Область техники, к которой относится изобретение
[1] Настоящее изобретение относится к поточной системе формования изделий пельменного типа, и более конкретно к поточной системе формования изделий пельменного типа, которая принимает лист лапшового теста для оболочки изделий пельменного типа, нарезает оболочку изделия пельменного типа, складывает оболочку изделия пельменного типа, заполненную начинкой изделия пельменного типа, и тем самым формует изделие пельменного типа.
Уровень техники
[2] Как правило, изделия пельменного типа делают заполнением внутренностей оболочек пельменного типа, сформированных из пшеничного теста, начинкой изделий пельменного типа. В этом случае, согласно прототипу, вследствие трудностей обработки для соединения оболочек пельменного типа, заполненных начинкой пельменного типа, специалист вынужден формовать изделия пельменного типа один за другим вручную.
[3] Таким образом, формование изделий пельменного типа требует очень больших затрат времени и труда, и поэтому осложняет массовое производство.
[4] В недавние годы для разрешения этой проблемы были изготовлены некоторые устройства для формования изделий пельменного типа, которые создают изделия пельменного типа автоматически. Однако они имеют сложную конструкцию, занимают обширную производственную площадь, и тем самым имеют низкую производительность относительно занимаемой ими площади установки.
[5] Кроме того, в устройствах для формования изделий пельменного типа согласно прототипу происходит плохое уплотнение, вследствие чего в процессе складывания и слипания оболочки пельменного типа, заполненной начинкой пельменного типа, оболочка пельменного типа не запечатывается должным образом, и тем самым начинка пельменного типа выпадает из оболочки изделия пельменного типа.
Сущность изобретения
Техническая задача
[6] Варианты осуществления настоящего изобретения представляют поточную систему формования изделий пельменного типа, которая занимает малую производственную площадь, и поэтому имеет высокую производительность относительно занимаемой ею площади установки, и изделие пельменного типа может быть сформовано с точной формой, и тем самым может быть сокращено возникновение дефектов.
Техническое решение
[7] Согласно одному аспекту настоящего изобретения, представлена поточная система формования изделий пельменного типа, включающая устройство нарезки оболочек пельменного типа, которое разрезает лист лапшового теста с образованием оболочки пельменного типа, нижнее фальцевальное устройство формования изделий пельменного типа, которое размещено в нижней части устройства нарезки оболочек пельменного типа, на которое укладывается нарезанная оболочка пельменного типа, и которое прижимает и сворачивает оболочку пельменного типа, в которую подается начинка пельменного типа, и уплотняющее устройство, которое размещено на верхней части нижнего фальцевального устройства формования изделий пельменного типа и сжимает и запечатывает сложенную оболочку пельменного типа.
[8] Устройство нарезки оболочек пельменного типа может включать раму устройства нарезки, первый прижим листа лапшового теста, который поддерживается рамой устройства нарезки, и первоначально прижимает лист лапшового теста к выступающему резаку, сформированному в нижнем фальцевальном устройстве формования изделий пельменного типа, и второй прижим листа лапшового теста, который поддерживается рамой устройства нарезки, размещен в отдалении от первого прижима листа лапшового теста, и вторично прижимает к выступающему резаку лист лапшового теста, первоначально прижатый первым прижимом листа лапшового теста.
[9] Первый прижим листа лапшового теста может включать первую поворотную штангу, которая с возможностью поворота соединена с рамой устройства нарезки, первый прижимной валик, который с возможностью вращения соединен с первой поворотной штангой и прижимает лист лапшового теста, и первый регулятор высоты, который поддерживается рамой устройства нарезки, соединен с первой поворотной штангой и корректирует высоту первого прижимного валика относительно выступающего резака путем регулирования угла поворота первой поворотной штанги.
[10] Второй прижим листа лапшового теста может включать вторую поворотную штангу, которая с возможностью поворота соединена с рамой устройства нарезки, второй прижимной валик, который с возможностью вращения соединен со второй поворотной штангой и прижимает лист лапшового теста, и второй регулятор высоты, который поддерживается рамой устройства нарезки, соединен со второй поворотной штангой и корректирует высоту второго прижимного валика относительно выступающего резака путем регулирования угла поворота второй поворотной штанги.
[11] Уплотняющее устройство может включать уплотняющий прессующий блок, включающий первый опорный уплотняющий башмак, который прижимает оболочку пельменного типа, сложенную нижним фальцевальным устройством формования изделий пельменного типа, и второй опорный уплотняющий башмак, который размещен в отдалении от первого опорного уплотняющего башмака и прижимает оболочку пельменного типа по направлению первого опорного уплотняющего башмака, уплотнительную криволинейную направляющую, которая соединена с уплотняющим прессующим блоком и перемещает первый опорный уплотняющий башмак и второй опорный уплотняющий башмак, и уплотнительный подвижный блок, который соединен с уплотняющим прессующим блоком и перемещает уплотняющий прессующий блок относительно уплотнительной криволинейной направляющей.
[12] Могут быть предусмотрены множество уплотняющих прессующих блоков, и множество уплотняющих прессующих блоков могут быть размещены в форме гусеничной цепи.
[13] Уплотняющий прессующий блок может включать уплотнительную опорную пластину, соединенную с уплотнительным подвижным блоком, первую подвижную пластину, которая соединена с уплотнительной опорной пластиной, будучи относительно подвижной, и к которой присоединен первый опорный уплотняющий башмак, подвижную часть первой подвижной пластины, соединенную с первой подвижной пластиной, соединенной с уплотнительной криволинейной направляющей, и которая перемещает первую подвижную пластину, вторую подвижную пластину, которая соединена с уплотнительной опорной пластиной, будучи относительно подвижной, и к которой присоединен второй опорный уплотняющий башмак, подвижную часть второй подвижной пластины, соединенную со второй подвижной пластиной, соединенной с уплотнительной криволинейной направляющей, и которая перемещает вторую подвижную пластину, первую часть для возвращения в исходное положение, которая соединена с уплотнительной опорной пластиной, соединена с первой подвижной пластиной, и возвращает первую подвижную пластину, перемещаемую подвижной частью первой подвижной пластины, в ее исходное положение, и вторую часть для возвращения в исходное положение, которая соединена с уплотнительной опорной пластиной, соединена со второй подвижной пластиной, и возвращает вторую подвижную пластину, перемещаемую подвижной частью второй подвижной пластины, в ее исходное положение.
[14] Подвижная часть первой подвижной пластины может включать первый центральный вращающийся вал, соединенный с первой подвижной пластиной, и первый вращающийся валик, соединенный с возможностью вращения с первым центральным вращающимся валом.
[15] Подвижная часть второй подвижной пластины может включать второй центральный вращающийся вал, соединенный со второй подвижной пластиной, и второй вращающийся валик, соединенный с возможностью вращения со вторым центральным вращающимся валом.
[16] Первая часть для возвращения в исходное положение может включать первый возвращающий фиксатор, соединенный с уплотнительной опорной пластиной, выступающий блок первой подвижной пластины, соединенный с первой подвижной пластиной, и проходящий через первое сквозное отверстие, образованное в уплотнительной опорной пластине, и первый возвращающий упругий элемент, который соединен с первым возвращающим фиксатором, соединен с выступающим блоком первой подвижной пластины, и прижимает выступающий блок первой подвижной пластины.
[17] Вторая часть для возвращения в исходное положение может включать второй возвращающий фиксатор, соединенный с уплотнительной опорной пластиной, выступающий блок второй подвижной пластины, соединенный со второй подвижной пластиной, и проходящий через второе сквозное отверстие, образованное в уплотнительной опорной пластине, и второй возвращающий упругий элемент, соединенный со вторым возвращающим фиксатором, соединен с выступающим блоком второй подвижной пластины, и предназначен для прижимания выступающего блока второй подвижной пластины.
[18] Уплотнительная криволинейная направляющая может включать первую уплотнительную опорную направляющую, по которой первый вращающийся валик перемещается вдоль ее боковой поверхности, и вторую уплотнительную опорную направляющую, по которой второй вращающийся валик перемещается вдоль ее боковой поверхности.
Преимущественные результаты изобретения
[19] Поточная система формования изделий пельменного типа согласно вариантам осуществления настоящего изобретения может включать устройство нарезки оболочек пельменного типа, которое формирует оболочку пельменного типа нарезанием листа лапшового теста, нижнее фальцевальное устройство формования изделии пельменного типа, которое размещено в нижней части устройства нарезки оболочек пельменного типа, и прижимает и сворачивает оболочку пельменного типа, в которую подается начинка пельменного типа, и уплотняющее устройство, которое размещено на верхней части нижнего фальцевального устройства формования изделий пельменного типа и сжимает и запечатывает сложенную оболочку пельменного типа. Таким образом, может быть сокращена площадь монтажа устройства благодаря размещению устройства нарезки оболочек пельменного типа и уплотняющего устройства на верхней части нижнего фальцевального устройства формования изделий пельменного типа. Соответственно этому, достигается высокая производительность сравнительно с занимаемой монтажной площадью, и изделия пельменного типа могут быть сформированы с точной формой, и тем самым может быть сокращено возникновение дефектов.
Описание чертежей
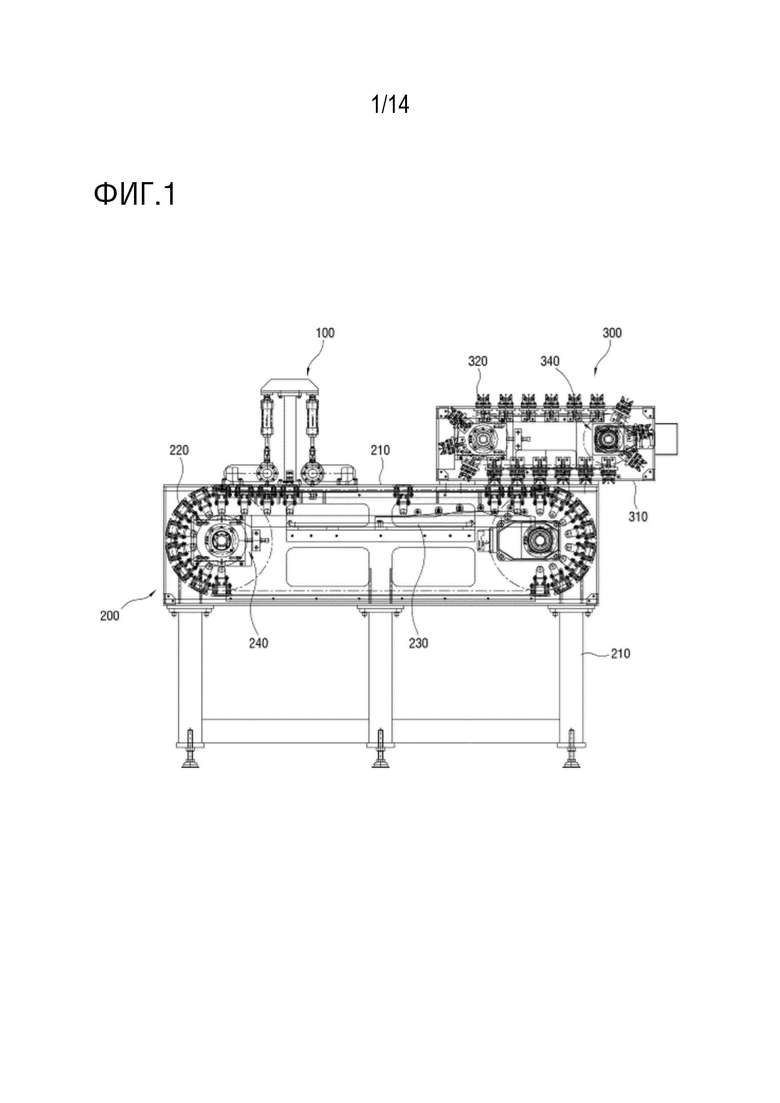
[20] ФИГ. 1 представляет вид, иллюстрирующий поточную систему формования изделий пельменного типа согласно одному варианту осуществления настоящего изобретения.
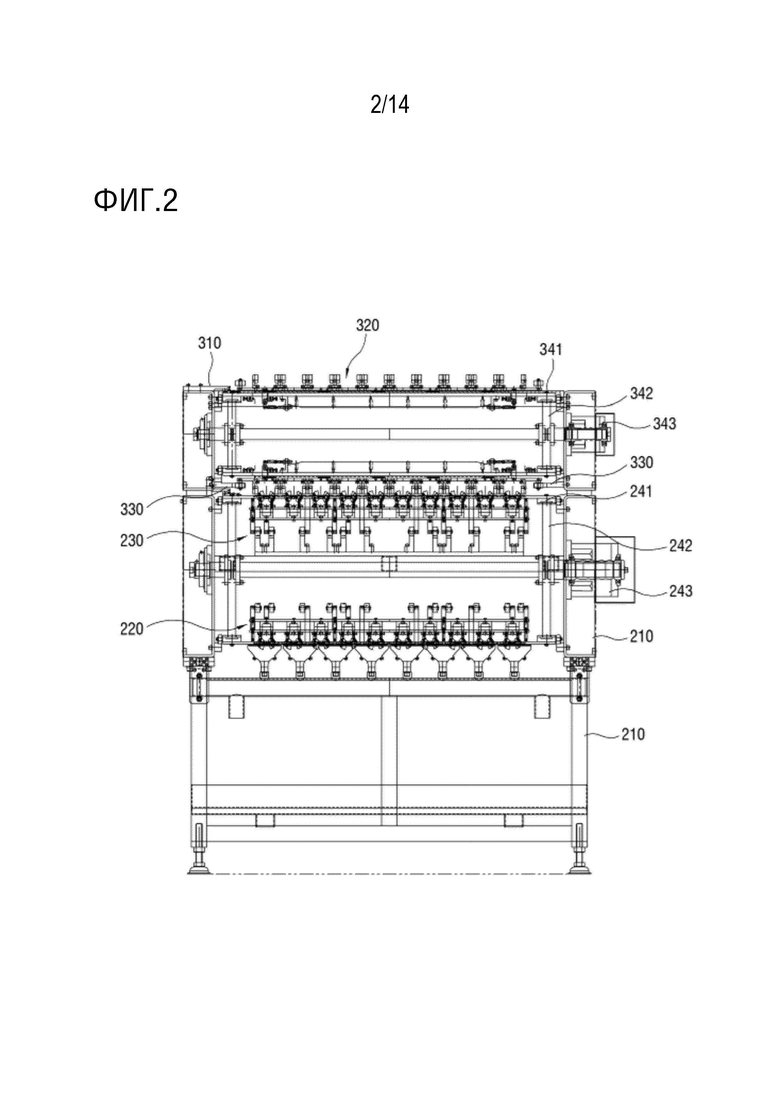
[21] ФИГ. 2 представляет вид, иллюстрирующий правую поверхность системы из ФИГ. 1.
