Изобретение относится к листовой штамповке и может быть использовано для профилирования с последующим изготовлением плоскостных штучных заготовок или деталей из рулона ленты или полосы.
Из уровня техники известен способ получения заготовок [Авторское свидетельство СССР SU 1193601 А1. Опубл. 23.12.1985 г.], в котором из полосового материала одновременно получают заготовки с круглым и фигурным контурами.
Недостатком известного способа, в том числе технической проблемой является то, что заготовки имеют простые по геометрии контуры, по меньшей мере, с одной осью симметрии.
Из уровня техники известен способ изготовления гаечного ключа, в котором профилирование плоскостной заготовки проводится исключительно отрезками прямых с получением контура Т-образной формы [Патент JP 2018-65166 А, опубл. 26.04.2018 г.].
Недостатком известного из уровня техники способа, в том числе технической проблемой, является то, что такого профилирования заготовки явно недостаточно и при штамповке гаечного ключа необходимо реализовывать дополнительные формоизменяющие операции для последовательного приближения формы заготовки к форме готовой поковки, что связано с уменьшением производительности и дополнительными затратами на штамповый инструмент и специализированное оборудование.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа способ штамповки гаечных ключей [Патент RU № 2784309, опубл. 23.11.2022 г.], в котором плоскостную заготовку из 3-х участков - головки под зевы и рукоятку профилируют стыкованием головками смежных заготовок.
Недостатком известного из уровня техники способа, в том числе технической проблемой является то, что профилированная заготовка имеет неограниченную длину и использование ее при штучной штамповке не представляется возможным.
Задачей предлагаемого изобретения является созданием способа профилирования фигурного контура плоскостной заготовки для штамповки поковки гаечного ключа с необходимыми элементами формы, как то, участки в виде утолщений под головки с зевами, образованными разными по геометрии криволинейными контурами, и участок под рукоятку, соединяющий упомянутые утолщения под головки, кроме того, профилируют отросток специальной формы, который необходим для выполнения функций клещевины при манипулировании заготовкой в процессе горячей объемной штамповки поковки гаечного ключа.
Техническим результатом изобретения является расширение возможностей листовой штамповки профилированием фигурного контура плоскостной заготовки.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе профилирования фигурного контура плоскостной заготовки для штамповки поковки гаечного ключа, имеющего сочлененные прямолинейные участки и участки в виде утолщений под головки гаечного ключа с открытым зевом, отличающийся тем, что осуществляют профилирование фигурного контура плоскостной штучной заготовки, имеющего два участка в виде утолщений под головки гаечного ключа с открытым зевом, образованных разными по геометрии криволинейными контурами, средний прямолинейный участок, соединяющий упомянутые утолщения, и отросток в виде прямолинейного участка для выполнения функции клещевины при манипулировании плоскостной штучной заготовкой в процессе горячей объемной штамповки поковки гаечного ключа, при этом контур одного из утолщений образован дугами окружностей одного радиуса, сопряженными с образованием выпуклых и вогнутых частей контура, а контур второго утолщения образован дугами окружностей одинакового радиуса, который отличается от радиуса дуг окружностей другого утолщения, и пересекающим их нижним прямолинейным участком.
Изобретение поясняется графическим изображением:
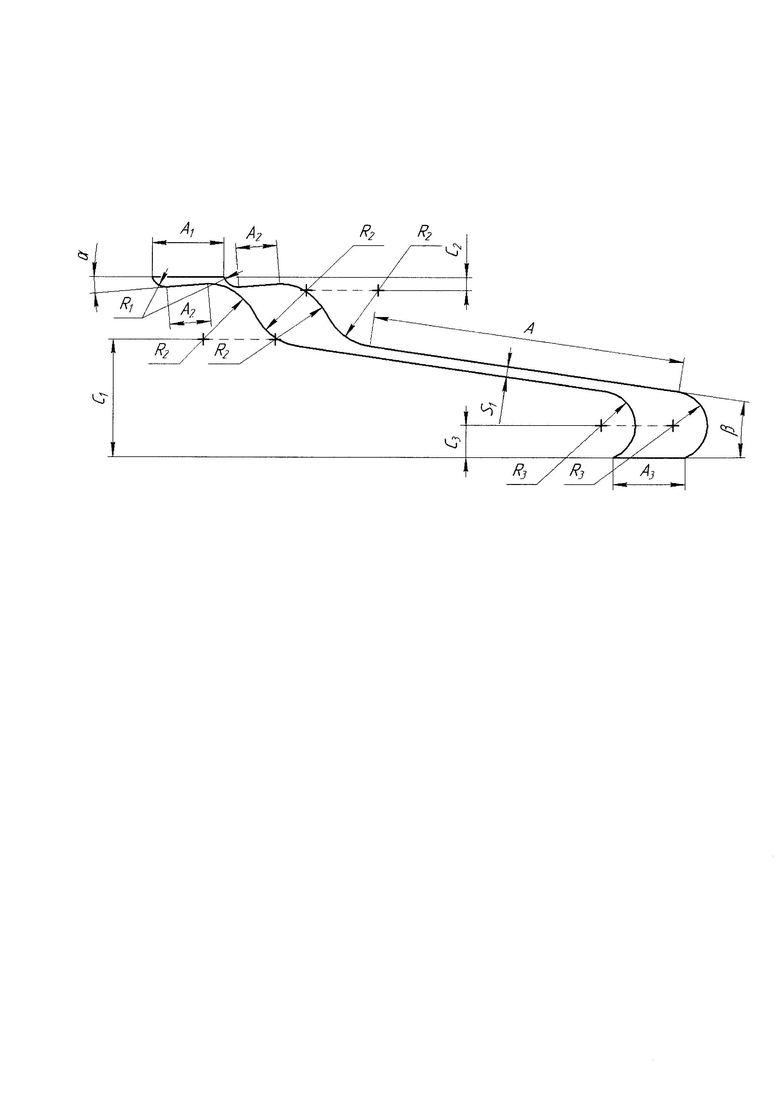
на чертеже - схема профилирования плоскостной заготовки с фигурным контуром.
Пример осуществления способа профилирования фигурного контура плоскостной заготовки для штамповки поковки гаечного ключа.
