i.ri i.ii- н(Ч1цы 11, iipt iui. i ч;1Ч1М|И1.н для 1);г М( 1цс ПИЯ инструментальных оправок 7 торц )иыми ппзами 12 и инструментом 13. Ненцы 11 расположены между осио- нанием 15 и верхней плитой, которые yrii)yri) сиячаиы посредстпом 1И :ртикал1 - ных стоек с пружинами. На основании 13 чакреплены апари11ные датчики, исключающие возможность поломки магазина и шпинделя в случае перебег а и1пиндели. Зубчатые венцы 11 кинематически свяуаны между собой, шестерней 2Ь - с дисковой муфтой 27, через редуктор Z8 - с двигателем 30. В каждом зубчатом венце 11 установлено
1
Изобретение относ1ггся к сташсо- строе 1ию, в частности к многоцелевым станкам с числовым программным управлением (ЧПУ) , оснащенным ycTptnicT- нтми автоматической смены инструмен- т а.
Цель изобретения - расширение технологических возможностей, повышение надежности и упрощение смены инструмента без довода шпинделя.
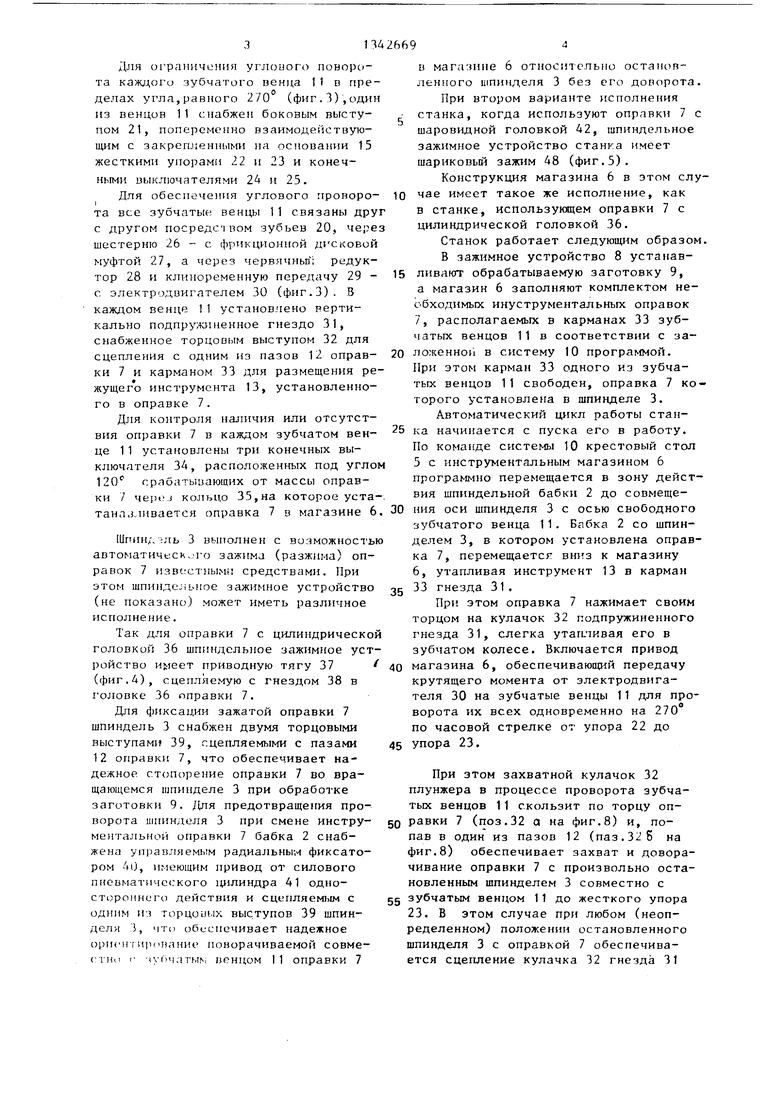
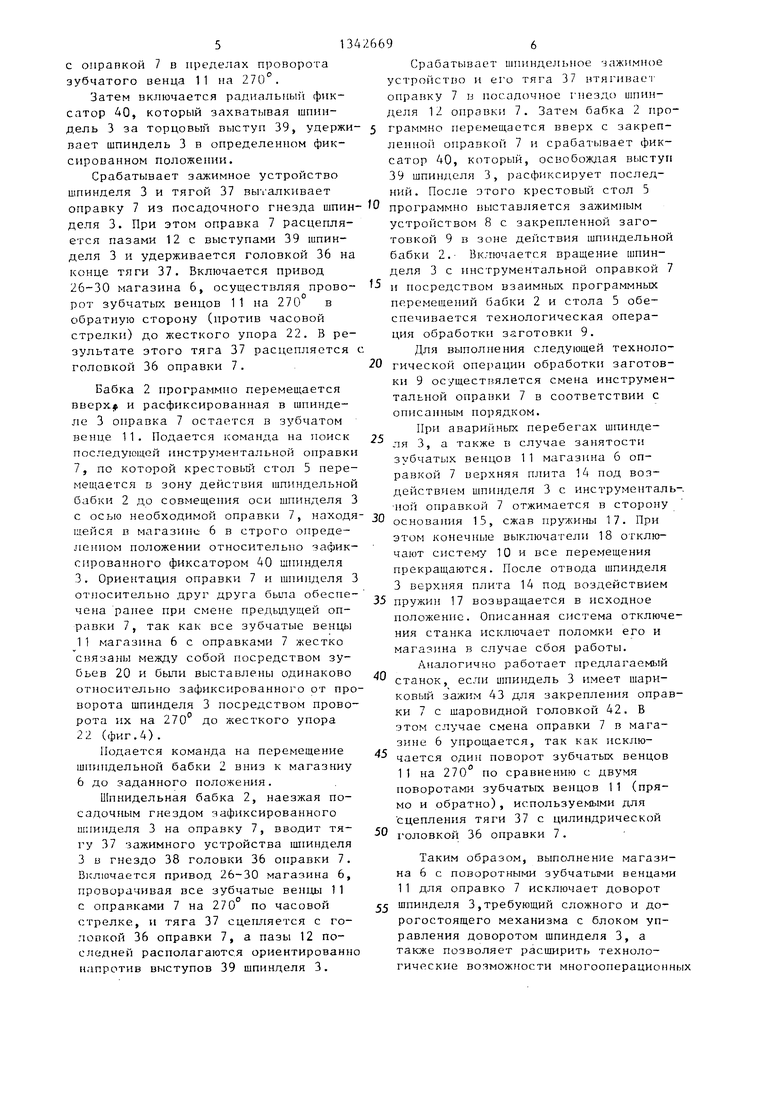
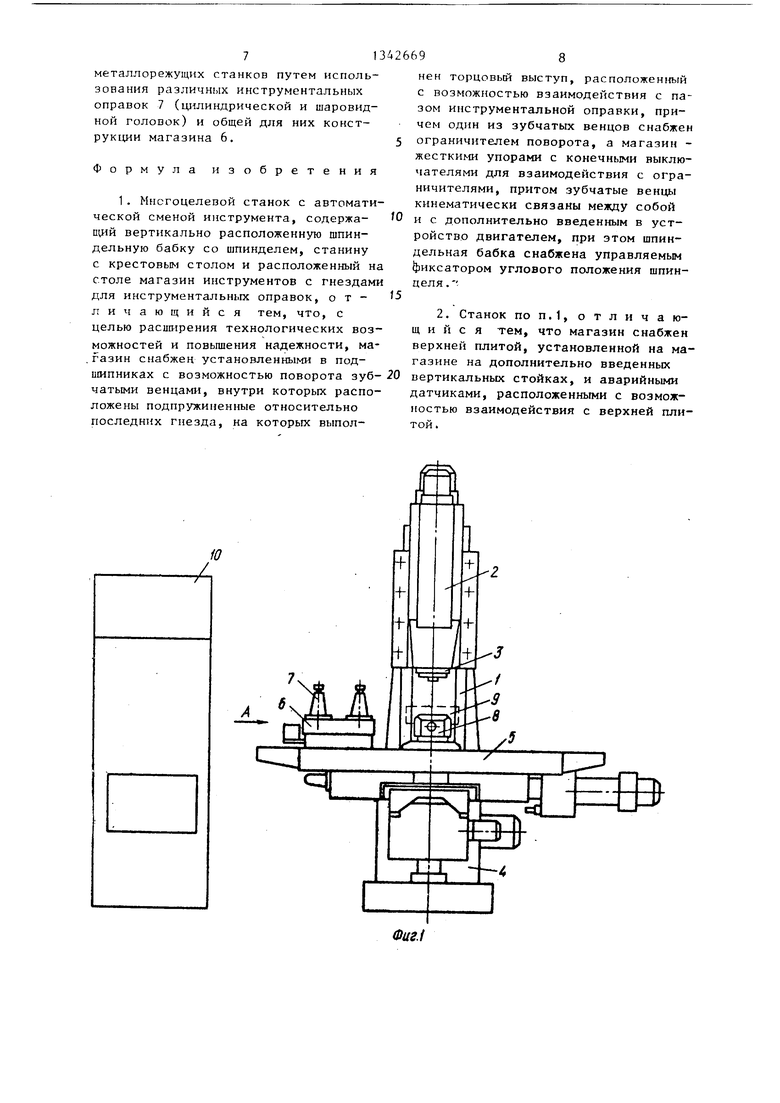
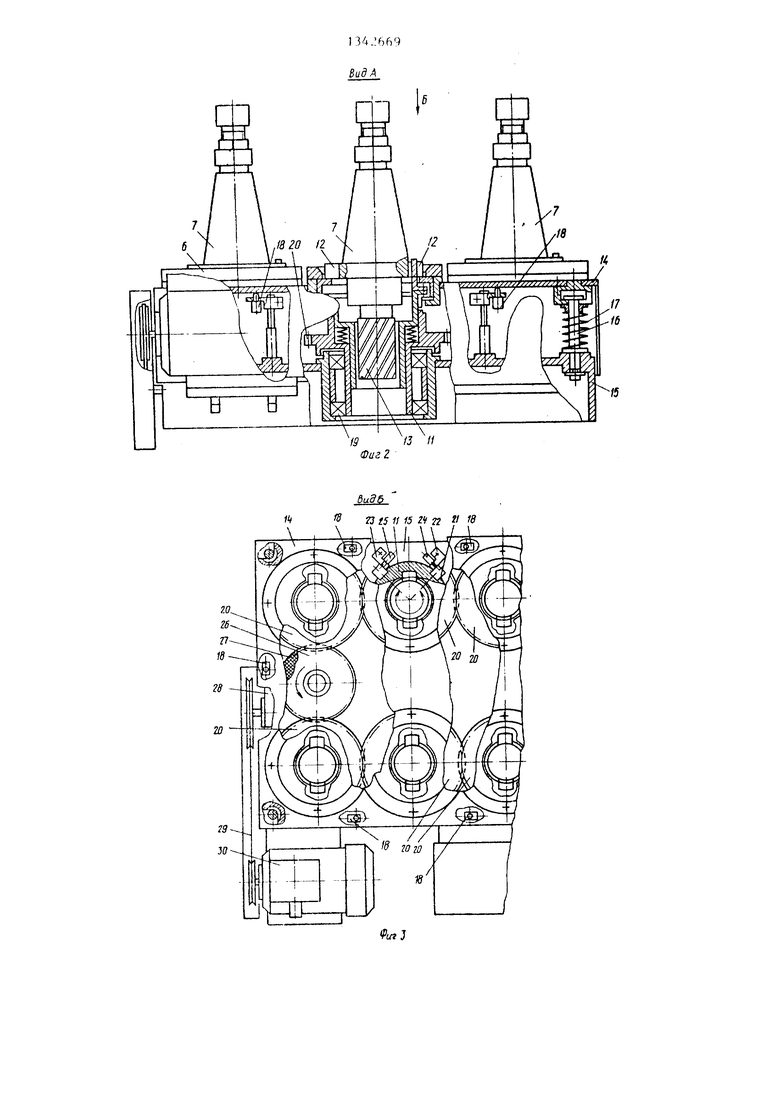
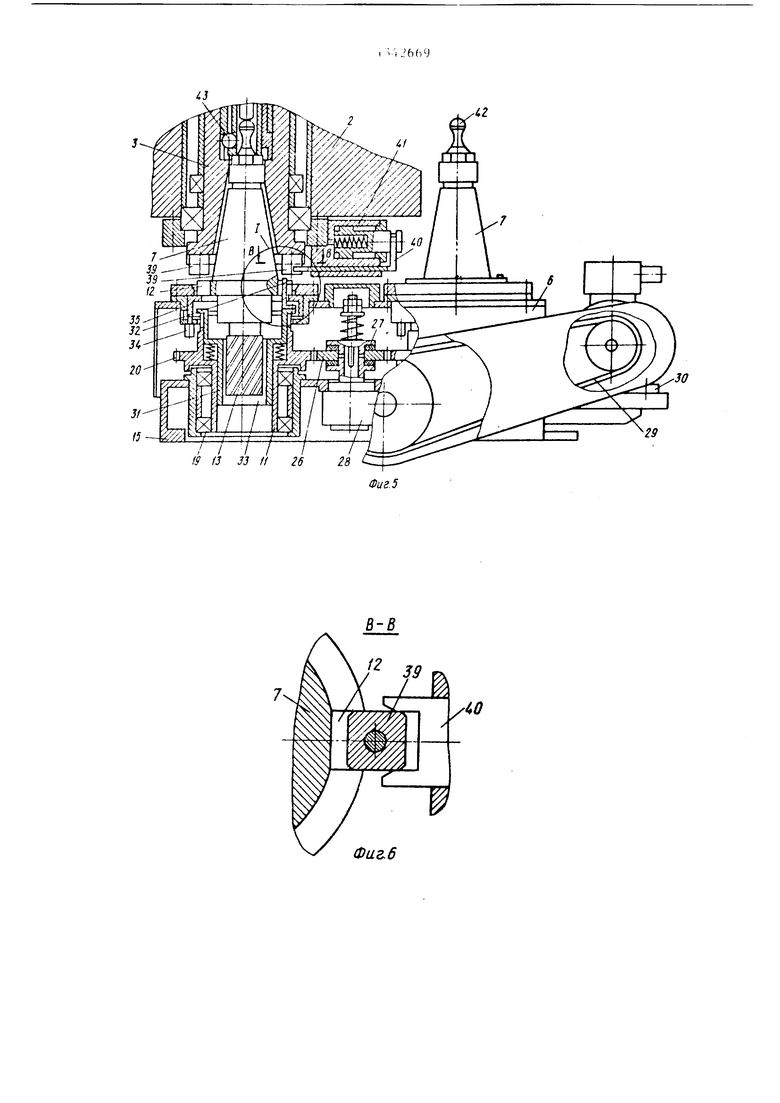
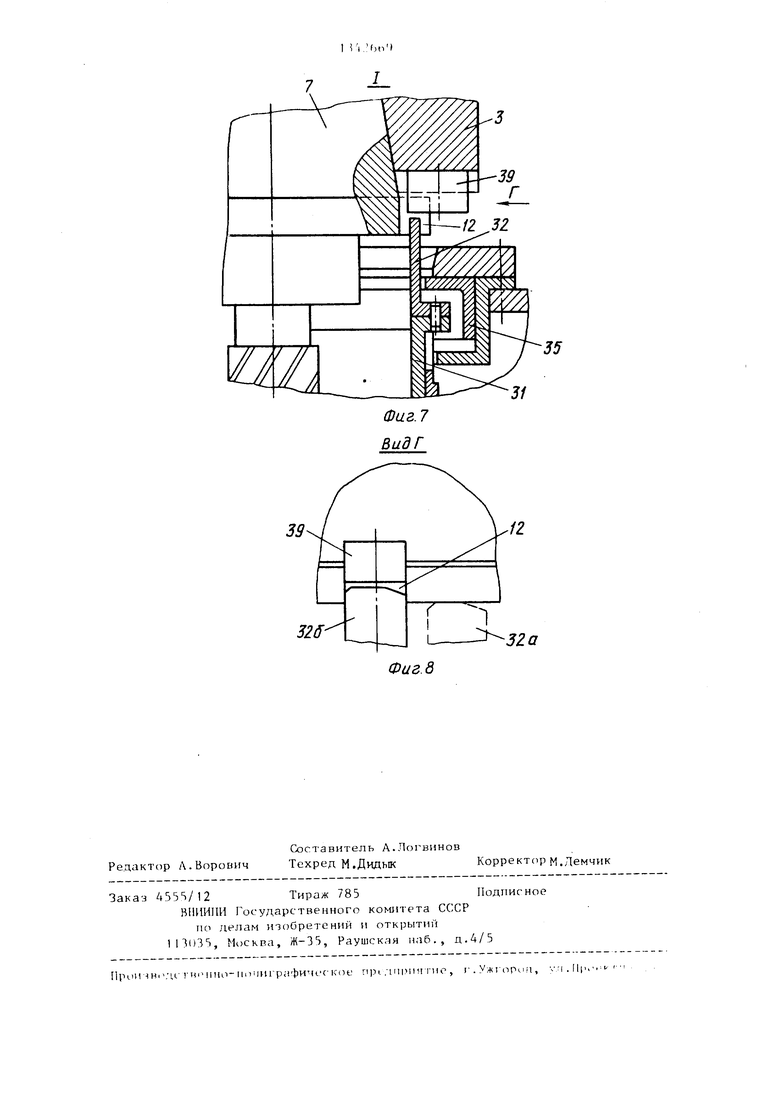
На (iinr.l изображе} предлагаемый многоцелевой станок, общий вид; на фиг.2 - вид А на фиг.1 (инструмен- тальньп магазин с оправками, вид сбоку); на фиг.