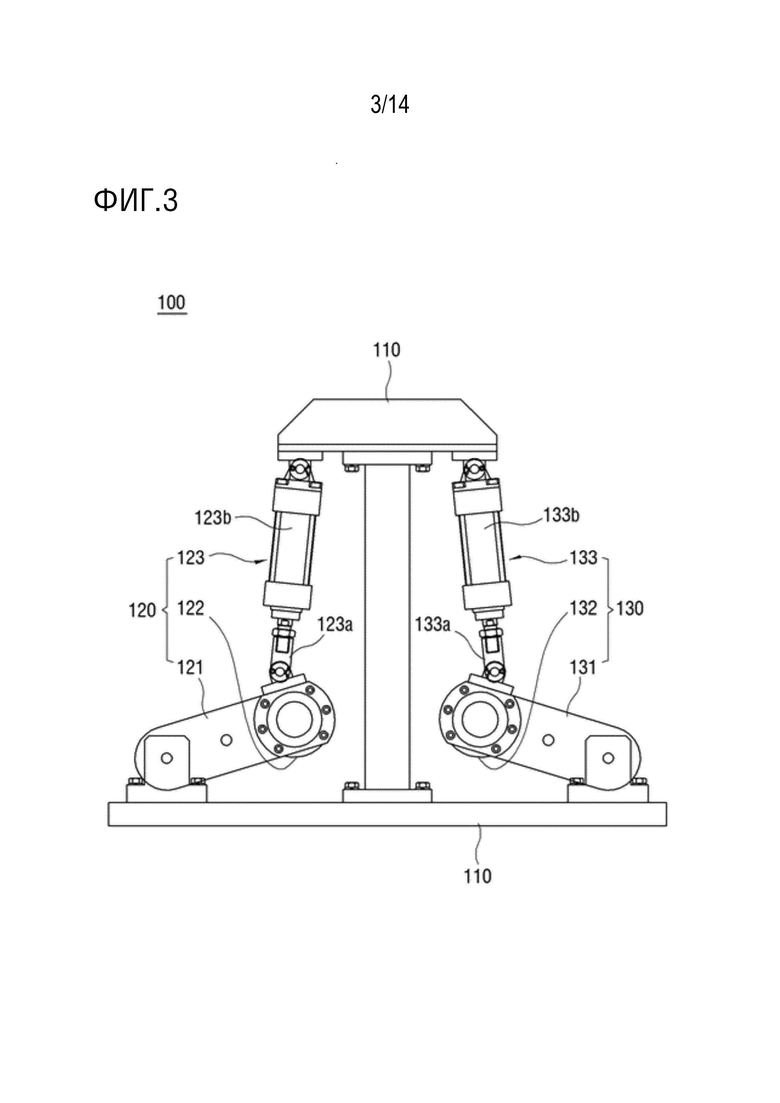
[22] ФИГ. 3 представляет вид, иллюстрирующий устройство нарезки оболочек пельменного типа из ФИГ. 1.
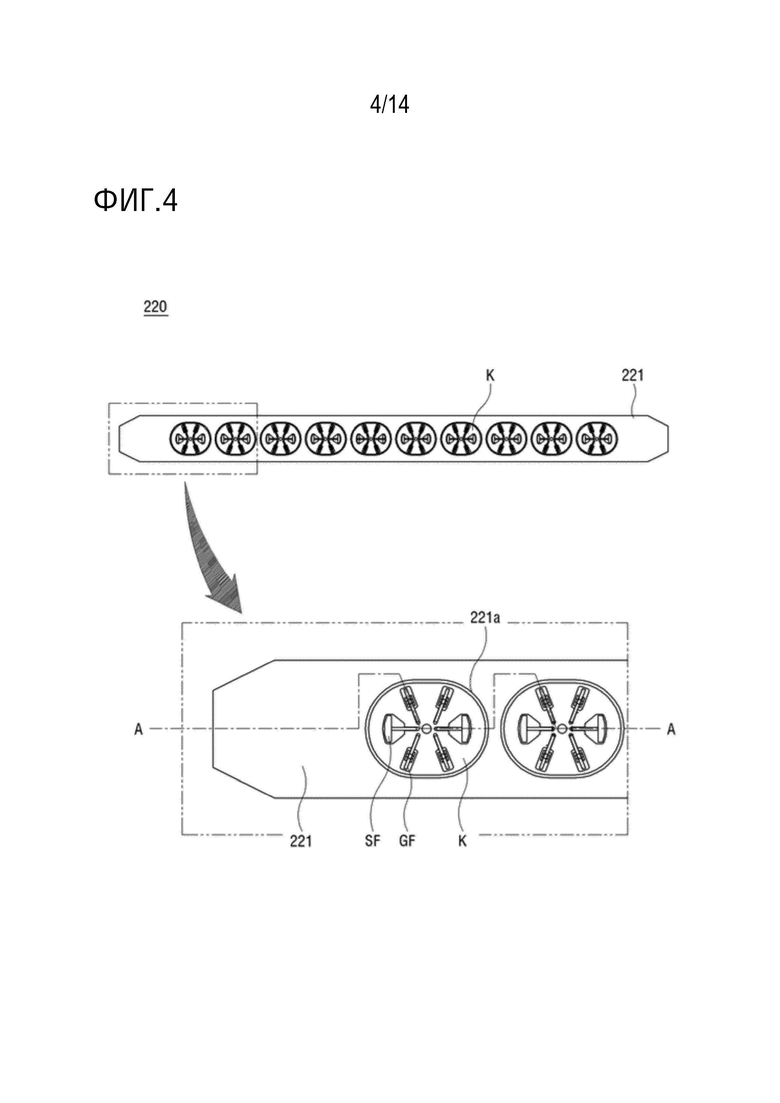
[23] ФИГ. 4 представляет вид сверху, иллюстрирующий узел прессования оболочек пельменного типа из ФИГ. 1.
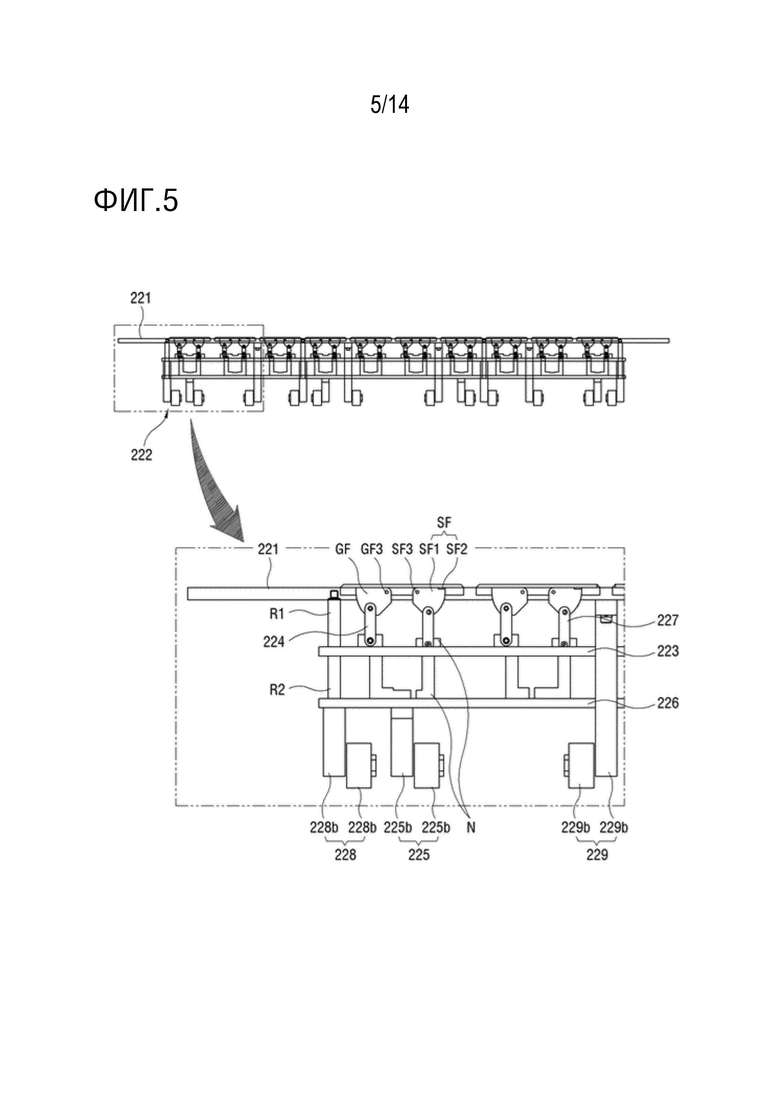
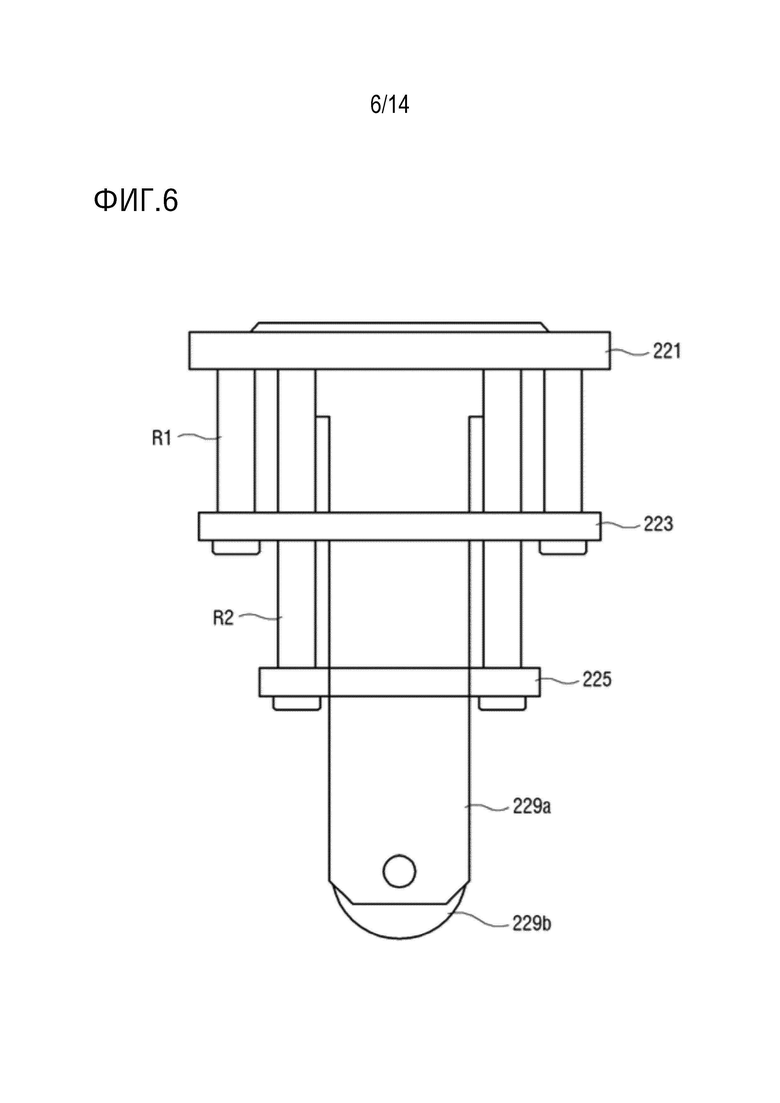
[24] ФИГ. 5 и 6 представляют виды, иллюстрирующие приводной модуль разворачиваемой ротации узла прессования оболочек пельменного типа.
