Изобретение относится к технологическому оборудованию для подготовки радиоэлементов с осевыми выводами к монтажу и может быть использовано в радиоэлектронной и приборостроительной промышленности, а также электротехнической.
Цель изобретения - расширение функциональных и улучшение эксплуатационных возможностей устройства за счет обеспечения формовки под вертикальный монтаж, разгрузки корпуса радиоэлемента от сил, сопутствующих изгибу, и снижения трудоемкости переналадки на другой типоразмер радиоэлемента.
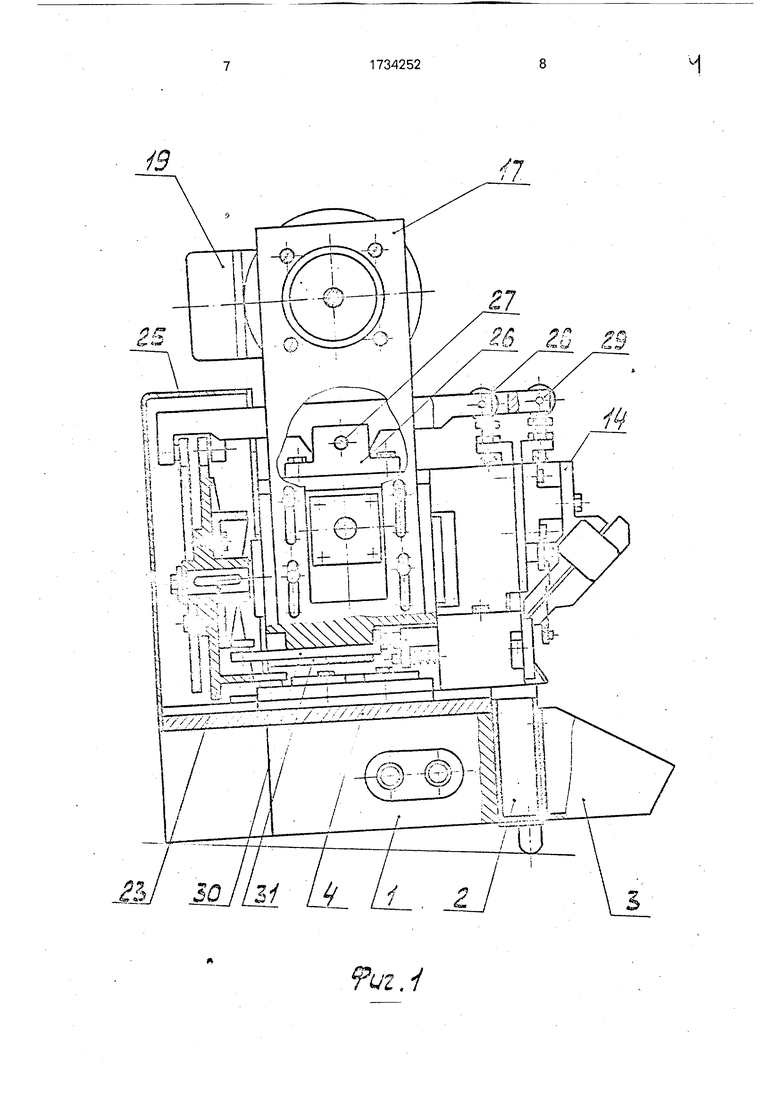
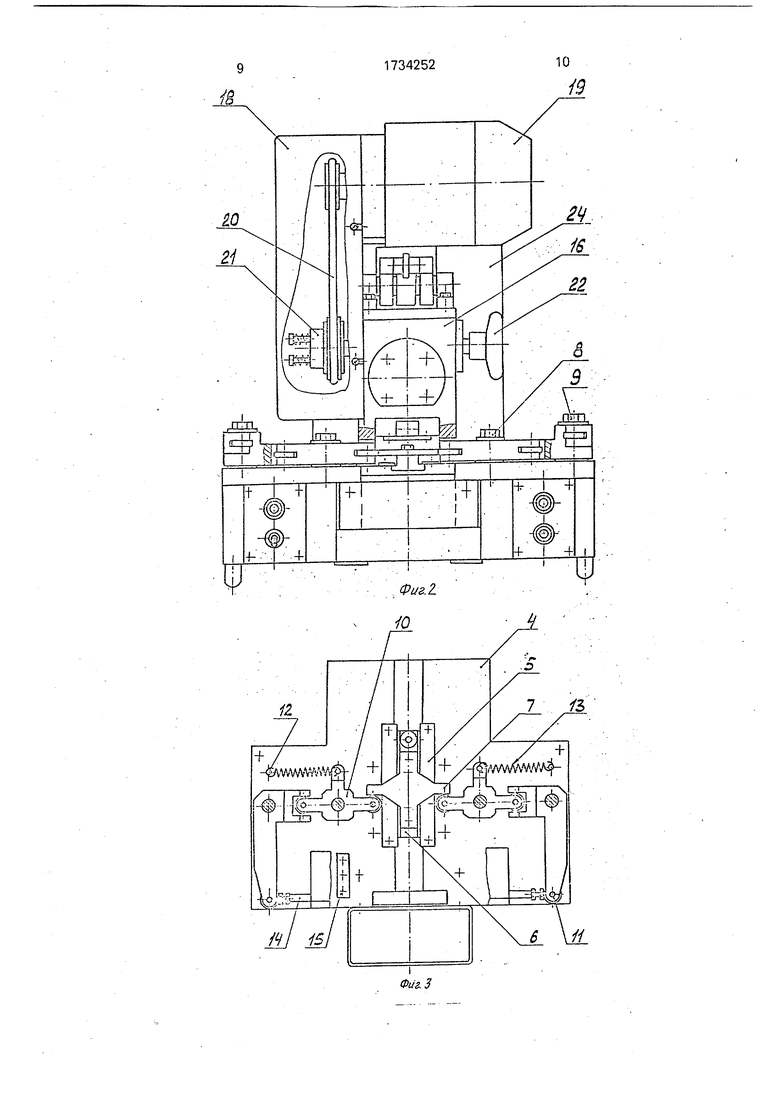
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид спереди без блока формовки; на фиг. 3 - то
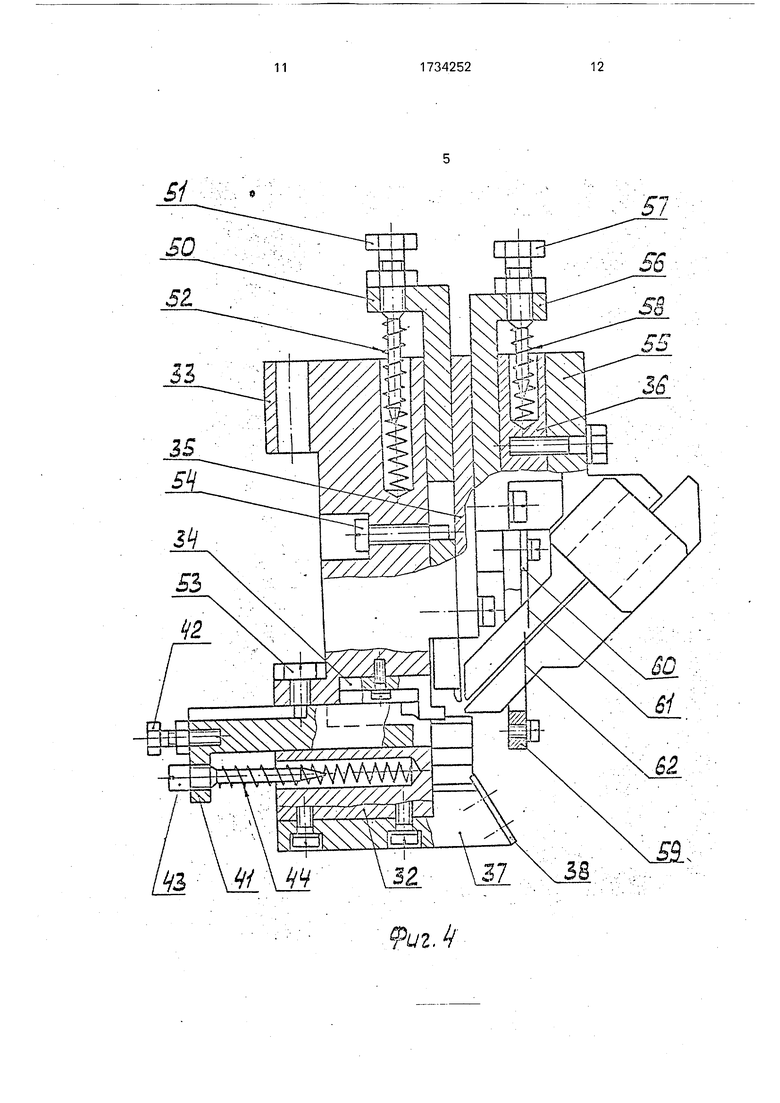