В предлагаемом способе профилирования фигурного контура плоскостной заготовки для штамповки поковки гаечного ключа [ГОСТ 2839-80 Глючи гаечные с открытым зевом двухсторонние. Конструкция и размеры. - М.: Госкомстандарт СССР, 1980. - 22 с] плоскостную заготовку ограничивают фигурным контуром, имеющим сочлененные прямолинейные участки и участки в виде утолщений под головки гаечного ключа с открытым зевом, отличающийся тем, что осуществляют профилирование фигурного контура плоскостной штучной заготовки, имеющего два участка в виде утолщений под головки гаечного ключа с открытым зевом, образованных разными по геометрии криволинейными контурами, средний прямолинейный участок длиной А, соединяющий упомянутые утолщения, и отросток в виде прямолинейного участка длиной А1 для выполнения функции клещевины при манипулировании плоскостной штучной заготовкой в процессе горячей объемной штамповки поковки гаечного ключа, при этом контур одного из утолщений образован дугами окружностей одного радиуса R2, сопряженными с образованием выпуклых и вогнутых частей контура, а контур второго утолщения образован дугами окружностей одинакового радиуса R3, который отличается от радиуса дуг окружностей другого утолщения, и пересекающего их нижнего прямолинейного участка длиной А3.
При этом верхнюю часть фигурного контура заготовки на участке отростка (см. чертеж ) профилируют прямолинейным участком длины А1, левый и правый концы которого пересекают дугами, ограниченными центральными углами π/2 и являющимися  частями окружностей радиусом R1, нижнюю границу контура отростка профилируют на длине А2 по касательной к одной из упомянутых дуг, находящейся справа, при этом между отрезками прямых А1 и А2 образуют угол α, a правый конец касательной сопрягают с дугой окружности радиусом R2, профилируя выпуклую часть контура верхней части левого утолщения заготовки, центр кривизны которой располагают на линии, отстоящей на расстояние С1 от нижнего прямолинейного участка заготовки А3 и параллельной ему, далее сопряжением с дугой окружности того же радиуса R2, но обратной кривизны профилируют вогнутую часть криволинейного участка левого утолщения, центр которого располагают на прямой, отстоящей на расстояние С2 от верхнего прямолинейного участка заготовки А1 и параллельной ему, переходящую по касательной к этой дуге в отрезок прямой А, с профилированием средней части контура заготовки, противоположный правый конец которого сопрягают с дугой окружности радиусом R3, центр которой располагают на прямой, отстоящей на расстояние С3 от нижнего прямолинейного участка заготовки А3 и параллельной ему, при этом профилируют выпуклый контур правого утолщения заготовки, пересекающий нижний прямолинейный участок заготовки, а для профилирования вогнутого участка контура правого утолщения заготовки отступают по прямолинейному участку нижнего утолщения заготовки влево на расстояние А3, соответствующее точке пересечения прямолинейного участка нижнего участка правого утолщения с дугой окружности радиусом R3, центр которой располагают на прямой, отстоящей на расстояние С3 от нижнего прямолинейного участка правого утолщения и параллельной ему, далее по касательной к этой дуге сопрягают прямолинейный участок, соединяющий правое и левое утолщения, нижней части контура заготовки, длиной А, отстоящий от прямолинейного участка противоположного контура заготовки на расстояние S1 и сопрягают его левый конец с дугой окружности радиусом R2, центр которой располагают на прямой, отстоящей на расстояние С2 от верхнего прямолинейного участка заготовки и параллельной ему, далее сопрягают конец упомянутой дуги, с помощью которой профилируют выпуклый участок нижней части контура левого утолщения заготовки, с дугой того же радиуса R2, но обратной кривизны, тем самым профилируют вогнутый участок контура левого утолщения заготовки, затем сопрягают дуги окружностей радиусами R1, профилирующего криволинейную часть отростка, и R2, замыкая контур заготовки, при этом толщину заготовки рассчитывают согласно заданному объему поковки с учетом величины технологического избытка, включающего облой и дополнительный объем на угар для компенсации потери металла при нагреве.
