Многоцелевой станок
Изобретение относится к конструктивным элементам общей компоновки металлорежущего станка и может быть использовано, например, для глубокого сверления деталей сложной криволинейной формы при их 4- и 5-осевой обработке на металлорежущих станках с ЧПУ.
Известные в настоящее время станки оснащены как правило либо вертикальным, либо горизонтальным шпинделем, либо многошпиндельной головкой и стационарным устройством крепления деталей, которые могут быть использованы только для выполнения определенных видов работ. Такое исполнение конструкции станка значительно снижает гибкость производства, а также производительность и точность.
Примером таких станков можно считать сверлильный станок SU 1764855 А1, 30.09.1992, содержащий привод, станину с подвижным поворотным столом, установленную на направляющих кондукторную плиту и многошпиндельную головку.
Более близким к предлагаемому нами полезной модели является многоцелевой станок с числовым программным управлением и автоматической сменой инструмента, содержащий привод и станину с подвижным поворотным столом и подвижной коробообразной колонной с продольными направляющими под шпиндельную бабку и с подвижным инструментальным магазином, размещенным между стенками (см. RU 98350 U1, 20.10.2010).
Недостатком многоцелевого станка RU 98350 является невозможность в автоматическом режиме, т.е. в процессе работы станка, менять кондукторные втулки и производить 5-стороннюю обработку всеми видами сверлильно-фрезерно-расточных операций с элементами глубокого сверления с одной установки, что отрицательно влияет на точность изготовления деталей и производительность.
Задача, на которую направлено настоящее изобретение, заключается в создании многоцелевого станка, выполняющего все виды механической обработки деталей из различных материалов с одной установки в автоматическом режиме.
Техническим результатом изобретения является возможность глубокого сверления при обработке детали по сложной криволинейной поверхности с 5-ти сторон по заданию УЧПУ.
Сущность изобретения выражается в совокупности существенных признаков, в которой многоцелевой станок, содержащий станину с размещенным на ней подвижным поворотным столом и подвижной коробообразной колонной, шпиндельную бабку, установленную с возможностью перемещения по продольным направляющим, размещенным на колонне, и подвижный инструментальный магазин, установленный между стенками колонны, отличается от ближайшего аналога тем, что он снабжен оправкой с соосно установленными в ней сменной направляющей втулкой и сменной кондукторной втулкой, узлом зажима оправки и кондукторной плитой, установленной на направляющих шпиндельной бабки перпендикулярно плоскости перемещения поворотного стола, при этом оправка выполнена с базирующим шпиндельным конусом, базирующим конусом, выполненным для установки в узле зажима, и расположенной между ними поверхностью под захваты инструментального магазина, а сменная кондукторная втулка выполнена с рабочим каналом, ориентированным параллельно направляющим шпиндельной бабки и сообщающимся с полостью оправки для отвода стружки и смазочно-охлаждающей жидкости, выполненной с боковыми отверстиями.
В частных случаях выполнения или использования станок может содержать:
- поверхность под захваты инструментального магазина, выполненную в виде канавки;
- станину с как минимум одним стружкоуборочным шнеком;
- кондукторную плиту, выполненную с возможностью перемещения независимо от шпиндельной бабки;
- кондукторную плиту, ширина которой равна как минимум 1/4 расстояния между направляющими шпиндельной бабки;
- сменные уплотнительные шайбы, установленные внутри оправки.
Влияние признаков предлагаемого изобретения на его технический результат проявляется в том, что для получения нужной точности и исключения увода инструмента при глубоком сверлении обработку детали проводят через направляющую втулку и через кондукторную втулку, задающую инструменту правильное направление. Надежную фиксацию оправки при автоматической смене инструмента и точную установку на станке обеспечивает ее поверхность под захваты инструментального магазина, которая расположена между базирующим шпиндельным конусом и базирующим конусом, выполненным для установки в кондукторной плите.
Автоматическую смену инструмента обеспечивает подвижный инструментальный магазин, в котором установлены оправки и инструменты для глубокого сверления, фрезерования и растачивания.
Расположение на единых направляющих шпиндельной бабки и кондукторной плиты с оправкой, закрепленной в узле зажима, позволяет получить необходимую соосность шпинделя с инструментом и кондукторной втулкой.
Выполнение поверхности оправки в виде канавки под захваты инструментального магазина является наиболее простым и технологичным решением.
Стружкоуборочные шнеки повышают эффективность эксплуатации станка.
