ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к области станочной обработки металлорежущими станками, в частности, к многоцелевому станку для механической обработки монолитных дисков с лопатками.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[0002] Использование монолитных дисков с лопатками в авиадвигателях представляет собой новое направление развития в области технологии создания авиационных двигателей в мире. С целью расширения сфер применения монолитных дисков с лопатками в авиационных двигателях необходимо сначала решить проблемы с их изготовлением. В настоящее время монолитные диски с лопатками с меньшей вероятностью будут использоваться в авиационных двигателях, и основная причина их ограниченного применения заключается в том, что технические проблемы изготовления монолитных дисков с лопатками до сих пор не решены. Трудности при изготовлении монолитных дисков с лопатками для авиационных двигателей заключаются в сложном профиле лопаток, высоких требованиях, предъявляемых к точности обработки и качеству поверхности, к чрезвычайно высокой стабильности обработки лопаток на станке, в возникновении деформации при обработке лопаток и в используемых материалах. Поверхность лопатки монолитного диска с лопатками в основном имеет сложную пространственную форму, что предъявляет дополнительные чрезвычайно высокие требования к точности механической обработки и к классу обработки поверхности лопатки. Такая точность обработки значительно легче достигается, когда обрабатываемая поверхность имеет плоскую или цилиндрическую форму, однако такие требования к обработке сложнее достичь на поверхности сложной пространственной формы. Пространство для перемещения инструмента в процессе обработки ограничено, что затрудняет достижение высокой точности обработки лопатки. Вследствие вышесказанного обработка монолитных дисков с лопатками авиационных двигателей является проблемой во всем мире. В существующих станках предъявляются чрезвычайно высокие требования к скорости перемещения и диапазону ускорения каждой физической оси при выполнении 5-координатной обработки вращающимся фрезерным инструментом.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0003] Настоящее изобретение предусматривает создание многоцелевого станка для механической обработки монолитных дисков с лопатками для преодоления вышеуказанных технических проблем.
[0004] Настоящее изобретение предусматривает создание многоцелевого станка для механической обработки монолитных дисков с лопатками, включающего: узел вращения по оси А, узел вращения по
оси В и узел вращения по оси С, при этом
узел вращения по оси А приводит во вращение монолитный диск с лопатками,
узел вращения по оси В приводит во вращение шпиндельную головку, в свою очередь,
шпиндельная головка приводит во вращательное движение инструмент для механической обработки
монолитных дисков с лопатками,
узел вращения по оси С приводит во вращение узел вращения по оси А,
пересечение оси вращения узла вращения по оси В и оси вращения узла вращения по оси С является центром зоны обработки монолитного диска с лопатками, при этом острие инструмента находится на оси вращения узла вращения по оси В.
[0005] Далее, узел вращения по оси А представляет собой поворотный стол оси А, приводящий монолитный диск с лопатками во вращение,
узел вращения по оси В включает шпиндельную головку, на которой закреплен инструмент, и поворотный стол оси В (5), при этом поворотный стол оси В (5) приводит во вращение шпиндельную головку (6),
узел вращения по оси С представляет собой поворотный стол оси С,
поворотный стол оси А и поворотный стол оси С соединены с возможностью разъема,
ось вращения поворотного стола оси С перпендикулярна горизонтальной плоскости и перпендикулярна оси вращения монолитного диска с лопатками.
[0006] Далее, поворотный стол оси А прикреплен к верхней поверхности поворотного стола оси С, при этом центральная ось поворотного стола оси А является осью вращения монолитного диска с лопатками.
[0007] При этом для смены инструмента предусмотрен инструментальный магазин, причем инструментальный магазин находится на той же стороне, на которой размещена шпиндельная головка.