З - вид Б на фиг.2 (инструментальный магазин, вид сверху) ; на фиг.4 - станок с магазином, обеспечивающим автоматичекую смену инструментальных оправок с цилиндрической головкой, вариант исполнения; на фиг .З - то же, с шаровидной головкой; на фиг.6 - разрез В-В на фиг. | и 5 (разрез по фиксатору шпинделя); на фиг.7 - узел I на фиг.4 и 5 (момент сцепления кулачка гнезда магазина и шпинделя с оц11авкой) ; на фиг.8 - вид Г на фиг.7 (момент сцепления кулачка гнезда маг-азина и шпинделя с оправкой, вид сбоку).
Многоцелевой станок содержит колонну 1 (фиг.1), на которой установлена вертикально подвижная бабка 2 со шпипг;е. 1ем 3, станину 4 с горизонтально пер1 меща1ощимся по двум коор4(1 f) Ч
ПОДПРУЖП lf(:IIHiU Г И ЗДО )1 С Г О)Ч1,( 1И I.IM
ныступом 3. для 1 Ц( Пления с пазом К опрапки 7. Зубчатые ненцы 11 снабжены OoKiiBbiM HhicTyiii M, вза11моде1к:тву101иим с yiicipa ui. Угч.хп поворота зубчатого и(М1ца ограничен. tlnpanKa 7 нажимает на Topuofiiiifi выступ 32 гл1езда 31 . Включя.ется д,вигатель 30 и обеспечи- нает попорот всех зубчатых ве1щов и оправки 7 совместно со 1ипи ;;елем на ог ра угол, после чего шпиндель зажимается фиксатором АО, что 1тозниля(т осу1цеств:1ять смену инструмента бс З доворота ипшнделя. 1 з.п. ф-лы, 8 ил.