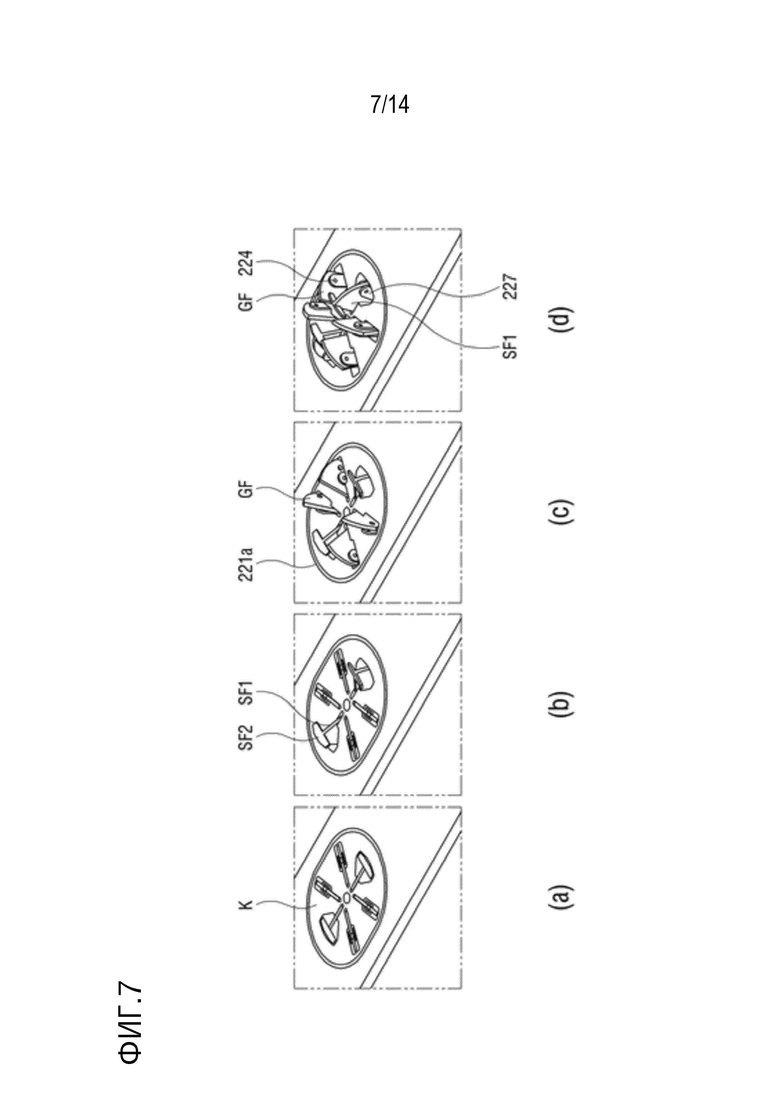
[25] ФИГ. 7 представляет вид в разрезе вдоль линии А-А в ФИГ. 4.
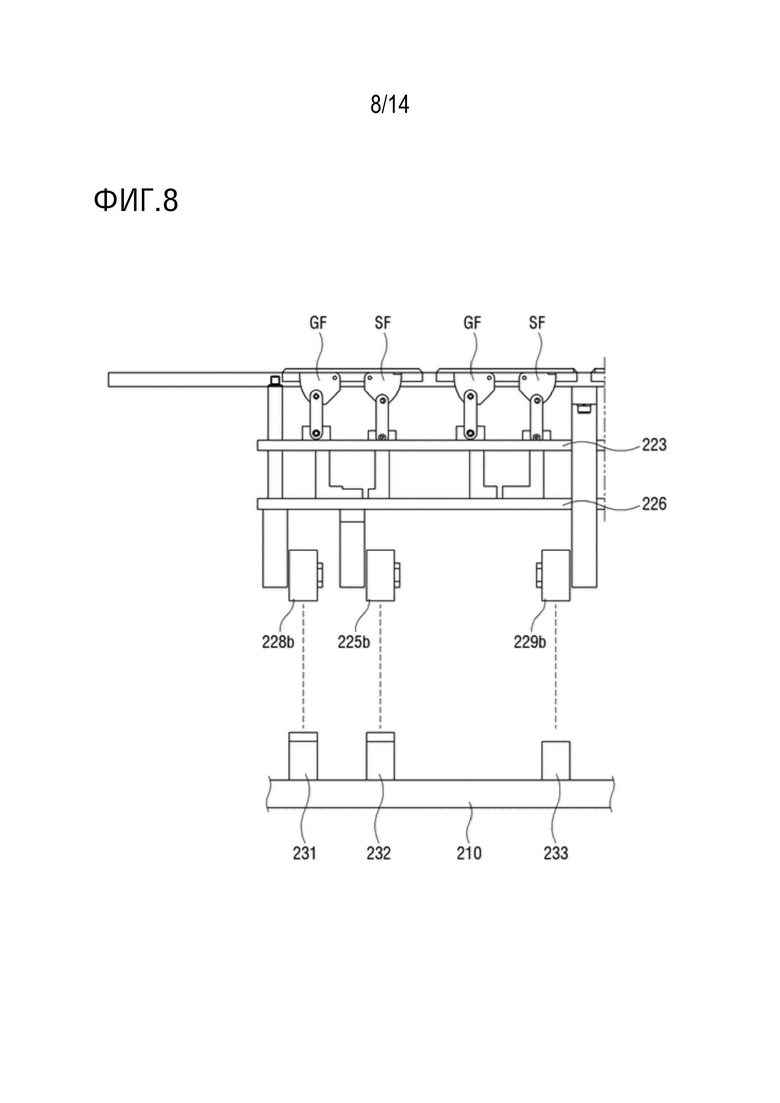
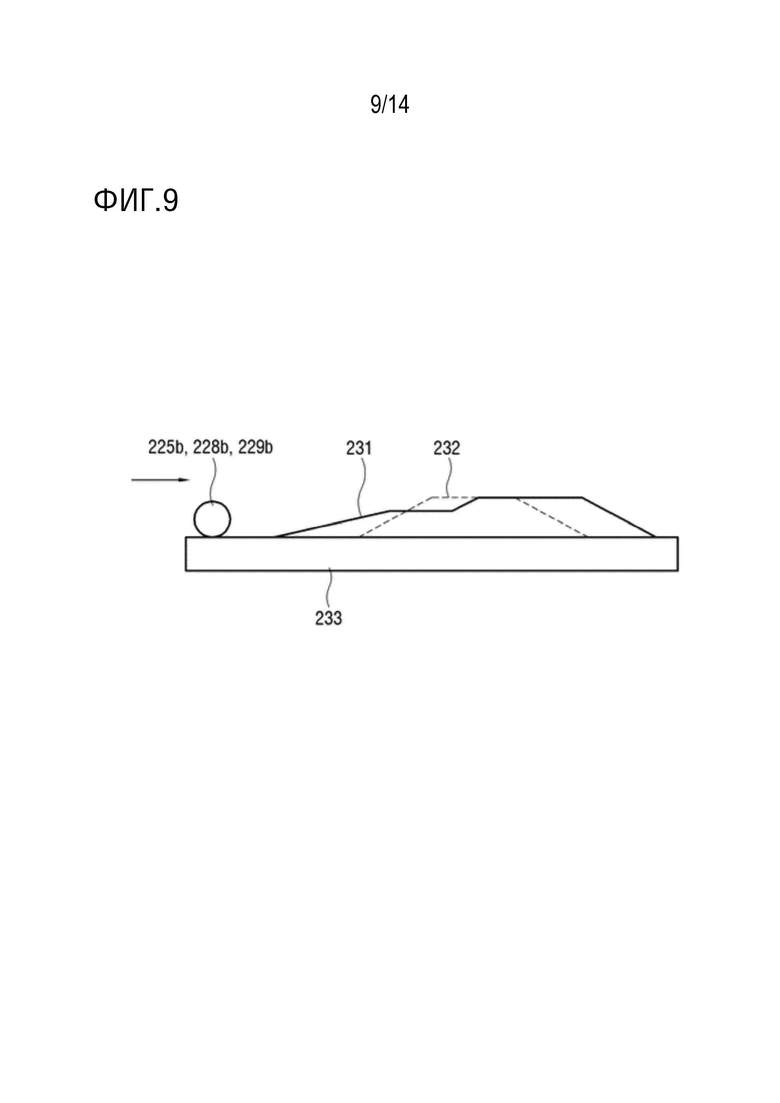
[26] ФИГ. 8 и 9 представляют виды, иллюстрирующие разворачиваемую криволинейную направляющую из ФИГ. 1.
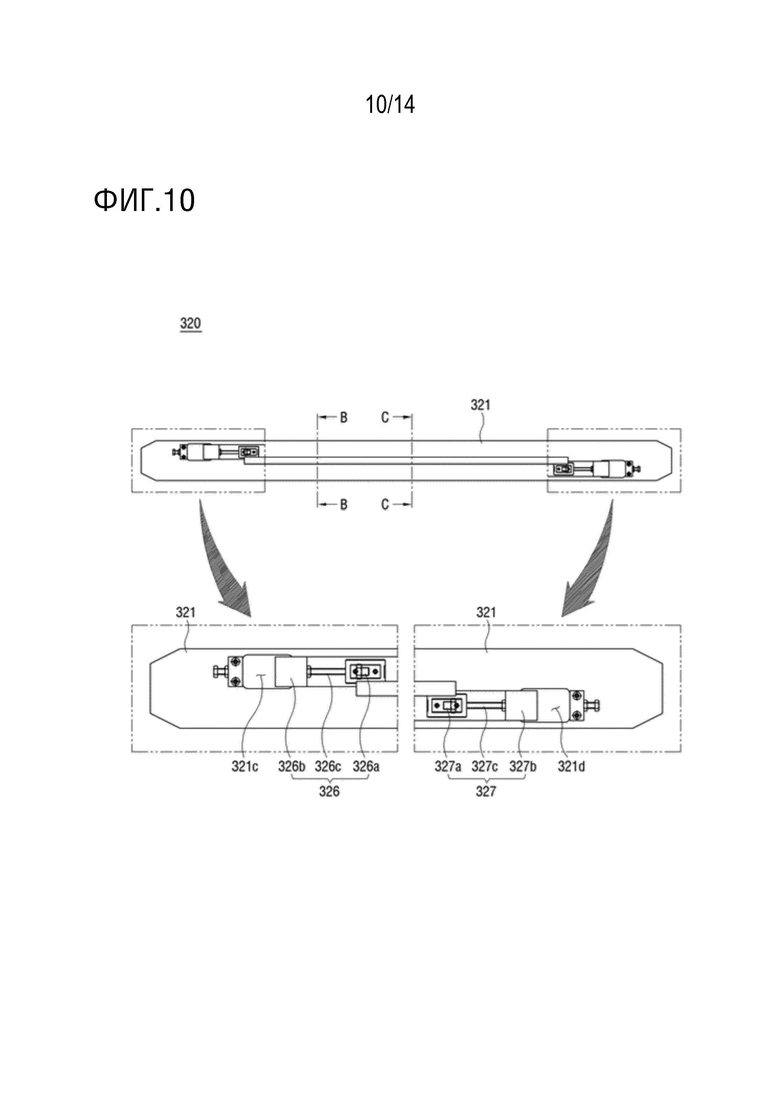
[27] ФИГ. 10 представляет вид сверху, иллюстрирующий уплотняющий прессующий блок из ФИГ. 1.
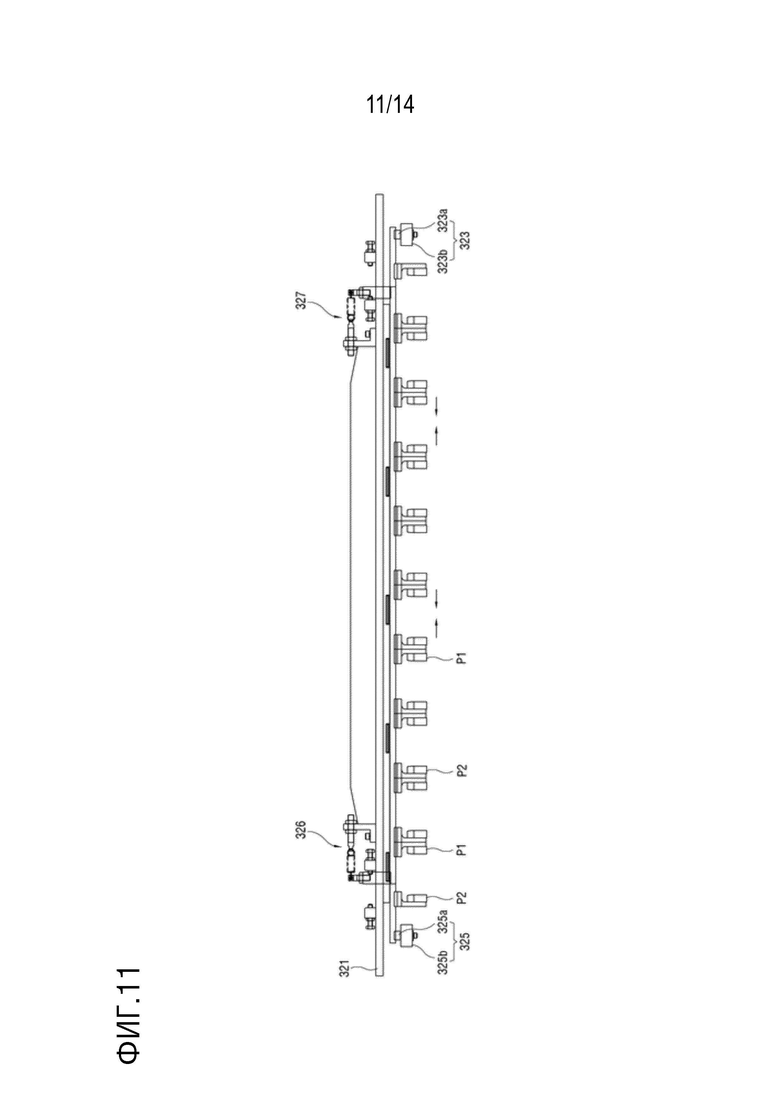
[28] ФИГ. 11 представляет вид спереди из ФИГ. 10.
