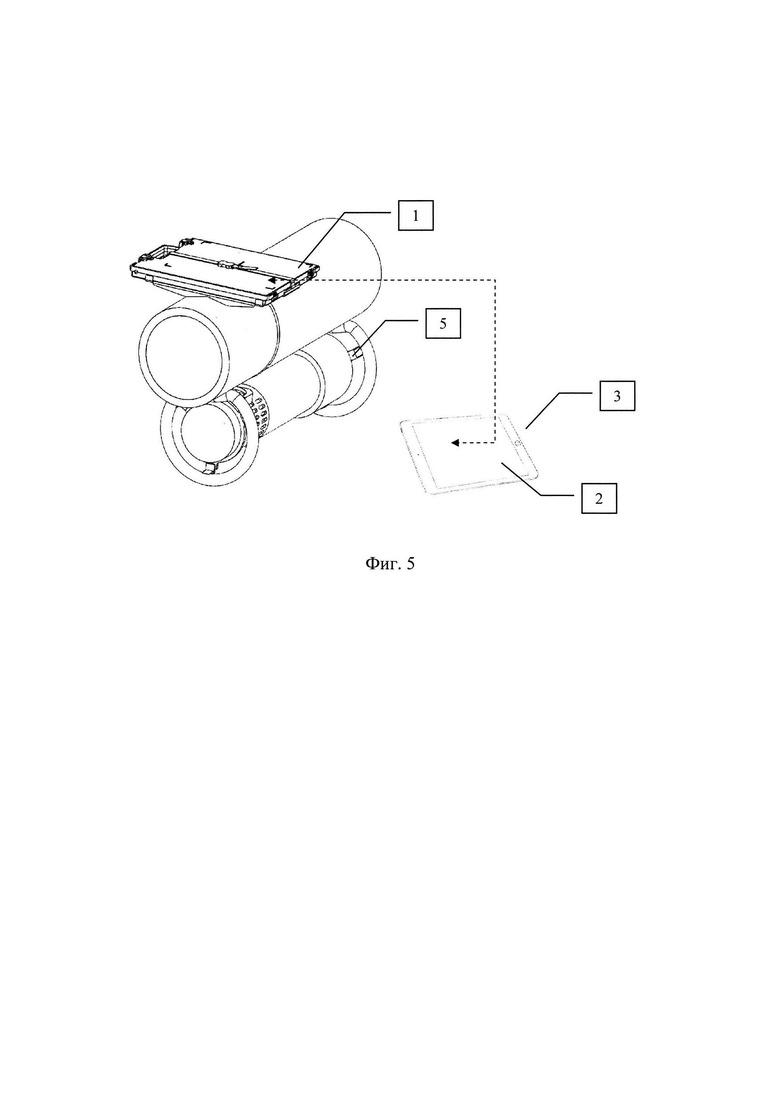
фиг. 5 - оборудование радиографического контроля, реализующее блок-схему, изображенную на фиг. 2;
фиг. 6 - оборудование радиографического контроля, реализующее блок-схему, изображенную на фиг. 3.
На фиг. 1, 2, 3 представлен детектор 1 соединенный с устройством управления 2 по беспроводной или проводной связи, устройство управления 2 со встроенным интерфейсом 3 (фиг. 2, 3), например, экран планшета или телефона, клавиатура ноутбука или удаленным интерфейсом 3 (фиг. 1) - пульт, связанный с устройством управления 2 по беспроводной связи.
На фиг. 4 представлено оборудование радиографического контроля, а именно, оборудование для контроля труб большого диаметра, содержащее направляющий пояс 4, рентгеновский аппарат 5, корпус 6, в котором размещены детектор 1 и устройство управления 2, соединенные между собой проводной связью. Интерфейс 3 соединен с устройством управления 2 беспроводной связью - и выполнен в виде пульта беспроводной связи. Файл маркировок хранится в устройстве управления 2, порядковый номер контролируемого сварного соединения передается в устройство управления 2 с помощью интерфейса 3 - пульта беспроводной связи, автоматический ввод маркировки производится в устройстве управления 2.
На фиг. 5 представлено оборудование радиографического контроля, которое содержит рентгеновский аппарат 5, детектор 1, установленный на сварное соединение вручную и соединенный по беспроводной связи с устройством управления 2 - планшетом. Порядковый номер контролируемого сварного соединения передается в устройство управления 2 - планшет с помощью интерфейса 3 - сенсорного экрана планшета.
На фиг. 6 представлено оборудование радиографического контроля, применяемое в цеховых условиях, которое содержит рентгеновский аппарат 5, детектор 1, установленный на сварное соединение вручную и соединенный по проводной связи с устройством управления 2 - компьютером, длинный провод позволяет перемещать детектор 1 с места на место. Порядковый номер контролируемого сварного соединения передается в устройство управления 2 - компьютер с помощью интерфейса 3 - клавиатуры компьютера.
Предлагаемый способ промышленного радиографического контроля с помощью детектора 1 и связанного с детектором 1 по беспроводной или проводной связи устройства управления 2 осуществляется следующим образом.