частями окружностей радиусом R1, нижнюю границу контура отростка профилируют на длине А2 по касательной к одной из упомянутых дуг, находящейся справа, при этом между отрезками прямых А1 и А2 образуют угол α, a правый конец касательной сопрягают с дугой окружности радиусом R2, профилируя выпуклую часть контура верхней части левого утолщения заготовки, центр кривизны которой располагают на линии, отстоящей на расстояние С1 от нижнего прямолинейного участка заготовки А3 и параллельной ему, далее сопряжением с дугой окружности того же радиуса R2, но обратной кривизны профилируют вогнутую часть криволинейного участка левого утолщения, центр которого располагают на прямой, отстоящей на расстояние С2 от верхнего прямолинейного участка заготовки А1 и параллельной ему, переходящую по касательной к этой дуге в отрезок прямой А, с профилированием средней части контура заготовки, противоположный правый конец которого сопрягают с дугой окружности радиусом R3, центр которой располагают на прямой, отстоящей на расстояние С3 от нижнего прямолинейного участка заготовки А3 и параллельной ему, при этом профилируют выпуклый контур правого утолщения заготовки, пересекающий нижний прямолинейный участок заготовки, а для профилирования вогнутого участка контура правого утолщения заготовки отступают по прямолинейному участку нижнего утолщения заготовки влево на расстояние А3, соответствующее точке пересечения прямолинейного участка нижнего участка правого утолщения с дугой окружности радиусом R3, центр которой располагают на прямой, отстоящей на расстояние С3 от нижнего прямолинейного участка правого утолщения и параллельной ему, далее по касательной к этой дуге сопрягают прямолинейный участок, соединяющий правое и левое утолщения, нижней части контура заготовки, длиной А, отстоящий от прямолинейного участка противоположного контура заготовки на расстояние S1 и сопрягают его левый конец с дугой окружности радиусом R2, центр которой располагают на прямой, отстоящей на расстояние С2 от верхнего прямолинейного участка заготовки и параллельной ему, далее сопрягают конец упомянутой дуги, с помощью которой профилируют выпуклый участок нижней части контура левого утолщения заготовки, с дугой того же радиуса R2, но обратной кривизны, тем самым профилируют вогнутый участок контура левого утолщения заготовки, затем сопрягают дуги окружностей радиусами R1, профилирующего криволинейную часть отростка, и R2, замыкая контур заготовки, при этом толщину заготовки рассчитывают согласно заданному объему поковки с учетом величины технологического избытка, включающего облой и дополнительный объем на угар для компенсации потери металла при нагреве.
