Изобретение относится к области диагностики и оценки технического состояния сварных соединений и основного металла трубопроводов различной номенклатуры с большими и малыми толщинами стенки радиографическим методом неразрушающего контроля, без вывода трубопроводов с нефтепродуктами из эксплуатации.
Из патента РФ № 2718514 на изобретение известен способ контроля сварных соединений, включающий размещение с одной стороны от сварного соединения объекта контроля источника рентгеновского излучения с возможностью перемещения относительно сварного соединения, размещение с другой стороны от сварного соединения объекта контроля приемника рентгеновского излучения с возможностью перемещения относительно сварного соединения, получение от приемника рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника рентгеновского излучения через сварное соединение объекта контроля, построение диаграммы распределения интенсивности рентгеновского излучения на изображении и определение по ней положения максимума интенсивности рентгеновского излучения на изображении, последующую корректировку положения приемника рентгеновского излучения таким образом, чтобы максимум интенсивности рентгеновского излучения на изображении совпадал с центром изображения приемника рентгеновского излучения.
К недостаткам данного способа можно отнести непригодность системы к радиографическому контролю через две стенки трубопровода и обеспечению радиографического контроля без прекращения транспортировки нефтепродуктов.
Из патента РФ № 2685052 на изобретение известен способ диагностирования сварных соединений, наплавок и основного тела трубы магистральных газопроводов радиографическим методом, отличающийся тем, что проведение радиографического контроля происходит под давлением перекачиваемой среды (без прекращения транспорта природного газа) с использованием совокупности следующих материалов и оборудования: радиографической кассеты длиной не более 300 мм, состоящая из внешнего светонепроницаемого чехла и внутреннего светонепроницаемого чехла, оснащенного усиливающими экранами (металло-флюоресцентные, синеизлучающие, с коэффициентом сокращения экспозиции 70÷150 раз) и рентгеновской пленкой (сенсибилизированная со средним градиентом 3,3; чувствительность (p-1) 800-1200; класс по EN 584-10), уложенной между усиливающими экранами, рентгеновский аппарат постоянного потенциала, с возможностью регулировки анодного напряжения от 250 до 300 кВ, а проявка полученных радиографических снимков осуществляется при температуре t≈5÷7°С.
Недостаток способа диагностирования по патенту № 2685052 заключается в том, что он не обеспечивает проведение радиографического контроля трубопроводов с нефтью и продуктами нефтепереработки, вследствие:
- более высокой плотности у нефтепродуктов, чем у газа, ведущей к большему ослаблению первичного рентгеновского излучения и недостаточной чувствительности радиографической пленки;
- большего рассеянного излучения на движущемся более плотном нефтепродукте, ведущего к уменьшению отношения сигнал/шум и недостаточных значений отношения сигнал/шум у существующих рентгенографических пленок [ISO 11699-1, Non-destructive testing — Industrial radiographic film — Part 1: Classification of film systems for industrial radiography (Контроль неразрушающий. Рентгенографические пленки для промышленной радиографии. Часть 1. Классификация пленочных систем для промышленной радиографии)].
- рентгенографические пленки не пригодны из-за повреждаемости о горячие поверхности трубопроводов с нефтепродуктами температурами 300-450°С и поверхности изоляции трубопроводов с нефтепродуктами с температурой до 100°С.
Способ по патенту РФ № 2685052 выбран в качестве наиболее близкого аналога.
Техническая проблема, решаемая предлагаемым изобретением – отсутствие радиографических методов неразрушающего контроля без остановки потока нефтепродукта трубопроводов, без вывода из эксплуатации трубопроводов с нефтепродуктами, сложность существующих методов.
Технический результат, достигаемый предлагаемым изобретением – обеспечение возможности радиографического контроля труб и сварных соединений трубопроводов с нефтью и нефтепродуктами без остановки потока продукта, упрощение способа и сокращение времени контроля за счет исключения необходимости остановки транспортировки продукта, снятия защитной изоляции с труб, вывода из эксплуатации трубопровода при проведении контроля, расширение функциональных возможностей за счет обеспечения возможности контроля и диагностики труб большого и малого диаметров с различной толщиной стенок, сварных соединений и основного металла тела трубы для транспортировки различных продуктов – нефти, нефтепродуктов, сжиженного газа и т.п.; повышение точности контроля и диагностики за счет повышения чувствительности контроля.
Заявляемый технический результат достигается за счет того, что в заявляемом способе контроля состояния трубопроводов для нефтепродуктов и сварных соединений трубопроводов для нефтепродуктов радиографическим методом неразрушающего контроля без прекращения транспорта продукта, включающем размещение с одной стороны от участка контроля трубопровода источника рентгеновского излучения с возможностью его перемещения относительно трубопровода, размещение с другой стороны от участка контроля трубопровода приемника рентгеновского излучения с возможностью перемещения относительно участка контроля, получение от приемника рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника рентгеновского излучения через участок контроля трубопровода, согласно изобретению контроль осуществляют за несколько переустановок рентгеновского аппарата и приемника рентгеновского излучения относительно участка контроля, формируют снимок участка контроля в исходном положении рентгеновского аппарата и приемника рентгеновского излучения, затем рентгеновский аппарат и приемник рентгеновского излучения переставляют в положение, отличающееся от их предыдущего положения, при каждой переустановке рентгеновского аппарата и приемника рентгеновского излучения формируют снимок участка контроля, в качестве приемника рентгеновского излучения используют помещенный в теплозащитный кожух цифровой беспроводной плоскопанельный детектор при минимальном отношении сигнал/шум не менее 70 единиц и количестве градаций серого от 5000 до 65000 единиц, при этом длина плоскопанельного детектора составляет не более 400 мм, каждое изображение, сформированное при прохождении рентгеновского излучения от источника рентгеновского излучения через участок контроля трубопровода при каждой переустановке получают посредством многократной экспозиции с накоплением кадров участка контроля в памяти детектора, при этом время экспозиции составляет в диапазоне от 5 до 180 секунд, количество кадров, накапливаемых при многократной экспозиции для формирования одного изображения участка контроля составляет от 2 до 1000.
В качестве приемника рентгеновского излучения целесообразно использовать цифровой беспроводной плоскопанельный детектор, выполненный в одном корпусе с батареей питания.
Геометрические параметры каждого участка контроля целесообразно выбирать исходя из обеспечения качества снимка по краям участка, соответствующего заданному качеству снимка в его центральной части.
В заявляемом способе применяется совместное использование рентгеновского аппарата и цифрового беспроводного плоскопанельного детектора, выполненного в одном корпусе с батареей питания, встроенной памятью, блоком беспроводной связи, датчиком температуры, обеспечивающего минимальное отношение сигнал/шум (показатель SNR) не менее 70 единиц и максимальное количество градаций серого на цифровом снимке не менее 65000 единиц, помещенного в теплозащитный кожух, общей длиной не более 400 мм с целью допустимости способа контроля и максимального сокращения времени экспозиции при проведении радиографического контроля в полевых или цеховых условиях, а также программных средств для улучшения качества изображения цифровых радиографических снимков.
