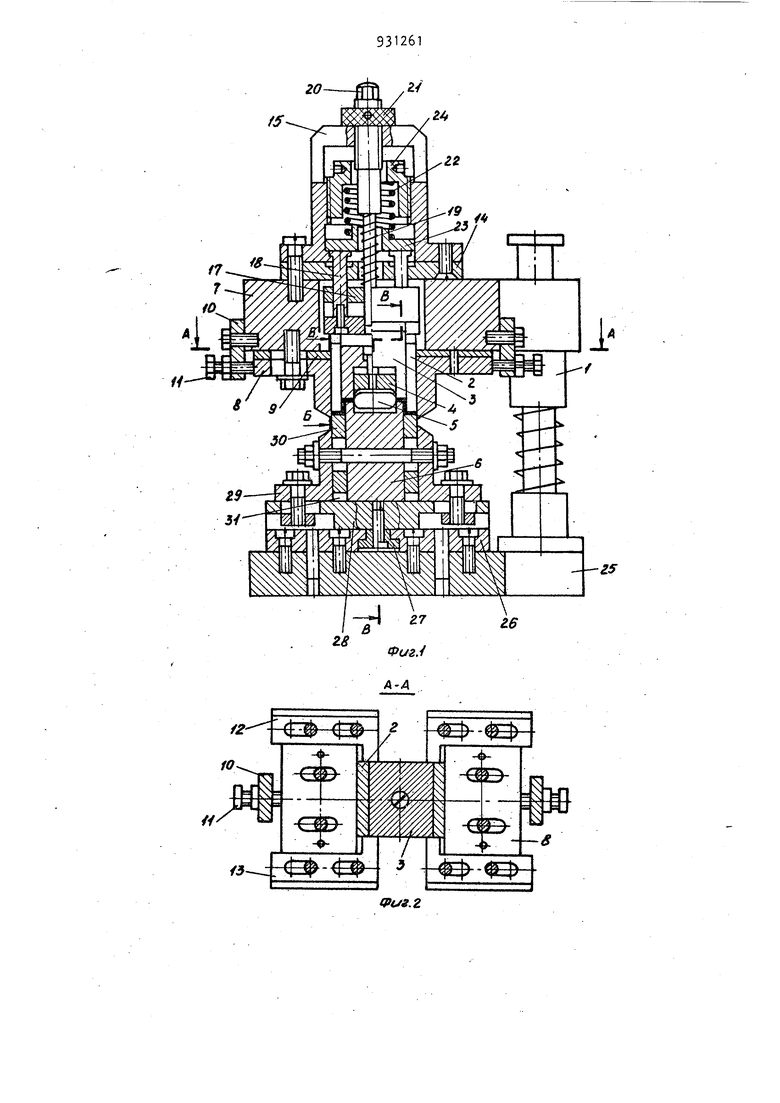
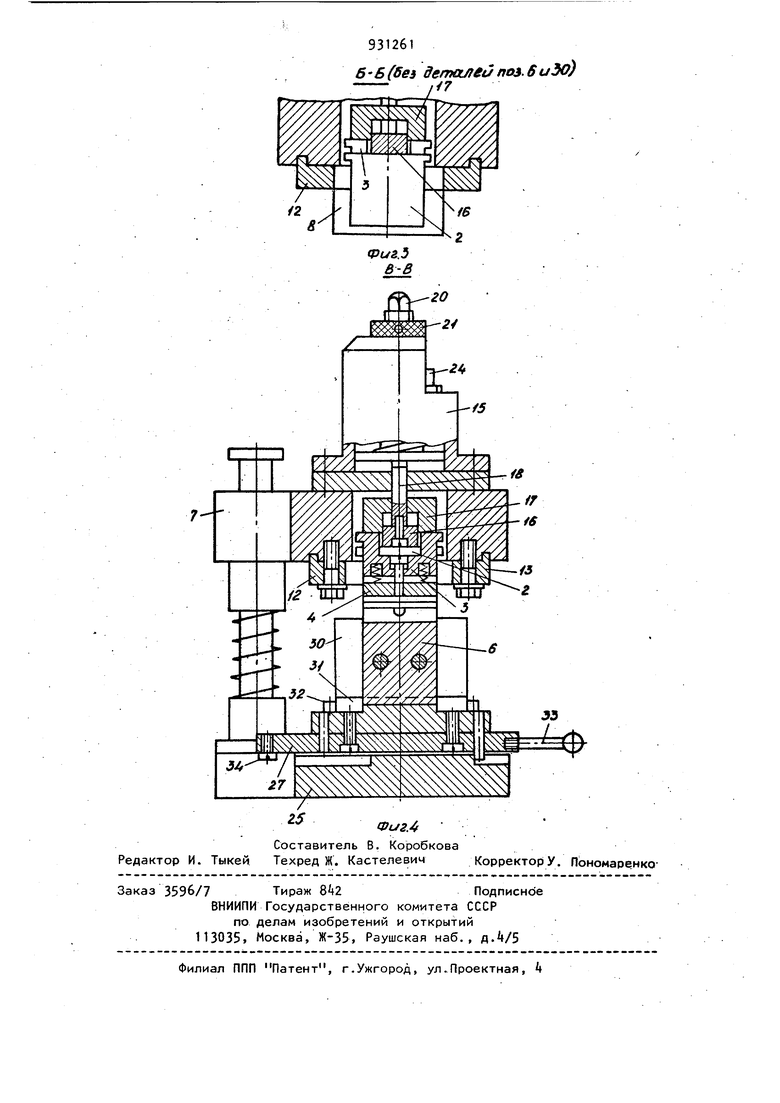
Изобоетение относится к обраЬотКН металлов давлением, а именно к технологической оснастке для холодной штамповки, и может быть использовано в частности,при штамповке электрорадиоэлементов, применяемых на элект тpoннoй радиотехнической и других отраслях промышленности. Известен штамп совмещенного действия для гибки и обрезки деталей, используемый в устройстве для формов ки и обрезки выводов, содержащий смонтированные на верхней плите держатель, обрезной и гибочный инстру менты,прижим и узел амортизатора, а .также установленные на нижней плите гибочный и обрезной инструменты L13. Однако применение таких штампов в мелкосерийном производстве экономически нецелесообразно, так как для каждого типоразмера радиоэлемента необходим свой штамп. Последнее обстоятельство связано с тем, что детали известного штампа не универсальны, а выполнены применительно к конфигурации конкретного радиоэлемента. Кроме того, требуемые усилия прижима в известном штампе, а также высота формуемой части радиоэлемента, обеспечиваются установкой в штамп пружин, рассчитанных на определенные усилия и ход рабочих частей штампа, причем потребное усилие достигается при настройке штампа сжатием пружин пробками.Процесс настройки трудоемок и необходим при формовке ка.чдого типоразмера радиоэлемента, так как узел амортизатора не универсален. Наиболее близким к предлагаемом по технической сущности и достигаемому эффекту является штамп совмещенного действия для, гибки и обрезки деталей, содержащий смонтированные на его подвихсной и неподвижной плитах взаимодействующие гибочные и.обрезные инструменты, установлен39ные в держателях, а также связанный с амортизатором прижим, размещенный в гибочном инструменте подвижной плиты 2. Однако и этот штамп не обладает универсальностью. Цель изобретения - обеспечение универсальности штампа. Дг(я достижения поставленной цели в штампе совмещ енного действия для гибки и обрезки деталей, содержащем смонтированные на его подвижной и неподвижной плитах взаимодействующие гибочные и обрезные инструменты установленные в держателях, а также связанный с амортизатором прижим, размещенный в гибочном инструменте подвижной Плиты, гибочные инструмент выполнены в виде пластин, а держатель, закрепленный на подвижной плите, выполнен составныг из четырех угольников, установленных с возможностью переустановки в плоскости по лок в направлении, перпендикулярном режущим кромкам обрезного инструмен та, и образующих полками, параллель ными указанным кромкам, удерживающую и направляющую части для пласти гибочного инструмента и прижима При этом обрезной инструмент под вижной плиты установлен в пазах, образованных полками угольников дер жателя , перпендикулярными режущим кромкам этого инструмента. Гибочный и обрезной инструменты неподвижной плиты связаны с ней жес ко, а амортизатор снабжен двумя под прухсиненныуи траверсами, расположен ными одна в другой с возможностью взаимодействия одной из них с прижимом, а другой - с гибочными пластинами, причем прижим со стороны своего