Изобретение относится к обработке металлов давлением и может быть использовано при разработке малоотходных процессов формообразования поковок удлиненной формы, преимущественно гаечных ключей комбинированных, использующих предварительное профилирование заготовок поперечно-клиновой прокаткой и закрытую (безоблойную) штамповку.
Известен способ изготовления поковки удлиненной формы, например ключей гаечных, включающий нагрев заготовки, предварительное профилирование поперечно-клиновой прокаткой и малоотходную открытую штамповку на молотах. Предварительное профилирование исходной заготовки поперечно-клиновой прокаткой позволяет перераспределить объемы металла по сечениям заготовки для последующей штамповки поковки ключа за 1-2 удара молота с минимальными потерями металла в облой [1].
Недостаток известного способа заключается в том, что предварительное профилирование осуществляют в режиме горячего деформирования (1100-1200°С) на станах поперечно-клиновой прокаткой с валково-сегментным инструментом. Нагрев заготовки до температур горячего деформирования (1100-1200°С), наряду с уменьшением сопротивления деформированию и повышением пластичности металла исходной заготовки, вызывает угар и обезуглероживание, что приводит к потере металла от окалинообразования и к ухудшению качества поверхности профилированной заготовки.
Кроме того, использование для предварительного профилирования заготовки станов поперечно-клиновой прокатки с валково-сегментным инструментом не позволяет осуществить профилирование исходной заготовки по всей ее длине и, следовательно, выполнить основное условие безоблойной штамповки - равенство объемов профилированной заготовки и поковки, из-за сложности изготовления и установки сегментного профилирующего инструмента и отрезных ножей для формообразования концевых участков заготовки. В указанных станах также не решен вопрос удаления концевых отходов. В связи с указанным, предварительную поперечно-клиновую прокатку заготовок на станах с валково-сегментным инструментом используют для предварительного профилирования под последующую штамповку в открытых штампах с образованием облоя. Коэффициент использования металла (КИМ) при использовании известного способа составляет 0,7...0,81, тогда как безоблойная штамповка позволяет увеличить КИМ до 0,92 [1].
В качестве прототипа выбран способ изготовления поковки удлиненной формы, включающий нагрев заготовки, предварительное профилирование поперечно-клиновой прокаткой и штамповку в закрытом штампе с температуры нагрева поперечно-клиновой прокатки [2].
В известном способе предварительное профилирование исходной заготовки осуществляют поперечно-клиновой прокаткой при ее нагреве до верхней температуры рекомендуемого интервала на основе диаграммы железоуглеродистых сплавов, максимально допустимых углах заострения клинового инструмента 6-12° для уменьшения времени предварительного профилирования и сравнительно малых скоростях деформирования. Скорость движения деформирующего инструмента на современных плоско-клиновых станах колеблется в пределах 28-40 м/мин.
Недостаток известного способа заключается в том, что нагрев исходных заготовок до температур верхних значений температурного интервала пластического формообразования (1100-1200°С) сопровождается интенсивным окалинообразованием, вызывающим снижение точности и качества профилируемой заготовки из-за увеличения угара металла, разброса величины температурной усадки и искажения наружной поверхности при вдавливании окалины.
Кроме того, недостатком известного способа изготовления поковки удлиненной формы являются также значительные потери тепловой энергии (до 300°С и более) в процессе прокатки и транспортировки для последующей штамповки в закрытом штампе с температуры нагрева поперечно-клиновой прокатки. Профилирование исходной заготовки прокаткой клиновыми инструментами с углами заострения 6-12° и скоростью деформирования в пределах 28-40 м/мин приводит к снижению температуры нагрева заготовки в основном за счет теплоотдачи от прокатываемой заготовки инструменту и в окружающую среду.
В основу изобретения положена задача сокращения энергетических затрат на нагрев исходной заготовки, повышения качества профилированных заготовок за счет снижения окалинообразования, повышения размерной точности и чистоты поверхности, а также повышения качества готового изделия - поковок удлиненной формы, путем обеспечения оптимального температурного интервала прокатки-штамповки.
Поставленная задача достигается тем, что в способе изготовления поковки удлиненной формы, включающем нагрев заготовки, предварительное профилирование поперечно-клиновой прокаткой и штамповку в закрытом штампе с температуры нагрева поперечно-клиновой прокатки, согласно изобретению предварительное профилирование заготовки поперечно-клиновой прокаткой осуществляют плоским инструментом при температуре полугорячего деформирования, совмещая профилирование с дополнительным нагревом прокатываемой заготовки до температуры горячего деформирования, и затем осуществляют окончательную штамповку поковки в закрытом штампе в режиме горячего формообразования.