Если отношение сигнал/шум (показатель SNR) снимка будет меньше 70 единиц, то выявляемость дефектов будет хуже, общее качество снимка будет хуже. Минимальное числовое значение в 70 единиц - это задаваемое изобретением требование к уровню качества снимка и используемого цифрового детектора, при котором надежно и полно обеспечивается выявление дефектов.
Требование к достигаемому количеству градаций серого в 65000 единиц обусловлено тем, что большая разрядность оцифровки (большее число градаций серого) обеспечивают больший динамический диапазон одновременно отображаемых на снимке сигналов с самым малым и самым большим значением сигнала. На практике это позволяет контролировать более широкий диапазон перепадов толщин у разнотолщинных объектов контроля за одну экспозицию. Для достижения результата отмечается необходимость работать с детектором с 16 битным АЦП, при котором обеспечивается 216= 65536 градаций серого.
Требование к длине беспроводного плоскопанельного детектора не более 400 мм обусловлено тем, что если длина плоскопанельного детектора будет более 400 мм, то это будет неоправданное применение более дорого детектора и более трудоемкий процесс. Из-за геометрических параметров контроля цилиндрических объектов (трубопроводов) на краях снимка, полученного на плоский негнущийся детектор, происходит ухудшение качества. Из практики на трубопроводах полезная область детектора составляет до 400 мм.
Чувствительность к рентгеновскому излучению плоскопанельного цифрового беспроводного детектора выше, чем у пленочных систем [ISO 11699-1, Non-destructive testing — Industrial radiographic film — Part 1: Classification of film systems for industrial radiography (Контроль неразрушающий. Рентгенографические пленки для промышленной радиографии. Часть 1. Классификация пленочных систем для промышленной радиографии)], что сокращает время экспозиции. Сочетание, при котором используется мощный рентгеновский аппарат постоянного потенциала и цифровой беспроводной плоскопанельный детектор, существенно снижает время экспозиции, а, следовательно, снижает уровень собственных и динамических шумов, повышает резкость радиографических снимков. Снижение шума от рассеянного излучения и движущихся нефтепродуктов достигается за счет применения многократной экспозиции, накопления кадров одного и того же участка трубопровода во встроенной памяти детектора, суммировании и усреднении их сигнала, что повышает отношение сигнал/шум итогового цифрового изображения. Время экспозиции может изменяться в зависимости от объекта контроля в диапазоне 5 – 180 секунд. Увеличение или уменьшение времени экспозиции увеличивает или уменьшает уровень градаций серого, получаемого при заданных параметрах съемки. Количество кадров, накапливаемых для создания одного цифрового изображения, может меняться в зависимости от объекта контроля в диапазоне от 2 до 1000. Увеличение количества кадров, снимаемых для формирования одного изображения, не влияет на уровень градаций серого, но позволяет получить более качественное изображение. Одновременно с этим увеличение количества кадров увеличивает общее время контроля и время включения источника излучения.
Задача проведения контроля при высокой температуре трубопровода с нефтепродуктом решается путем использования теплозащитного кожуха на детекторе рентгеновского излучения. Для защиты цифрового детектора и оптимизации времени проведения контроля без перегрева в цифровой беспроводной плоскопанельный детектор встроен датчик температуры. Совокупность применения изоляционного слоя, теплозащитного кожуха и встроенного датчика температуры позволяет проводить радиографический контроль до 100 градусов по Цельсию на поверхности объекта контроля.
Теплозащитный кожух выполняется из конструкционных материалов, покрытых слоем материала с низкой теплопроводностью.
Контроль проводится за несколько переустановок рентгеновского аппарата. Окружность контролируемого объекта разбивается на несколько участков. Во избежание наложения оплетки или проволок от изоляционного слоя на участок контроля, к каждому участку проводится дублирующий снимок с перестановкой оборудования вдоль сварного соединения в положение, отличающееся от исходного, но не соответствующее последующему.
Для каждого типоразмера трубопровода с нефтью и нефтепродуктом будет своя схема контроля. Длина каждого участка выбирается с учетом типоразмера трубопровода таким образом, чтобы качество на краях снимка соответствовало чувствительности контроля для сохранения выявляемости дефектов по всей длине трубопровода.
Например, для типоразмера трубы с нефтепродуктом, представленной на фиг. 1 труба делится на участки длиной не более 260 мм. Если длина участка будет более 260 мм для данного типоразмера трубопровода, то качество на краях снимка не будет соответствовать чувствительности контроля и не обеспечит выявляемости дефектов.
Для контроля участков периметра сварного соединения или основного металла тела трубы с применением схемы фронтального радиографического просвечивания через две стенки трубопровода устанавливается цифровой беспроводной плоскопанельный детектор.
После установки комплекса цифровой радиографии и рентгеновского аппарата на трубу, транспортирующую нефтепродукт, производится включение рентгеновского аппарата для проведения экспозиции, при которой ионизирующее излучение регистрируется на цифровом беспроводном плоскопанельном детекторе.
Сразу же после окончания экспозиции, снимок обрабатывается – суммируется и усредняется, сохраняется во встроенной памяти цифрового беспроводного плоскопанельного детектора, передается на устройство приема и расшифровки информации с детектора, где проверяются критерии качества полученного изображения и соответствие его требованиям нормативно-технических документаций:
- ГОСТ 7512-82. Контроль неразрушающий. Сварные соединения. Радиографический метод;
- ГОСТ ISO 17636-2-2017. Неразрушающий контроль сварных соединений. Радиографический метод. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов;
- РД-25.160.10-КТН-016-15 Руководящий документ «Магистральный трубопроводный транспорт нефти и нефтепродуктов. Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов», ПАО «ТРАНСНЕФТЬ», 2021;
- СТО Газпром 2-2.4-083-2006. Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов М.: ОАО «Газпром», 2006.