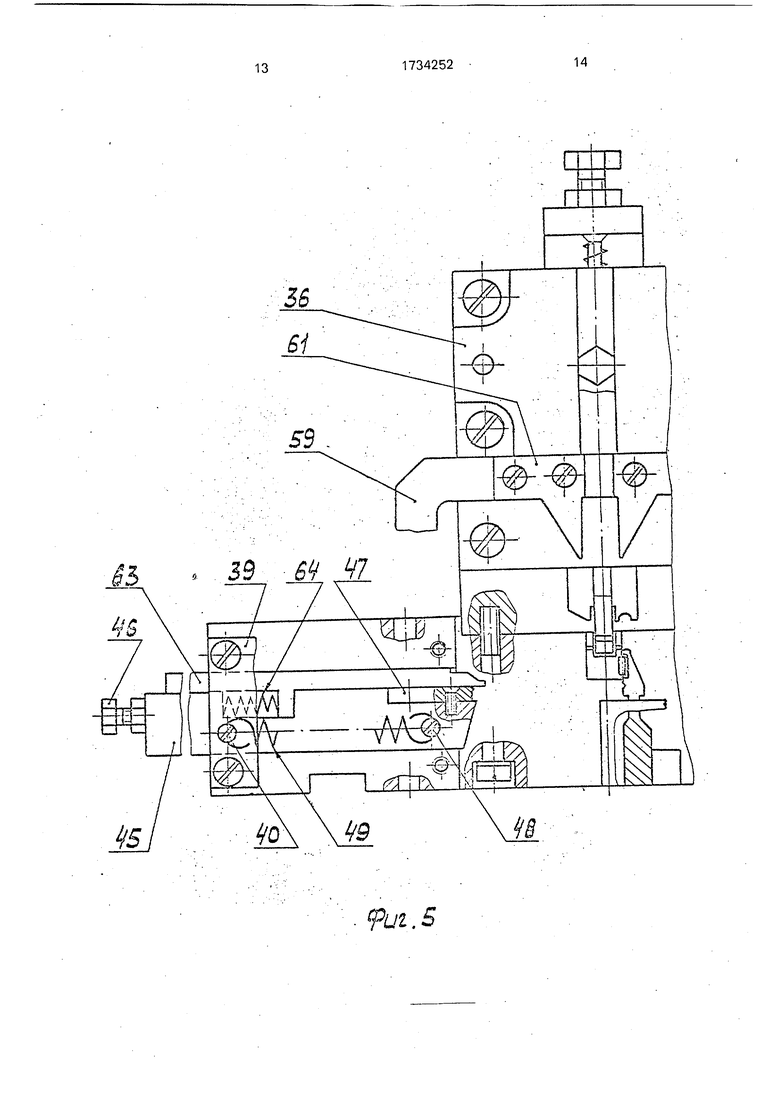
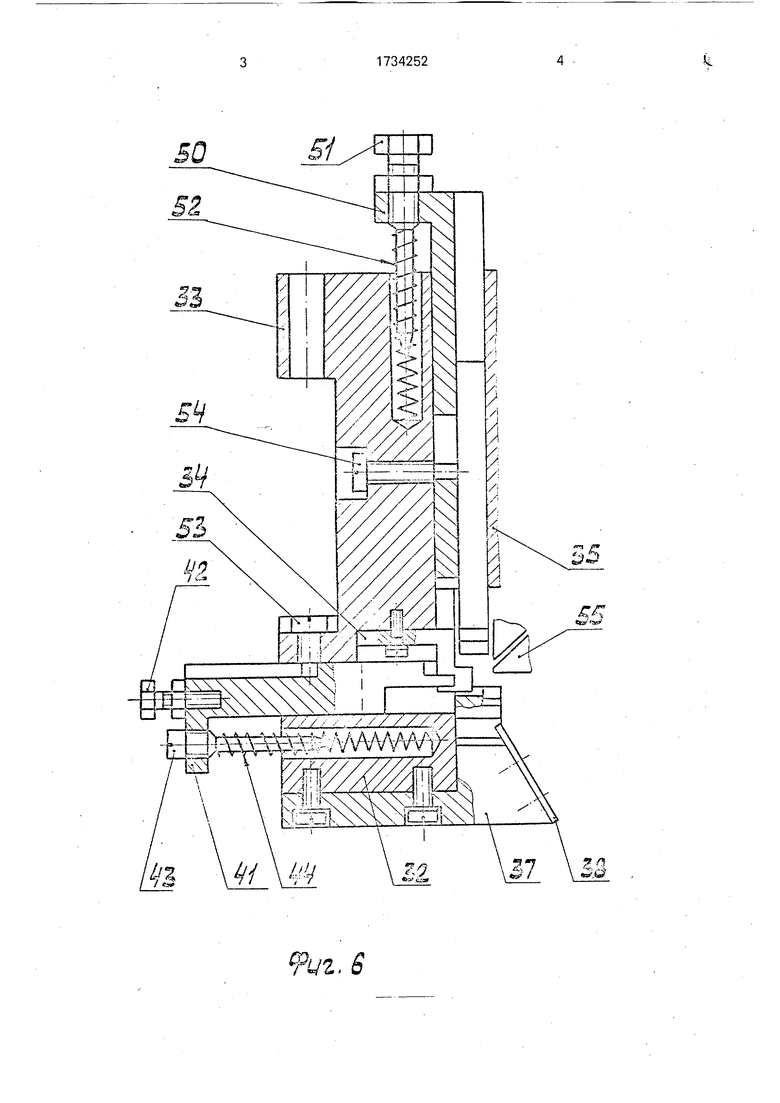
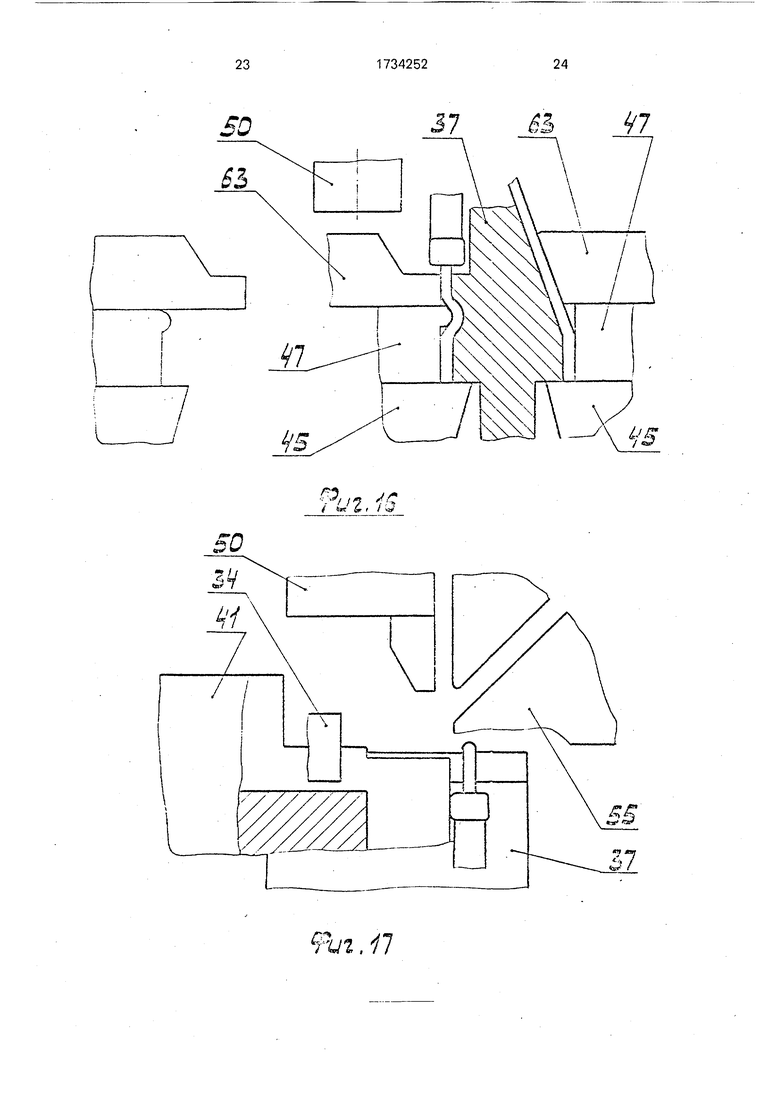
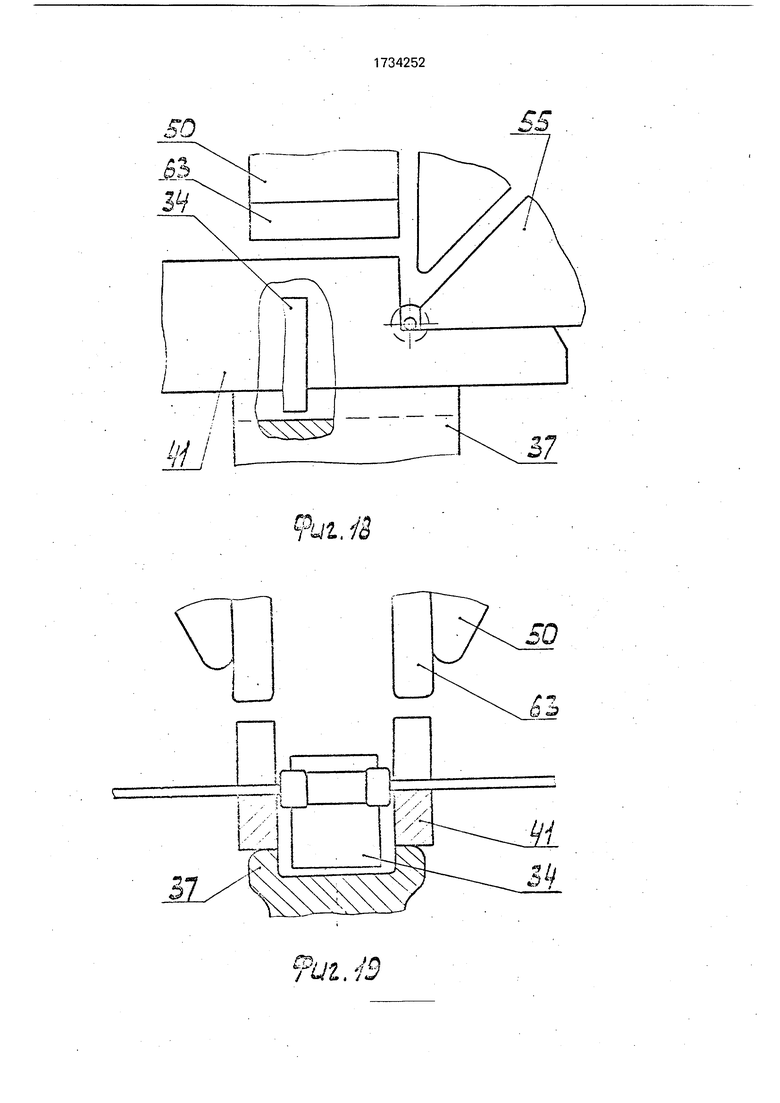
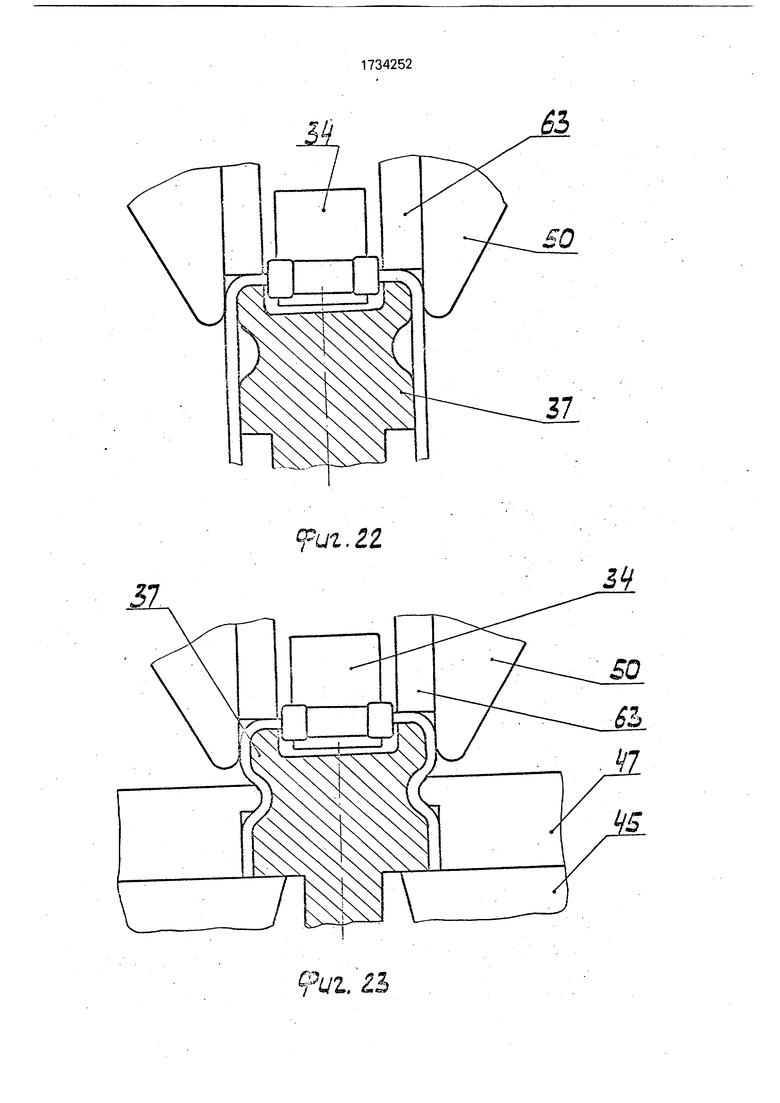
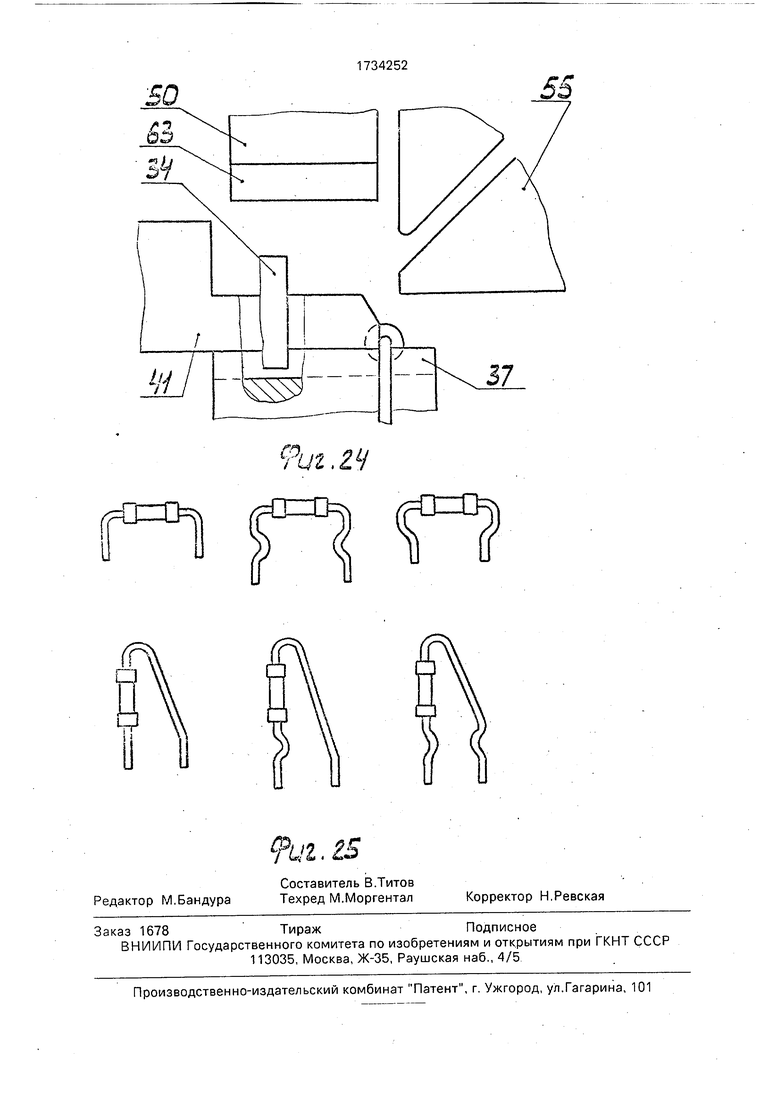
же, вид сверху без редуктора и средней части блока формовки; на фиг. 4 - блок формовки под вертикальный монтаж, вид сбоку; на фиг. 5 - то же, вид спереди; на фиг. 6 - часть блока формовки под горизонтальный монтаж, вид сбоку, разрез; на фиг. 7 - то же, вид спереди; на фиг. 8-17 - последовательные этапы формовки под вертикальный монтаж; на фиг. 18-24 - последовательные этапы формовки под горизонтальный монтаж; на фиг. 25 - возможные варианты формовки выводов.