[0008] В настоящем изобретении зона обработки находится вблизи центра вращения поворотного стола оси С, что обеспечивает поддержание скорости и ускорения перемещения каждой физической оси в более узком диапазоне, чем у обычных станков, при выполнении станком 5-координатной обработки с функцией контроля положения центра инструмента при его перемещении (далее RTCP), при этом центральная ось шпиндельной головки и центральная ось ползуна образуют 45° угол при вершине для предотвращения высокой скорости и ускорения линейной оси при вращении шпиндельной головки с функцией RTCP.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] В целях более наглядной иллюстрации вариантов осуществления настоящего изобретения или технических решений в предшествующем уровне техники ниже кратко представлены прилагаемые чертежи, которые необходимо использовать при описании вариантов осуществления настоящего изобретения или предшествующего уровня техники. На прилагаемых рисунках в нижеприведенном описании проиллюстрированы некоторые варианты осуществления настоящего изобретения, и для специалистов в данной области техники должно быть очевидно, что другие чертежи также могут быть созданы на основании прилагаемых чертежей без приложения творческих усилий.
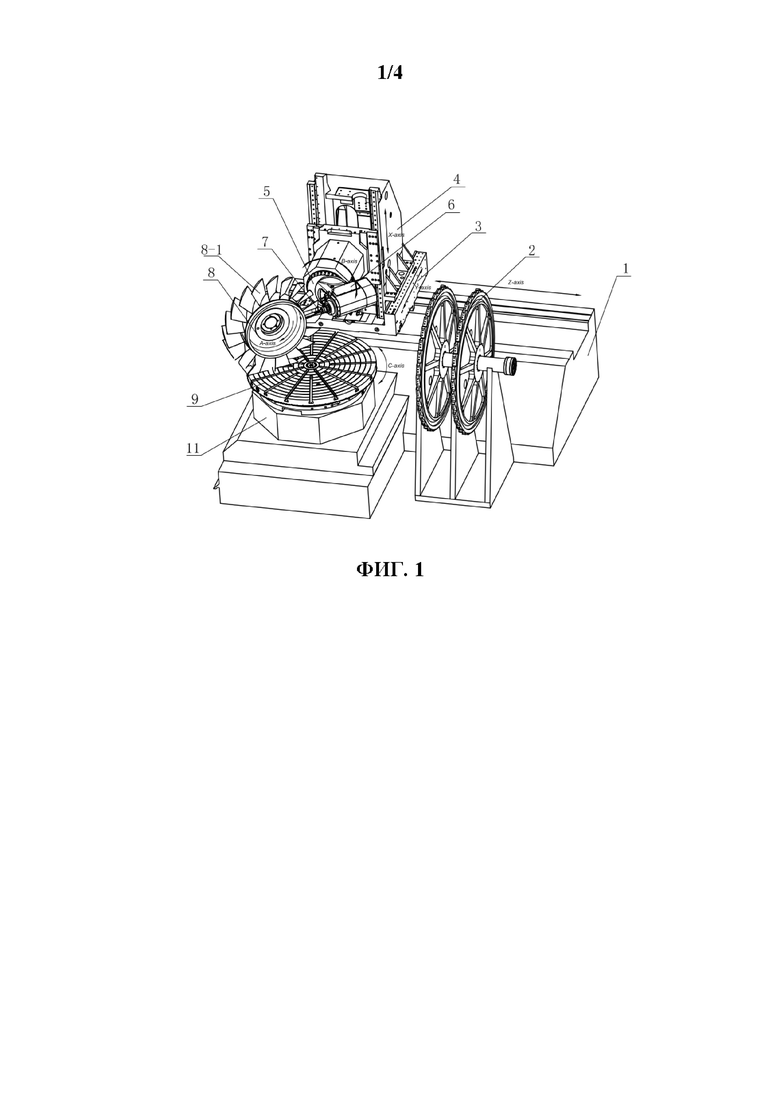
ФИГ. 1 блок-схема общей конструкции многоцелевого станка для механической обработки монолитных дисков с лопатками в соответствии с настоящим изобретением;
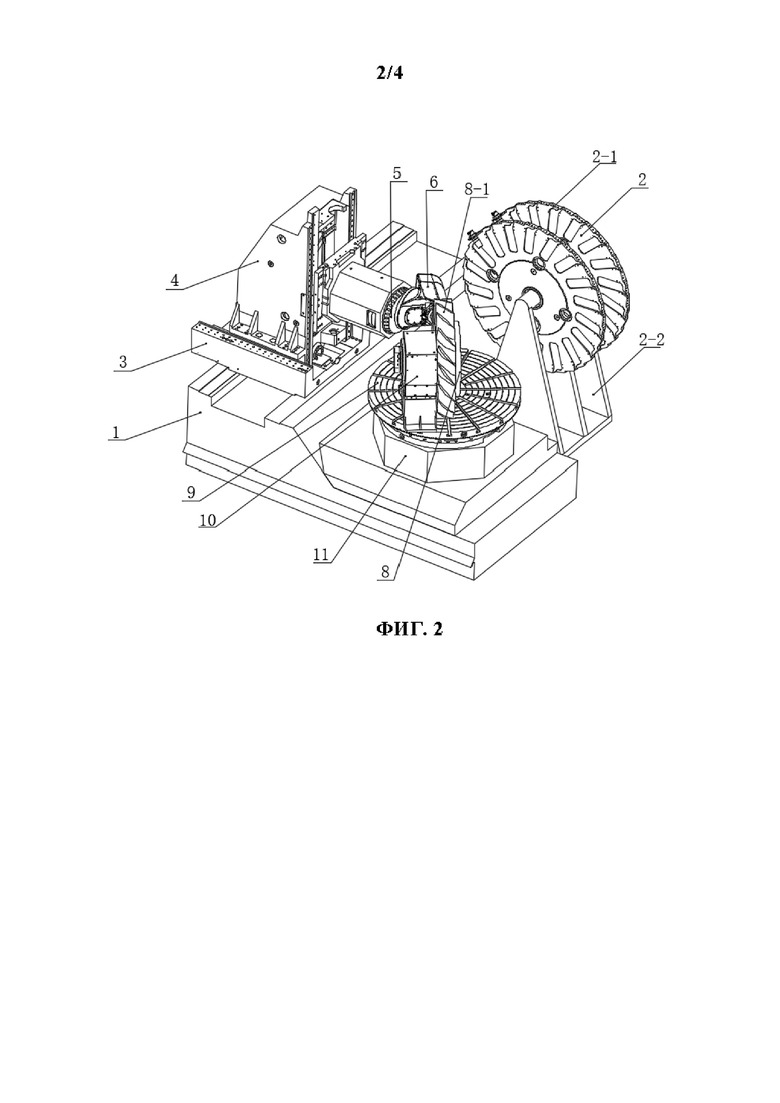
ФИГ. 2 другой вид в перспективе общей конструкции многоцелевого станка для механической обработки монолитных дисков с лопатками в соответствии с настоящим изобретением;
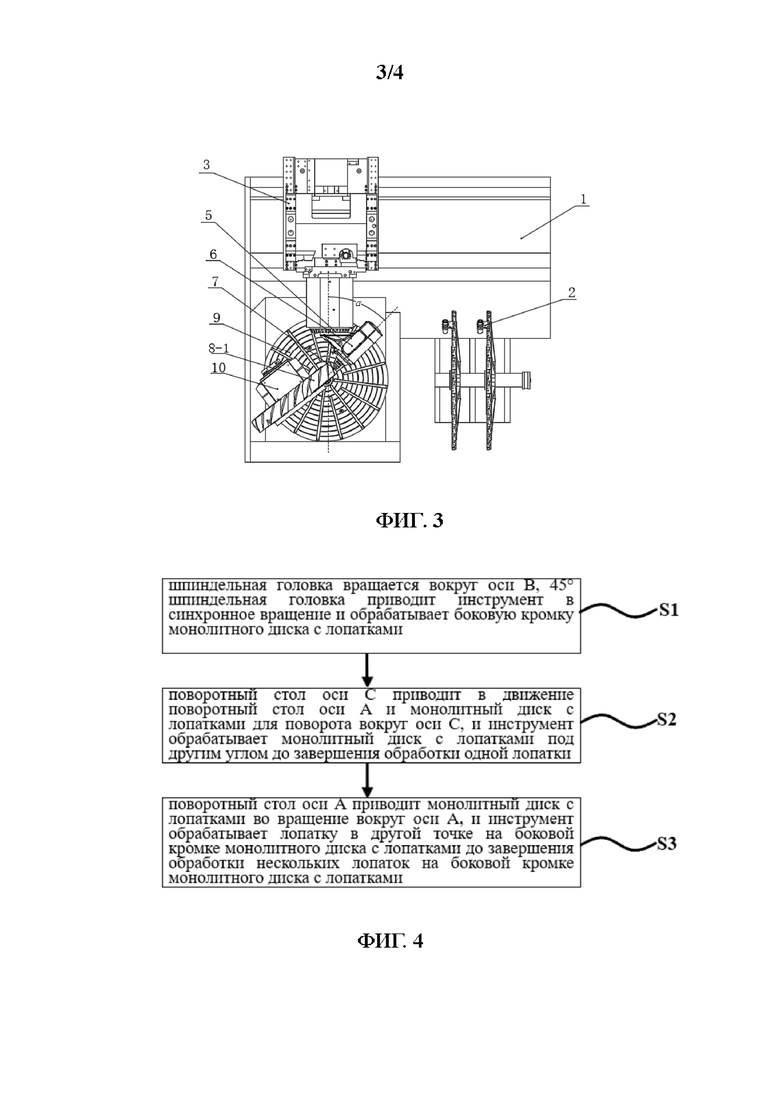
ФИГ. 3 - вид сверху многоцелевого станка для механической обработки монолитных дисков с лопатками в соответствии с настоящим изобретением;
ФИГ. 4 - график последовательности технологических операций по способу механической обработки монолитных дисков с лопатками в соответствии с настоящим изобретением;