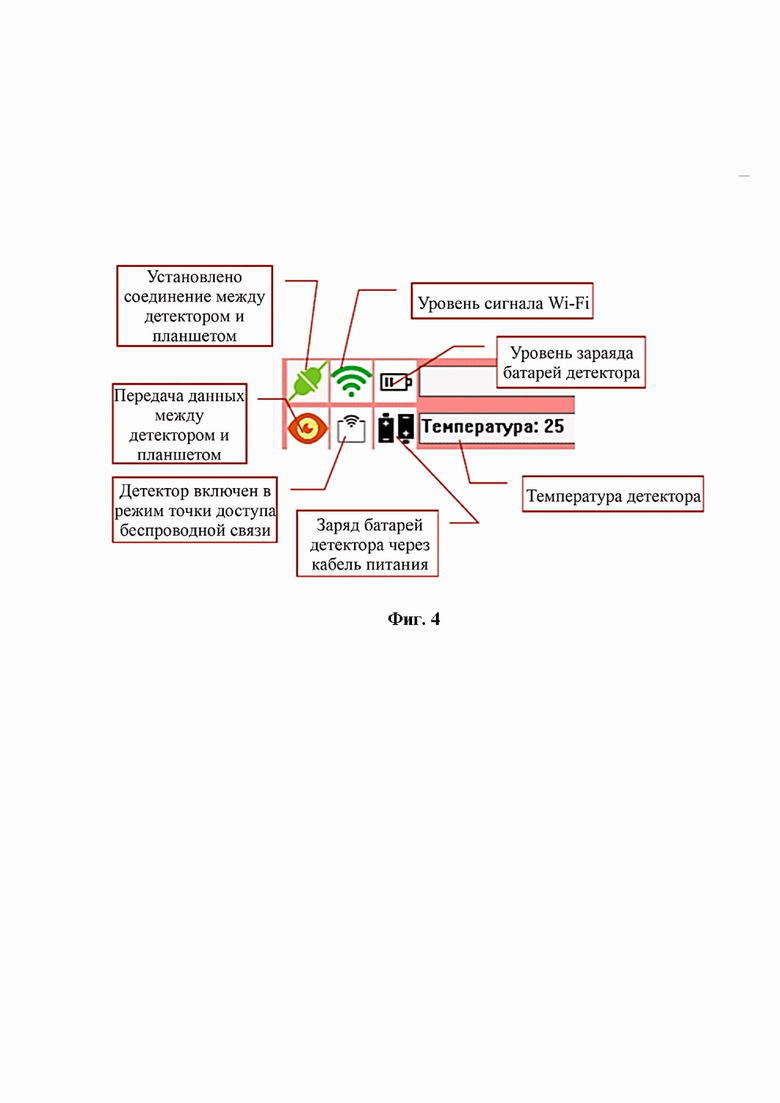
Индикация о том, что оборудование не испытывает перегрузок ввиду повышенных температур, указывается на устройстве приема информации с цифрового детектора. Об отсутствии перегрузок ввиду повышенных температур свидетельствует индикатор температуры в устройстве приема информации, она приходит с датчика температуры встроенного в детектор. Если датчик температуры фиксирует превышение внутренней температуры детектора свыше 60 оС, в этом случае делается вывод о наличии перегрузок оборудования.
После окончания первой экспозиции комплекс цифровой радиографии устанавливается на следующий участок, напротив этого участка устанавливается рентгеновский аппарат. Таким образом, последовательно переустанавливая комплекс цифровой радиографии и рентгеновский аппарат, добиваются просвета всего кольцевого участка трубопровода.
Заявляемый способ обеспечивает возможность контроля и диагностики состояния труб и сварных соединений при непрекращающемся транспорте продукта, в частности, нефти, а также без снятия изоляции с труб, что существенно упрощает способ контроля.
Время каждой экспозиции с учётом толщины стенки трубопровода с нефтью и нефтепродуктом фронтальным методом просвечивания через две стенки трубопровода при применении указанных выше условий – не более 3 мин., при чувствительности радиографических снимков, соответствующих требованиям, установленных в:
- ГОСТ 7512-82. Контроль неразрушающий. Сварные соединения. Радиографический метод;
- ГОСТ ISO 17636-2-2017. Неразрушающий контроль сварных соединений. Радиографический метод. Способы рентгено - и гаммаграфического контроля с применением цифровых детекторов.
Фотообработка снимков не требуется – получение, обработка и архивирование снимков производится в цифровом формате.
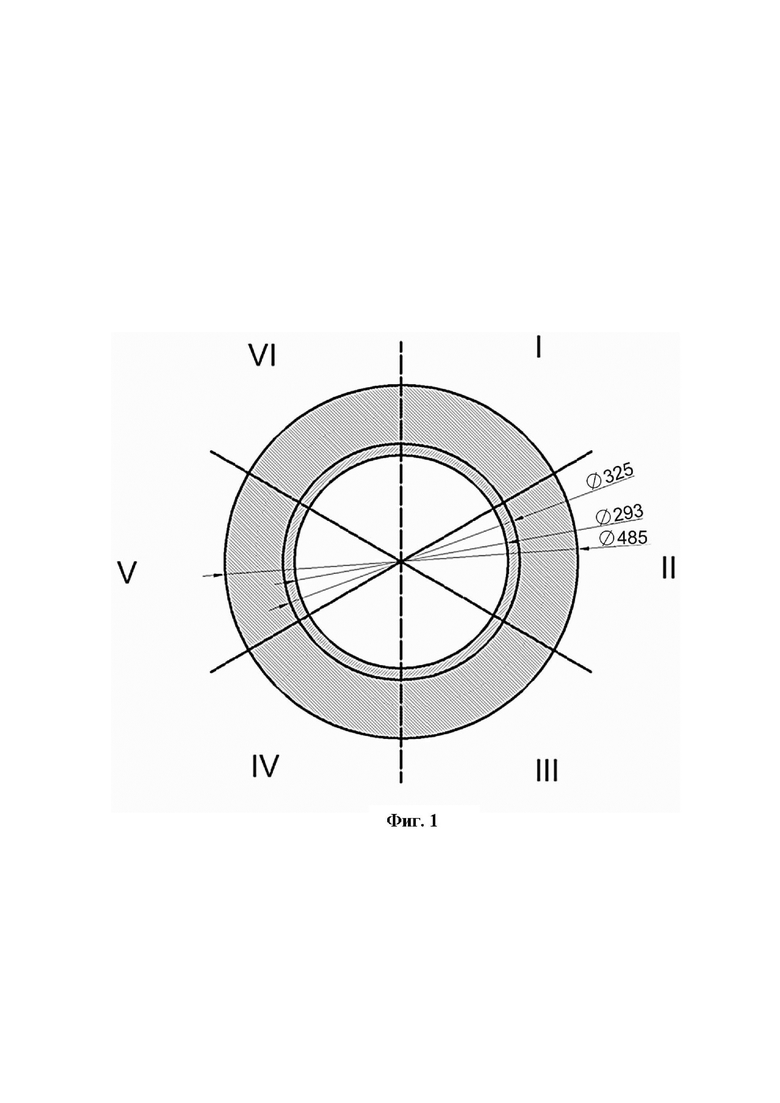
На фиг. 1 показана схема разметки участков для радиографического просвета стального трубопровода с нефтепродуктом диаметром 325 мм, толщиной стенки 16 мм, с защитным изоляционным покрытием трубопровода из минеральной ваты и тонколистовой оцинкованной стали, общей толщиной 80 мм, под давлением транспортируемого нефтепродукта. Схема показывается разметку участков для радиографического просвета трубопрвода большого диаметра за 6 установок рентгеновского аппарата и комплекса цифровой радиографии с дублирующей перестановкой вдоль сварного соединения в положение, отличающееся от исходного, но не соответсвующее последующему.