нерабочего торца выполнен с пазом под траверсу, глубина которого больше высоты формируемой части детали. На фиг.1 показан предлагаемый штамп с обработанным радиоэлементом при крайнем нижнем положении верхне части штампа, в разрезе; на фиг. 2сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. сечение В-В на фиг.1. Штамп содержит универсальный блок, включающий верхнюю и нижнюю части, соединенные направляющими уз лами 1 , в котором установлены сменные рабочие части: гибочная матрица состоящая из двух пластин 2, при4жим 3 с фиксатором 4, устанавливаемым в случае необходимости (при жестких требованиях к симметричности корпуса радиоэлемента 5 по отношению к размерам формируемых выводов, и гибочная вставка пуансона 6. Пластины 2 и прижим 3 выполнены с буртиками со стороны нерабочих торцов. В верхней части универсального -блока размещена верхняя плита 7, выполненная со сквозным отверстием. На плите 7 снизу закреплена рбрезная матрица, состоящая из ножей 8 и прокладок 9- Ножи 8 установлены с возможностью переустановки в направлении, перпендикулярном их режущим кромкам. Размер сквозного отверстия плиты 7,измеренный в этом же направлеНИИ, на 2 мм больше максимально возможного размера между ножами В отрезной матрицы. Прокладки 9 предназначены для компенсации высоты ножей 8 после их .переточки. На боковых торцах плиты 7 закреплены кронштейны 10 с регулируемыми упорными болтами 11 для фиксации положения ножей 8. На плите 7 снизу установлен сбор|НЫЙ держатель пластин 2 гибочной матрицы и прижима 3, состоящий из че тырех угольников 12 и 13 (фиг.2), выполненных с овальными окнами для переустановки их в направлении, перпендикулярном режущим кромкам ножей 8.Угольники 12 и 13 (фиг.4) имеют направляющие выступы, которые, контактируя с соответствующими им пазами плиты 7 ориентируют их относительно плиты 7Полки угольников 12 и 13 с направ,ляющими выступами образуют паз под ножи В (()иг.2), а полки, параллельные режущим кромкам отрезной матрицы, своими торцами совместно с ножами 8, образуют прямоугольное окно с регулируемым размером в направлении, перпендикулярном режущим кромкам ножей В, и являются удерживающими и направляющими звеньями для пластин 2 матрицы и прижима 3Пластины 2 матрицы и прижим 3 расположены в указанном окне, удерживаются в нем при их нерабочем положении с помощью буртиков, опирающихся на удерживающие полки угольников 12 и 13, и могут перемещаться друг относительно друга и относительно ножей 8 матрицы в направлени вертикальной оси штампа. Ширина удерживающих полок угольников 12 и 13 выполнена из условия что при переустановке последних навстречу друг к другу до их соприкос новения, расстояние между режущими кромками ножей 8 может обеспечить при обрезке выводов минимальный размер между торцами выводов радиоэлемента 5. Длина выступающей части удерживающих полок угольников 12 и 13 выполнена равной полуразности длин отрезного ножа 8 и пластины 2 измеренных в плоскости, перпендикулярной направлению переустановки угольников 12 и 13 (фиг. 2) . На верхней плите 7 через проклад ку установлен корпус 15 узла амортизатора. Узел