Оператор получает задание на контроль сварных соединений. Задание передается в электронном и печатном виде. Задание может содержать географические координаты сварных соединений.
До выезда на место контроля оператор составляет с помощью персонального компьютера электронный список сварных соединений, содержащих как минимум:
- трехзначный порядковый номер сварного соединения;
- существующее обозначение сварного соединения;
- текст маркировки, который следует нанести на радиографическое изображение сварного соединения в соответствии с существующими правилами и стандартами;
а также дополнительно содержащий:
- географические координаты сварного соединения.
Оператор вводит подготовленный список сварных соединений в память устройства управления 2 и распечатывает копию списка.
На месте контроля оператор включает детектор 1, дальнейшее управление работой детектора 1 производится с помощью интерфейса 3 устройства управления 2.
Оператор считывает со сварного соединения нанесенное на него обозначение, находит в распечатанном списке данное сварное соединение, определяет его порядковый номер по списку и вводит этот порядковый номер в устройство управления 2 детектора 1 с помощью интерфейса 3.
Устройство управления 2 проверяет по списку, что введенный порядковый номер есть в списке и, что сварное соединение с данным номером не контролировалось ранее в течение данной рабочей смены.
В случае положительного результата обеих проверок устройство управления 2 подтверждает сделанный выбор, и введенный порядковый номер индицируется на интерфейсе 3, как принятый, например, мигающим пять раз с частотой 1 Гц.
В случае если введенного порядкового номера нет, то в списке на интерфейсе 3 появляется соответствующее сообщение.
В случае, если сварное соединение уже контролировалось ранее в течение данной рабочей смены, устройство управления 2 подтверждает сделанный выбор, но предупреждает оператора о повторном контроле, например, номером на интерфейсе 3, мигающим 15 раз с частотой 3 Гц.
Оператор переводит детектор 1 в режим готовности к получению радиографического изображения и включает рентгеновское излучение.
Детектор 1 отслеживает мощность излучения и при включении излучения и выходе его на постоянный уровень дает команду на старт процесса радиографической съемки сварного соединения.
После окончания съемки сварного соединения полученное радиографическое изображение сохраняется в памяти устройства управления 2, а текст маркировки из списка присваивается данному радиографическому изображению.
Данное сварное соединение помечается в списке в памяти устройства управления 2 как проконтролированное.
Нажатием кнопки «Запрос» на интерфейсе 3 оператор делает запрос в устройство управления 2, на который устройство управления 2 выводит на интерфейс 3 количество проконтролированных сварных соединений.
Способ реализуется на современных устройствах, позволяет повысить достоверность и информативность данных радиографического контроля и может использоваться на различном радиографическом оборудовании. При этом повышается скорость контроля и удобство работы персонала, особенно при работе в сложных условиях.
При реализации предлагаемого способа, в качестве интерфейса устройства управления могут использоваться как интерфейсы существующих мобильных устройств - сенсорные экраны телефонов, планшетов, клавиатуры ноутбуков, так и пульты беспроводной связи, изготовленные в промышленном исполнении.
Преимущества использования пульта беспроводной связи по сравнению с использованием в качестве средства управления существующих мобильных устройств заключается в следующем:
- пульт - устройство, входящее в комплект поставки оборудования, не требует дополнительной настройки, установки программ;
- пульт предназначен для работы в сложных условиях (перепад температур, влажность, удары и т.д.);
- пульт не выполняет никаких других операций помимо описанных выше и не тратит на их выполнение энергию батареи, что повышает срок работы батареи пульта;
- пульт выполнен во взрывобезопасном исполнении, что допускает его использование в соответствующей обстановке;
- пульт может использоваться в зонах, где запрещено использование мобильных устройств в целях безопасности (запрещена фото- и видеосъемка, запись GPS координат).
Цифровая маркировка радиографических изображений может проводиться как в форме текстовых записей, присоединяемых к радиографическому изображению, так и путем нанесения изображения знаков, составляющих текст маркировки, непосредственно на радиографическое изображение сварного соединения. Нанесение текста маркировки на цифровое радиографическое изображение обеспечивает надежную защиту от несанкционированного редактирования текста маркировки, поскольку само радиографическое изображение хранится в формате DICONDE, защищенном от редактирования с помощью вычисления контрольной суммы файла изображения.