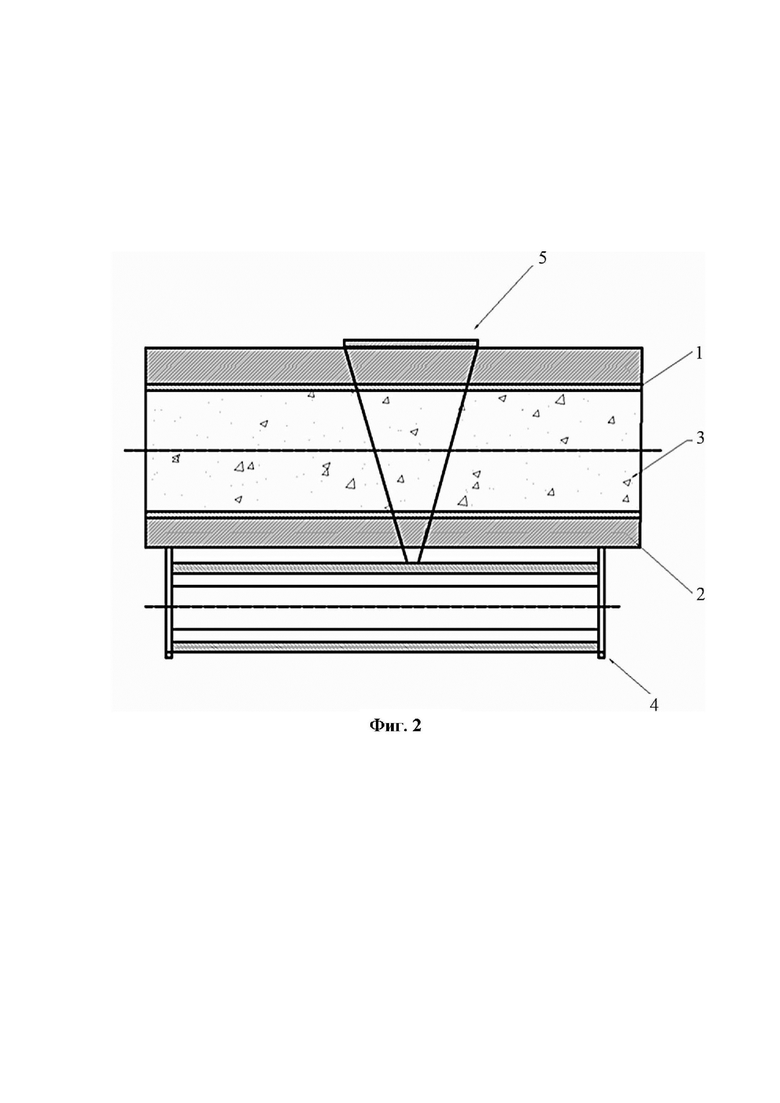
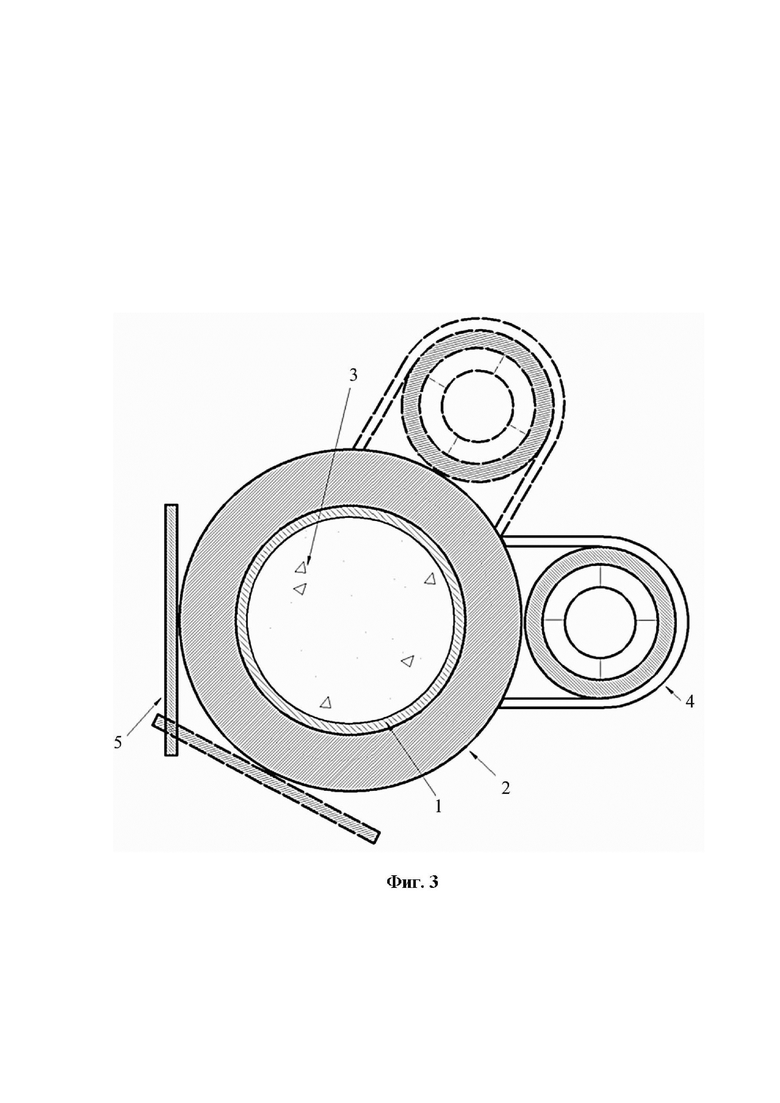
На фиг. 2 и на фиг. 3 показана схема радиографического контроля трубопровода (1) с защитным изоляционным покрытием (2), транспортирующего нефть или продукт нефтепереработки (3) с просветом через две стенки трубопровода рентгеновским аппаратом постоянного действия (4), с возможностью регулировки анодного напряжения до 300 кВ, и цифровым беспроводным плоскопанельным детектором рентгеновского излучения (5). Диаметр трубопровода 325 мм (с учетом изоляции 485 мм); количество установок рентгеновского аппарата и комплекса цифровой радиографии составляет 6. Фиг. 2 – продольный разрез трубопровода; фиг. 3 – поперечный разрез трубопровода.
На фиг. 4 продемонстрирован пример индикации нагрева/перегрева приемника рентгеновского излучения.