Устройство содержит основание 1, на котором установлены коробка 2 для обрезки, коробка 3 для готовых деталей и плита 4. На плите 4 установлены планки 5, ползун 6 с толкателем 7, оси 8, 9 с рычагами 10, 11,
х|
СА)
to сл ю
штифты 12, соединенные с рычагами 10 пружинами 13, сменный блок 14 формовки, сухарь 15 для поперечной фиксации сменного блока 14 формовки и червячный редуктор 16. Передняя стенка корпуса редуктора 16 служит для продольной фиксации сменного блока 14 формовки, На боковой стенке корпуса редуктора 16 установлена плита 17 со съемным кожухом 18 и электродвигателем 19, связанным ременной передачей 20 с фрикционной предохранительной муфтой 21, установленной на консольной части червяка редуктора 16. На другой консольной части червяка редуктора 16 установлен маховик 22. На консольной части тихоходного вала редуктора 16 установлен сменный блок кулачков 23. На задней стенке корпуса редуктора 16 закреплена пластина 24 со съемным кожухом 25. На крышке редуктора 16 закреплены кронштейны 26 с осью 27, на которой установлены рычаги 28, 29. В нижней части корпуса редуктора 16 установлен толкатель 30 и пластина 31.
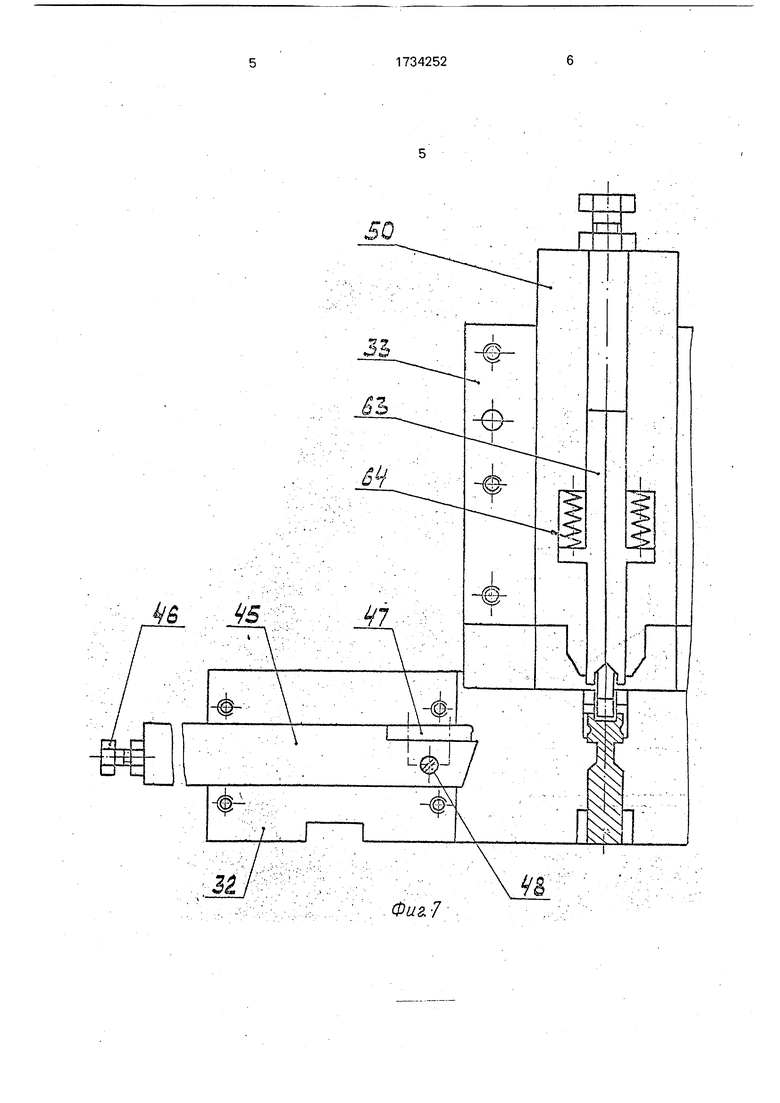
Сменный блок 14 формовки содержит сборный корпус, состоящий из основания 32, стойки 33 с упором 34, пластины 35 и направляющей 36. На основании 32 закреплены матрица 37 с лотком 38 и крышки 39 с винтом 40. В пазах основания 32 установлены ползун 41 с болтом 42 настройки, иглой 43 и пружиной 44 и обрезные ножи 45 с болтами 46 настройки, формовочными пуансонами 47 и винтами 48. Винты 40 и 48 соединены пружинами 49. Фиксация обрезных ножей 45 в крайнем разомкнутом положении происходит за счет упора винта 48 в крышку 39. В пазу стойки 33 установлен гибочной пуансон 50 с болтом 51 настройки и пружиной 52. Для фиксации ползуна 41 и гибочного пуансона 50 в крайних положениях на стойке установлены винты 53 и 54. На направляющей 36 закреплен накопитель 55 и установлен ползун 56 с болтом 57 настройки, пружиной 58 и рамкой 59, на которой закреплены прокладка 60 и вилки 61, 62. Обрезные ножи 45 блока формовки под вертикальный монтаж и гибочный пуансон 50 блока формовки под горизонтальный монтаж снабжены прижимами 63 с пружинами 64.