амортизатора содержит две расположенные одна в другой траверсы 1б и 17, закрепленные посредством толкателя 18 в прок ладке Н. Траверса 17 под действием пружины 19 взаимодействует с прижимом 3. Усилие действия пружины 19 на траверсу 17, а следовательно, и на прижим 3 составляет РПР (0,25-0,3) РИЗ. требуемое усилие гибки радиоэлемента;Ррр- усилие прижима. Указанное усилие устанавливается с помощью винта 20, расположенного в корпусе 15- Положение винта 20 фиксируется контргайкой 21. Траверса 16 под действием пружины 22 через шайбу 23 и толкатели 18 взаимодействует с пластинами 2 гибочной матрицы. Усилие пружины 22 равно усилию гибки радиоэлемента 5 которое в каждом конкретном случае зависит от площади поперечного сече ния выводов штампуемого радиоэлемен та и регулируется с помощъю резьбовой пробки 24. В прижиме 3 со стороны нерабочег торца выполнен паз под траверсу 16 (фиг.З), глубина которого на 1 мм больше высоты формируемой части ра диоэлемента 5. Паз обеспечивает при гибке радио элемента 5 перемещение траверсы 1б относительно траверсы 17 в направлении рабочего хода плиты 7 на величину формируемой части радиоэлемента 5 . 16 Пружины,19 и 22 выбраны из расчета максимально возможных усилий прижима и гибки радиоэлементов 5, причем пружина 19 выбрана также из расчета, что ее максимально допустимая величина сжатия обеспечивает наибольшее перемещение траверсы 16 относительно траверсы 17, что необходимо для гибки радиоэлементов 5 с максимально возможной высотой формируемой части. Длина траверс 16 и 17, измеренная в направлении, перпендикулярном режущим кромкам ножей 8 обрезной матрицы, меньше длины сквозного отверстия плиты 7 на 2 мм, что обеспечивает взаимодействие траверс 16 и 17 с пластинами 2 гибочной матрицы и прижимом 3 при штамповке радиоэлементов 5 с различной длиной между торцами обрезаемых выводов. В нижней части универсального блока (фиг.1) размещена нижняя плита 25, на которой установлены направляющие планки 2б, образующие Т-образный паз под направляющую 27, прикрепленную к базовой плите 28, На плите 28 с помощью сборного пуансодержателя, состоящего из двух угольников 29, закреплен сборный пуансон, состоящий из сменных обрезных ножей 30 и гибочной вставки пуансона 6. Обрезные ножи 30 установлены на прокладках 31 (фиг.), предназначенных для компенсации высоты указанных ножей после их переточки. Прокладки 31 расположены между штифтами 32, установленными в плите 28, и выступом этой плиты и образуют паз, фиксирующий положение угольников 29. и гибочной вставки пуансона 6. Направляющая 27 снабжена рукояткой 33 и упорным винтом Ножи 30 выполнены в виде пластин призматической формы с двумя овальными отверстиями и предназначены для обрезки выводов радиоэлементов, а такжедля обеспечения требуемой лины горизонтальных полок формируемой части выводов. Указанная длиа колебается в определенном диапаоне, что позволя.ет изготовить для аждой длины полки свои ножи 30. В свяи с этим в комплект штампа входит наор ножей 30 различной толщины, коорые обеспечивают весь диапазон лин горизонтальных полок выводов. 