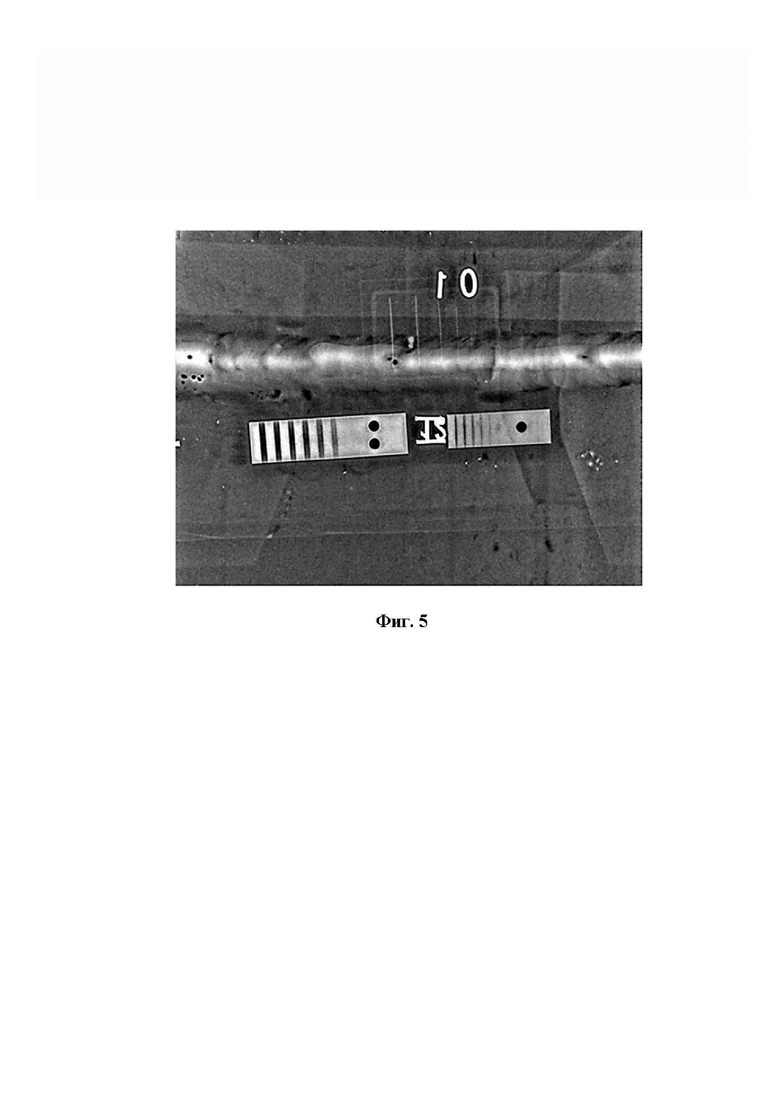
На фиг. 5 показано радиографическое изображение участка сварного соединения трубопровода, транспортирующего продукт нефтепереработки, полученное предлагаемым способом.
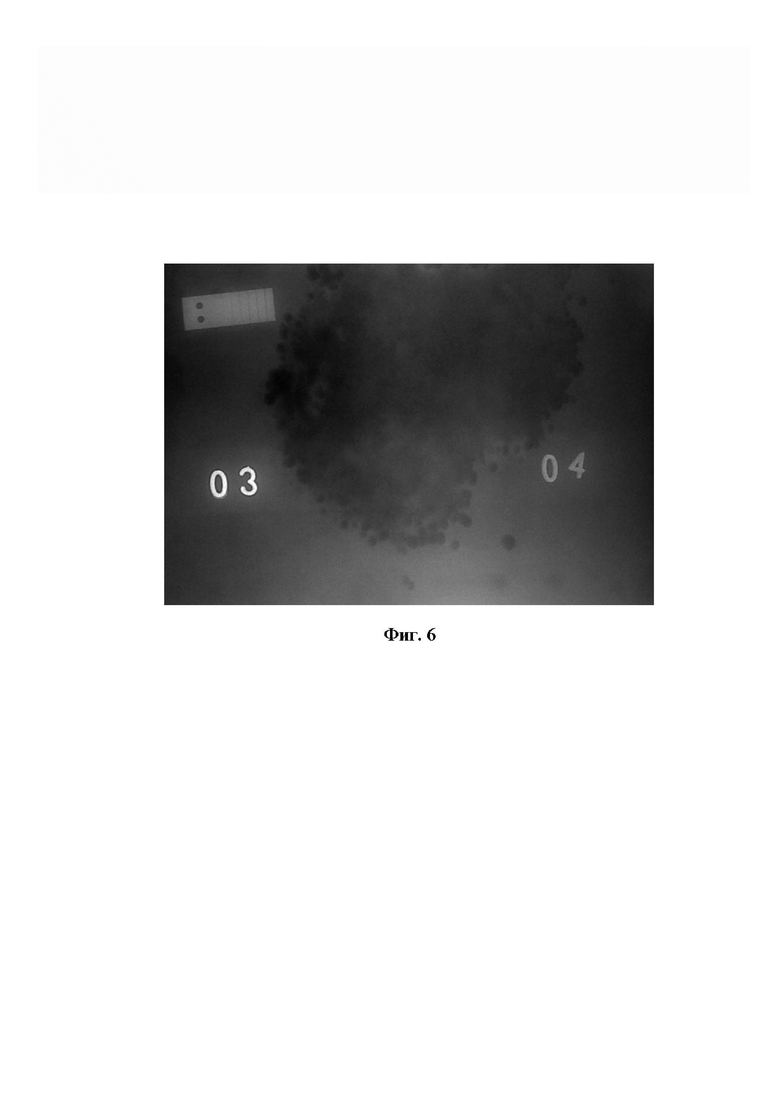
На фиг. 6 показано радиографическое изображение участка основного металла трубопровода, транспортирующего продукт нефтепереработки, полученное предлагаемым способом.
На фиг. 5 и 6 показаны дефекты в сварном соединении и в основном металле трубы,
т.е. показаны несоответствия сварного соединения и основного тела трубы требованиям.
Заявляемый способ поясняется примерами проведения оценки состояния сварных соединений и основного металла тела трубопровода под давлением и без прекращения транспорта нефти и нефтепродуктов, без снятия защитного изоляционного покрытия трубопровода, в номенклатуре диаметров, выполненной радиографическим методом неразрушающего контроля, с применением цифрового плоскопанельного детектора представлены в таблицах 1-12.