A1 - длина прямолинейного участка верхней части контура заготовки;
А2 - длина прямолинейного участка, соединяющего дуги окружностей радиусами R1 и R2 (левое утолщение заготовки);
А3 - длина прямолинейного участка нижней части контура заготовки;
А - длина прямолинейного участка средней части контура заготовки;
R1 - радиус дуги окружности, пересекающей верхний прямолинейный участок контура заготовки;
R2 - радиус дуг окружностей, образующих сопряжением верхний и нижний криволинейный участок контура левого утолщения заготовки;
R3 - радиус дуг окружностей, образующих криволинейные участки контура правого утолщения заготовки, пересекающих нижний прямолинейный участок А3 контура заготовки;
C1 - расстояние до линии расположения центров кривизны дуг окружностей радиусом R2 верхней части фигурного контура левого утолщения заготовки;
С2 - расстояние до линии расположения центров кривизны дуг окружностей радиусом R2 нижней части фигурного контура левого утолщения заготовки;
С3 - расстояние до линии расположения центров кривизны дуг окружностей радиусом R3, образующих криволинейные участки контура нижней части заготовки;
S1 - ширина среднего прямолинейного участка контура, соединяющего левое и правое утолщения заготовки;
α - угол между прямолинейными участками А1 и А2, профилирующих отросток, выполняющий функцию клещевины;
β - угол между направлениями прямолинейных контуров среднего и нижнего участков заготовки.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения обеспечивает решение поставленной задачи - создание способа профилирования плоскостной штучной заготовки под штамповку гаечного ключа, имеющей сложный контур с необходимыми элементами формы.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к листовой штамповке и предназначен для осуществления процесса профилирования фигурного контура плоскостных штучных заготовок под горячую объемную штамповку поковок гаечных ключей;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «уровень техники» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки гаечных ключей | 2023 |
|
RU2827963C1 |
| Способ раскроя листового металла в виде рулона ленты или полосы | 2023 |
|
RU2824550C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2781825C1 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2784309C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2784307C1 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2781826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| ГОЛОВКА ГАЕЧНОГО КЛЮЧА С ОТКРЫТЫМ ЗЕВОМ | 2003 |
|
RU2249501C1 |
| Штамп для изготовления гаечного ключа | 1979 |
|
SU889258A1 |
| КЛЮЧ ГАЕЧНЫЙ ДВУСТОРОННИЙ | 2017 |
|
RU2679852C1 |
Изобретение относится к листовой штамповке и может быть использовано для профилирования плоскостной штучной заготовки при изготовлении поковки гаечного ключа. Осуществляют профилирование фигурного контура плоскостной штучной заготовки, имеющего два участка в виде утолщений под головки гаечного ключа с открытым зевом, образованных разными по геометрии криволинейными контурами. Утолщения соединены средним прямолинейным участком. Предусмотрен отросток в виде прямолинейного участка для выполнения функции клещевины при манипулировании заготовкой в процессе горячей объемной штамповки поковки гаечного ключа. Контур одного из утолщений образован дугами окружностей одного радиуса, сопряженными с образованием выпуклых и вогнутых частей контура. Контур второго утолщения образован дугами окружностей одинакового радиуса, который отличается от радиуса дуг окружностей другого утолщения, и пересекающим их нижним прямолинейным участком. В результате обеспечивается возможность профилирования плоскостной штучной заготовки, имеющей сложный контур. 1 ил., 1 пр.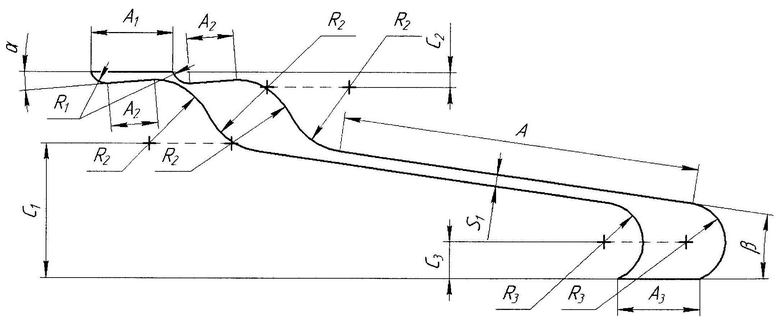
Способ профилирования фигурного контура плоскостной заготовки для штамповки поковки гаечного ключа, имеющего сочлененные прямолинейные участки и участки в виде утолщений под головки гаечного ключа с открытым зевом, отличающийся тем, что осуществляют профилирование фигурного контура плоскостной штучной заготовки, имеющего два участка в виде утолщений под головки гаечного ключа с открытым зевом, образованных разными по геометрии криволинейными контурами, средний прямолинейный участок, соединяющий упомянутые утолщения, и отросток в виде прямолинейного участка для выполнения функции клещевины при манипулировании плоскостной штучной заготовкой в процессе горячей объемной штамповки поковки гаечного ключа, при этом контур одного из утолщений образован дугами окружностей одного радиуса, сопряженными с образованием выпуклых и вогнутых частей контура, а контур второго утолщения образован дугами окружностей одинакового радиуса, который отличается от радиуса дуг окружностей другого утолщения, и пересекающим их нижним прямолинейным участком.
| Способ штамповки гаечных ключей | 2021 |
|
RU2784309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПОЛОСЫ ПЛОСКИХ ПОКОВОК С УДЛИНЕННОЙ ОСЬЮ | 2000 |
|
RU2195383C2 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2781826C1 |
| US 8196493 B2, 12.06.2012 | |||
| DE 3929181 A1, 14.03.1991. | |||