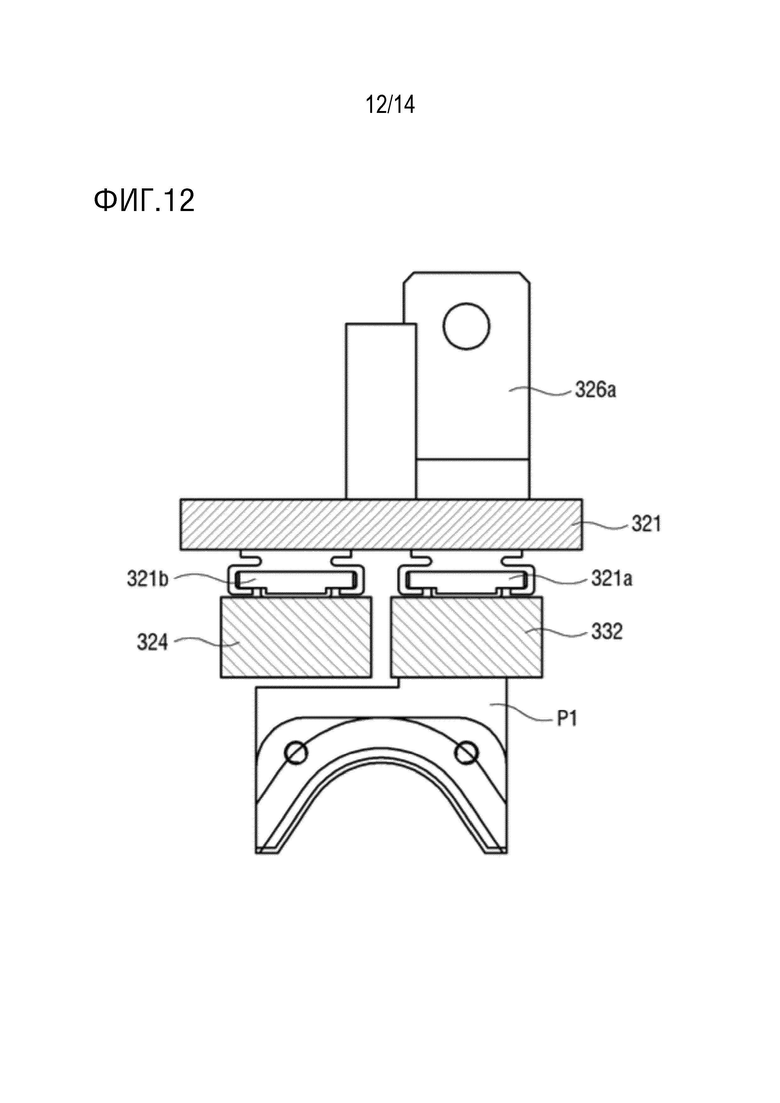
[29] ФИГ. 12 представляет вид в разрезе вдоль линии В-В в ФИГ. 10.
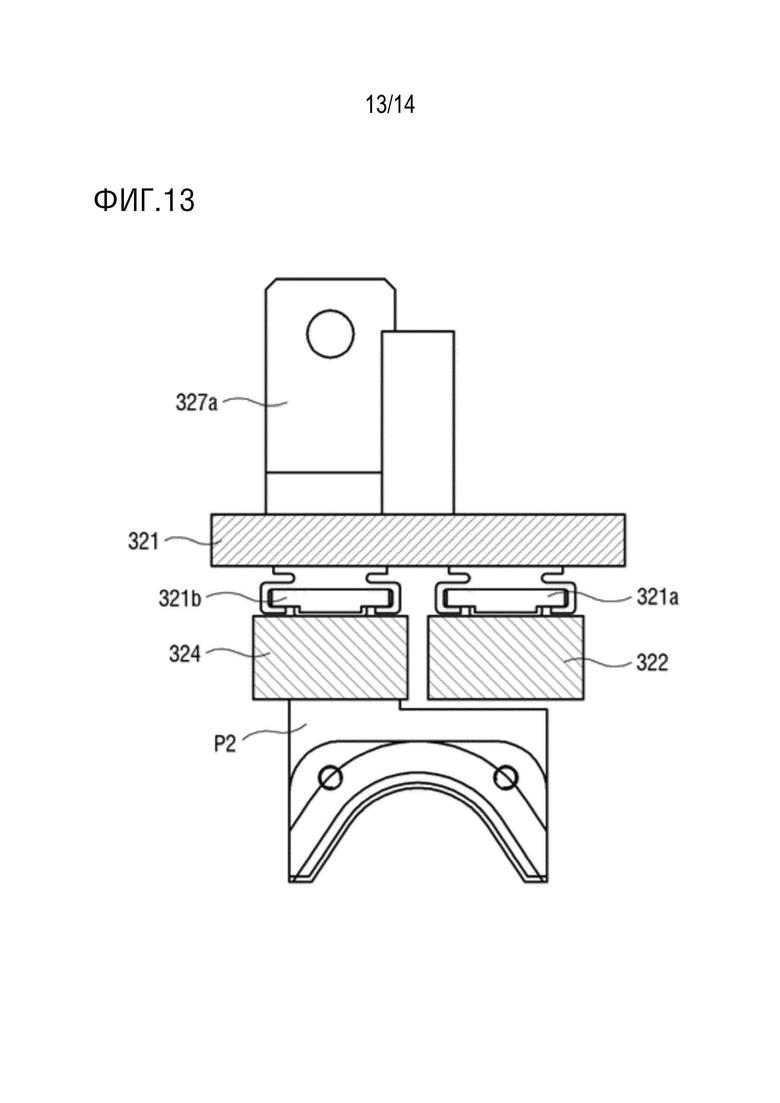
[30] ФИГ. 13 представляет вид в разрезе вдоль линии С-С в ФИГ. 10.
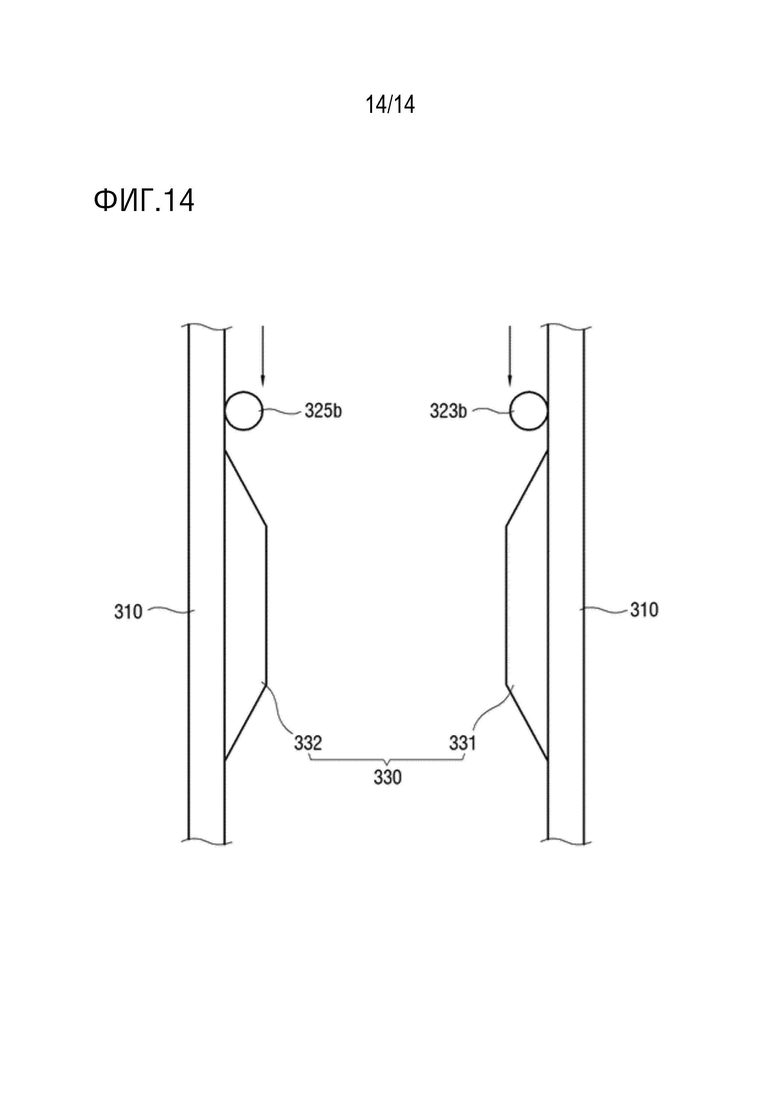
[31] ФИГ. 14 представляет вид сверху, иллюстрирующий уплотнительную криволинейную направляющую из ФИГ. 1.
Варианты осуществления изобретения
[32] Для полноты понимания настоящего изобретения, технологических преимуществ настоящего изобретения и целей, достигаемых осуществлением настоящего изобретения, следует ссылаться на сопроводительные чертежи, иллюстрирующие варианты осуществления настоящего изобретения, и на содержание описаний сопроводительных чертежей.
[33] Далее будут описаны варианты осуществления настоящего изобретения со ссылкой на сопроводительные чертежи, и тем самым настоящее изобретение будет подробно описано. Однако в описательной части настоящего изобретения будут опущены описания уже общеизвестных функций и конфигураций, чтобы сделать более ясным предмет настоящего изобретения.
[34] ФИГ. 1 представляет вид, иллюстрирующий поточную систему формования изделий пельменного типа согласно одному варианту осуществления настоящего изобретения, ФИГ. 2 представляет вид, иллюстрирующий правую поверхность системы из ФИГ. 1, ФИГ. 3 представляет вид, иллюстрирующий устройство нарезки оболочек пельменного типа из ФИГ. 1, ФИГ. 4 представляет вид сверху, иллюстрирующий узел прессования оболочек пельменного типа из ФИГ. 1, ФИГ. 5 и 6 представляют виды, иллюстрирующие приводной модуль разворачиваемой ротации узла прессования оболочек пельменного типа, ФИГ. 7 представляет вид в разрезе вдоль линии А-А в ФИГ. 4, ФИГ. 8 и 9 представляют виды, иллюстрирующие разворачиваемую криволинейную направляющую из ФИГ. 1, ФИГ. 10 представляет вид сверху, иллюстрирующий уплотняющий прессующий блок из ФИГ. 1, ФИГ. 11 представляет вид спереди из ФИГ. 10, ФИГ. 12 представляет вид в разрезе вдоль линии В-В в ФИГ. 10, ФИГ. 13 представляет вид в разрезе вдоль линии С-С в ФИГ. 10, и ФИГ. 14 представляет вид сверху, иллюстрирующий уплотнительную криволинейную направляющую из ФИГ. 1.
[35] Как иллюстрировано в ФИГ. 1-14, поточная система формования изделий пельменного типа согласно настоящему варианту осуществления может включать устройство подачи листа лапшового теста (не иллюстрировано), которое подает лист лапшового теста для оболочки пельменного типа, устройство 100 нарезки оболочек пельменного типа, устройство подачи начинки пельменного типа (не иллюстрировано), которое подает начинку пельменного типа к нарезанной оболочке пельменного типа, нижнее фальцевальное устройство 200 формования изделий пельменного типа, и уплотняющее устройство 300.
[36] Устройство подачи листа лапшового теста (не иллюстрировано) может быть размещено рядом с устройством 100 нарезки оболочек пельменного типа, и может подавать лист лапшового теста для оболочки пельменного типа в устройство 100 нарезки оболочек пельменного типа.
[37] Устройство 100 нарезки оболочек пельменного типа может формировать оболочку пельменного типа (не иллюстрировано) разрезанием подводимого листа лапшового теста для оболочки пельменного типа (не иллюстрировано). Как иллюстрировано в ФИГ. 1-3, устройство 100 нарезки оболочек пельменного типа может включать раму 110 устройства нарезки, поддерживаемую нижним фальцевальным устройством 200 формования изделий пельменного типа, первый прижим 120 листа лапшового теста, который поддерживается рамой 110 устройства нарезки и первоначально прижимает лист лапшового теста для оболочки пельменного типа к выступающему резаку 221а, сформированному в нижнем фальцевальном устройстве 200 формования изделий пельменного типа, и второй прижим 130 листа лапшового теста, который поддерживается рамой 110 устройства нарезки, размещен в отдалении от первого прижима 120 листа лапшового теста, и вторично прижимает к выступающему резаку 221а лист лапшового теста для оболочки пельменного типа, первоначально прижатый первым прижимом 120 листа лапшового теста.
[38] Рама 110 устройства нарезки может быть соединена с рамой 210 фальцевального устройства, которая будет описано ниже, и может поддерживаться нижним фальцевальным устройством 200 формования изделий пельменного типа.
[39] Первый прижим 120 листа лапшового теста может поддерживаться рамой 110 устройства нарезки. Первый прижим 120 листа лапшового теста может первоначально прижимать лист лапшового теста для оболочки пельменного типа к выступающему резаку 221а, образованному в нижнем фальцевальном устройстве 200 формования изделий пельменного типа, которое будет описано ниже.
[40] Как иллюстрировано в ФИГ. 1 и 3, первый прижим 120 листа лапшового теста согласно настоящему варианту осуществления может включать первую поворотную штангу 121, которая с возможностью поворота соединена с рамой 110 устройства нарезки, первый прижимной валик 122, который с возможностью вращения соединен с первой поворотной штангой 121 и прижимает лист лапшового теста для оболочки пельменного типа, и первый регулятор 123 высоты, который поддерживается рамой 110 устройства нарезки, соединен с первой поворотной штангой 121 и корректирует высоту первого прижимного валика 122 относительно выступающего резака 221 путем регулирования угла поворота первой поворотной штанги 121.
