Изобретение относится к станкостроению, в частности к многоцелевым станкам для обработки малогабаритных деталей с размером стола 320 мм и менее.
Цель изобретения - упрощение конструкции путем осуществлершя безма- нипуляторного цикла смены инструмента, а также повышение удобства обслуживания путем улучшения условий наблюдения за зоной решения и защиты хвостовиков инструментов от стружки и СОЖ.
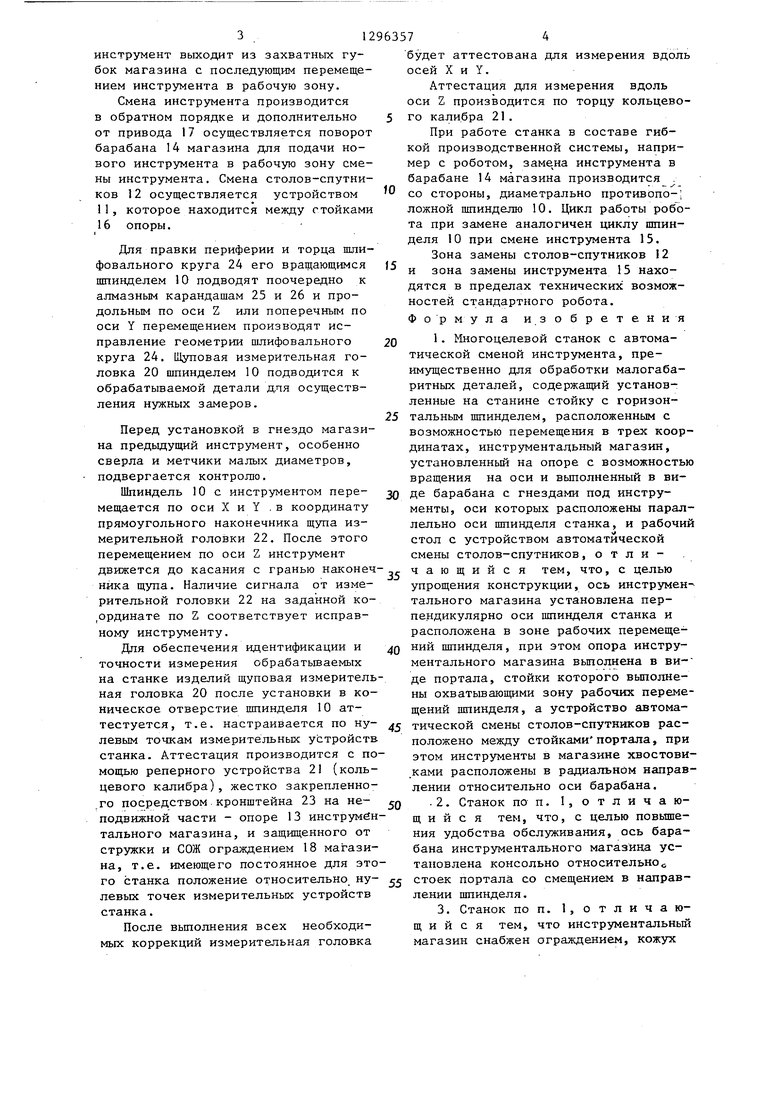
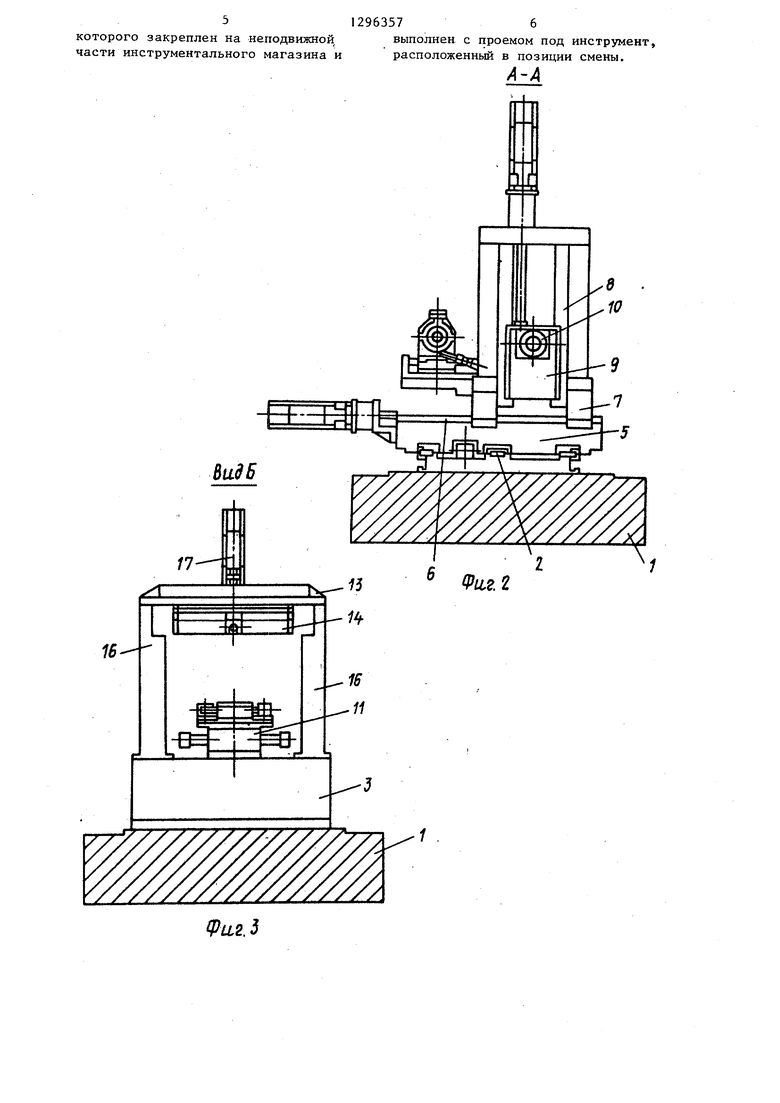
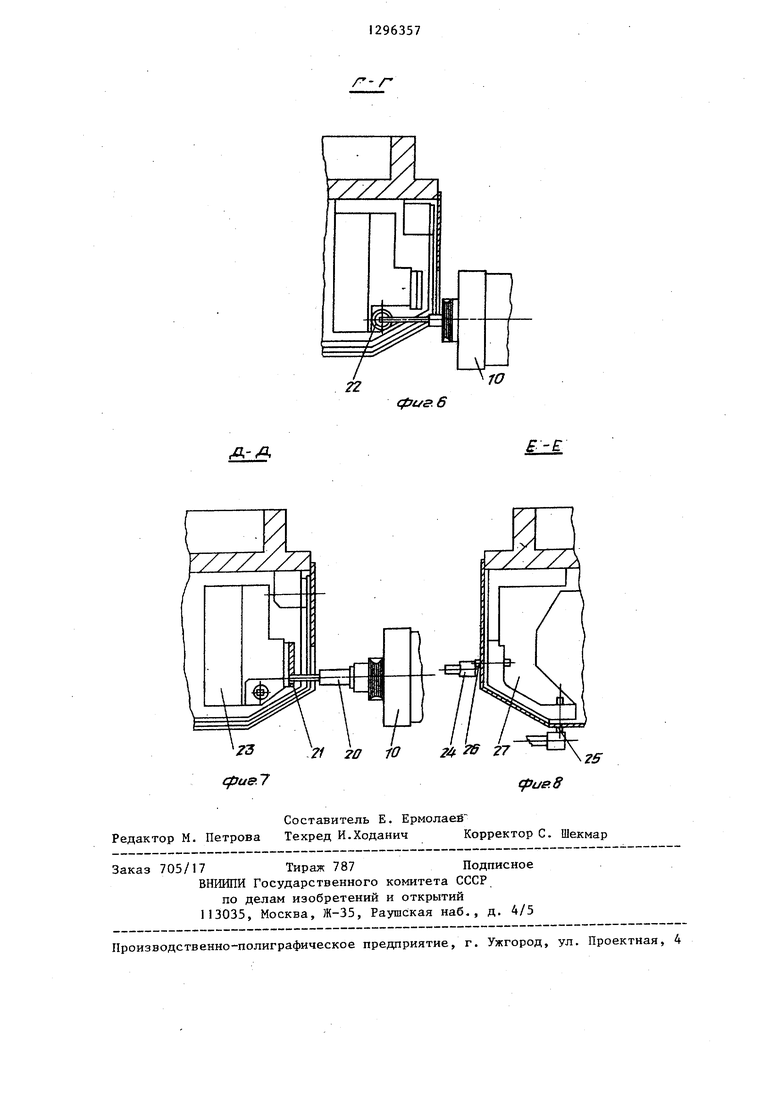
На фиг. 1 изображен многоцелевой станок, общий вид; на фиг. 2 - сече- ние А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - инструментальный магазин с открытой шторкой, вид со стороны шпинделя; на фиг. 5 - сечение В-В на фиг. 4 (в плоскости смены инструмента); на фиг. 6 - сечение Г-Г на фиг. 4 (в плоскости из- мерения поломки инструмента); на фиг. 7 - сечение Д-Д на фиг. 4 (в плоскости аттестации измерительной головки); на фиг. 8 - сечение Е-Е на фиг. 4 (в плоскости правки шлифовального круга).