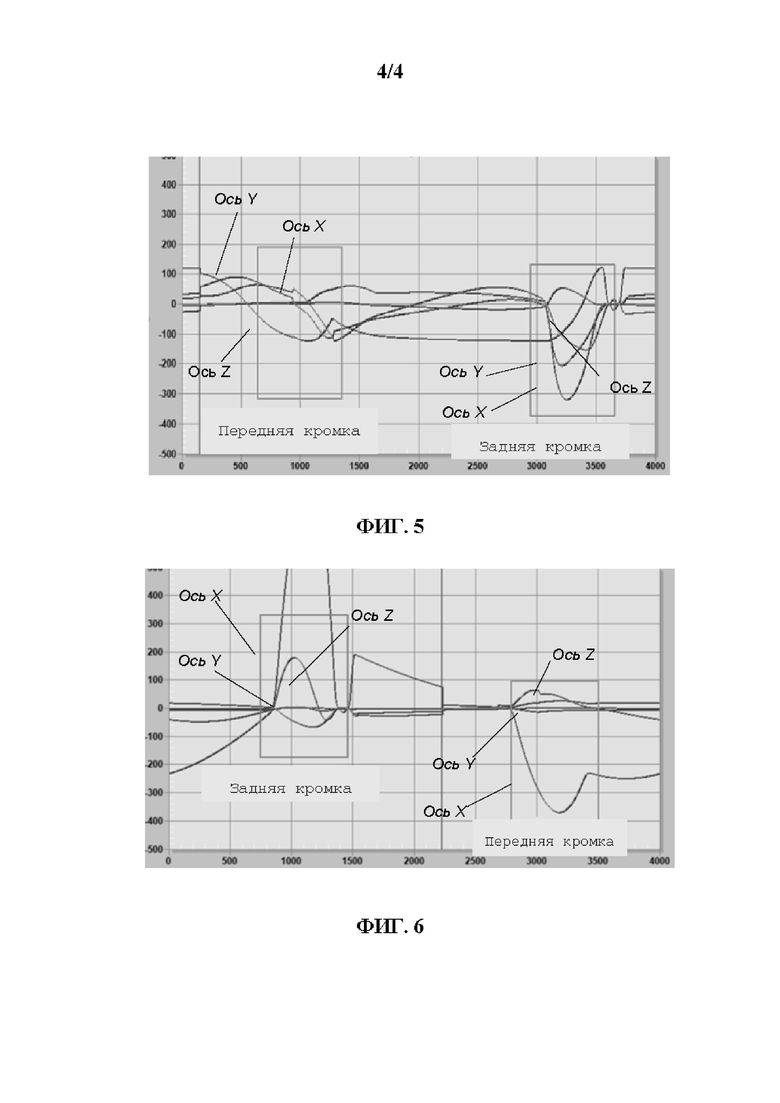
ФИГ. 5 - профили скоростей по оси X, оси Y и оси Z в процессе обработки лопатки в соответствии с настоящим изобретением;
ФИГ. 6 - профиль скоростей по оси X, оси Y и оси Z в процессе обработки лопатки в соответствии с предшествующим уровнем техники.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0010] Для того, чтобы сделать цели, технические решения и преимущества вариантов осуществления настоящего изобретения более понятными, нижеследующее четко и полностью описывает технические решения в вариантах осуществления со ссылкой на прилагаемые чертежи вариантов осуществления настоящего изобретения. Очевидно, что описываемые варианты осуществления являются некоторыми, но не всеми вариантами осуществления настоящего изобретения. Все остальные варианты осуществления, разработанные специалистами в данной области техники без творческих усилий на основе вариантов осуществления настоящего изобретения, находятся в пределах объема охраны настоящего изобретения.