[41] Первая поворотная штанга 121 может быть с возможностью вращения соединена с рамой 110 устройства нарезки. Первая поворотная штанга 121 может быть сформирована в виде длинной балки.
[42] Первый прижимной валик 122 может быть поворотно соединен с первой поворотной штангой 121. Первый прижимной валик 122 может слегка прижимать лист лапшового теста для оболочки пельменного типа к выступающему резаку 221а, и тем самым выравнивает оболочку пельменного типа (лист лапшового теста для оболочки пельменного типа) перед конечной резкой вторым прижимом 130 листа лапшового теста.
[43] Первый регулятор 123 высоты может поддерживаться рамой 110 устройства нарезки. Первый регулятор 123 высоты может быть соединен с первой поворотной штангой 121, и корректирует высоту первого прижимного валика 122 относительно выступающего резака 221а путем регулирования угла поворота первой поворотной штанги 121.
[44] Прижимающая сила первого прижимного валика 122 может быть настроена регулированием высоты первого прижимного валика 122 посредством первого регулятора 123 высоты.
[45] Первый регулятор 123 высоты согласно настоящему варианту осуществления может включать шток 123а первого цилиндра регулировки высоты, поворотно соединенный с первой поворотной штангой 121, и корпус 123b первого цилиндра регулировки высоты, который поворотно соединен с рамой 110 устройства нарезки так, что шток 123а первого цилиндра регулировки высоты может быть относительно подвижным, и перемещает шток 123а первого цилиндра регулировки высоты.
[46] Второй прижим 130 листа лапшового теста может поддерживаться рамой 110 устройства нарезки, и размещен в отдалении от первого прижима 120 листа лапшового теста. Второй прижим 130 листа лапшового теста может формировать оболочку пельменного типа в результате вторичного прижимания к выступающему резаку 221а листа лапшового теста для оболочки пельменного типа, который первоначально прижат первым прижимом 120 листа лапшового теста.
[47] Как иллюстрировано в ФИГ. 3, второй прижим 130 листа лапшового теста согласно настоящему варианту осуществления может включать вторую поворотную штангу 131, поворотно соединенную с рамой 110 устройства нарезки, второй прижимной валик 132, который поворотно соединен со второй поворотной штангой 131 и прижимает лист лапшового теста для оболочки пельменного типа, и второй регулятор 133 высоты, который поддерживается рамой 110 устройства нарезки, соединен со второй поворотной штангой 131 и корректирует высоту второго прижимного валика 132 относительно выступающего резака 221а регулированием угла поворота второй поворотной штанги 131.
[48] Вторая поворотная штанга 131 может быть поворотно соединена с рамой 110 устройства нарезки. Вторая поворотная штанга 131 может быть сформирована в виде длинной балки.
[49] Второй прижимной валик 132 может быть поворотно соединен со второй поворотной штангой 131. Второй прижимной валик 132 может окончательно прижимать лист лапшового теста для оболочки пельменного типа, слегка прижатый первым прижимным валиком 122, к выступающему резаку 221а, и тем самым вырезать оболочку пельменного типа из листа лапшового теста для оболочки пельменного типа.
[50] Второй регулятор 133 высоты может поддерживаться рамой 110 устройства нарезки. Второй регулятор 133 высоты может быть соединен со второй поворотной штангой 131 и корректировать высоту второго прижимного валика 132 относительно выступающего резака 221а регулированием угла поворота второй поворотной штанги 131. Прижимающая сила второго прижимного валика 132 может быть настроена регулированием высоты второго прижимного валика 132 посредством второго регулятора 133 высоты.
[51] Второй регулятор 133 высоты согласно настоящему варианту осуществления может включать шток 133а второго цилиндра регулировки высоты, поворотно соединенный со второй поворотной штангой 131, и корпус 133b второго цилиндра регулировки высоты, который поворотно соединен с рамой 110 устройства нарезки так, что шток 133а второго цилиндра регулировки высоты может быть относительно подвижным, и перемещает шток 133а второго цилиндра регулировки высоты.
[52] Устройство подачи начинки пельменного типа (не иллюстрировано) может подавать начинку пельменного типа к оболочке пельменного типа, нарезанной устройством 100 нарезки оболочек пельменного типа. Устройство подачи начинки пельменного типа (не иллюстрировано) может быть размещено в верхней части нижнего фальцевального устройства 200 формования изделий пельменного типа, и подавать начинку пельменного типа на верхнюю поверхность оболочки пельменного типа, поддерживаемой нижним фальцевальным устройством 200 формования изделий пельменного типа, размещенным в нижней части. Устройство подачи начинки пельменного типа (не иллюстрировано) согласно настоящему варианту осуществления может быть размещено между устройством 100 нарезки оболочек пельменного типа и уплотняющим устройством 300.
[53] Нижнее фальцевальное устройство 200 формования изделий пельменного типа может быть размещено в нижней части устройства 100 нарезки оболочек пельменного типа. Нижнее фальцевальное устройство 200 формования изделий пельменного типа может прижимать и складывать оболочку пельменного типа, на которую подана начинка пельменного типа, с нижней стороны.
[54] Нижнее фальцевальное устройство 200 формования изделий пельменного типа согласно настоящему варианту осуществления может включать раму 210 фальцевального устройства, опирающуюся на технологическую площадку, узел 220 прессования оболочек пельменного типа, имеющий множество фальцевателей SF и GF оболочки пельменного типа, которые последовательно прижимают оболочку пельменного типа для последовательного складывания оболочки пельменного типа, фальцевальную криволинейную направляющую 230, которая размещена рядом с узлом 220 прессования оболочек пельменного типа, соединена с узлом 220 прессования оболочек пельменного типа, и перемещает фальцеватели SF и GF оболочки пельменного типа, и узел 240 привода фальцовки, который соединен с узлом 220 прессования оболочек пельменного типа и перемещает узел 220 прессования оболочек пельменного типа относительно фальцевальной криволинейной направляющей 230.
[55] Как иллюстрировано в ФИГ. 1, могут быть предусмотрены множество узлов 220 прессования оболочек пельменного типа, и размещены в форме гусеничной цепи. Множество узлов 220 прессования оболочек пельменного типа могут быть соединены с фальцевальной цепью 241, которая будет описана ниже, узла 240 привода фальцовки, могут поворачиваться и переноситься согласно вращению фальцевальной цепи 241, и могут перемещать оболочку пельменного типа по направлению от устройства 100 нарезки оболочек пельменного типа к уплотняющему устройству 300.
[56] Как иллюстрировано в ФИГ. 1-9, узел 220 прессования оболочек пельменного типа может включать верхнюю пластину 221, соединенную с узлом 240 привода фальцовки, и поворотно соединенную с фальцевателями SF и GF оболочки пельменного типа, приводной модуль 222 разворачиваемой ротации, который соединен с верхней пластиной 221 и поворачивает фальцеватели SF и GF оболочки пельменного типа, и опору 229 верхней пластины, соединенную с фальцевальной криволинейной направляющей 230 и поддерживающую верхнюю пластину 221.
[57] Зона «К» укладки оболочки пельменного типа, на которой размещается оболочка пельменного типа, вырезанная узлом 220 прессования оболочек пельменного типа, может быть сформирована в верхней пластине 221. Как иллюстрировано в ФИГ. 4, могут быть предусмотрены множество зон «К» укладки оболочек пельменного типа, и могут быть размещены на определенном расстоянии друг от друга по продольному направлению верхней пластины 221. Когда фальцеватели SF и GF оболочки пельменного типа приведены в действие, одна часть оболочки пельменного типа может быть отдалена от верхней пластины 221.
[58] Верхняя пластина 221 согласно настоящему варианту осуществления может быть снабжена выступающим резаком 221а, определяющим периметр зоны «К» укладки оболочек пельменного типа. Выступающий резак 221а может выступать из верхней поверхности верхней пластины 221, и может быть образован с круговой или эллиптической формой. Выступающий резак 221а согласно настоящему варианту осуществления может приходить в контакт с нижней поверхностью листа лапшового теста для оболочки пельменного типа, прижатого узлом 220 прессования оболочек пельменного типа, чтобы вырезать оболочку пельменного типа в форме сообразно выступающему резаку 221а.
[59] Фальцеватели SF и GF оболочки пельменного типа могут быть поворотно соединены с верхней пластиной 221. Как иллюстрировано в ФИГ. 4-8, фальцеватели SF и GF оболочки пельменного типа могут включать опорный палец SF, который первоначально прижимает оболочку пельменного типа, и сборочный палец GF, который вторично прижимает оболочку пельменного типа, прижатую опорным пальцем SF, и складывает краевую область оболочки пельменного типа.
[60] В одном варианте осуществления могут быть предусмотрены два опорных пальца SF, и размещены обращенными друг к другу. Опорный палец SF может прижимать оболочку пельменного типа по направлению перпендикулярно направлению узла 220 прессования оболочек пельменного типа, передвигаемого узлом 240 привода фальцовки.
[61] Как иллюстрировано в ФИГ. 4-7, опорный палец SF может поворачиваться на предварительно заданный угол поворота для первого опорного пальца раньше сборочного пальца GF, может прижимать нижнюю поверхность оболочки пельменного типа, уложенной на зону «К» укладки оболочки пельменного типа, может слегка приподнимать обе стороны оболочки пельменного типа, и затем может быть остановлен без вращения.
[62] Как иллюстрировано в ФИГ. 4-7, опорный палец SF согласно настоящему варианту осуществления может включать опорный корпус SF1, поворотно соединенный с верхней пластиной 221, и опорный фланец SF2, который выступает из боковой стенки опорного корпуса SF1 и находится в контакте с оболочкой пельменного типа.
[63] В опорном корпусе SF1 может быть размещен опорный вращающийся центральный вал SF3, поворотно соединенный с верхней пластиной 221.
[64] Как иллюстрировано в ФИГ. 4-7, опорный фланец SF2 сформирован длинным в горизонтальном направлении так, что может быть увеличена площадь контакта со сложенной оболочкой пельменного типа, и оболочка пельменного типа может быть прижата сильнее.
[65] Сборочный палец GF может вторично прижимать оболочку пельменного типа, прижатую опорным пальцем SF. В настоящем варианте осуществления, как иллюстрировано в ФИГ. 4-7, предусмотрены четыре сборочных пальца GF, и могут быть радиально размещены на расстоянии друг от друга относительно центра зоны «К» укладки оболочки пельменного типа.
[66] Сборочный вращающийся центральный вал GF3, поворотно соединенный с верхней пластиной 221, может быть сформирован в сборочном пальце GF.
[67] После того, как начинает поворачиваться опорный палец SF, или после того, как опорный палец SF повернется на угол поворота для первого опорного пальца, сборочный палец GF может быть повернут на предварительно заданный угол поворота для сборочного пальца (смотри ФИГ. 7С).
[68] После того, как начинает поворачиваться сборочный палец GF, или после того, как сборочный палец GF повернется на угол поворота для сборочного пальца, опорный палец SF может быть повернут на предварительно заданный угол поворота для второго опорного пальца (смотри ФИГ. 7D). Здесь угол поворота для второго опорного пальца может быть большим, чем угол поворота для первого опорного пальца.
[69] После того, как опорный палец SF был повернут на угол поворота для первого опорного пальца, сборочный палец GF поворачивается на угол поворота для сборочного пальца, и затем опорный палец SF поворачивается на угол поворота для второго опорного пальца. Таким образом, краевая область оболочки пельменного типа может быть завернута к центру, и может быть сложена оболочка пельменного типа. Оболочка пельменного типа первоначально прижата опорным пальцем SF, вторично прижата сборочным пальцем GF, и затем окончательно прижата опорным пальцем SF, и тем самым оболочка пельменного типа может быть точно сложена так, что начинка пельменного типа не выпадает из оболочки пельменного типа.
[70] Приводной модуль 222 разворачиваемой ротации может быть соединен с верхней пластиной 221. Приводной модуль 222 разворачиваемой ротации может поворачивать фальцеватели SF и GF оболочки пельменного типа.
[71] Как иллюстрировано в ФИГ. 4-7, приводной модуль 222 разворачиваемой ротации согласно настоящему варианту осуществления может включать промежуточную пластину 223, размещенную в нижней части верхней пластины 221, и соединенную с верхней пластиной 221, будучи относительно подвижной, соединительную деталь 224 сборочного пальца, шарнирно подвешенную к промежуточной пластине 223 и шарнирно подвешенную к сборочному пальцу GF, подвижную часть 225 промежуточной пластины, которая соединена с промежуточной пластиной 223 и перемещает промежуточную пластину 223 по направлению верхней пластины 221, нижнюю пластину 226, размещенную в нижней части промежуточной пластины 223, соединенной с верхней пластиной 221, будучи относительно подвижной, и имеющей сквозной элемент «N», проходящий через промежуточную пластину 223, соединительную деталь 227 опорного пальца, шарнирно подвешенную к сквозному элементу «N», и шарнирно подвешенную к опорному пальцу SF, и подвижную часть 228 нижней пластины, которая соединена с нижней пластиной 226 и перемещает нижнюю пластину 226 по направлению верхней пластины 221.
[72] Промежуточная пластина 223 может быть размещена в нижней части нижней пластины 226. Промежуточная пластина 223 может быть соединена с направляющим штоком R1 промежуточной пластины, соединенным с верхней пластиной 221, будучи относительно подвижным по вертикальному направлению, и тем самым может перемещаться относительно верхней пластины 221 по вертикальному направлению.