Устройство работает следующим образом.
От электродвигателя 19 через ременную передачу 20, фрикционную предохранительную муфту 21 на консольной части червяка редуктора 16, червячную передачу редуктора 16 вращение получает сменный блок кулачков 23, установленный на консольной части тихоходного вала редуктора 16. При вращении блока кулачков 23 в движение приводятся рычаг 28, взаимодействующий с гибочным пуансоном 50 через болт 51 настройки, рычаг 29, взаимодействующий с ползуном 56 через болт 57 настройки,
5 толкатель 30, взаимодействующий с ползуном 41 через болт 42 настройки, ползун 6 с толкателем 7, взаимодействующий с обрезными ножами 45 через рычаги 10,11 и болты 46 настройки.
0 В исходном положении обрезные ножи 45 разомкнуты, гибочный пуансон 50 и ползун 56 находятся в крайнем верхнем положении, ползун 41 находится в крайнем правом положении. Поступающие в накопи5 тель 55 радиоэлементы образуют столб. При этом нижний радиоэлемент опирается выводами в вилку 62.
При движении ползуна 56 вниз вилка 61 проходит между выводами нижнего и следу0 ющего за ним радиоэлемента и отсекает нижний радиоэлемент от остальных. В конце хода ползуна 56 вилка 62 освобождает выводы нижнего радиоэлемента и он полотку накопителя 55 перемещается вниз. При
5 этом нижний радиоэлемент оставшегося столба опирается выводами в вилку 61. При возврате ползуна 56 в исходное положение вилка освобождает выводы нижнего радиоэлемента и столб перемещается вниз до
0 упора выводов нижнего радиоэлемента в вилку 62. Спущенный радиоэлемент принимается ползуном 41. При этом гашение кинетической энергии радиоэлемента происходит в направляющих, что исключает
5 сброс или перекос радиоэлемента. Радиоэлемент ложится выводами на ползун 41, не касаясь матрицы 37. В дальнейшем обработка радиоэлемента под вертикальный монтаж отличается от обработки под гори0 зонтальный монтаж работой подвижных частей блока формовки.
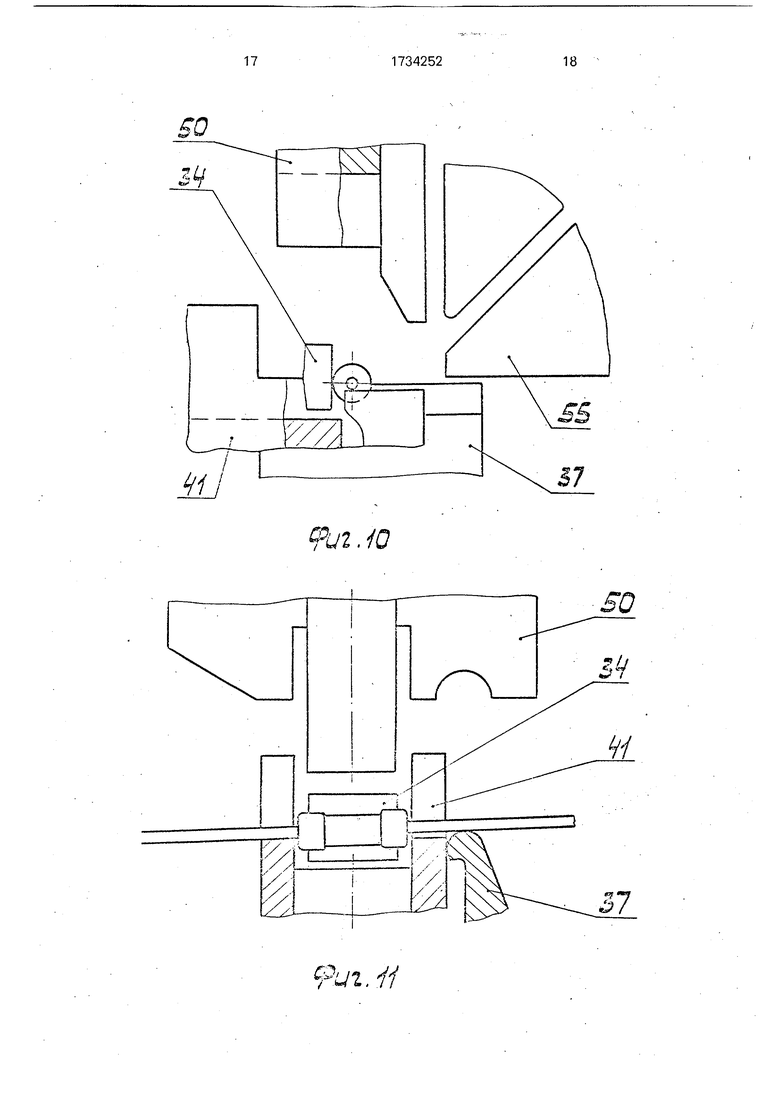
При формовке под вертикальный монтаж ползун 41 перемещается влево, переносит радиоэлемент до упора 34 и
5 останавливается. При этом радиоэлемент сбрасывается упором 34 в верхней опорной поверхности ползуна 41. Одним выводом радиоэлемент ложится на матрицу 37, другим выводом - на нижнюю опорную повер0 хность ползуна 41. Затем гибочный пуансон 50 перемещается вниз, прижимает вывод радиоэлемента к матрице 37 и останавливается. При этом другой вывод радиоэлемента поднимается и прижимается к пуансону 50.