По каждому примеру осуществляли способ контроля состояния трубопроводов для нефтепродуктов и сварных соединений трубопроводов для нефтепродуктов радиографическим методом неразрушающего контроля без прекращения транспорта продукта, включающий размещение с одной стороны от участка контроля трубопровода источника рентгеновского излучения с возможностью его перемещения относительно трубопровода, размещение с другой стороны от участка контроля трубопровода приемника рентгеновского излучения с возможностью перемещения относительно участка контроля, получение от приемника рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника рентгеновского излучения через участок контроля трубопровода. Контроль осуществляли за несколько переустановок рентгеновского аппарата и приемника рентгеновского излучения относительно участка контроля; формировали снимок участка контроля в исходном положении рентгеновского аппарата и приемника рентгеновского излучения, после которого рентгеновский аппарат и приемник рентгеновского излучения переставляли в положение, отличающееся от их предыдущего положения, но не соответствующее последующему положению. При каждой переустановке рентгеновского аппарата и приемника рентгеновского излучения формировали снимок участка контроля. В качестве приемника рентгеновского излучения использовали помещенный в теплозащитный кожух цифровой беспроводной плоскопанельный детектор, выполненный в одном корпусе с батареей питания, с автоматическим усреднением сигналов кадров, накопленных в памяти детектора при многократной экспозиции для уменьшения шума от нефти и продуктов нефтепереработки, оснащенный датчиком температуры детектора, помещенный в теплозащитный кожух для проведения контроля через изоляцию трубопровода с температурой поверхности до 100°С (например, комплекс цифровой радиографии Цифракон 2532). При работе плоскопанельного детектора обеспечивали минимальное отношение сигнал/шум не менее 70 единиц при количестве градаций серого не менее 5000 единиц и не более 65000 единиц, при этом длина плоскопанельного детектора до 400 мм. Каждое изображение, сформированное при прохождении рентгеновского излучения от источника рентгеновского излучения через участок контроля трубопровода при каждой переустановке, получали посредством многократной экспозиции с накоплением кадров участка контроля в памяти детектора, при этом время экспозиции составляло в диапазоне от 5 до 180 секунд, количество кадров, накапливаемых при многократной экспозиции для формирования одного изображения участка контроля составляет от 2 до 1000,
Для трубопровода, представленного на фиг. 1 длина участков выбиралась не более 260 мм. При такой длине чувствительность контроля по краям участка соответствовала требованиям к качеству снимка на оценочном участке, в том числе в его центральной части.
Все примеры осуществлены на трубопроводах для нефтепродуктов с изоляцией, толщина которой в диапазоне от 60 до 200 мм соответствует установленным требованиям для соответствующего диаметра трубы. Изоляция в процессе осуществления примеров с трубопроводов не снималась, поток нефтепродуктов не прекращался, трубопроводы из эксплуатации не выводились.
Пример 1 «Оценка состояния трубопроводов без остановки транспортировки мазута».
Параметры, при которых был осуществлен пример 1:
- диаметр трубопровода: Ø 426 мм;
- отношение сигнал/шум: 100 единиц;
- длина участка: 280 мм;
- количество градаций серого: 10000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 30 секунд;
- количество накопленных кадров для формирования одного изображения: 9.
В таблице 1 представлены результаты осуществления заявляемого способа по примеру 1.
Таблица 1:
Чувствительность в радиографических методах неразрушающего контроля характеризует размер минимально выявляемого дефекта, поэтому, более низкое значение характеризует более высокую чувствительность.
Пример 2 «Оценка состояния трубопроводов без остановки транспортировки паров бензина».
Параметры, при которых был осуществлен пример 2:
- диаметр трубопровода: Ø 325 мм;
- отношение сигнал/шум: 80 единиц;
- длина участка: 270 мм;
- количество градаций серого: 15000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 20 секунд;
- количество накопленных кадров для формирования одного изображения: 8.
В таблице 2 представлены результаты осуществления заявляемого способа по примеру 2.
Таблица 2:
Пример 3 «Оценка состояния трубопроводов без остановки транспортировки нефти сырой».
Параметры, при которых был осуществлен пример 3:
- диаметр трубопровода: Ø 426 мм;
- отношение сигнал/шум: 100 единиц;
- длина участка: 280 мм;
- количество градаций серого: 20000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 20 секунд;
- количество накопленных кадров для формирования одного изображения: 8.
В таблице 3 представлены результаты осуществления заявляемого способа по примеру 3.
Таблица 3:
Пример 4 «Оценка состояния трубопроводов без остановки транспортировки гидрогенизата».
Параметры, при которых был осуществлен пример 4:
- диаметр трубопровода: Ø 426 мм;
- отношение сигнал/шум: 120 единиц;
- длина участка: 280 мм;
- количество градаций серого: 15000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 15 секунд;
- количество накопленных кадров для формирования одного изображения: 6.
В таблице 4 представлены результаты осуществления заявляемого способа по примеру 4.
Таблица 4:
Пример 5 «Оценка состояния трубопроводов без остановки транспортировки стабилизированного дизельного топлива».
Параметры, при которых был осуществлен пример 5:
- диаметр трубопровода:6 Ø 426 мм;
- отношение сигнал/шум: 100 единиц;
- длина участка: 280 мм;
- количество градаций серого: 30000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 20 секунд;
- количество накопленных кадров для формирования одного изображения: 8.
В таблице 5 представлены результаты осуществления заявляемого способа по примеру 5.
Таблица 5:
Пример 6 «Оценка состояния трубопроводов без остановки транспортировки нефти отбензиненной».
Параметры, при которых был осуществлен пример 6:
- диаметр трубопровода: Ø 426 мм;
- отношение сигнал/шум: 100 единиц;
- длина участка: 280 мм;
- количество градаций серого: 13000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 20 секунд;
- количество накопленных кадров для формирования одного изображения: 8.
В таблице 6 представлены результаты осуществления заявляемого способа по примеру 6.
Таблица 6:
Пример 7 «Оценка состояния трубопроводов без остановки транспортировки легкого вакуумного дистиллята».
Параметры, при которых был осуществлен пример 7:
- диаметр трубопровода: Ø 426 мм;
- отношение сигнал/шум: 100 единиц;
- длина участка: 280 мм;
- количество градаций серого: 10000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 20 секунд;
- количество накопленных кадров для формирования одного изображения: 8.
В таблице 7 представлены результаты осуществления заявляемого способа по примеру 7.
Таблица 7:
Пример 8 «Оценка состояния трубопроводов без остановки транспортировки дизельной фракции».
Параметры, при которых был осуществлен пример 8:
- диаметр трубопровода: Ø 325 мм;
- отношение сигнал/шум: 100 единиц;
- длина участка: 270 мм;
- количество градаций серого: 10000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 23 секунд;
- количество накопленных кадров для формирования одного изображения: 10.
В таблице 8 представлены результаты осуществления заявляемого способа по примеру 8.
Таблица 8:
Пример 9 «Оценка состояния трубопроводов без остановки транспортировки крекинг-остатка».
Параметры, при которых был осуществлен пример 9:
- диаметр трубопровода:6 Ø 426 мм;
- отношение сигнал/шум: 80 единиц;
- длина участка: 280 мм;
- количество градаций серого: 10000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 25 секунд;
- количество накопленных кадров для формирования одного изображения: 8.