5
0
динатам крестовым столом 5, на котором закреплены инструментал1)НЫЙ магазин 6 с комплектом инструмс}ггал;,ных оправок 7 и сменное зажимное устройство 8 для закрепления обрабатываемых заготовок 9, систему К ЧПУ, О1ц:)еделяющую циклограмму работы станка в соответствии с заложенноГ в нее программой и обеспечивающую управление всеми составными частями станка.
ycTatioBJieHHbnl на столе S станка инструментальный магазин 6 имеет шесть зубчатых венцов 1 1 , П1-)едназна- ченных дчя размещения инструментальных оправок 7 с двуьш пазами 12 и инструментом 13 (фиг.2).
Гнезда расположены между верхней плитой 14 и основанием 15 магазина 6. При птом верхняя плита 14 и основание 15 уцруго связаны собой посредстпом вертикаль)и.гх CTuei, 1 h с пружинами 17. На осн1.1вании 15 закреплено несколько конечных вь ключате- лей 18, размещенных }1епосредс ; вен- но у нижнего торца верхней плиты 14, что исключает возможность поломки маг азина 6 в случае сбоя станка (перебег шпинделя 3 в горизо1ггальном и вертикальном направлениях).
Каждьп зубчатый венец 1I выполнен поворотным за счет того, что установлен в основаши 15 нл подшипниках 19 качения и снабжсм чубья- мн 20.
Для ограничения углоиог о поворота каж/л,ого зубчатого венца 1 1 в пределах угла,равного 270 (фиг.3),один из венцов 11 снабжен боковым выступом 21, попеременно взаимодействующим с закрепленными на осно1зан1Ш 15 жесткими упорами 22 и 23 и конечными выключателями 24 и 25.
Для обеспечения углового проворо- та все зубчатые венцы 11 связаны дру с другом посредством зубьев 20, чере шестерню 26 - с фрикционной Д1 сковой муфтой 27, а через червячньп: редуктор 28 и клиноременную передачу 29 - с электродвигателем 30 (фиг.З). В каждом венце 11 установлено вертикально подпру;ю1ненное гнездо 31, снабженное торцовым выступом 32 для сцепления с одним из пазов 12 оправки 7 и карманом 33 для размещения ре- жущег о инструмента 13, установленного в оправке 7.
Для контроля наличия или отсутствия оправки 7 в каждом зубчатом венце 11 установлены три конечных выключателя 34, расположенных под углом
120
срабатывающих от массы оправАвтоматический цугкл работы стан- 25 ка начинается с пуска его в работу. По команде системы 10 крестовый стол 5 с инструментальным магазином 6 программно перемещается в зону действия шпиндельной бабки 2 до совмещеки 7 4ei)ej кольцо 35,на которое уста-: тана.зливается оправка 7 в магазине 6, 30 ния оси шпинделя 3 с осью свободного
зубчатого венца 11. Бабка 2 со шпин- выполнен с возможностью
ШПИНД --ЛЬ 3
aвтo iaтичtcк,,гa зажима (разжима) оправок 7 известными средствами. При этом шпиндельное зажимное устройство (не показано) может иметь различное исполнение.
Так для оправки 7 с цилиндрической головкой 36 шпиндельное зажимное устройство HfcieeT приводную тягу 37 (фиг.4), сцепляемую с гнездом 38 в г оловке 36 оправки 7.
Для фиксации зажатой оправки 7 шпиндель 3 снабжен двумя торцовыми выступами 39, сцепляемыми с пазами 12 оправки 7, что обеспечивает надежное стопорение оправки 7 во вращающемся шпинделе 3 при обработке заготовки 9. Для предотвращения про- ворота шпинделя 3 при смене инстру- ментальрк й оправки 7 бабка 2 снабжена управляемым радиальным фиксатором 4l, имеющим привод от силового пневматического щшиндра 41 одно- ст(1роинего действия и сцегшяем1)1м с од}П1м из торцоиых выступов 39 шпинделя 3, что обеспечивает надежное орисмт И11(4)ание поворачиваемо) совме- сгич 1- iyf)чaты, пенцом II оправки 7
35
40
делем 3, в котором установлена оправка 7, перемещается вниз к магазину 6, утапливая инструмент 13 в карман 33 гнезда 31.
При этом оправка 7 нажимает своим торцом на кулачок 32 подпружиненного гнезда 31, слегка утагьчивая его в зубчатом колесе. Включается привод магазина 6, обеспечивающий передачу крутящего момента от электродвигателя 30 на зубчатые венцы 11 для про- ворота их всех одновременно на 270° по часовой стрелке от упора 22 до 45 упора 23.
При этом захватной кулачок 32 плунжера в процессе проворота зубчатых венцов 11 скользит по торцу оп50 равки 7 (поз.32 а на фиг.8) и, попав в один из пазов 12 (паз.32 б на фиг.8) обеспечивает захват и довора- чивание оправки 7 с произвольно остановленным шпинделем 3 совместно с
55 зубчатым венцом 11 до жесткого упора 23. В этом случае при любом (неопределенном) положении остановленного шпинделя 3 с оправкой 7 обеспечивается сцепление кулачка 32 гнезда 31
в магазине 6 относительно остановленного шпинделя 3 без его доворота.