Многоцелевой станок состоит из станины 1 с продольными направляюшдм 2 и основания 3 для размещения групп поворотного стола 4. .Станок вьшолнен из саней 5 с поперечными направляющими 6, стойки 7 с вертикальными направляющими 8, шпиндельной бабки 9с шпинделем 10, устройства 11 смены столов-спутников 12, размещенного на едином основании 3 со столами- спутниками, инструментального магази на, состоящего из неподвижной части опоры 13 и барабана 14 с вертикальной осью вращения, в котором инструменты 15 установлены параллельно со шпинделем 10 и расположены хвостови - ками наружу. Инструментальный магазин расположен отдельно от стойки станка на основании 3, а зона смены инструмента размещена в зоне рабочих перемещений шпинделя 10.
Инструментальный магазин установлен на основании 3 поворотного стола 4 посредством опоры, представляющей собой две стойки 16, которые с неподвижной частью - опорой 13 инстру- ментального магазина образуют портал проем которого направлен вдоль оси шпинделя 10, причем устройство 11 автоматической смены столов-спутников расположено между стойками 16 опоры. Барабан 14 инструментального магазина вращается посредством привода 17.
Для защиты хвостовиков инструментов 15 от попадания стружки и СОЖ инструментальный магазин снабжен защитным ограждением 18 с подвижной шторкой 19 для смены инструмента.
Станок снабжен системами контроля обрабатьшаемого изделия на станке, контроля поломки инструмента и уст- ройством для правки профиля и торца шлифовального круга.
Система контроля обрабатьшаемого изделия состоит из щуповой измерительной головки 20 и реперного устройства 21 (кольцевого калибра), которое служит для аттестации измерительной головки 20. Последняя установлена на конусном хвостовике, который установлен в одном из гнезд инструментального барабана.
Система контроля поломки инструмента состоит из щуповой измерительной головки 22.
В проеме защитного ограждения 18 расположены установленные на неподвижной части - опоре 13 инструментального магазина посредством кронштейна 23 реперное устройство 21 и щуповая измерительная головка 22.
Инструментальный магазин снабжен также алмазными карандашами: устройства правки пшифовального круга 24, один из которых установлен вдоль оси 25, а другой - вдоль оси 26 на кронштейне 27, который установлен также на неподвижной части - опоре 13 инструментального магазина и выступает
за ограждение 18. I
Станок работает следующим образом
Для захвата инструмента 15 из магазина шпинделем IО шпиндельная бабка 9 совместными перемещениями стойки 7 по поперечным направляющим 6 саней 5, продольно по станине 1 по направляющим 2 и вертикально по стойке 7 по направляющим выходит в позицию совмещения оси шпинделя 10 с осью инструмента 15, находящегося в барабане 14 инструментального магазина. Продольным перемещением шпиндель 10 захватьшает хвостовик инструмента, который направлен в сторону шпинделя. Послеосуществления зажима инструмента следует вертикальное перемещение вниз шпинделя 10, при этом
инструмент выходит из захватных губок магазина с последующим перемещением инструмента в рабочую зону.
Смена инструмента производится в обратном порядке и дополнительно от привода 17 осуществляется поворот барабана 14 магазина дпя подачи нового инструмента в рабочую зону смены инструмента. Смена столов-спутников 12 осуществляется устройством 11, которое находится между стойками 16 опоры.
Для правки периферии и торца шлифовального круга 24 его вращающимся шпинделем 10 подводят поочередно к алмазным карандашам 25 и 26 и продольным по оси Z или поперечным по оси Y перемещением производят исправление геометрии шлифовального круга 24. Шуповая измерительная головка 20 шпинделем 10 подводится к обрабатываемой детали для осуществления нужных замеров.
Перед установкой в гнездо магазина предьщущий инструмент, особенно сверла и метчики малых диаметров, подвергается контролю.
Шпиндель 10 с инструментом перемещается по оси X и Y . в координату прямоугольного наконечника щупа измерительной головки 22. После этого перемещением по оси Z инструмент движется до касания с гранью наконечника щупа. Наличие сигнала от измерительной головки 22 на заданной ко- ,ординате по Z соответствует исправному инструменту.