Автономные перемещения шпиндельной бабки и кондукторной плиты повышают точность их установки в нужное положение. Расположение направляющих под шпиндельную бабку на расстоянии от 1200 до 2200 мм и выполнение кондукторной плиты с шириной, равной как минимум 1/4 расстояния между этими направляющими, обусловлено жесткостью конструкции.
Уплотнительные шайбы необходимы для исключения выброса смазочно-охлаждающей жидкости и стружки за пределы оправки.
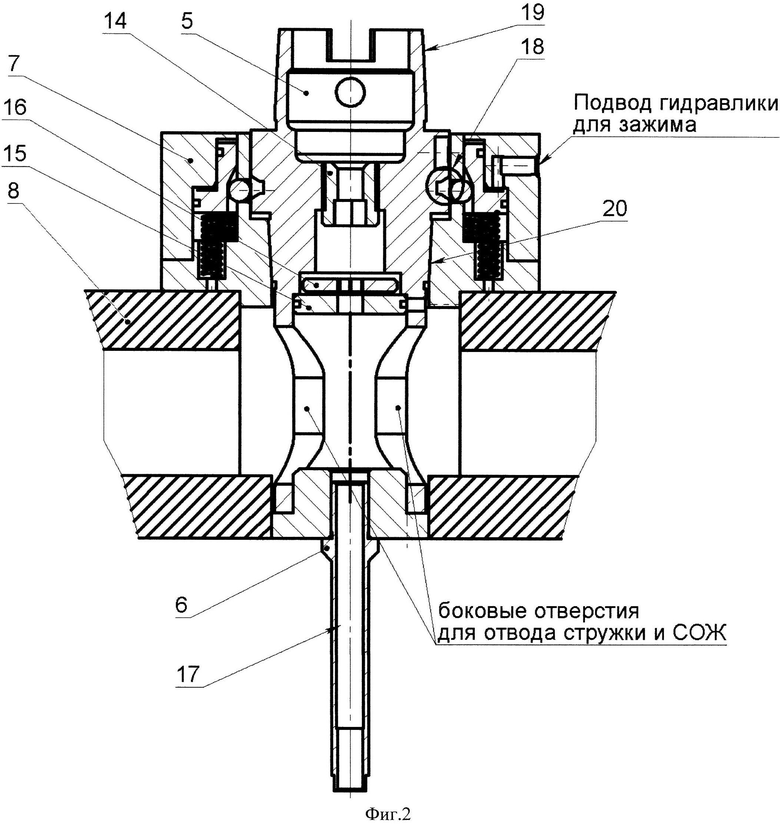
Сущность изобретения поясняется чертежом, где на фиг. 1 дан общий вид многоцелевого станка с увеличенным изображением узла зажима оправки и на фиг. 2 - разрез узла зажима и оправки.
Многоцелевой станок содержит привод 1 и станину 2 с подвижным поворотным столом 3 и подвижной коробообразной колонной 4, оправку 5 с кондукторной втулкой 6, узел зажима 7 оправки 5 и кондукторную плиту 8. Проставка 9, установленная на станине 2, имеет продольные направляющие 10 под колонну 4 и подвижный инструментальный магазин 11. Магазин 11 размещен между стенками колонны 4. Кондукторная плита 8 установлена на направляющих 12, выполненных под шпиндельную бабку 13, и ориентирована перпендикулярно плоскости перемещения поворотного стола 3.
Внутри оправки 5 размещены направляющая втулка 14 и уплотнительные шайбы 15 и 16, которые вместе с кондукторной втулкой 6 являются сменными для каждого диаметра обработки. Кондукторная втулка 6 предназначена для направления и исключения увода сверла при обработке. Направляющая втулка 14 обеспечивает направление при подводе инструмента и исключает разматывание центральной части сверла, а следовательно поломки при обработке. Уплотнительные шайбы 15 и 16 препятствуют выбросу смазочно-охлаждающей жидкости и стружки за пределы оправки 5.
Узел зажима 7 оправки 5 расположен так, что рабочий канал 17 кондукторной втулки 6 ориентирован параллельно направляющим 12 шпиндельной бабки 13 и сообщается с полостью для отвода стружки и смазочно-охлаждающей жидкости, выполненной с боковыми отверстиями. Оправка 5 выполнена с поверхностью 18 под захваты инструментального магазина 11, которая расположена между базирующим шпиндельным конусом 19 и базирующим конусом 20, выполненным для установки в узле зажима 7.