[0011] Настоящее изобретение предусматривает создание многоцелевого станка для механической обработки монолитных дисков с лопатками, проиллюстрированного на ФИГ. 1, на которой представлена блок-схема общей конструкции многоцелевого станка для обработки монолитных дисков с лопатками в соответствии с настоящим изобретением, при этом станок включает: станину 1, поворотный стол 3, колонну 4 и ползун, при этом поворотный стол 3 и станина 1 соединены с возможностью перемещения по рельсовым направляющим, колонна 4 и поворотный стол 3 соединены с возможностью перемещения по рельсовым направляющим, при этом один конец ползуна и колонна 4 соединены с возможностью перемещения по рельсовым направляющим, при этом станок включает: узел вращения по оси А, узел вращения по оси В и узел вращения по оси С, при этом
узел вращения по оси А приводит во вращение монолитный диск с лопатками 8,
узел вращения по оси В приводит во вращение шпиндельную головку 6, и шпиндельная головка 6 приводит во вращательное движение инструмент 7 для механической обработки монолитных дисков с лопатками 8,
узел вращения по оси С приводит во вращение узел вращения по оси А, при этом
пересечение оси вращения узла вращения по оси В и оси вращения узла вращения по оси С
является центром зоны обработки монолитного диска с лопатками 8, при этом острие инструмента 7
находится на оси вращения узла вращения по оси В.
[0012] Далее, узел вращения по оси А представляет собой поворотный стол 10, приводящий в движение монолитный диск с лопатками 8, при этом узел вращения по оси В включает шпиндельную головку 6, на которой закреплен инструмент 7, и поворотный стол 5 оси В, причем шпиндельная головка 6 представляет собой 45° шпиндельную головку; один конец 45° шпиндельной головки 6 и один конец поворотного стола 5 оси В соединены с возможностью поворота, инструмент 7 и другой конец 45° шпиндельной головки 6 жестко соединены, при этом инструмент 7 соосен с 45° шпиндельной головкой 6; угол при вершине между центральной осью инструмента 7 и осью поворотного стола 5 оси В составляет 45°; узел вращения по оси С представляет собой поворотный стол 9 оси С, приводящий во вращение поворотный стол 10 оси А; поворотный стол 10 оси А и поворотный стол 9 оси С соединены с возможностью разъема, что позволяет регулировать положение поворотного стола 10 оси А перед работой, при этом приводной выходной конец поворотного стола 10 оси А и монолитный диск с лопатками 8 соединены; ось вращения поворотного стола 9 оси С перпендикулярна горизонтальной плоскости и перпендикулярна оси вращения монолитного диска с лопатками 8, и инструмент 7 обрабатывает монолитный диск с лопатками 8; при этом узел вращения по оси А и узел вращения по оси С расположены спереди от 45° шпиндельной головки 6.