7 Призматическая форма ножей 30 по зволяет менять их положение таким о разом, что каждый из четырех углов, образованных вертикальными и горизонтальными поверхностями рабочих и опорных частей может быть использован как рабочий, т.е. взаимодейст вовать с ножом 8 матрицы при обрезке выводов (фиг.1). Это позволяет увеличивать стойкость ножей 30 в четыре раза. Перестройка штампа на формовку и обрезку нового радиоэлемента 5 ПРР исходит в следующем порядке. Из направляющей 27 вывинчивают винт 3 и, выводя направляющую 27 из Т-образного паза, образованного планками 2б снимают плиту 28,г,ибочную вставку пуансона 6, угольники 29 и ножи 30 с нижней плиты 25Развинчивают крепежные элементы узла пуансона и меняют вставку пуансона 6 и сменные ножи 30 в соответствии с размерами формируемого радиоэлемента. Собирают пуансон и закрепляют его на плите 28. Вставляют направля ющую 27 с закрепленной на ней плито 28, гибочную вставку пуансона 6, угольники 29 и ножи 30 в Т-образный паз. Завинчивают винт 3 в направля щую 27, чем предупреждают ее выход из Т-образного паза при выводе узла пуансона с отштампованным радиоэлементом 5 из рабочей зоны штампа. С верхней плиты 7 снимают узел амортизатора и, выталкивая вверх в сторону сквозного отверстия плиты 7 пластины 2 матрицы и прижим 3 вынйм ЮТ из держателя. Отвинчивак)т неполностью крепеж ные болты отрезных ножей 8 матрицы и угольников 12 , 13 держателя. Ножи 8 матрицы устанавливают в новое положение, выставляя по ножам 30 Пуансона, и крепят к плите 7 после чего фиксируют их положение болтами 11. По выставленным ножам 8 матрицы устанавливают угольники 12 и 13 держателя и крепят их к плите 7Во вновь образованное ножами 8 матрицы и угольниками 12 и 13 держателя окно вставляют новые пластины 2 матрицы и прижим 3На плите 7 крепят узел амортиза тора, после чего штамп готов к работе. 1 Усилие прижима и гибки в штампе устанавливают при провед ении пробных гибок после закрепления штампа на прессе. Для этого с помощью винта 20 и пробки 2 регулируют величину сжатия пружин t9 и 22, при этом штамп с пресса не снимают. Формовку радиоэлементов в штампе производят в следующем порядке. С помощью рукоятки 33 выводят из рабочей зоны штампа плиту 28 с установленным на.ней узлом пуансона. В пазы под выводы, выполненные во вставке пуансона 6, укладывают радиоэлемент 5 (или несколько радиоэлементов 5 если штамп работает. бе;з фиксатора +) , затем узел пуансона вводят в рабочую зону штампа и включают привод пресса. При рабочем ходе плита 7 вместе с узлами амортизатора и матрицы перемещается вниз, фиксатор Ц (если он есть) устаналивает радиоэлемент 5 по центру, прижим 3 под действием пружины 19 передающей усилие через траверсу 17, зажимает выводы радиоэлемента 5 в канавках вставки пуансона 6 и останавливается. Плита 7 и узел амортизатора (кроме прижима 3 и траверсы 17 продолжают свое движение вниз, при этом траверса 16 частично выходит из траверсы 17 и входит в паз прижима 3 на глубину, равную высоте формируемой части радиоэлемента 5. а пластины 2 матрицы под действием пружины 22, передающей усилие через шайбу 23 толкателю 18 и траверсе 16, осуществляют