При втором варианте исполнения станка, когда используют оправки 7 с шаровидной головкой 42, шпиндельное зажимное устройство станка имеет шариковый зажим 48 (фиг.5).
Конструкция магазина 6 в этом слу- чае имеет такое же исполнение, как в станке, использукхцем оправки 7 с цилиндрической головкой 36,
Станок работает следующим образом. В зажимное устройство 8 устанав- ливают обрабатываемую заготовку 9, а магазин 6 заполняют комплектом необходимых инуструментальных оправок 7, располагаемых в карманах 33 зубчатых венцов 11 в соответствии с за- ложеннои в систему 10 программой. При этом карман 33 одного из зубчатых венцов 11 свободен, оправка 7 которого установлена в шпинделе 3.
Автоматический цугкл работы стан- ка начинается с пуска его в работу. По команде системы 10 крестовый стол 5 с инструментальным магазином 6 программно перемещается в зону действия шпиндельной бабки 2 до совмещения оси шпинделя 3 с осью свободного
зубчатого венца 11. Бабка 2 со шпин-
5
0
делем 3, в котором установлена оправка 7, перемещается вниз к магазину 6, утапливая инструмент 13 в карман 33 гнезда 31.
При этом оправка 7 нажимает своим торцом на кулачок 32 подпружиненного гнезда 31, слегка утагьчивая его в зубчатом колесе. Включается привод магазина 6, обеспечивающий передачу крутящего момента от электродвигателя 30 на зубчатые венцы 11 для про- ворота их всех одновременно на 270° по часовой стрелке от упора 22 до 5 упора 23.
При этом захватной кулачок 32 плунжера в процессе проворота зубчатых венцов 11 скользит по торцу оп0 равки 7 (поз.32 а на фиг.8) и, попав в один из пазов 12 (паз.32 б на фиг.8) обеспечивает захват и довора- чивание оправки 7 с произвольно остановленным шпинделем 3 совместно с
5 зубчатым венцом 11 до жесткого упора 23. В этом случае при любом (неопределенном) положении остановленного шпинделя 3 с оправкой 7 обеспечивается сцепление кулачка 32 гнезда 31
с опрапкой 1 в пределах проворота зубчатого венца 11 на 270 .
Затем включается радиальиьи фиксатор 40, который захватывая шпиндель 3 за торцовый выступ 39, удерживает шпиндель 3 в определенном фиксированном положении.
Срабатывает зажимное устройство шпинделя 3 и тягой 37 выч алкивает
оправку 7 из посадочного гнезда шпин- О программно выставляется зажимным
деля 3. При этом оправка 7 расцепляется пазами 12 с выступами 39 шпинделя 3 и удерживается головкой 36 на конце тяги 37. Включается привод
устройством 8 с закрепленной заготовкой 9 в зоне действия шпиндельно бабки 2.- Включается вращение шпинделя 3 с инструментальной оправкой
26-30 магазина 6, осуществляя прово- -5 и посредством взаимных программных
перемещений бабки 2 и стола 5 оберот зубчатых венцов 11 на 270 в обратную сторону (против часовой стрелки) до жесткого упора 22. В результате этого тяга 37 расцепляется с головкой 36 оправки 7 .20
Бабка 2 программно перемещается BBepXjii и расфиксированная в шпинделе 3 оправка 7 остается в зубчатом венце 11. Подается команда на поиск 25 последующей инструментальной оправки 7, по которой крестовьй стол 5 перемещается в зону действия шпиндельной бабки 2 до совмещения оси шпинделя 3
спечивается технологическая операция обработки заготовки 9.
Для выполнения следующей техноло гической операции обработки заготов ки 9 осущест1 ялется смена инструмен тальной оправки 7 в соответствии с описанным порядком.
При аварийных перебегах шпинделя 3, а также в случае занятости зубчатых венцов 11 магазина 6 оправкой 7 верхняя плита 14 под воздействием шпинделя 3 с инструментал НОЙ оправкой 7 отжимается в сторону
При аварийных перебегах шпинделя 3, а также в случае занятости зубчатых венцов 11 магазина 6 оправкой 7 верхняя плита 14 под воздействием шпинделя 3 с инструментал НОЙ оправкой 7 отжимается в сторону
с осью необходимой оправки 7, находя- эп,гIT п
J - JU основания 15, сжав пружины 17. При
этом конечные выключатели 18 отключают систему 10 и все перемещения прекращаются
щейся в магазине 6 в строго определенном положении относительно зафиксированного фиксатором 40 шпинделя 3. Ориентация оправки 7 и щпинделя 3 относительно друг друга была обеспечена ранее при смене предыдущей оправки 7, так как все зубчатые венцы 11 магазина 6 с оправками 7 жестко связаны между собой посредством зу- Сьев 20 и были выставлены одинаково относительно зафиксированного от проворота шпинделя 3 посредством проворота их на 270° до жесткого упора 22 (фиг.4).