[0013] На ФИГ. 2 представлен другой вид в перспективе общей конструкции многоцелевого станка для механической обработки монолитных дисков с лопатками в соответствии с настоящим изобретением, станок для механической обработки монолитных дисков с лопатками включает: поворотный стол 5 оси В, приводящий во вращение 45° шпиндельную головку 6, поворотный стол 10 оси А, приводящий во вращение монолитный диск с лопатками 8, поворотный стол 9 оси С, приводящий во вращение поворотный стол 10 оси А, и приводной механизм 11, приводящий во вращение поворотный стол 9 оси С. Поворотный стол 9 оси С имеет круглую форму, при этом поворотный стол 9 оси С параллелен горизонтальной плоскости; поворотный стол 9 оси С закреплен на верхней поверхности поворотного стола 10 оси А; приводной выходной конец приводного механизма 11 и поворотный стол 9 оси С соединены; поворотный стол 10 оси А и поворотный стол 9 оси С разъемно соединены, поворотный стол 10 оси А оснащен встроенным приводным двигателем, а выходной конец приводного двигателя и монолитный диск с лопатками 8 соединены с возможностью вращения; приводной механизм 11 имеет встроенный приводной двигатель, приводящий поворотный стол 9 оси С во вращение вокруг оси С, поворотный стол 9 оси С приводит поворотный стол 10 оси А в синхронное вращение, и поворотный стол 10 оси А приводит монолитный диск с лопатками 8 во вращательное движение вокруг оси А; ось вращения поворотного стола 9 оси С перпендикулярна горизонтальной плоскости и перпендикулярна оси вращения монолитного диска с лопатками 8, и инструмент 7 обрабатывает боковую кромку монолитного диска с лопатками 8.
[0014] Как показано на ФИГ. 3, 45° шпиндельная головка 6 вращается вокруг оси В; пересечение оси вращения узла вращения по оси В и оси вращения узла вращения по оси С является центром зоны механической обработки монолитных дисков с лопатками 8, при этом острие инструмента 7 находится на оси вращения узла вращения по оси В.
[0015] В настоящем изобретении зона обработки находится вблизи центра вращения поворотного стола оси С, благодаря чему обеспечивается поддержание скорости и ускорения перемещения каждой физической оси в более узком диапазоне, чем на обычных станках при выполнении станком механической обработки с контролем RTCP, при этом угол а при вершине между центральной осью 45° шпиндельной головки 6 и центральной осью поворотного стола 5 оси В составляет 45° с целью предотвращения высокой скорости и ускорения линейной оси при вращении 45° шпиндельной головки с функцией RTCP.
[0016] Далее, с целью снижения трудоемкости смены инструмента 7, износившегося в процессе длительной обработки, для смены инструмента 7 дополнительно предусмотрен инструментальный магазин 2, причем инструментальный магазин 2 находится на одной и той же стороне с 45° шпиндельной головкой 6, при этом инструментальный магазин 2 включает: фрезерную головку 2-1 и инструментальную оправку 2-2, фрезерная головка 2-1 соединена с возможностью вращения с инструментальной оправкой 2-2, ось вращения фрезерной головки 2-1 параллельна горизонтальной плоскости; инструмент 7 фиксируется защелкиванием на боковой кромке фрезерной головки 2-1. Лопатки монолитного диска с лопатками 8 могут быть обработаны поочередно, при этом лопатки монолитного диска с лопатками 8 могут быть обработаны путем смены инструмента в инструментальном магазине 2; 45° шпиндельная головка 6 поочередно перемещается вдоль оси Z, оси Y и оси X к фрезерной головке 2-1, и фрезерная головка 2-1 приводится во вращение двигателем (приводной двигатель фрезерной головки 2-1 не показан) таким образом, чтобы установочное отверстия, в котором закреплен инструмент 7, вернулось в исходное положение, и 45° шпиндельная головка 6 защелкивает использованный инструмент в установочном отверстии, и затем фрезерная головка 2-1 поворачивает закрепленный на ней инструмент 7 в исходное положение, и 45° шпиндельная головка 6 захватывает инструмент и начинает обрабатывать следующий монолитный диск с лопатками.
[0017] Далее, на ФИГ. 4 приведен способ механической обработки, основанный на использовании вышеупомянутого многоцелевого станка, включающий следующие этапы:
S1: 45° шпиндельная головка вращается вокруг оси В, 45° шпиндельная головка приводит инструмент в синхронное вращение и обрабатывает боковую кромку монолитного диска с лопатками;
S2: поворотный стол 9 оси С приводит в движение поворотный стол 10 оси А и монолитный диск с лопатками 8 для поворота вокруг оси С, и инструмент 7 обрабатывает монолитный диск с лопатками 8 под другим углом до завершения обработки одной лопатки 8-1;
S3: поворотный стол 10 оси А приводит монолитный диск с лопатками 8 во вращение вокруг оси А, и инструмент 7 обрабатывает лопатку в другой точке на боковой кромке монолитного диска с лопатками 8 до завершения обработки нескольких лопаток на боковой кромке монолитного диска с лопатками.