гибку выводов. По окончании гибки пластины 2 прекращают свое перемещение, а плита 7 продолжает свое движение вниз, при этом ножи 8 матрицы, взаимодействуя с ножами 30 пуансона, производят обрезку выводов радиоэлемента 5- При холостом ходе плиты 7(вверх ) пластины 2 матрицы и прижим 3 под действием пружин 19 и 22 остаются неподвижными до тех пор, пока угольники 12, 13 дер-. жателя своими удерживающими полками не коснутся буртиков пластин 2 матрицы и прижима 3, после чего вся верхняя часть штампа перемещается вверх до своего исходного положения . Выполнение держателя пластин матрицы и прижима в виде четырех угольников, переустанавливаемых в напревлении, перпендикулярном режущим кромкам матрицы, а также наличие в узле амортизатора двух подпружин ных траверс, расположенных одна в другой, размещение этих траверс в сквозном отверстии верхней плиты с возможностью взаимодействия одно траверсы с гибочной матрицей, а др гой - с прижимом, позволит выполнить верхнюю часть штампа универсальной, что способствует универса зации и нижней части шtгlмna. Таким образом для осуществления одновременной гибки и обрезки выводов радиоэлементов с различным размерами на предлагаемом штампе необходимо иметь один универсальны блок, к которому для каждого конкретного радиоэлемента необходиМ(О изготовить только две пластины гибочной матрицы, прижим и гибочную вставку пуансона, что значительно снижает трудоемкость изготовления таких штампов по сравнению с ранее изготавливаемыми стационарными штампами. Формула изобретения 1. Штамп совмещенного действия для гибки и обрезки деталей, содержащий смонтированные на его под вижной и неподвижной плитах взаимодействующие гибочные и обрезные инструменты, установленные в держа телях, а также связанный с амортизатором прижим, размещенный в гибо ном инструменте подвижной плиты, отличающийся тем,что, с целью обеспечения универсальности штампа, гибочные инструменты вы полнены в виде пластин, а держатель закрепленный на подвижной плите, выполнен составным из четырех угольников, установленных с возможностью переустановки в плоскости полок в направлении,перпендикулярно} режущим кромкам обрезного инструмента и образующих полками, параллельными указанным кромкам, удерживающую и направляющую части для пластин гибочного инструмента vi прижима. 2.Штамп по п.1, отличающий с я тем, что обрезной инструмент подвижной плиты установлен в пазах, образованных полкзми угольников держателя, перпендикулярными режущим кромкам этого инструмента. 3.Штамп по 0.1, о т. л и q а 1ю щ и и с я тем, что гибочный и обрезной инструменты неподвижной плиты связаны с ней жестко, а амортизатор снабжен двумя подпружиненными траверсами, расположенными одна в другой с возможностью взаимодействия одной из них с прижимом а другой - с гибочными пластинами, причем прижим со стороны своего нерабочего торца выполнен с пазом под траверсу, глубина которого больше высоты формируемой части детали, Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 661879, кл. Н 05 К 13/00, 23.05.77 2.Авторское свидетельство СССР №628979, кл. В Й.1 D37/08, 03.01.77 (прототип).