Подается команда на перемещение шпиндельной бабки 2 вниз к магазниу 6 до заданного положения.
Ипнидельная бабка 2, наезжая посадочным гнездом зафиксированного шпинделя 3 на оправку 7, вводит тягу 37 зажимного устройства шшнделя 3 в гнездо 38 головки 36 оправки 7. В1сл1ачается привод 26-30 магазина 6, проворачивая все зубчатые венцы 11 с оправками 7 на 270 по часовой стрелке, и тяга 37 сцегшяется с головкой 36 оправки 7, а пазы 12 последней располагаются ориентированно напротив выступов 39 шпинделя 3.
После отвода щпинделя 3 верхняя плита 14 под воздействием
35 пружин 17 возвращается в исходное
положение. Описанная система отключ ния станка исключает поломки его и магазина в случае сбоя работы.
Аналогично работает предлагаемый
станок, если шпиндель 3 имеет шариковый зажим 43 для закрепления опра ки 7 с шаровидной головкой 42. В этом случае смена оправки 7 в магазине 6 упрощается, так как исклю45
50
чается один поворот зубчатых венцов 11 на 270 по сравнению с двумя поворотами зубчатых венцов 11 (прямо и обратно), используемыми для сцепления тяги 37 с цилиндрической 1 оловкой 36 оправки 7.
Таким образом, выполнение магази на 6 с поворотными зубчатыми венцами 11 для оправко 7 исключает доворот шпинделя 3,требующий сложного и дорогостоящего механизма с блоком управления доворотом шпинделя 3, а также позволяет расширить технологические возможности многооперацион
Срабатывает шпиндельное зажимное устройство и его тяга 37 втягивает оправку 7 в посадочное гнездо шпинделя 12 оправки 7. Затем бабка 2 программно перемещается вверх с закрепленной оправкой 7 и срабатывает фиксатор 40, который, освобождгая выступ 39 шпинделя 3, расфиксирует последний. После этого крестовый стол 5
устройством 8 с закрепленной заготовкой 9 в зоне действия шпиндельной бабки 2.- Включается вращение шпинделя 3 с инструментальной оправкой 7
спечивается технологическая операция обработки заготовки 9.
Для выполнения следующей технологической операции обработки заготовки 9 осущест1 ялется смена инструментальной оправки 7 в соответствии с описанным порядком.
При аварийных перебегах шпинделя 3, а также в случае занятости зубчатых венцов 11 магазина 6 оправкой 7 верхняя плита 14 под воздействием шпинделя 3 с инструменталь НОЙ оправкой 7 отжимается в сторону
,гIT п
этом конечные выключатели 18 отключают систему 10 и все перемещения прекращаются
После отвода щпинделя 3 верхняя плита 14 под воздействием
пружин 17 возвращается в исходное
положение. Описанная система отключения станка исключает поломки его и магазина в случае сбоя работы.
Аналогично работает предлагаемый
станок, если шпиндель 3 имеет шариковый зажим 43 для закрепления оправки 7 с шаровидной головкой 42. В этом случае смена оправки 7 в магазине 6 упрощается, так как исклю
чается один поворот зубчатых венцов 11 на 270 по сравнению с двумя поворотами зубчатых венцов 11 (прямо и обратно), используемыми для сцепления тяги 37 с цилиндрической 1 оловкой 36 оправки 7.
Таким образом, выполнение магазина 6 с поворотными зубчатыми венцами 11 для оправко 7 исключает доворот шпинделя 3,требующий сложного и дорогостоящего механизма с блоком управления доворотом шпинделя 3, а также позволяет расширить технологические возможности многооперационных
71342669
ежущих станков путем испольразличных инструментальных 7 (цилиндрической и шаровидвок) и общей для них констагазина 6.
ула изобретения
йе с зо че ог же ча ни ки и ро де фи де
1. Многоцелевой станок с автоматической сменой инструмента, содержа- вертикально расположенную шпиндельную бабку со шпинделем, станину с крестовым столом и расположенный на столе магазин инструментов с гнездами для инструментальных оправок, отличающийся тем, что, с целью расширения технологических возможностей и повьппения надежности, магазин снабжен установленными в под/0
йен торцовый выступ, расположенный с возможностью взаимодействия с пазом инструментальной оправки, причем один из зубчатых венцов снабжен ограничителем поворота, а магазин - жесткиьш упорами с конечньми выключателями для взаимодействия с ограничителями, притом зубчатые венцы кинематически связаны между собой и с дополнительно введенным в устройство двигателем, при этом шпиндельная бабка снабжена управляемым фиксатором углового положения шпинделя .
f5
2. Станок по П.1, отличающийся тем, что магазин снабжен верхней плитой, установленной на магазине на дополнительно введенных
игипниках с возможностью поворота зуб- 20 вертикальных стойках, и аварийными чатыми венцами, внутри которых распо- датчиками, расположенными с возмож- ложены подпружиненные относительно костью взаимодействия с верхней пли- последних гнезда, на которых выпол- той.