В таблице 9 представлены результаты осуществления заявляемого способа по примеру 9.
Таблица 9:
Пример 10 «Оценка состояния трубопроводов без остановки транспортировки керосина».
Параметры, при которых был осуществлен пример 10:
- диаметр трубопровода: Ø 325 мм;
- отношение сигнал/шум: 100 единиц;
- длина участка: 270 мм;
- количество градаций серого: 20000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 15 секунд;
- количество накопленных кадров для формирования одного изображения: 12.
В таблице 10 представлены результаты осуществления заявляемого способа по примеру 10.
Таблица 10:
Пример 11 «Оценка состояния трубопроводов без остановки транспортировки сжиженных углеводородных газов».
Параметры, при которых был осуществлен пример 11:
- диаметр трубопровода: Ø 426 мм;
- отношение сигнал/шум: 120 единиц;
- длина участка: 280 мм;
- количество градаций серого: 10000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 20 секунд;
- количество накопленных кадров для формирования одного изображения: 8.
В таблице 11 представлены результаты осуществления заявляемого способа по примеру 11.
Таблица 11:
Пример 12 «Оценка состояния трубопроводов без остановки транспортировки бензина».
Параметры, при которых был осуществлен пример 12:
- диаметр трубопровода: Ø 426 мм;
- отношение сигнал/шум: 100 единиц;
- длина участка: 280 мм;
- количество градаций серого: 10000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 20 секунд;
- количество накопленных кадров для формирования одного изображения: 8.
В таблице 12 представлены результаты осуществления заявляемого способа по примеру 12.
Таблица 12:
Пример 13 «Оценка состояния трубопроводов без остановки транспортировки гудрона».
Параметры, при которых был осуществлен пример 13:
- диаметр трубопровода: Ø 426 мм;
- отношение сигнал/шум: 80 единиц;
- длина участка: 280 мм;
- количество градаций серого: 10000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 35 секунд;
- количество накопленных кадров для формирования одного изображения: 10.
В таблице 13 представлены результаты осуществления заявляемого способа по примеру 13.
Таблица 13:
Пример 14 «Оценка состояния трубопроводов без остановки транспортировки битума».
Параметры, при которых был осуществлен пример 14:
- диаметр трубопровод:а Ø 426 мм;
- отношение сигнал/шум: 90 единиц;
- длина участка: 280 мм;
- количество градаций серого: 32000 единиц;
- длина плоскопанельного детектора: 320 мм;
- время экспозиции: одного кадра 30 секунд;
- количество накопленных кадров для формирования одного изображения: 10.
В таблице 14 представлены результаты осуществления заявляемого способа по примеру 14.
Таблица 14:
Требования по чувствительности изложены в:
- ГОСТ 7512-82. Контроль неразрушающий. Сварные соединения. Радиографический метод.
- ГОСТ ISO 17636-2-2017. Неразрушающий контроль сварных соединений. Радиографический метод. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов.
- РД-25.160.10-КТН-016-15 РУКОВОДЯЩИЙ ДОКУМЕНТ Магистральный трубопроводный транспорт нефти и нефтепродуктов. Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов. ПАО «ТРАНСНЕФТЬ», 2021. – 222 с.
- СТО Газпром 2-2.4-083-2006. Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов М.: ОАО «Газпром», 2006.
Заявляемый способ позволяет расширить возможности применения рентгеновской дефектоскопии сварных соединений и основного металла тела трубопровода под давлением, без снятия изоляции трубопровода, без прекращения транспорта нефти и продуктов нефтепереработки. Применение заявляемого способа позволяет сократить общее время простоя магистральных и технологических трубопроводов при проведении диагностических работ, а также позволяет в дополнение к существующим методам контроля, наиболее точно определить состояние диагностируемых объектов.
Заявляемый способ является более простым по сравнению с известными, т.к. не требует удаления с трубопровода изоляции, что существенно сокращает время контроля и
Заявляемый способ позволяет расширить его функциональные возможности по сравнению с известными методами за счет обеспечения возможности контроля и диагностики труб большого и малого диаметров с различной толщиной стенок, сварных соединений и основного металла тела трубы, а также позволяет проводить контроль при транспортировке различных продуктов – нефти, нефтепродуктов, газа и т.п.
Заявляемый способ обеспечивает повышение точности контроля и диагностики за счет повышения его чувствительности контроля - способности метода неразрушающего контроля к обнаружению несплошностей (ГОСТ 7512-82).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ ШВОВ ТРУБОПРОВОДА | 2016 |
|
RU2648973C2 |
| СПОСОБ РЕНТГЕНОТЕЛЕВИЗИОННОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1994 |
|
RU2091775C1 |
| СИСТЕМА ПОШАГОВОГО КОНТРОЛЯ КОЛЬЦЕВОГО СВАРНОГО ШВА ТРУБОПРОВОДА | 2019 |
|
RU2710001C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2496106C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФЕКТОГРАММ ПРИ РАДИОГРАФИЧЕСКОМ ИЛИ РЕНТГЕНОВСКОМ КОНТРОЛЕ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2030735C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ СВАРНЫХ СОЕДИНЕНИЙ, НАПЛАВОК И ТЕЛА ТРУБЫ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ БОЛЬШОГО ДИАМЕТРА РАДИОГРАФИЧЕСКИМ МЕТОДОМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОД ДАВЛЕНИЕМ, БЕЗ ПРЕКРАЩЕНИЯ ТРАНСПОРТА ГАЗА | 2018 |
|
RU2685052C1 |
| Способ контроля сварных соединений и система, его реализующая | 2019 |
|
RU2718514C1 |
| Способ изготовления чеканочного штемпеля и чеканочный штемпель | 2020 |
|
RU2752409C1 |
| Беспленочная автоматизированная рентгенометрическая система | 2019 |
|
RU2707577C1 |
| МОБИЛЬНЫЙ АГРЕГАТ ДЛЯ ДИАГНОСТИКИ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ПРИ ИХ МОНТАЖЕ | 2005 |
|
RU2284512C1 |