Использование предлагаемого способа промышленного радиографического контроля с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления позволяет:
- повысить удобства управления и контроля работы детектора в сложных условиях;
- повысить производительность контроля за счет отказа от ручного нанесения свинцовой маркировки на сварное соединение;
- повысить надежность нанесения маркировки за счет ввода маркировки в электронном виде - вместо механического нанесения;
- снизить риск нанесения ошибочной маркировки за счет ввода маркировки заранее в лабораторных условиях в электронном виде;
- обеспечить предотвращение повторного контроля одного и того же сварного соединения или пропуска сварного соединения, подлежащего контролю;
- осуществить проверку правильного выбора сварного соединения по географическим координатам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕЩЕНИЯ ЦИФРОВОЙ МАРКИРОВКИ НА РАДИОГРАФИЧЕСКОМ ИЗОБРАЖЕНИИ ПРИ ОСУЩЕСТВЛЕНИИ ПРОМЫШЛЕННОГО РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ | 2024 |
|
RU2822862C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ ШВОВ ТРУБОПРОВОДА | 2016 |
|
RU2648973C2 |
| Способ контроля сварных соединений и система, его реализующая | 2019 |
|
RU2718514C1 |
| СИСТЕМА ПОШАГОВОГО КОНТРОЛЯ КОЛЬЦЕВОГО СВАРНОГО ШВА ТРУБОПРОВОДА | 2019 |
|
RU2710001C1 |
| СПОСОБЫ ДЛЯ ГЕНЕРАЦИИ ВИЗУАЛЬНОЙ КОМПОЗИЦИИ ДЛЯ СОБЫТИЯ МУЛЬТИМЕДИЙНОЙ КОНФЕРЕНЦ-СВЯЗИ | 2009 |
|
RU2518402C2 |
| МОБИЛЬНЫЙ АГРЕГАТ ДЛЯ ДИАГНОСТИКИ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ПРИ ИХ МОНТАЖЕ | 2005 |
|
RU2284512C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ТРУБЫ, СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ СКВАЖИНЫ, СИСТЕМЫ, ТРУБЫ | 2019 |
|
RU2813246C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2496106C1 |
| Устройство для рентгенографического контроля сварных швов стенки резервуара | 2020 |
|
RU2734684C1 |
| СИСТЕМА ПРИЕМО-ПЕРЕДАЧИ, КОНТРОЛЯ И ОБРАБОТКИ ДАННЫХ | 2012 |
|
RU2473973C1 |


Использование: для радиографического контроля качества сварных соединений. Сущность изобретения заключается в том, что осуществляют сохранение в памяти связанного с детектором по беспроводной или проводной связи устройства управления данных о сварных соединениях, их маркировке и полученных радиографических изображениях, при этом после включения рентгеновского излучения получают радиографические изображения сварных соединений, а ввод маркировки радиографических изображений сварных соединений производят автоматически в цифровом виде, при этом список всех сварных соединений, подлежащих контролю в течение рабочей смены, содержащий как минимум порядковый номер сварного соединения и полный текст маркировки, заранее вводят в память связанного с детектором по беспроводной или проводной связи устройства управления, в котором также сохраняют полученные детектором радиографические изображения сварных соединений. Технический результат: обеспечение возможности повышения производительности и полноты радиографического контроля. 2 з.п. ф-лы, 6 ил.
1. Способ промышленного радиографического контроля с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления, заключающийся в сохранении в памяти связанного с детектором по беспроводной или проводной связи устройства управления данных о сварных соединениях, их маркировке и полученных радиографических изображениях, отличающийся тем, что после включения рентгеновского излучения получают радиографические изображения сварных соединений, а ввод маркировки радиографических изображений сварных соединений производят автоматически в цифровом виде, при этом список всех сварных соединений, подлежащих контролю в течение рабочей смены, содержащий как минимум порядковый номер сварного соединения и полный текст маркировки, заранее вводят в память связанного с детектором по беспроводной или проводной связи устройства управления, в котором также сохраняют полученные детектором радиографические изображения сварных соединений.
2. Способ промышленного радиографического контроля с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления по п. 1, отличающийся тем, что номер сварного соединения передают в связанное с детектором по беспроводной или проводной связи устройство управления, которое проверяет его по списку подлежащих контролю сварных соединений и подтверждает оператору, далее маркировка. соответствующая введенному номеру, присваивается радиографическому изображению, полученному непосредственно после ввода номера, связанное с детектором по беспроводной или проводной связи устройство управления автоматически проверяет вводимый номер сварного соединения и предупреждает оператора в случае, если данный номер вводится повторно, при этом связанное с детектором по беспроводной или проводной связи устройство управления, автоматически проверяет все введенные в течение данной рабочей смены номера сварных соединений и сообщает оператору количество еще не введенных сварных соединений.
3. Способ промышленного радиографического контроля с помощью детектора и связанного с детектором по беспроводной или проводной связи устройства управления, по пп. 1 и 2, отличающийся тем, ввод маркировки радиографических изображений сварных соединений проводят путем нанесения изображения знаков, составляющих текст маркировки, непосредственно на радиографическое изображение сварного соединения.
| Способ получения синтетического дубильного вещества | 1951 |
|
SU96989A1 |
| Клино-щелевая крепь для крепления горных выработок | 1959 |
|
SU124394A1 |
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ СВАРНЫХ ШВОВ ОБОЛОЧЕК С ЗАГЛУШКАМИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2194315C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1988 |
|
RU2014591C1 |
| US 6269148 B1, 31.07.2001 | |||
| US 2010046718 A1, 25.02.2010. | |||