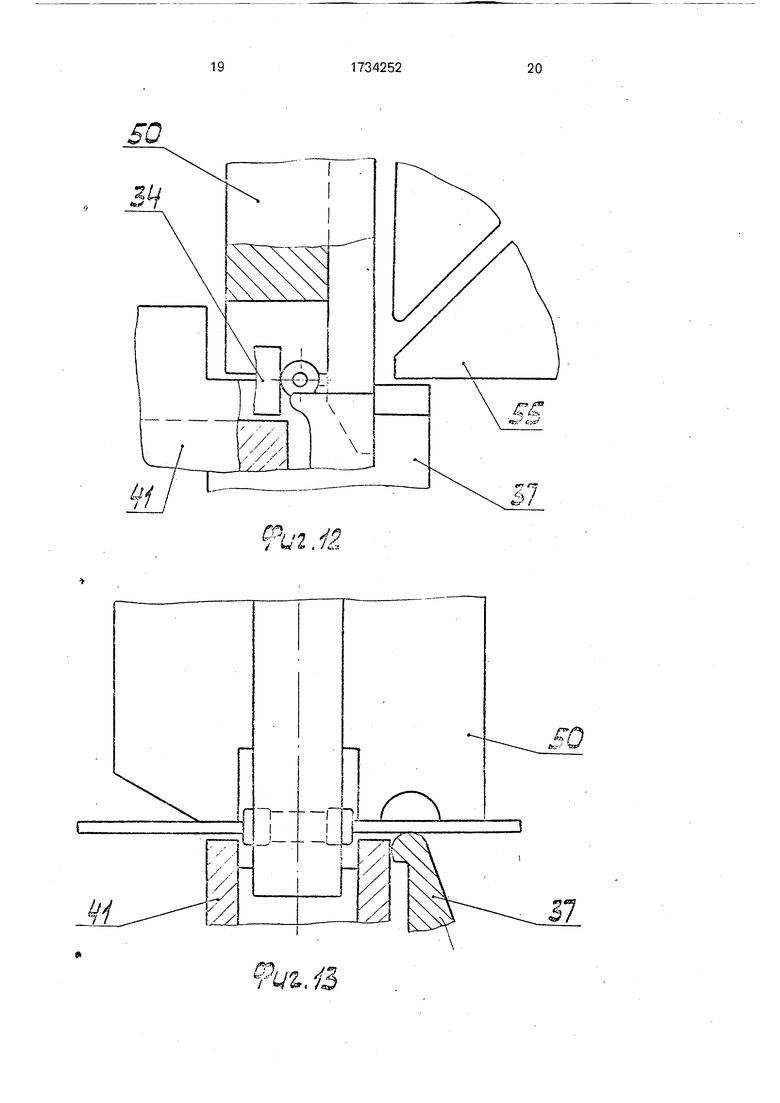
5 Корпус радиоэлемента ограничивается пазом пуансона 50, упором 34 и зубом пуансона 50. После этого ползун 41 перемещается в крайнее левое положение. Затем пуансон 50 перемещается вниз и производит гибку
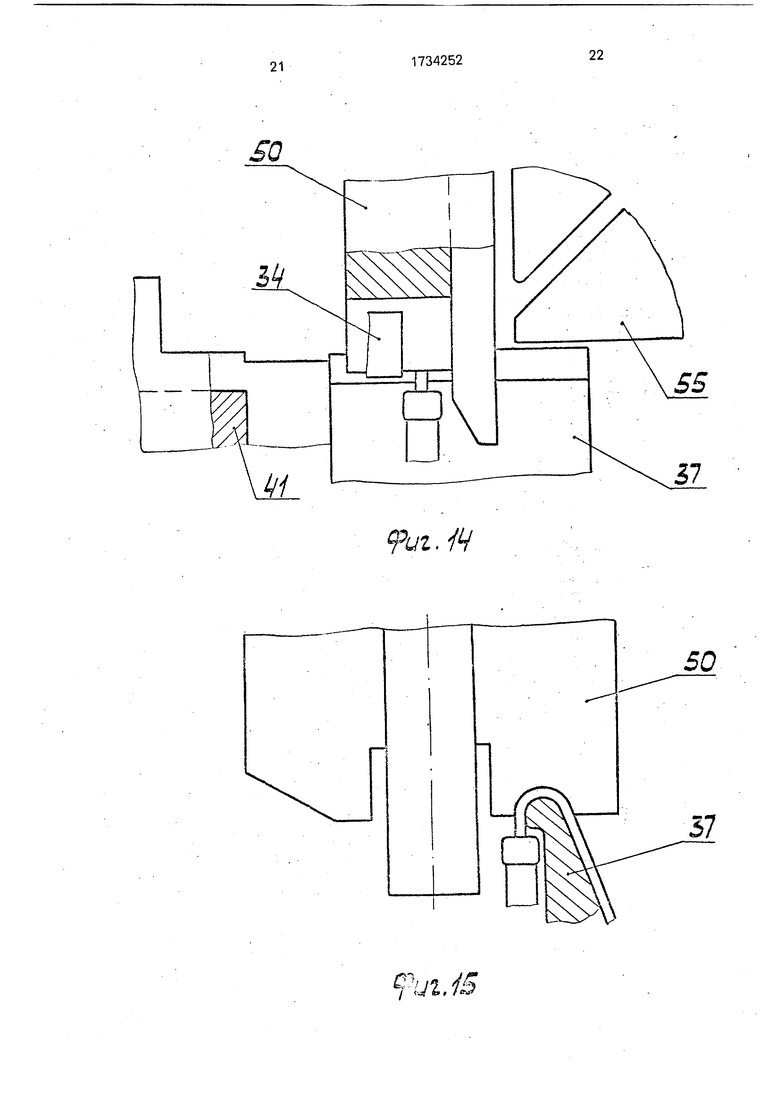
вывода радиоэлемента, прижатого к матрице 37. Корпус радиоэлемента заходит в паз матрицы 37. После этого обрезные ножи 45 с формовочными пуансонами 47 и прижимами 63 перемещаются к матрице 37. При этом происходит прижим выводов к матрице 37, их обрезка и формовка. Затем гибочный пуансон 50 и обрезные ножи 45 с формовочными пуансонами 47 и прижимами 63 возвращаются в исходное положение. Далее ползун 41 перемещается в исходное по- ложение и сбрасывает готовый радиоэлемент с матрицы 37.