[73] Соединительная деталь 224 сборочного пальца может быть сформирована в виде планки. Один концевой участок соединительной детали 224 сборочного пальца может быть поворотно соединен с промежуточной пластиной 223. Кроме того, другой концевой участок соединительной детали 224 сборочного пальца может быть поворотно соединен со сборочным пальцем GF.
[74] Подвижная часть 225 промежуточной пластины может быть соединена с промежуточной пластиной 223 для перемещения промежуточной пластины 223 по направлению верхней пластины 221. Как иллюстрировано в ФИГ. 4-7, подвижная часть 225 промежуточной пластины согласно настоящему варианту осуществления может включать подъемный элемент 225а сборочного пальца, который проходит через нижнюю пластину 226 и соединен с промежуточной пластиной 223, и поворотный ролик 225b сборочного пальца, который поворотно соединен с подъемным элементом 225а сборочного пальца и присоединен к фальцевальной криволинейной направляющей 230.
[75] Поворотный ролик 225b сборочного пальца может быть соединен с верхней поверхностью опорной направляющей 232 сборочного пальца фальцевальной криволинейной направляющей 230, и движется вдоль верхней поверхности опорной направляющей 232 сборочного пальца. В этом случае поворотный ролик 225b сборочного пальца может перемещаться вверх согласно форме верхней поверхности опорной направляющей 232 сборочного пальца, и перемещение вверх поворотного ролика 225b сборочного пальца может обеспечивать возможность движения вверх подъемного элемента 225а сборочного пальца.
[76] Перемещение вверх подъемного элемента 225а сборочного пальца может обеспечивать возможность подъема промежуточной пластины 223 по направлению верхней пластины 221, и подъем промежуточной пластины 223 может обеспечивать возможность подъема соединительной детали 224 сборочного пальца, позволяя сборочному пальцу GF поворачиваться, и позволяя сборочному пальцу GF приподниматься.
[77] Нижняя пластина 226 может быть размещена в нижней части промежуточной пластины 223. Нижняя пластина 226 может быть соединена с направляющим штоком R2 нижней пластины, соединенным с верхней пластиной 221, будучи скользяще подвижным по вертикальному направлению, и тем самым может двигаться относительно верхней пластины 221 в вертикальном направлении.
[78] Сквозной элемент «N», который соединен с верхней пластиной 221, является относительно подвижным и проходит через промежуточную пластину 223, может быть предусмотрен в нижней пластине 226. Прорезанное отверстие (не иллюстрировано), через которое проходит сквозной элемент «N», может быть сформировано в промежуточной пластине 223.
[79] Соединительная деталь 227 опорного пальца может быть сформирована в виде планки. Один концевой участок соединительной детали 227 опорного пальца может быть поворотно соединен со сквозным элементом «N». Кроме того, другой концевой участок соединительной детали 227 опорного пальца может быть поворотно соединен с опорным пальцем SF.
[80] Подвижная часть 228 нижней пластины может быть соединена с нижней пластиной 226 для перемещения нижней пластины 226 по направлению верхней пластины 221.
[81] Как иллюстрировано в ФИГ. 4-7, подвижная часть 228 нижней пластины согласно настоящему варианту осуществления может включать подъемный элемент 228а опорного пальца, который соединен с нижней пластиной 226, и поворотный ролик 228b опорного пальца, который поворотно соединен с подъемным элементом 228а опорного пальца и присоединен к фальцевальной криволинейной направляющей 230.
[82] Поворотный ролик 228b опорного пальца может быть соединен с верхней поверхностью опорной направляющей 231 опорного пальца фальцевальной криволинейной направляющей 230, и движется вдоль верхней поверхности опорной направляющей 231 опорного пальца. В этом случае поворотный ролик 228b опорного пальца может перемещаться вверх согласно форме верхней поверхности опорной направляющей 231 опорного пальца, и перемещение вверх поворотного ролика 228b опорного пальца может обеспечивать возможность движения вверх подъемного элемента 228а опорного пальца.
[83] Перемещение вверх подъемного элемента 228а опорного пальца может обеспечивать возможность подъема нижней пластины 226 по направлению верхней пластины 221, подъем нижней пластины 226 может обеспечивать возможность подъема сквозного элемента «N», и обеспечивает возможность подъема соединительной детали 227 опорного пальца, и приподнятая соединительная деталь 227 опорного пальца может поворачивать опорный палец SF для подъема опорного пальца SF.
[84] Опорная часть 229 верхней пластины может быть соединена с фальцевальной криволинейной направляющей 230 для поддерживания верхней пластины 221.
[85] Как иллюстрировано в ФИГ. 4-7, опорная часть 229 верхней пластины может включать опорный элемент 22 9а верхней пластины, который соединен с верхней пластиной 221, и поворотный ролик 229b верхней пластины, который поворотно соединен с опорным элементом 229а верхней пластины, и присоединен к фальцевальной криволинейной направляющей 230.
[86] Поворотный ролик 229b верхней пластины может быть присоединен к верхней поверхности опорной направляющей 233 верхней пластины фальцевальной криволинейной направляющей 230, и перемещается вдоль верхней поверхности опорной направляющей 233 верхней пластины. В отличие от верхних поверхностей опорной направляющей 231 опорного пальца и опорной направляющей 232 сборочного пальца, верхняя поверхность опорной направляющей 233 верхней пластины может быть образована с плоской формой, без наклона, и тем самым предотвращает провисание верхней пластины 221 во время процесса перемещения.
[87] Фальцевальная криволинейная направляющая 230 может быть соединена с рамой 210 фальцевального устройства. Фальцевальная криволинейная направляющая 230 может быть размещена рядом с узлом 220 прессования оболочек пельменного типа, и присоединена к узлу прессования оболочек пельменного типа для перемещения (поворачивания) фальцевателей SF и GF оболочки пельменного типа, когда узел 220 прессования оболочек пельменного типа движется по направлению от устройства 100 нарезки оболочек пельменного типа к уплотняющему устройству 300.
[88] Как иллюстрировано в ФИГ. 1, 8 и 9, фальцевальная криволинейная направляющая 230 согласно настоящему варианту осуществления может включать опорную направляющую 231 опорного пальца, причем поворотный ролик 228b опорного пальца движется вдоль ее верхней поверхности, опорную направляющую 232 сборочного пальца, которая находится на расстоянии от опорной направляющей 231 опорного пальца, и причем поворотный ролик 225b сборочного пальца движется вдоль ее верхней поверхности, и опорную направляющую 233 верхней пластины, которая находится на расстоянии от опорной направляющей 231 опорного пальца и опорной направляющей 232 сборочного пальца, и причем поворотный ролик 229b верхней пластины движется вдоль ее верхней поверхности.
[89] Опорная направляющая 231 опорного пальца может быть сформирована в виде длинной планки. Поворотный ролик 228b опорного пальца может двигаться вдоль верхней поверхности опорной направляющей 231 опорного пальца.
[90] Опорная направляющая 232 сборочного пальца может быть размещена в отдалении от опорной направляющей 231 опорного пальца. Поворотный ролик 225b сборочного пальца может двигаться вдоль верхней поверхности опорной направляющей 232 сборочного пальца.
[91] Как иллюстрировано в ФИГ. 9, верхняя поверхность передней стороны опорной направляющей 231 опорного пальца может быть наклонена перед передней стороной опорной направляющей 232 сборочного пальца так, что поворотный ролик 228b опорного пальца может приподниматься раньше поворотного ролика 225b сборочного пальца.
[92] Поворотный ролик 225b сборочного пальца и поворотный ролик 228b опорного пальца могут перемещаться вверх сообразно высотам участков верхних концов опорной направляющей 232 сборочного пальца и опорной направляющей 231 опорного пальца, и опорный палец SF и сборочный палец GF могут поворачиваться и приподниматься согласно перемещению вверх поворотного ролика 225b сборочного пальца и поворотного ролика 228b опорного пальца.
[93] Узел 240 привода фальцовки может быть соединен с узлом 220 прессования оболочек пельменного типа. Узел 240 привода фальцовки может перемещать узел 220 прессования оболочек пельменного типа относительно фальцевальной криволинейной направляющей 230.
[94] Как иллюстрировано в ФИГ. 1 и 2, узел 240 привода фальцовки согласно настоящему варианту осуществления может включать фальцевальную цепь 241, соединенную с узлом 220 прессования оболочек пельменного типа, фальцевальный шкив 242, соединенный с фальцевальной цепью 241, и фальцевальный приводной двигатель 243, который соединен с фальцевальным шкивом 242 и вращает фальцевальный шкив 242.
[95] Фальцевальная цепь 241 может быть соединена с верхней пластиной узла 220 прессования оболочек пельменного типа. В настоящем варианте осуществления может быть предусмотрена пара фальцевальных цепей 241, и может быть соединена к обоим концевым участкам верхней пластины, соответственно.
[96] Фальцевальный шкив 242 может быть поворотно соединен с рамой 210 фальцевального устройства. Фальцевальный шкив 242 может быть присоединен к фальцевальной цепи 241.
[97] Фальцевальный приводной двигатель 243 может поддерживаться рамой 210 фальцевального устройства. Фальцевальный приводной двигатель 243 может быть соединен с фальцевальным шкивом 242 для вращения фальцевального шкива 242.
[98] При этом уплотняющее устройство 300 может быть размещено в верхней области нижнего фальцевального устройства 200 формования изделий пельменного типа. Уплотняющее устройство 300 может прижимать и запечатывать оболочку пельменного типа, сложенную нижним фальцевальным устройством 200 формования изделий пельменного типа.
[99] Как иллюстрировано в ФИГ. 1, 2 и 10-14, уплотняющее устройство 300 согласно настоящему варианту осуществления может включать раму 310 уплотняющего устройства, поддерживаемую рамой 210 фальцевального устройства, уплотнительный узел 320 прессования, включающий первый опорный уплотняющий башмак Р1, который прижимает оболочку пельменного типа, сложенную нижним фальцевальным устройством 200 формования изделий пельменного типа, и второй опорный уплотняющий башмак Р2, который размещен напротив первого опорного уплотняющего башмака Р1 для прижимания оболочки пельменного типа по направлению первого опорного уплотняющего башмака Р1, уплотнительную криволинейную направляющую 330, которая размещена рядом с уплотнительным узлом 320 прессования, соединена с уплотнительным узлом 320 прессования, и перемещает первый опорный уплотняющий башмак Р1 и второй опорный уплотняющий башмак Р2, и уплотнительный подвижный блок 340, который соединен с уплотнительным узлом 320 прессования и перемещает уплотнительный узел 320 прессования относительно уплотнительной криволинейной направляющей 330.
[100] Как иллюстрировано в ФИГ. 1 и 2, могут быть предусмотрены множество уплотнительных узлов 320 прессования, и размещены в форме гусеничной цепи. Множество уплотнительных узлов 320 прессования может быть присоединены к фальцевальной цепи 341, которая будет описана ниже, уплотнительного подвижного блока 340, могут непрерывно вращаться сообразно вращению фальцевальной цепи 341, и могут перемещаться по направлению от устройства нарезки оболочек пельменного типа к уплотняющему устройству 300.
[101] Как иллюстрировано в ФИГ. 1, 2 и 10-14, уплотнительный узел 320 прессования согласно настоящему варианту осуществления может включать уплотнительную опорную пластину 321, соединенную с первым опорным уплотняющим башмаком Р1, который прижимает оболочку пельменного типа, сложенную нижним фальцевальным устройством 200 формования изделий пельменного типа, второй опорный уплотняющий башмак Р2, который размещен напротив первого опорного уплотняющего башмака Р1 для прижимания оболочки пельменного типа по направлению первого опорного уплотняющего башмака Р1, и соединен с уплотнительным подвижным блоком 340, первую подвижную пластину 322, которая соединена с уплотнительной опорной пластиной 321, будучи относительно подвижной, и с которой соединен первый опорный уплотняющий башмак Р1, подвижную часть 323 первой подвижной пластины, которая соединена с первой подвижной пластиной 322, присоединена к уплотнительной криволинейной направляющей 330, и перемещает первую подвижную пластину 322, вторую подвижную пластину 324, которая соединена с уплотнительной опорной пластиной 321, будучи относительно подвижной, и с которой соединен второй опорный уплотняющий башмак Р2, подвижную часть 325 второй подвижной пластины, которая соединена со второй подвижной пластиной 324, соединена с уплотнительной криволинейной направляющей 330, и перемещает вторую подвижную пластину 324, первую часть 326 для возвращения в исходное положение, которая соединена с уплотнительной опорной пластиной 321, соединена с первой подвижной пластиной 322, и возвращает первую подвижную пластину 322, перемещаемую подвижной частью 323 первой подвижной пластины, в ее исходное положение, и вторую часть 327 для возвращения в исходное положение, которая соединена с уплотнительной опорной пластиной 321, соединена со второй подвижной пластиной 324, и возвращает вторую подвижную пластину 324, перемещаемую подвижной частью 325 второй подвижной пластины, в ее исходное положение.
[102] Первый опорный уплотняющий башмак Р1 и второй опорный уплотняющий башмак Р2 могут быть размещены обращенными друг к другу. Могут быть предусмотрены множество первых опорных уплотняющих башмаков Р1 и вторые опорные уплотняющие башмаки Р2, и размещены на расстоянии друг от друга. Изделие пельменного типа, имеющее оболочку пельменного типа, сложенную нижним фальцевальным устройством 200 формования изделий пельменного типа, может быть размещено между первым опорным уплотняющим башмаком Р1 и вторым опорным уплотняющим башмаком Р2. Первый опорный уплотняющий башмак Р1 и второй опорный уплотняющий башмак Р2 могут сближаться друг с другом для сжимания находящегося между ними изделия пельменного типа, чтобы окончательно запечатывать оболочку пельменного типа.