В частных случаях выполнения или использования станка поверхность 18 под захваты инструментального магазина 11 может быть выполнена в виде канавки. Станина 2 может содержать как минимум один стружкоуборочный шнек 21. Шпиндельная бабка 13 может иметь возможность автономного перемещения. Кондукторная плита 8 также может иметь возможность автономного перемещения отдельно от шпиндельной бабки 13. Направляющие 10 под шпиндельную бабку 13 устанавливают на расстоянии от 1200 до 2200 мм, а кондукторную плиту 8 выполняют с шириной, равной как минимум 1/4 расстояния между направляющими 10.
При работе станка обрабатываемая деталь закрепляется на 2-осевом поворотном столе 3 и позиционируется в заданном положении.
При проведении операции глубокого сверления шпиндельная бабка 13 перемещается в крайнее верхнее положение, а кондукторная плита 8 в нижнее положение.
Инструментальный магазин 11 выдвигается из колонны в зону смены инструмента в позиции, где расположена оправка 5. Шпиндельная бабка 13 со шпинделем наезжает на базирующий шпиндельный конус 19 оправки 5 сверху и шпиндель зажимает оправку 5. Инструментальный магазин 11 отводится внутрь коробообразной колонны 4. Затем шпиндельная бабка 13 с зажатой оправкой 5 перемещается вниз к кондукторной плите 8 с узлом зажима 7 оправки 5.
Внутренняя полость оправки 5 служит для отвода смазочно-охлаждающей жидкости и стружки из зоны обработки. Смазочно-охлаждающая жидкость подается в зону обработки под высоким давлением через инструмент, закрепленный в шпинделе, и возвращается под давлением во внутреннюю полость оправки 5, откуда отводится с помощью трубопроводов 22, присоединенных к кондукторной плите 8, в стружкоуборочные шнеки 21, расположенные в станине 2.
При базировании оправки 5 в кондукторной плите 8 механизм зажима инструмента шпинделя освобождает оправку 5, узел зажима 7 кондукторной плиты 8 зажимает оправку 5, таким образом, происходит передача оправки 5 из шпинделя кондукторной плите 8. Далее шпиндельная бабка 13 перемещается в крайнее верхнее положение и инструментальный магазин 11 выдвигается в зону смены инструмента с позицией инструмента для операции глубокого сверления. Шпиндельная бабка 13, опускаясь, зажимает инструмент для глубокого сверления. Инструментальный магазин 11 отводится внутрь коробообразной колонны 4. Затем, перемещаясь вниз, шпиндельная бабка 13 с заданным вращением шпинделя производит обработку через рабочий канал 17 кондукторной втулки 6.
Смена инструмента для глубокого сверления и оправки кондукторной втулки 5 после окончания операции глубокого сверления происходит в обратном порядке.
При обработке стандартным инструментом для сверления, фрезерования и растачивания цикл смены инструмента следующий.
Шпиндельная бабка 13 перемещается в крайнее верхнее положение, а кондукторная плита 8 в нижнее положение. Инструментальный магазин 11 выдвигается из колонны 4 в зону смены инструмента в позиции, где расположен стандартный инструмент. Шпиндельная бабка 13, опускаясь, зажимает инструмент. Инструментальный магазин 11 отводится внутрь колонны 4. Затем, перемещаясь вниз, шпиндельная бабка 13 с заданным вращением шпинделя производит обработку стандартным инструментом через отверстие узла зажима 7 и кондукторной плиты 8 (без оправки 5).