8
йен торцовый выступ, расположенный с возможностью взаимодействия с пазом инструментальной оправки, причем один из зубчатых венцов снабжен ограничителем поворота, а магазин - жесткиьш упорами с конечньми выключателями для взаимодействия с ограничителями, притом зубчатые венцы кинематически связаны между собой и с дополнительно введенным в устройство двигателем, при этом шпиндельная бабка снабжена управляемым фиксатором углового положения шпинделя .
f5
/
fO
Вид А
15
Фигг
видб
гз 5 W 15 гч п
, . . L
/ / 7 / 19 /3 33 ft
26
42
29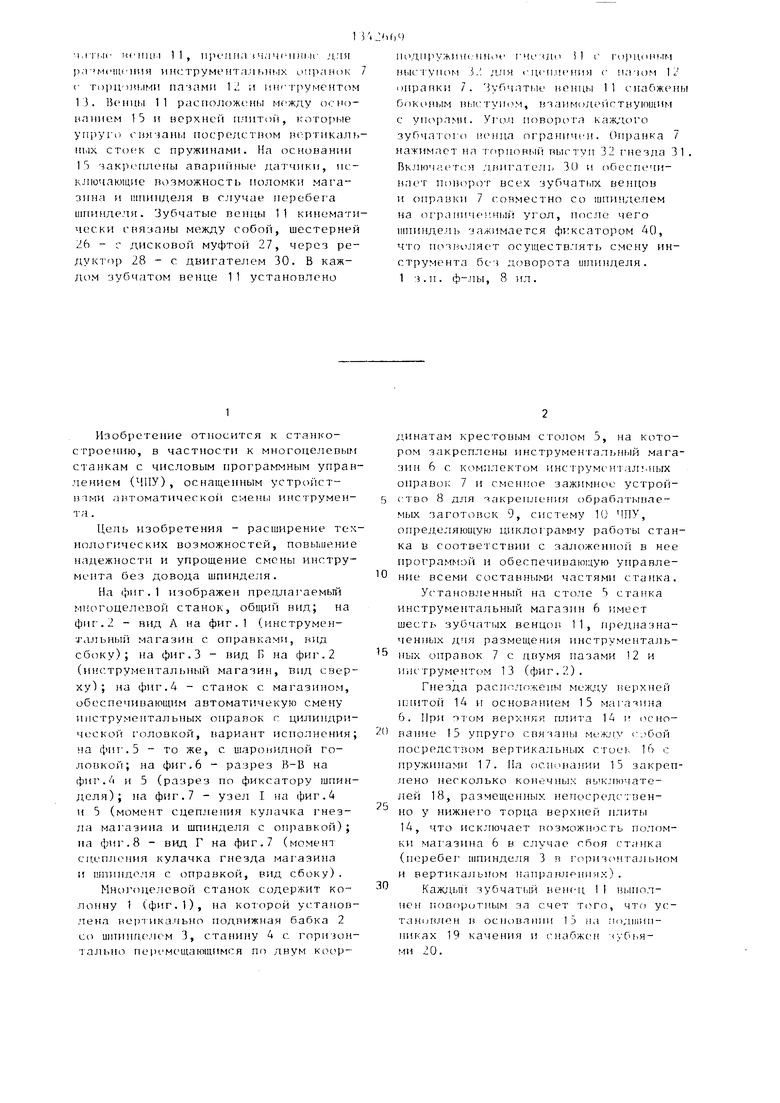
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1065132A1 |
| Механизм автоматической сменыиНСТРуМЕНТА | 1970 |
|
SU821069A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Многоцелевой станок с автоматической сменой инструмента | 1981 |
|
SU1009706A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Горизонтальный многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1144836A1 |
| Устройство для автоматическойСМЕНы иНСТРуМЕНТОВ HA МЕТАллО-РЕжущЕМ CTAHKE | 1978 |
|
SU852163A3 |
| Инструментальный магазин | 1977 |
|
SU663535A1 |
Изобретение относится к области станкостроения, в частности к многоцелевым станкам с автоматической сменой инструмента. Целью изобретения является увеличение надежности и расширение технологических возможностей. Инструментальный магазин 6 имеет зуб19 fd 26 2В ЗВ SB (Л оо 4 ьэ О5 О) со 29 30
40
Фиг.6
Редактор Л.Ворович
Составитель А.Логвинов
Техред М.ДидыкКорректор м.Демчик
Заказ 455S/12Тираж 785Подписное
ВНИИПИ Государственного комитета СССР
но делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д.4/5
Промчи, u гшмшо-нпчиграфическое npt , I lte , г . v ropoii,
Фиг.8
| Кучер И.М | |||
| Металлорежущие станки | |||
| Л.: Машиностроение, 1969,с.692. |