[103] Уплотнительная опорная пластина 321 может быть сформирована в виде длинной пластины. Обе концевых области уплотнительной опорной пластины 321 могут быть соединены с фальцевальной цепью 241, которая будет описана ниже, уплотнительного подвижного блока 340.
[104] Первая направляющая 321а и вторая направляющая 321b, с которыми скользяще соединены первая подвижная пластина 322 и вторая подвижная пластина 324, могут быть размещены на нижней поверхности уплотнительной опорной пластины 321 согласно настоящему варианту осуществления, будучи находящимися на расстоянии друг от друга.
[105] Кроме того, первое сквозное отверстие 321с, через которое проходит первый выступающий блок 326b первой подвижной пластины, который будет описан ниже, и второе сквозное отверстие 321d, через которое проходит второй выступающий блок 327b первой подвижной пластины, который будет описан ниже, могут быть сформированы в уплотнительной опорной пластине 321.
[106] Первая подвижная пластина 322 может быть скользяще соединена с первой направляющей 321а уплотнительной опорной пластины 321, и перемещаться относительно уплотнительной опорной пластины 321. С первой подвижной пластиной 322 могут быть соединены множество первых опорных уплотняющих башмаков Р1, и множество первых опорных уплотняющих башмаков Р1 могут находиться на расстоянии друг от друга.
[107] Подвижная часть 323 первой подвижной пластины может быть соединена с первой подвижной пластиной 322. Подвижная часть 323 первой подвижной пластины может быть присоединена к первой уплотнительной опорной направляющей 331, которая будет описана ниже, уплотнительной криволинейной направляющей 330, и перемещает первую подвижную пластину 322.
[108] Как иллюстрировано в ФИГ. 11, подвижная часть 323 первой подвижной пластины согласно настоящему варианту осуществления может включать первый центральный вращающийся вал 323а, соединенный с первой подвижной пластиной 322, и первый поворотный ролик 323b, поворотно соединенный с первым центральным вращающимся валом 323а.
[109] Первый поворотный ролик 323b может быть соединен с боковой поверхностью первой уплотнительной опорной направляющей 331 уплотнительной криволинейной направляющей 330, и двигаться вдоль боковой поверхности первой уплотнительной опорной направляющей 331. В этом случае первый поворотный ролик 323b может двигаться в горизонтальном направлении (левом направлении в ФИГ. 10 и 11) согласно форме боковой поверхности первой уплотнительной опорной направляющей 331, и перемещение налево первого поворотного ролика 323b может обеспечивать возможность движения налево первой подвижной пластины 322.
[110] Когда первая подвижная пластина 322 движется налево, первый опорный уплотняющий башмак Р1, соединенный с первой подвижной пластиной 322, также может перемещаться налево.
[111] Вторая подвижная пластина 324 может быть скользяще соединена со второй направляющей 321b уплотнительной опорной пластины 321, и перемещаться относительно уплотнительной опорной пластины 321. Со второй подвижной пластиной 324 могут быть соединены множество вторых опорных уплотняющих башмаков Р2, и множество вторых опорных уплотняющих башмаков Р2 могут находиться на расстоянии друг от друга.
[112] Подвижная часть 325 второй подвижной пластины может быть соединена со второй подвижной пластиной 324. Подвижная часть 325 второй подвижной пластины может быть присоединена ко второй уплотнительной опорной направляющей 332, которая будет описана ниже, уплотнительной криволинейной направляющей 330, и перемещает вторую подвижную пластину 324.
[113] Как иллюстрировано в ФИГ. 11, подвижная часть 325 второй подвижной пластины согласно настоящему варианту осуществления может включать второй центральный вращающийся вал 325а, соединенный со второй подвижной пластиной 324, и второй поворотный ролик 325b, поворотно соединенный со вторым центральным вращающимся валом 325а.
[114] Второй поворотный ролик 325b может быть соединен с боковой поверхностью второй уплотнительной опорной направляющей 332 уплотнительной криволинейной направляющей 330, и двигаться вдоль боковой поверхности второй уплотнительной опорной направляющей 332. В этом случае второй поворотный ролик 325b может двигаться в горизонтальном направлении (правом направлении в ФИГ. 10 и 11) согласно форме боковой поверхности второй уплотнительной опорной направляющей 332, и перемещение направо второго поворотного ролика 325b может обеспечивать возможность движения направо второй подвижной пластины 324.
[115] Когда вторая подвижная пластина 324 движется направо, второй опорный уплотняющий башмак Р2, соединенный со второй подвижной пластиной 324, также может перемещаться направо.
[116] Первая часть 326 для возвращения в исходное положение может быть соединена с уплотнительной опорной пластиной 321. Первая часть 326 для возвращения в исходное положение может быть соединена с первой подвижной пластиной 322, и может возвращать первую подвижную пластину 322, перемещаемую подвижной частью 323 первой подвижной пластины, в ее исходное положение.
[117] Как иллюстрировано в ФИГ. 10 и 11, первая часть 326 для возвращения в исходное положение согласно настоящему варианту осуществления может включать первый возвращающий фиксатор 326а, соединенный с уплотнительной опорной пластиной 321, выступающий блок 326b первой подвижной пластины, который соединен с первой подвижной пластиной 322, и проходящий через первое сквозное отверстие 321 с, образованное в уплотнительной опорной пластине 321, и первый возвращающий упругий элемент 326 с, который соединен с первым возвращающим фиксатором 326а, соединен с выступающим блоком 326b первой подвижной пластины, и упруго прижимает выступающий блок 326b первой подвижной пластины.
[118] Первый возвращающий фиксатор 326а может быть соединен с верхней поверхностью уплотнительной опорной пластины 321. Выступающий блок 326b первой подвижной пластины может быть соединен с верхней поверхностью первой подвижной пластины 322. Выступающий блок 326b первой подвижной пластины может проходить через первое сквозное отверстие 321 с уплотнительной опорной пластины 321, и может быть размещен обращенным к первому возвращающему фиксатору 326а.
[119] Один конец первого возвращающего упругого элемента 326 с может быть соединен с первым возвращающим фиксатором 326а, и другой конец его может быть соединен с выступающим блоком 326b первой подвижной пластины. Первый возвращающий упругий элемент 32бс может прилагать упругую силу к первой подвижной пластине 322, перемещаемой подвижной частью 323 первой подвижной пластины, для возвращения первой подвижной пластины 322 в ее исходное положение.
[120] Вторая часть 327 для возвращения в исходное положение может быть соединена с уплотнительной опорной пластиной 321. Вторая часть 327 для возвращения в исходное положение может быть соединена со второй подвижной пластиной 324, и может возвращать вторую подвижную пластину 324, перемещаемую подвижной частью 325 второй подвижной пластины, в ее исходное положение.
[121] Как иллюстрировано в ФИГ. 10 и 11, вторая часть 327 для возвращения в исходное положение согласно настоящему варианту осуществления может включать второй возвращающий фиксатор 327а, соединенный с уплотнительной опорной пластиной 321, выступающий блок 327b второй подвижной пластины, который соединен со второй подвижной пластиной 324, и проходит через второе сквозное отверстие 321d, образованное в уплотнительной опорной пластине 321, и второй возвращающий упругий элемент 327 с, который соединен со вторым возвращающим фиксатором 327а, соединен с выступающим блоком 327b второй подвижной пластины, и упруго прижимает выступающий блок 327b второй подвижной пластины.
[122] Второй возвращающий фиксатор 327а может быть соединен с верхней поверхностью уплотнительной опорной пластины 321. Выступающий блок 327b второй подвижной пластины может быть соединен с верхней поверхностью второй подвижной пластины 324. Выступающий блок 327b второй подвижной пластины может проходить через второе сквозное отверстие 321d уплотнительной опорной пластины 321, и может быть размещен обращенным ко второму возвращающему фиксатору 327а.
[123] Один конец второго возвращающего упругого элемента 327 с может быть соединен со вторым возвращающим фиксатором 327а, и другой конец его может быть соединен с выступающим блоком 327b второй подвижной пластины. Второй возвращающий упругий элемент 327 с может прилагать упругую силу ко второй подвижной пластине 324, перемещаемой подвижной частью 325 второй подвижной пластины, для возвращения второй подвижной пластины 324 в ее исходное положение.
[124] Уплотнительная криволинейная направляющая 330 может быть соединена с рамой 310 уплотняющего устройства. Уплотнительная криволинейная направляющая 330 может быть размещена рядом с уплотнительным узлом 320 прессования, может быть соединена с уплотнительным узлом 320 прессования, когда уплотнительный узел 320 прессования движется, и может перемещать первый опорный уплотняющий башмак Р1 и второй опорный уплотняющий башмак Р2 по направлению, в котором первый опорный уплотняющий башмак Р1 и второй опорный уплотняющий башмак Р2 сближаются друг с другом.
[125] Как иллюстрировано в ФИГ. 2 и 14, уплотнительная криволинейная направляющая 330 согласно настоящему варианту осуществления может включать первую уплотнительную опорную направляющую 331, в которой первый поворотный ролик 323b движется вдоль ее боковой поверхности, и вторую уплотнительную опорную направляющую 332, в которой второй поворотный ролик 325b движется вдоль ее боковой поверхности.
[126] Как иллюстрировано в ФИГ. 14, боковая поверхность первой уплотнительной опорной направляющей 331 является наклонной, и тем самым первый поворотный ролик 323b в контакте с наклонной боковой поверхностью первой уплотнительной опорной направляющей 331 может двигаться налево в ФИГ. 14. Перемещение налево первого поворотного ролика 323b может обеспечивать возможность перемещения первой подвижной пластины 322 по левому направлению. Когда первая подвижная пластина 322 сдвигается влево, первый опорный уплотняющий башмак Р1, соединенный с первой подвижной пластиной 322, также может двигаться налево.
[127] Как иллюстрировано в ФИГ. 14, боковая поверхность второй уплотнительной опорной направляющей 332 является наклонной, и тем самым второй поворотный ролик 325b в контакте с наклонной боковой поверхностью второй уплотнительной опорной направляющей 332 может двигаться направо в ФИГ. 14. Перемещение направо второго поворотного ролика 325b может обеспечивать возможность перемещения второй подвижной пластины 324 по правому направлению. Когда вторая подвижная пластина 324 сдвигается направо, второй опорный уплотняющий башмак Р2, соединенный со второй подвижной пластиной 324, также может двигаться направо.
[128] Уплотнительный подвижный блок 340 может быть соединен с уплотнительным узлом 320 прессования. Уплотнительный подвижный блок 340 может перемещать уплотнительный узел 320 прессования относительно уплотнительной криволинейной направляющей 330.
[129] Как иллюстрировано в ФИГ. 1 и 2, уплотнительный подвижный блок 340 согласно настоящему варианту осуществления может включать фальцевальную цепь 341, соединенную с уплотнительным узлом 320 прессования, уплотняющий прессующий блок 320, фальцевальный шкив 342, соединенный с фальцевальной цепью 341, и фальцевальный приводной двигатель 343, который соединен с фальцевальным шкивом 342 и вращает фальцевальный шкив 342.
[130] Фальцевальная цепь 341 может быть соединена с уплотнительной опорной пластиной 321 уплотняющего прессующего блока 320. В настоящем варианте осуществления может быть предусмотрена пара фальцевальных цепей 341, и может быть присоединена к обоим концевым участкам уплотнительной опорной пластины 321, соответственно.
[131] Фальцевальный шкив 342 может быть с возможностью вращения соединен с рамой 310 уплотняющего устройства. Фальцевальная цепь 341 может быть соединена с фальцевальным шкивом 342.
[132] Фальцевальный приводной двигатель 343 может поддерживаться рамой 310 уплотняющего устройства. Фальцевальный приводной двигатель 343 может быть соединен с фальцевальным шкивом 342 для вращения фальцевального шкива 342.
[133] Далее со ссылкой на ФИГ. 1-14 будет описана поточная система формования изделий пельменного типа согласно настоящему варианту осуществления.
[134] Устройство 100 нарезки оболочек пельменного типа может прижимать лист лапшового теста для оболочки пельменного типа к узлу 220 прессования оболочек пельменного типа нижнего фальцевального устройства 200 формования изделий пельменного типа. Оболочка пельменного типа, вырезаная прижиманием устройством 100 нарезки оболочек пельменного типа, может быть размещена в зоне «К» укладки оболочки пельменного типа.
[135] Узел 220 прессования оболочек пельменного типа перемещается узлом 240 привода фальцовки так, что поворотный ролик 228b опорного пальца и поворотный ролик 225b сборочного пальца могут приходить в контакт с верхними поверхностями опорной направляющей 231 опорного пальца и опорной направляющей 232 сборочного пальца фальцевальной криволинейной направляющей 230.
[136] Поворотный ролик 228b опорного пальца поворотный ролик 225b сборочного пальца приподнимаются согласно формам верхних поверхностей опорной направляющей 231 опорного пальца и опорной направляющей 232 сборочного пальца фальцевальной криволинейной направляющей 230, и тем самым опорный палец SF и сборочный палец GF могут поворачиваться и приподниматься, как иллюстрировано в ФИГ. 7.
[137] В этом случае, как иллюстрировано в ФИГ. 7 В, два опорных пальца SF могут быть повернуты раньше, чем сборочный палец GF, для прижимания нижней поверхности оболочки пельменного типа, уложенной на зону «К» укладки оболочки пельменного типа, при этом слегка приподнимая обе стороны оболочки пельменного типа.