S4: После завершения обработки лопатки 45° шпиндельная головка 6 перемещает инструмент 7 вдоль оси Z в инструментальный магазин 2 для смены инструмента 7.
[0018] Диаметр монолитного диска с лопатками, обрабатываемого в соответствии со способом по настоящему изобретению, составляет приблизительно 1 м, при этом длина лопатки составляет приблизительно 200 мм. В соответствии с настоящим изобретением для выполнения 5-координатной обработки с контролем RTCP используется ось С поворотного стола 9 оси С и ось В 45° шпиндельной головки 6. Ось С поворотного стола 9 оси С является передаточной осью и не задействована при обработке в системе механической связи.
[0019] Настоящее изобретение обладает следующими преимуществами:
1. Относительное положение монолитного диска с лопатками 8 и поворотного стола 9 оси С устанавливается таким образом, чтобы зона обработки находилась вблизи центра вращения поворотного стола 9 оси С, благодаря чему обеспечивается поддержание скорости и ускорения перемещения каждого физического вала (оси) в более узком диапазоне, чем в станках общего назначения, при выполнении станком 5-координатной обработки с функцией отслеживания положения кончика инструмента.
2. Центральная ось 45° шпиндельной головки 6 и центральная ось поворотного стола 5 оси В образуют угол в 45° при вершине, при этом острие инструмента 7 находится на центральной оси поворотного стола 5 оси В, что позволяет избежать высокой скорости и ускорения линейной оси, при выполнении 45° шпиндельной головкой вращения с функцией RTCP.
3. Предотвращается перемещение крупногабаритного шпинделя по осям X, Y и Z в процессе механической обработки.
[0020] Таким образом, по сравнению с существующими станками настоящее изобретение позволяет максимально сократить расстояние между инструментом и центром вращения 45° шпиндельной головки при использовании более длинного инструмента, тем самым снижая требования к скорости и ускорению при функции RTCP на линейной оси.
[0021] В целом, настоящее изобретение обладает очевидными преимуществами при обработке лопаток, в частности, при обработке передней кромки и задней кромки лопатки, на которых перемещение оси вращения велико. По результатам испытания методом моделирования на ФИГ. 5 показаны профили скоростей оси X, оси Y и оси Z в процессе механической обработки лопатки в соответствии с настоящим изобретением, и на ФИГ. 6 показаны профили скоростей оси X, оси Y и оси Z в процессе обработки лопатки в соответствии с предшествующим уровнем техники. После выполнения одной и той же программы обработки по настоящему изобретению и на существующем станке и последующего сравнения профилей скоростей оси X, оси Y и оси Z на ФИГ. 5 и ФИГ. 6, очевидно, что скорость и ускорение каждого физического вала при обработке лопатки в соответствии с настоящим изобретением можно поддерживать в более узком диапазоне, чем на существующем станке.