В способе дополнительный нагрев прокатываемой заготовки до температуры горячего деформирования осуществляют путем изменения деформационных режимов прокатки, вызывающих разогрев прокатываемой заготовки.
В способе изменения деформационных режимов прокатки осуществляют путем повышения скорости прокатки до 100-150 м/мин и путем уменьшения приращения длины очага деформации за оборот заготовки до (0,03-0,07)·πRi, где Ri - радиус прокатываемой ступени (участка) заготовки.
В способе нагрев под предварительное профилирование заготовки поперечно-клиновой прокаткой осуществляют для доэвтектоидных сталей до температур на 20-80°С выше линии А3, а для заэвтектоидных сталей на 80-170°С выше линии A1, причем в процессе предварительного профилирования осуществляют дополнительный подогрев прокатываемой заготовки выше на 150-200°С температуры максимального значения температурного интервала нагрева исходной заготовки и затем осуществляют окончательную штамповку поковки в закрытом штампе в режиме горячего деформирования при 950-1120°С.
Отличительные признаки и технический результат находятся между собой в причинно-следственной связи, т.е. совокупность новых признаков с неочевидностью позволяет улучшать качество изделия за счет повышения размерной точности, чистоты поверхности и создания мелкозернистой структуры поковки, что свидетельствует о соответствии способа критерию изобретательский уровень.
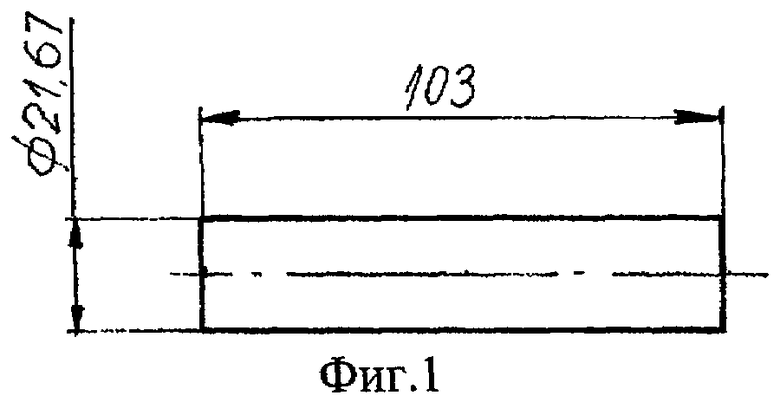
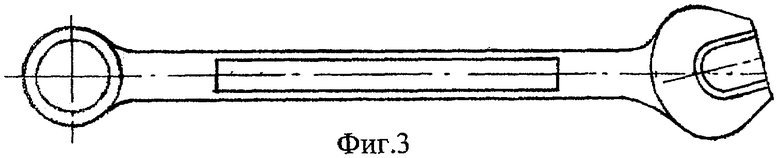
Для лучшего понимания изобретения его поясняют технологическими переходами изготовления поковки удлиненной формы, на примере поковки ключа комбинированного, где фиг.1 - исходная заготовка; фиг.2 - заготовка после предварительного профилирования поперечно-клиновой прокаткой; фиг.3 - поковка удлиненной формы, полученная штамповкой в закрытом штампе.
Пример. Изготавливали поковку ключа комбинированного по известной технологии из исходной заготовки ⊘21,67×103 мм (сталь 45), полученной путем разрезки сортового калиброванного стального проката в штампе на прессе и затем по заявленной технологии.
По известной технологии предварительное профилирование поперечно-клиновой прокаткой осуществляли на автоматической линии ПКП компании «АМТ инжиниринг» WRL 2510 в режиме горячего деформирования. Исходную заготовку нагревали до температуры 1200-1250°С и прокатывали со скоростью 40 м/мин на инструментах с углами заострения клинового инструмента в пределах 6-8°.
Поперечно-клиновая прокатка в указанных режимах приводит к снижению температуры нагрева заготовки, в основном, за счет теплоотдачи от прокатываемой заготовки инструменту и в окружающую среду. Тепло, генерируемое заготовкой в результате ее деформации (тепло деформации), незначительное и поэтому не оказывает существенного влияния на тепловой баланс прокатной клети.
С учетом потери тепла в процессе прокатки и последующей транспортировки на операцию штамповки температура профилированной заготовки снизилась до 950°С.
Затем профилированную заготовку штамповали в закрытом штампе с температуры нагрева поперечно-клиновой прокатки, пониженной с учетом потери тепла до 950°С, и заканчивали формообразование поковки при температуре 850°С.
Температуру нагрева исходной заготовки после нагрева в индукторе и профилированной заготовки в момент укладки в штамп для безоблойной штамповки измеряли пирометром.