[138] После этого, как иллюстрировано в ФИГ. 7С, четыре сборочных пальца GF могут быть повернуты для вторичного прижимания оболочки пельменного типа, прижатой опорными пальцами SF.
[139] Затем, как иллюстрировано в ФИГ. 7D, два опорных пальца SF могут быть повернуты на больший угол для более сильного прижатия оболочки пельменного типа.
[140] Как описано выше, оболочка пельменного типа может быть свернута подъемом опорных пальцев SF и сборочных пальцев GF, и сложенная оболочка пельменного типа может непрерывно двигаться до достижения уплотняющего устройства 300.
[141] Уплотняющее устройство 300 может первым опорным уплотняющим башмаком Р1 и вторым опорным уплотняющим башмаком Р2 сдавливать изделие пельменного типа, имеющее оболочку пельменного типа, сложенную нижним фальцевальным устройством 200 формования изделий пельменного типа, может присоединять оболочку к изделию пельменного типа, и тем самым может формировать изделие пельменного типа, имеющее конечную форму.
[142] Таким образом, поточная система формования изделий пельменного типа согласно настоящему варианту осуществления может включать устройство 100 нарезки оболочек пельменного типа, которое формует оболочку пельменного типа вырезанием подаваемого листа лапшового теста для оболочки пельменного типа, нижнее фальцевальное устройство 200 формования изделий пельменного типа, которое размещено в нижней части устройства 100 нарезки оболочек пельменного типа и прижимает и складывает оболочку пельменного типа, в которую введена начинка пельменного типа, и уплотняющее устройство 300, которое размещено в верхней части фальцевального устройства 200 формования изделий пельменного типа, и прижимает и запечатывает сложенную оболочку пельменного типа. Тем самым занимаемая производственная площадь может быть сокращена размещением устройства 100 нарезки оболочек пельменного типа и уплотняющего устройства 300 на верхней области фальцевального устройства 200 формования изделий пельменного типа. Соответственно этому, производительность становится более высокой сравнительно с производственной площадью, и может быть сформировано изделие пельменного типа с точной формой, и тем самым может быть сокращено возникновение дефектов.
[143] Хотя настоящий вариант осуществления был подробно описан со ссылкой на сопроводительные чертежи, область патентных прав настоящего варианта осуществления не ограничена представленными выше чертежами и описанием.
[144] Таким образом, настоящее изобретение не ограничено описанными вариантами осуществления, и квалифицированным специалистам в этой области технологии очевидно, что различные изменения и модификации могут быть сделаны без выхода на пределы смысла и области настоящего изобретения. Таким образом, изменения или модификации должны соответствовать пунктам прилагаемой формулы настоящего изобретения.
Промышленная применимость
[145] Настоящее изобретение может быть использовано в поточной системе формования изделий, особенно в поточной пищевой промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| НИЖНЕЕ ФАЛЬЦЕВАЛЬНОЕ УСТРОЙСТВО ФОРМОВАНИЯ ИЗДЕЛИЙ ПЕЛЬМЕННОГО ТИПА | 2022 |
|
RU2823724C1 |
| ПИЩЕВОЙ ПРОДУКТ ИЗ ТЕСТА С НАЧИНКОЙ В ПЛЕНКЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2594878C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ И НАГНЕТАТЕЛЬ ТЕСТА, ИСПОЛЬЗУЕМЫЙ В ЭТОМ УСТРОЙСТВЕ | 2014 |
|
RU2552048C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЛЬМЕНЕЙ "РАВИОЛИ" | 1999 |
|
RU2134969C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ, ДОЗАТОР НАЧИНКИ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2004 |
|
RU2269896C2 |
| АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ПЕЛЬМЕНЕЙ | 2008 |
|
RU2379894C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ (ВАРИАНТЫ) | 2005 |
|
RU2297765C2 |
| МАССАЖНЫЙ АППАРАТ ДЛЯ ИЗМЕРЕНИЯ БИОСИГНАЛОВ | 2021 |
|
RU2836676C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| СУДНО, СОДЕРЖАЩЕЕ ОБЕСПЕЧИВАЮЩИЙ ПЛАВУЧЕСТЬ БЛОК | 2012 |
|
RU2612730C2 |
Изобретение относится к пищевой промышленности, в частности к поточной системе формования изделий пельменного типа. Поточная система формования изделий пельменного типа включает устройство нарезки оболочек пельменного типа, нижнее фальцевальное устройство формования изделий пельменного типа, размещенное ниже устройства нарезки, на которое укладываются нарезанные оболочки пельменного типа, и которое прижимает и сворачивает оболочки пельменного типа с начинкой, и уплотняющее устройство, размещенное над нижним фальцевальным устройством формования изделий, которое сжимает и запечатывает сложенные оболочки пельменного типа. Использование изобретения позволит повысить качество готового продукта. 10 з.п. ф-лы, 14 ил.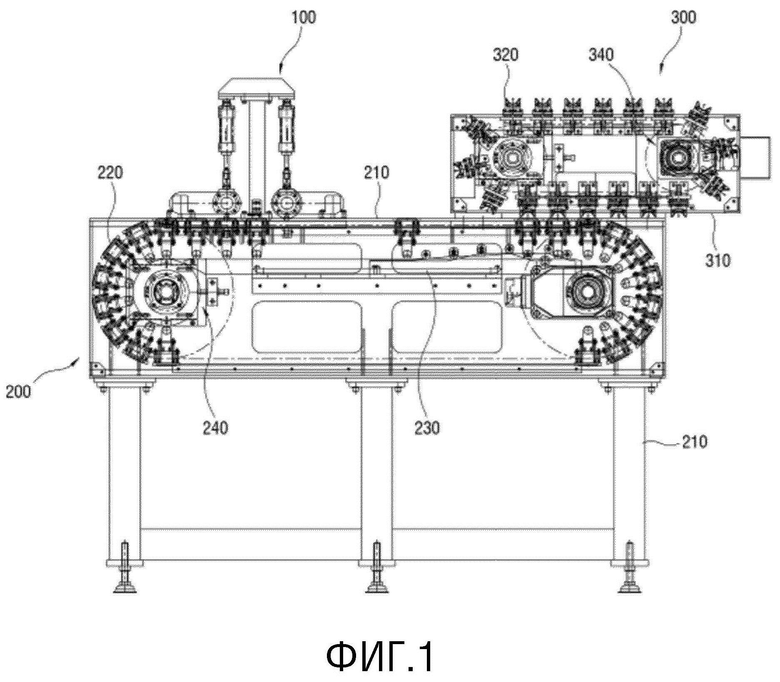
1. Поточная система формования изделий пельменного типа, включающая:
устройство нарезки оболочек пельменного типа, предназначенное для разрезания листа лапшового теста с образованием оболочки пельменного типа;
нижнее фальцевальное устройство формования изделий пельменного типа, которое размещено в нижней части устройства нарезки оболочек пельменного типа, на которое укладывается нарезанная оболочка пельменного типа, и которое прижимает и сворачивает оболочку пельменного типа, в которую подается начинка пельменного типа; и
уплотняющее устройство, размещенное на верхней части нижнего фальцевального устройства формования изделий пельменного типа и выполненное с возможностью сжимания и запечатывания сложенной оболочки пельменного типа, при этом
уплотняющее устройство включает:
уплотняющий прессующий блок, включающий первый опорный уплотняющий башмак, выполненный с возможностью прижатия оболочки пельменного типа, сложенной нижним фальцевальным устройством формования изделий пельменного типа, и второй опорный уплотняющий башмак, который размещен в отдалении от первого опорного уплотняющего башмака и выполненный с возможностью прижатия оболочки пельменного типа в направлении первого опорного уплотняющего башмака;
уплотнительную криволинейную направляющую, соединенную с уплотняющим прессующим блоком и выполненную с возможностью перемещения первого опорного уплотняющего башмака и второго опорного уплотняющего башмака; и
уплотнительный подвижный блок, соединенный с уплотняющим прессующим блоком и предназначенный для перемещения уплотняющего прессующего блока относительно уплотнительной криволинейной направляющей.
2. Поточная система формования изделий пельменного типа по п. 1, в которой устройство нарезки оболочек пельменного типа включает:
раму устройства нарезки;
первый прижим листа лапшового теста, поддерживаемый рамой устройства нарезки и предназначенный для первоначального прижатия листа лапшового теста к выступающему резаку, сформированному в нижнем фальцевальном устройстве формования изделий пельменного типа; и
второй прижим листа лапшового теста, поддерживаемый рамой устройства нарезки, размещенный в отдалении от первого прижима листа лапшового теста и предназначенный для вторичного прижатия к выступающему резаку листа лапшового теста, первоначально прижатого первым прижимом листа лапшового теста.
3. Поточная система формования изделий пельменного типа по п. 2, в которой первый прижим листа лапшового теста включает:
первую поворотную штангу, с возможностью поворота соединенную с рамой устройства нарезки;
первый прижимной валик, с возможностью вращения соединенный с первой поворотной штангой и предназначенный для прижатия листа лапшового теста; и
первый регулятор высоты, поддерживаемый рамой устройства нарезки, соединенный с первой поворотной штангой и предназначенный для корректирования высоты первого прижимного валика относительно выступающего резака путем регулирования угла поворота первой поворотной штанги.
4. Поточная система формования изделий пельменного типа по п. 2, в которой второй прижим листа лапшового теста включает
вторую поворотную штангу, с возможностью поворота соединенную с рамой устройства нарезки;
второй прижимной валик, с возможностью вращения соединенный со второй поворотной штангой и предназначенный для прижатия листа лапшового теста; и
второй регулятор высоты, поддерживаемый рамой устройства нарезки, соединенный со второй поворотной штангой и предназначенный для корректирования высоты второго прижимного валика относительно выступающего резака путем регулирования угла поворота второй поворотной штанги.
5. Поточная система формования изделий пельменного типа по п. 1, в которой создано множество уплотняющих прессующих блоков, и множество уплотняющих прессующих блоков размещены в форме гусеничной цепи.
6. Поточная система формования изделий пельменного типа по п. 1, в которой уплотняющий прессующий блок включает:
уплотнительную опорную пластину, соединенную с уплотнительным подвижным блоком;
первую подвижную пластину, которая соединена с уплотнительной опорной пластиной, будучи относительно подвижной, и к которой присоединен первый опорный уплотняющий башмак;
подвижную часть первой подвижной пластины, соединенную с первой подвижной пластиной, соединенной с уплотнительной криволинейной направляющей, и предназначенную для перемещения первой подвижной пластины;
вторую подвижную пластину, которая соединена с уплотнительной опорной пластиной, будучи относительно подвижной, и к которой присоединен второй опорный уплотняющий башмак;
подвижную часть второй подвижной пластины, соединенную со второй подвижной пластиной, соединенной с уплотнительной криволинейной направляющей, и предназначенную для перемещения второй подвижной пластины;
первую часть для возвращения в исходное положение, соединенную с уплотнительной опорной пластиной, соединенной с первой подвижной пластиной, и предназначенную для возвращения первой подвижной пластины, перемещаемой подвижной частью первой подвижной пластины, в ее исходное положение; и
вторую часть для возвращения в исходное положение, соединенную с уплотнительной опорной пластиной, соединенной со второй подвижной пластиной, и предназначенную для возвращения второй подвижной пластины, перемещаемой подвижной частью второй подвижной пластины, в ее исходное положение.
7. Поточная система формования изделий пельменного типа по п. 6, в которой подвижная часть первой подвижной пластины включает:
первый центральный вращающийся вал, соединенный с первой подвижной пластиной, и первый вращающийся валик, соединенный с возможностью вращения с первым центральным вращающимся валом.
8. Поточная система формования изделий пельменного типа по п. 7, в которой подвижная часть второй подвижной пластины включает:
второй центральный вращающийся вал, соединенный со второй подвижной пластиной; и
второй вращающийся валик, соединенный с возможностью вращения со вторым центральным вращающимся валом.
9. Поточная система формования изделий пельменного типа по п. 6, в которой первая часть для возвращения в исходное положение включает:
первый возвращающий фиксатор, соединенный с уплотнительной опорной пластиной;
выступающий блок первой подвижной пластины, соединенный с первой подвижной пластиной и проходящий через первое сквозное отверстие, образованное в уплотнительной опорной пластине; и
первый возвращающий упругий элемент, соединенный с первым возвращающим фиксатором, соединенный с выступающим блоком первой подвижной пластины, и предназначенный для прижатия выступающего блока первой подвижной пластины.
10. Поточная система формования изделий пельменного типа по п. 6, в которой вторая часть для возвращения в исходное положение включает:
второй возвращающий фиксатор, соединенный с уплотнительной опорной пластиной;
выступающий блок второй подвижной пластины, соединенный со второй подвижной пластиной и проходящий через второе сквозное отверстие, образованное в уплотнительной опорной пластине; и
второй возвращающий упругий элемент, соединенный со вторым возвращающим фиксатором, соединенный с выступающим блоком второй подвижной пластины, и предназначенный для прижатия выступающего блока второй подвижной пластины.
11. Поточная система формования изделий пельменного типа по п. 6, в которой уплотнительная криволинейная направляющая включает:
первую уплотнительную опорную направляющую, по которой первый вращающийся валик перемещается вдоль ее боковой поверхности; и
вторую уплотнительную опорную направляющую, по которой второй вращающийся валик перемещается вдоль ее боковой поверхности.
| KR 20160099796 A, 23.08.2016 | |||
| KR 102073611 B1, 06.02.2020 | |||
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЛЬМЕНЕЙ "РАВИОЛИ" | 1999 |
|
RU2134969C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА | 2011 |
|
RU2450520C1 |