[0022] Наконец, следует отметить, что приведенные выше варианты осуществления настоящего изобретения используются исключительно для иллюстрации технических решений настоящего изобретения и не предназначены для его ограничения. Несмотря на то, что настоящее изобретение было подробно описано со ссылкой на приведенные выше варианты осуществления, специалистам в данной области техники должно быть очевидно, что в технические решения, описанные в приведенных выше вариантах осуществления, могут быть внесены изменения, либо технические признаки могут быть частично или полностью эквивалентно заменены. Однако указанные изменения или замены не приведут к тому, что сущность соответствующих технических решений выйдет за пределы объема технических решений вариантов осуществления настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ И СПОСОБ ИЗВЛЕЧЕНИЯ ИНСТРУМЕНТА ИЗ ПОВОРОТНОЙ ШПИНДЕЛЬНОЙ ГОЛОВКИ | 2020 |
|
RU2837223C1 |
| ПОВОРОТНЫЙ СТОЛ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ С НЕСКОЛЬКИМИ СТЕПЕНЯМИ СВОБОДЫ | 2020 |
|
RU2833218C1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Фрезерно-расточной станок модульного типа | 2022 |
|
RU2797896C1 |
| Многоцелевой станок | 2016 |
|
RU2646414C2 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2013 |
|
RU2554829C1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Фрезерный станок с поворотным шпинделем | 2023 |
|
RU2818062C1 |
| Многоцелевой станок | 1985 |
|
SU1296357A1 |
Изобретение относится к области станкостроения и может быть использовано в конструкциях станков для механической обработки монолитных дисков с лопатками. Станок содержит станину, ползун, установленный на станине с возможностью горизонтального перемещения по рельсовым направляющим, колонну, установленную на ползуне с возможностью горизонтального перемещения по рельсовым направляющим, расположенным перпендикулярно рельсовым направляющим станины, узел поворота по оси В, установленный на колонне с возможностью вертикального перемещения по рельсовым направляющим и выполненный в виде поворотного стола оси В, размещенную на поворотном столе оси В шпиндельную головку с закрепленной в ней фрезой, ось вращения которой расположена под углом 45° к оси В, узел поворота по оси С, установленный на станине и выполненный в виде поворотного стола оси С, и узел поворота по оси А, выполненный в виде поворотного стола оси А и разъемно соединенный с верхней поверхностью поворотного стола оси С. При этом поворотный стол оси А выполнен с возможностью закрепления на нем и поворота обрабатываемого монолитного диска с лопатками, а ось поворота поворотного стола оси С расположена перпендикулярно горизонтальной плоскости и перпендикулярно оси поворота поворотного стола оси А, причем ось поворота стола поворота по оси В расположена в горизонтальной плоскости с возможностью расположения точки пересечения этой оси с осью поворота поворотного стола оси С в зоне обработки лопатки упомянутого диска и нахождения точки режущей кромки фрезы на оси поворота поворотного стола оси В. Использование изобретения позволяет повысить точность и качество обработки. 2 з.п. ф-лы, 6 ил.
1. Станок для механической обработки монолитного диска (8) с лопатками, содержащий станину (1), ползун (3), установленный на станине (1) с возможностью горизонтального перемещения по рельсовым направляющим, колонну (4), установленную на ползуне (3) с возможностью горизонтального перемещения по рельсовым направляющим, расположенным перпендикулярно рельсовым направляющим станины (1), узел поворота по оси В, установленный на колонне (4) с возможностью вертикального перемещения по рельсовым направляющим и выполненный в виде поворотного стола (5) оси В, размещенную на поворотном столе (5) оси В шпиндельную головку (6) с закрепленной в ней фрезой (7), ось вращения которой расположена под углом 45° к оси В, узел поворота по оси С, установленный на станине (1) и выполненный в виде поворотного стола (9) оси С, и узел поворота по оси А, выполненный в виде поворотного стола (10) оси А и разъемно соединенный с верхней поверхностью поворотного стола (9) оси С, при этом поворотный стол (10) оси А выполнен с возможностью закрепления на нем и поворота обрабатываемого монолитного диска (8) с лопатками, а ось поворота поворотного стола (9) оси С расположена перпендикулярно горизонтальной плоскости и перпендикулярно оси поворота поворотного стола (10) оси А, причем ось поворота стола (5) поворота по оси В расположена в горизонтальной плоскости с возможностью расположения точки пересечения этой оси с осью поворота поворотного стола (9) оси С в зоне обработки лопатки упомянутого диска (8) и нахождения точки режущей кромки фрезы (7) на оси поворота поворотного стола (5) оси В.
2. Станок по п. 1, в котором поворотный стол (10) оси А выполнен с возможностью закрепления на нем обрабатываемого монолитного диска (8) таким образом, что ось поворота упомянутого стола (10) совпадает с осью вращения упомянутого диска (8).
3. Станок по п. 1 или 2, дополнительно содержащий инструментальный магазин (2) для смены фрез (7).
| CN 107322376 A, 07.11.2017 | |||
| МНОГОЦЕЛЕВОЙ СТАНОК | 2013 |
|
RU2554829C1 |
| Многоцелевой станок | 2016 |
|
RU2646414C2 |
| CN 202192309 U, 18.04.2012 | |||
| CN 102310354 A, 11.01.2012 | |||
| EP 1757405 A1, 28.02.2007. | |||