Использование: для контроля состояния трубопроводов и сварных соединений трубопроводов для нефтепродуктов радиографическим методом неразрушающего контроля без прекращения транспорта продукта. Сущность изобретения заключается в том, что размещают с одной стороны от участка контроля трубопровода источник рентгеновского излучения с возможностью его перемещения относительно трубопровода, размещают с другой стороны от участка контроля трубопровода приемник рентгеновского излучения с возможностью перемещения относительно участка контроля, получают от приемника рентгеновского излучения изображение, сформированное при прохождении рентгеновского излучения от источника рентгеновского излучения через участок контроля трубопровода, при этом контроль осуществляют за несколько переустановок рентгеновского аппарата и приемника рентгеновского излучения относительно участка контроля, формируют снимок участка контроля в исходном положении рентгеновского аппарата и приемника рентгеновского излучения, затем рентгеновский аппарат и приемник рентгеновского излучения переставляют в положение, отличающееся от их предыдущего положения, при каждой переустановке рентгеновского аппарата и приемника рентгеновского излучения формируют снимок участка контроля, в качестве приемника рентгеновского излучения используют помещенный в теплозащитный кожух цифровой беспроводной плоскопанельный детектор при минимальном отношении сигнал/шум не менее 70 единиц и количестве градаций серого от 5000 до 65000 единиц, при этом длина плоскопанельного детектора составляет не более 400 мм, каждое изображение, сформированное при прохождении рентгеновского излучения от источника рентгеновского излучения через участок контроля трубопровода, при каждой переустановке получают посредством многократной экспозиции с накоплением кадров участка контроля в памяти детектора, при этом время экспозиции составляет в диапазоне от 5 до 180 секунд, количество кадров, накапливаемых при многократной экспозиции для формирования одного изображения участка контроля составляет от 2 до 1000. Технический результат: обеспечение возможности радиографического контроля труб и сварных соединений трубопроводов с нефтью и нефтепродуктами без остановки потока продукта, расширение функциональных возможностей за счет обеспечения возможности контроля и диагностики труб большого и малого диаметров с различной толщиной стенок, повышение точности контроля и диагностики за счет повышения чувствительности контроля. 3 з.п. ф-лы, 6 ил., 14 табл.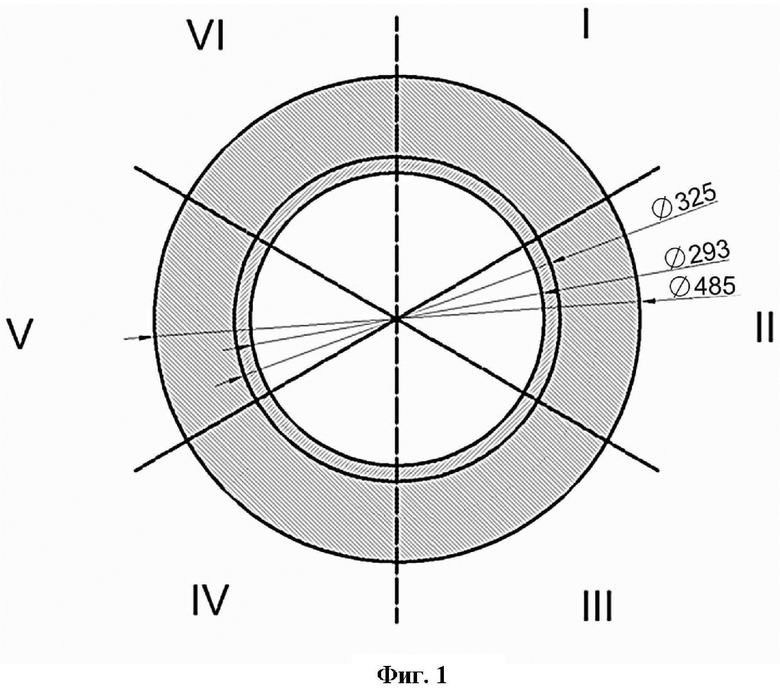
1. Способ контроля состояния трубопроводов для нефтепродуктов и сварных соединений трубопроводов для нефтепродуктов радиографическим методом неразрушающего контроля без прекращения транспорта продукта, включающий размещение с одной стороны от участка контроля трубопровода источника рентгеновского излучения с возможностью его перемещения относительно трубопровода, размещение с другой стороны от участка контроля трубопровода приемника рентгеновского излучения с возможностью перемещения относительно участка контроля, получение от приемника рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника рентгеновского излучения через участок контроля трубопровода, отличающийся тем, что контроль осуществляют за несколько переустановок рентгеновского аппарата и приемника рентгеновского излучения относительно участка контроля, формируют снимок участка контроля в исходном положении рентгеновского аппарата и приемника рентгеновского излучения, затем рентгеновский аппарат и приемник рентгеновского излучения переставляют в положение, отличающееся от их предыдущего положения, при каждой переустановке рентгеновского аппарата и приемника рентгеновского излучения формируют снимок участка контроля, в качестве приемника рентгеновского излучения используют помещенный в теплозащитный кожух цифровой беспроводной плоскопанельный детектор при минимальном отношении сигнал/шум не менее 70 единиц и количестве градаций серого от 5000 до 65000 единиц, при этом длина плоскопанельного детектора составляет не более 400 мм, каждое изображение, сформированное при прохождении рентгеновского излучения от источника рентгеновского излучения через участок контроля трубопровода, при каждой переустановке получают посредством многократной экспозиции с накоплением кадров участка контроля в памяти детектора, при этом время экспозиции составляет в диапазоне от 5 до 180 секунд, количество кадров, накапливаемых при многократной экспозиции для формирования одного изображения участка контроля, составляет от 2 до 1000.
2. Способ по п. 1, отличающийся тем, что в качестве приемника рентгеновского излучения используют цифровой беспроводной плоскопанельный детектор, выполненный в одном корпусе с батареей питания.
3. Способ по п. 2, отличающийся тем, что в качестве приемника рентгеновского излучения используют цифровой беспроводной плоскопанельный детектор с автоматическим усреднением сигналов кадров, накопленных в памяти детектора при многократной экспозиции для уменьшения шума от нефти и продуктов нефтепереработки, оснащенный датчиком температуры детектора, помещенный в теплозащитный кожух для проведения контроля через изоляцию трубопровода с температурой поверхности до 100 °С.
4. Способ по п. 1, отличающийся тем, что геометрические параметры каждого участка контроля выбирают исходя из обеспечения качества снимка по краям участка, соответствующего заданному качеству снимка в его центральной части.
| СПОСОБ ДИАГНОСТИРОВАНИЯ СВАРНЫХ СОЕДИНЕНИЙ, НАПЛАВОК И ТЕЛА ТРУБЫ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ БОЛЬШОГО ДИАМЕТРА РАДИОГРАФИЧЕСКИМ МЕТОДОМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОД ДАВЛЕНИЕМ, БЕЗ ПРЕКРАЩЕНИЯ ТРАНСПОРТА ГАЗА | 2018 |
|
RU2685052C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕШНЕГО ОСМОТРА СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ | 2010 |
|
RU2533757C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2496106C1 |
| СПОСОБ РАДИАЦИОННОГО ИССЛЕДОВАНИЯ ВНУТРЕННЕЙ СТРУКТУРЫ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2199109C2 |
| US 7656997 B1, 02.02.2010 | |||
| US 5698854 A, 16.12.1997. | |||