При формовке под горизонтальный монтаж ползун 41 перемещается в крайнее левое положение. При этом радиоэлемент переносится до упора 34 и сбрасывается им с опорной поверхности ползуна 41 на матрицу 37. Затем гибочный пуансон 50 с прижимами 63 перемещается в крайнее нижнее положение. Происходит прижим выводов радиоэлемента к матрице 37 и П-образная гибка выводов. Обрезные ножи 45 с формовочными пуансонами 47 перемещаются к матрице 37. Происходит обрезка и формовка выводов радиоэлементов. Затем гибоч- ный пуансон с прижимами 63 и обрезные ножи 45 с формовочными пуансонами 47 возвращаются в исходное положение. После этого ползун 41 перемещается в исходное положение и сбрасывает радиоэлемент с матрицы 37,
С возвращением ползуна 41 в исходное положение цикл обработки радиоэлемента заканчивается. Сброшенный радиоэлемент по лотку 38 опускается в коробку 3 для гото- вых деталей.
Настройка блока формовки производится болтами 42, 46, 51, 57 настройки при первой установке. При последующих установках настройка блока формовки не произ- водится.
Замена блока кулачков 23 производится при смене блока формовки под вертикальный монтаж на блок формовки под вертикальный монтаже отличающимся радиусом гибки верхнего вывода и при смене блока формовки под вертикальный монтаж на блок формовки под горизонтальный монтаж и обратно.
В остальных случаях замена блока кулачков 23 не производится.
Формула изобретения
1.Устройство для формовки и обрезки выводов радиоэлементов, содержащее механизм формовки выводов в виде неподвижной матрицы, упора для фиксации радиоэлементов по длине матрицы, гибочного пуансона, обрезных ножей с формовоч- ными пуансонами, механизм подачи радиоэлементов в виде накопителя и отсе- кателя и привод, отличающееся тем, что, с целью расширения функциональных возможностей и улучшения эксплуатационных возможностей, механизм формовки выводов и механизм подачи радиоэлементов выполнены в виде единого сменного блока формовки, который снабжен ползуном для размещения радиоэлементов, установленным с возможностью возвратно-поступательного перемещения вдоль матрицы и взаимодействия с упором.
2.Устройство по п. 1, отличающее- с я тем, что ползун для размещения радиоэлемента в блоке формовки под горизонтальный монтаж установлен над матрицей.
3.Устройство поп. 1, отличающее- с я тем, что ползун для размещения радиоэлемента в блоке формовки под вертикальный монтаж установлен около боковой поверхности матрицы, а привод снабжен сменным блоком кулачков, установленным на консольной части вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки и обрезки выводов радиоэлементов | 1982 |
|
SU1042218A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1981 |
|
SU1023686A1 |
| Устройство для монтажа радиоэлементов на печатных платах | 1985 |
|
SU1363545A1 |
| Устройство для подготовки выводов радиодеталей к монтажу | 1981 |
|
SU999187A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1354449A1 |
| УСТРОЙСТВО для подготовки выводов | 1967 |
|
SU196137A1 |
| Устройство Г-образной формовки выводов радиоэлементов с однонаправленными выводами | 1988 |
|
SU1718400A1 |
| Штамп для формовки выводов радиоэлементов | 1983 |
|
SU1707801A1 |


Использование: изобретение относится к технологическому оборудованию для подготовки радиоэлементов с осевыми выводами к монтажу и может быть использовано в радиоэлектронной, электротехнической и приборостроительной промышленности. Цель изобретения - расширение функциональных и улучшение эксплуатационных возможностей устройства. Механизм формовки выводов и механизм подачи радиоэлементов объединены в сменном блоке формовки, который снабжен ползуном для приема радиоэлемента из накопителя, транспортировки его до упора, укладки на матрицу и сброса с матрицы после формовки, имеющим возможность возвратно-поступательного движения вдоль матрицы и установленным в блоке формовки под вертикальный монтаж - рядом с матрицей, в блоке формовки под ropHSOHfanbHbiu монтаж - над матрицей, при этом привод снабжен сменным блоком кулачков, установленным на консольной части вала, а обрезные ножи с формовочными пуансонами в блоке формовки под вертикальный монтаж и гибочный пуансон в блоке формовки под горизонтальный монтаж снабжены прижимами для разгрузки выводов от сил, сопутствующих изгибу. 2 з.п. ф-лы, 25 ил. (Л С
h
ZSZVZLl
OL
с
ч
-vl
OJ
-fc
Ю
tn
Ю
9ui. В
$
tvi
съ
OJ
Фиг,
Риг.8
цг.9
ЈЈ
41
о
CN
CN Ю CN
3- CO
rO)
3
tNS
C Ciфиг №
СГ-1Ч 4В
I (j# hi /ев
tll С
i U & , i J
Г
-иг, 11
V-X
#/
К
Фл. IB
ш.-/3
Фиг 0
I ь & C-W
Риг.
Puz. 2.2.
иг. 2.1
гиг,
| Устройство для формовки и обрезки выводов радиоэлементов | 1982 |
|
SU1042218A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