Для обеспечения идентификации и точности измерения обрабатьюаемых на станке изделий щуповая измерительная головка 20 после установки в коническое отверстие шпинделя 10 аттестуется, т.е. настраивается по ну- левым точкам измерительных устройств станка. Аттестация производится с помощью реперного устройства 21 (кольцевого калибра), жестко закрепленно- го посредством.кронштейна 23 на не- подвижной части - опоре 13 инструментального магазина, и защищенного от стружки и СОЖ ограждением 18 магазина, т.е. имеющего постоянное для этого станка положение относительно нулевых точек измерительных устройств станка.
После выполнения всех необходимых коррекций измерительная головка
Ш
15
20
25
30
35
Q 963574
будет аттестована для измерения вдоль осей X и Y.
Аттестация для измерения вдоль оси Z производится по торцу кольцевого калибра 2.
При работе станка в составе гибкой производственной системы, например с роботом, заметна инструмента в барабане 14 магазина производится . со стороны, диаметрально противопо-; ложной шпинделю 10. Цикл работы робота при замене аналогичен циклу шпинделя 10 при смене инструмента 15.
Зона замены столов-спутников I2 и зона замены инструмента 15 находятся в пределах технических возможностей стандартного робота. Формула изобретения
1. Многоцелевой станок с автоматической сменой инструмента, преимущественно для обработки малогабаритных деталей, содержащий установленные на станине стойку с горизонтальным шпинделем, расположенным с возможностью перемещения в трех координатах, инструментальный магазин, установленный на опоре с возможностью вращения на оси и выполненный в виде барабана с гнездами под инстру менты, оси которых расположены параллельно оси шпинделя станка, и рабочий стол с устройством автоматической смены столов-спутников, о т л и - чающийся тем, что, с целью упрощения конструкции, ось инструмен- тального магазина установлена перпендикулярно оси шпинделя станка и расположена в зоне рабочих перемещений шпинделя, при этом опора инструментального магазина выполнена в ви- де портала, стойки которого выполнены охватывающими зону рабочих перемещений шпинделя, а устройство автоматической смены столов-спутников расположено между стойками портала, при этом инструменты в магазине хвостови- .ками расположены в радиальном направлении относительно оси барабана.
.2. Станок по п. 1, о т л и ч а ю- щ и и с я тем, что, с целью повышения удобства обслуживания, ось барабана инструментального магазина установлена консольно относительнос стоек портала со смещением в направлении шпинделя.
3. Станок по п. 1,отличаю- щ и и с я тем, что инструментальный магазин снабжен ограждением, кожух
55
512963576
которого закреплен на неподвижной выполнен с проемом под инструмент, части инструментального магазина и расположенный в позиции смены.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1981 |
|
SU1009706A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Многоцелевой станок | 2016 |
|
RU2646414C2 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Многоцелевой металлорежущий станок | 1981 |
|
SU1047648A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1991 |
|
SU1817747A3 |
| Многооперационный станок с ЧПУ и автоматической сменой инструмента | 1989 |
|
SU1699757A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Многоцелевой станок | 1981 |
|
SU1036490A1 |
Изобретение относится к станкостроению. Цель изобретения - упрощение конструкции. Это достигается тем, что в многоцелевом станке с автоматической сменой инструмента, содержащем размещенную на станине 1 стойку 7 с горизонтальным шпинделем 10, последний выполнен с возможностью перемещения в трех координатах., Причем инструментальный магазин состоит из неподвижной опоры 13 и барабана 14, в котором инструменты установлены хвостовиками наружу паралелльно оси шпинделя. Барабан 14 с опорой 13 рас-. положен на основании рабочего стола 4 и имеет позицию смены инструмента, нах дящуюся в зоне рабочих перемещений шпинделя IО. Инструментальный магазин снабжен ограждением, в котором выполнен проем с подвижными шторками для смены инструмента и в его зоне размещены системы контроля«обрабатываемого изделия и контроля поломки инструмента, а также на ограждении в зоне действия шпинделя 10 размещена система правки шлифовального круга. 2 з.п. ф-лы, 8.ил. § (Л СО 05 СО сл 
. 5
в-а
IB и
Г- Г
-А
-Е
ffJu&S
Редактор М. Петрова
Составитель Е. Ермолаей
Техред И.Ходанич Корректор С. Шекмар
Заказ 705/17 Тираж 787Подписное
ВНРШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