20
f5
2/
Фиг. г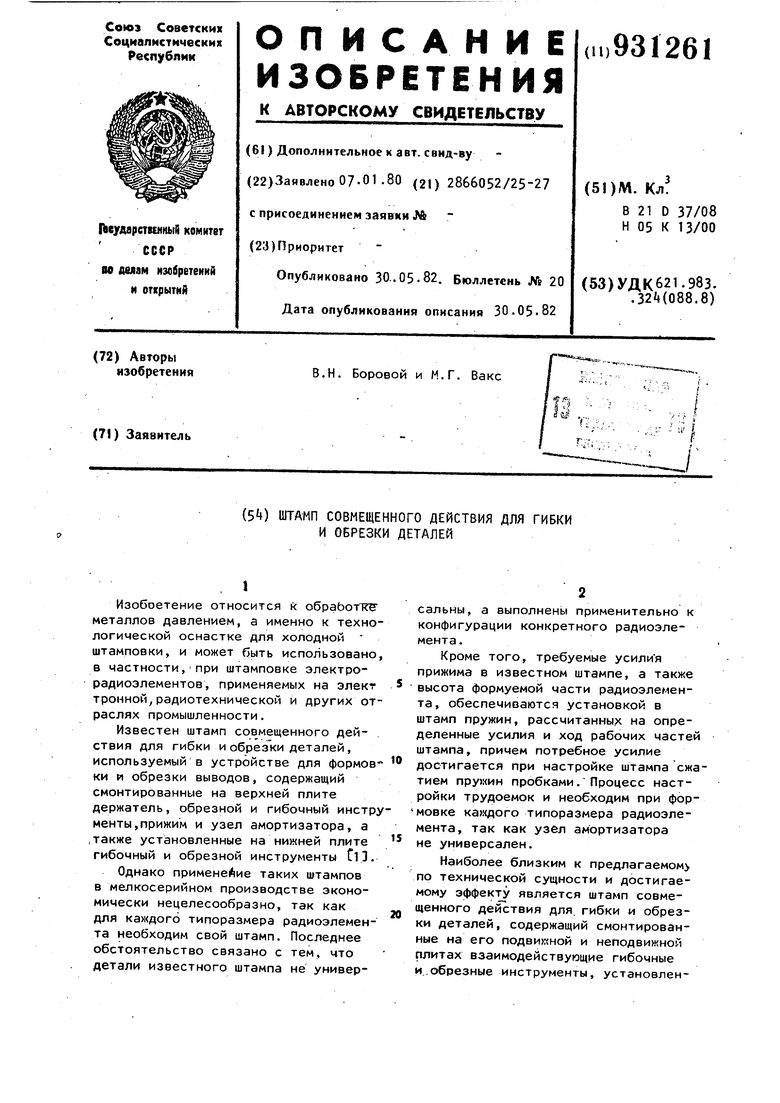
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1505647A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1989 |
|
SU1676719A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1354449A1 |
| Устройство для обрезки и формовки выводов радиоэлементов | 1977 |
|
SU661618A2 |
| Штамп совмещенного действия для гибки и отрезки выводов радиоэлементов | 1980 |
|
SU974619A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1989 |
|
SU1734252A1 |
| Устройство Г-образной формовки выводов радиоэлементов с однонаправленными выводами | 1988 |
|
SU1718400A1 |
| Устройство для формовки и обрезки выводов радиоэлементов с однонаправленными выводами | 1981 |
|
SU970742A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1977 |
|
SU661879A1 |
| Штамп совмещенного действия для гибки и отрезки деталей | 1989 |
|
SU1694286A1 |