За счет вышеперечисленного деталь может быть обработана по сложной криволинейной поверхности с 5-ти сторон с операциями глубокого сверления в автоматическом режиме, т.е. по заданию УЧПУ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Многоцелевой станок с автоматической сменой инструмента | 1981 |
|
SU1009706A1 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Горизонтальный многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1144836A1 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
Изобретение относится к области станкостроения и может быть использовано в металлорежущих станках с ЧПУ для многоцелевой обработки деталей. Станок содержит станину 2 с подвижным поворотным столом 3 и подвижной коробообразной колонной 4, оправку 5 с соосно установленными в ней сменной кондукторной втулкой 6 и сменной направляющей втулкой 14, узел зажима 7 оправки 5 и кондукторную плиту 8. Между стенками колонны 4 размещен подвижный инструментальный магазин 11. Кондукторная плита 8 установлена на направляющих 12 шпиндельной бабки 13 и ориентирована перпендикулярно плоскости перемещения поворотного стола 3. Узел зажима 7 оправки 5 расположен так, что рабочий канал 17 кондукторной втулки 6 ориентирован параллельно направляющим 12 шпиндельной бабки 13 и сообщается с полостью оправки для отвода стружки и смазочно-охлаждающей жидкости, выполненной с боковыми отверстиями. Оправка 5 выполнена с поверхностью 18 под захваты инструментального магазина 11, которая расположена между базирующим шпиндельным конусом 19 и базирующим конусом 20, выполненным для установки в узле зажима. 5 з.п. ф-лы, 2 ил.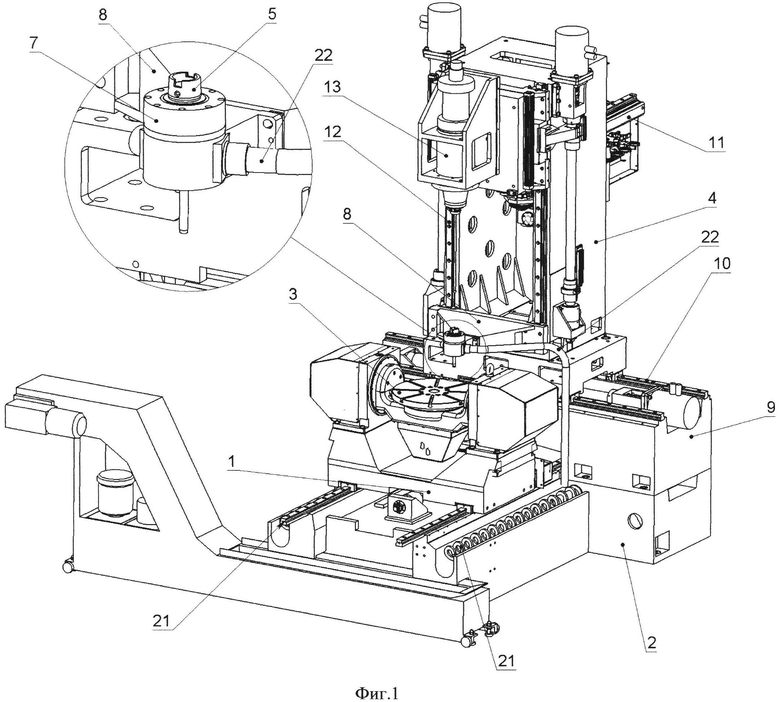
1. Многоцелевой станок, содержащий станину с размещенным на ней подвижным поворотным столом и подвижной коробообразной колонной, шпиндельную бабку, установленную с возможностью перемещения по продольным направляющим, размещенным на колонне, и подвижный инструментальный магазин, установленный между стенками колонны, отличающийся тем, что он снабжен оправкой с соосно установленными в ней сменной направляющей втулкой и сменной кондукторной втулкой, узлом зажима оправки и кондукторной плитой, установленной на направляющих шпиндельной бабки перпендикулярно плоскости перемещения поворотного стола, при этом оправка выполнена с базирующим шпиндельным конусом, базирующим конусом, выполненным для установки в узле зажима, и расположенной между ними поверхностью под захваты инструментального магазина, а сменная кондукторная втулка выполнена с рабочим каналом, ориентированным параллельно направляющим шпиндельной бабки и сообщающимся с полостью оправки для отвода стружки и смазочно-охлаждающей жидкости, выполненной с боковыми отверстиями.
2. Станок по п. 1, отличающийся тем, что поверхность под захваты инструментального магазина выполнена в виде канавки.
3. Станок по п. 1, отличающийся тем, что станина содержит как минимум один стружкоуборочный шнек.
4. Станок по п. 1, отличающийся тем, что кондукторная плита выполнена с возможностью перемещения независимо от шпиндельной бабки.
5. Станок по п. 1, отличающийся тем, что ширина кондукторной плиты равна как минимум 1/4 расстояния между направляющими шпиндельной бабки.
6. Станок по п. 1, отличающийся тем, что внутри оправки установлены сменные уплотнительные шайбы.
| Газоплотный шибер | 1953 |
|
SU98350A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Многоцелевой станок с автоматической сменой инструмента | 1990 |
|
SU1748990A1 |
| Способ очистки от смолистых примесей подсмольной воды, технического ацетата кальция (порошка) и технического ацетата натрия | 1923 |
|
SU10361A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТАБЛЕТОК С ПОКРЫТИЕМ | 1995 |
|
RU2177310C2 |
| US 5885199 A, 23.03.1999 | |||