По заявленной технологии предварительное профилирование исходной заготовки (фиг.1) осуществляли поперечно-клиновой прокаткой на автоматической линии ПКП компании «АМТ инжиниринг» WRL 3510 при температуре полугорячего деформирования 850-900°С, совмещая профилирование с дополнительным нагревом прокатываемой заготовки до температуры горячего деформирования 1050-1100°С (фиг.2).
Дополнительный нагрев осуществляли путем изменения деформационных режимов прокатки за счет повышения скорости прокатки до 100-150 м/мин и путем уменьшения приращения длины очага деформации за оборот заготовки до (0,03-0,07)·πRi, где Ri - радиус прокатываемой ступени (участка) заготовки.
Уменьшение приращения длины очага деформации за оборот заготовки до (0,03-0,07)·πRi было осуществлено за счет уменьшения углов заострения клиновых инструментов до 1,5-4°, а повышение скорости благодаря техническим возможностям разработанной компанией «АМТ инжиниринг» автоматической линии WRL 3510, реализующей плоско-клиновую схему прокатки с высокой скоростью деформирования 100-150 м/мин.
Приращение длины очага деформации за оборот заготовки получено экспериментальным путем в следующем соотношении (0,03-0,07)·πRi, причем приращение длины ниже меньшего значения интервала (0,03) приводит к увеличению длины инструмента, что технологически не целесообразно. Приращение длины выше большего значения указанного интервала (0,07) приводит к уменьшению температуры разогрева прокатываемой заготовки.
Поперечно-клиновая прокатка в указанных режимах приводит к повышению температуры нагрева заготовки, наблюдается тепловой эффект пластической деформации, который выражается в том, что энергия, расходуемая на пластическую деформацию, превращается в основном в теплоту.
Тепловой эффект при прочих равных условиях будет больше при прокатке исходной заготовки с меньшей температурой нагрева, так как для совершения пластической деформации потребуется больше энергии и, следовательно, выделится больше тепла.
Если скорость деформирования малая (известная технология), то тепло заготовки в большей мере расходуется на нагрев инструмента и рассеивается в окружающую среду, поэтому процесс прокатки сопровождается понижением температуры прокатываемой заготовки.
В заявленной технологии одновременно присутствуют высокая скорость деформирования (скорость движения деформирующего инструмента) и малое приращение длины очага деформации за оборот заготовки, что увеличивает работу деформации и, следовательно, увеличивает величину расходуемой энергии на пластическую деформацию. Увеличение работы деформации с одновременным увеличением скорости деформирования повышает температуру прокатываемой заготовки.
Предварительное профилирование заготовок осуществляют на оборудовании для поперечно-клиновой прокатки, использующем различные схемы прокатки: двух- и трехвалковые, валково-сегментные и плоско-клиновые. К преимуществам прокатки плоским клиновым инструментом относятся простота изготовления и низкая себестоимость инструмента, более высокая точность получаемых изделий, возможность получения больших степеней обжатия, большая стойкость инструмента и стабильность положения заготовки в процессе прокатки [3].
В способе использовали предварительное профилирование заготовки поперечно-клиновой прокаткой плоским инструментом. Выбор указанной схемы прокатки обеспечивает не только наиболее высокую точность профилирования исходной заготовки по объему и размерам, но и термодинамическую стабилизацию заданного режима деформирования.
Далее осуществляли окончательную штамповку поковки (Фиг.3) в закрытом штампе в режиме горячего формообразования при температуре 1050-1100°С. Температура отштампованной поковки, как и при штамповке по известной технологии, имела температуру, близкую к 850°С.
Как показали опытно-промышленные испытания заявленной технологии, предварительное профилирование заготовки для последующей безоблойной штамповки поковки ключа комбинированного поперечно-клиновой прокаткой плоским инструментом при температуре полугорячего деформирования 850-900°С позволило в несколько раз снизить окалинообразование, повысить точность профилированной заготовки и качество ее наружных поверхностей. Кроме того, смещение температурного интервала нагрева исходной заготовки с 1200-1250°С в область пониженных температур 850-900°С позволило получить экономию электрической энергии за счет сокращения времени индукционного нагрева на 20-28%.
Изменение деформационных режимов поперечно-клиновой прокатки путем повышения скорости прокатки до 100-150 м/мин и уменьшения приращения длины очага деформации за оборот заготовки до (0,03-0,07)·πRi, за счет уменьшения углов заострения клиновых инструментов до 1,5-4°, обеспечило в процессе предварительного профилирования дополнительный подогрев прокатываемой заготовки выше на 150-200°С температуры максимального значения температурного интервала нагрева исходной заготовки.
Постепенное повышение температуры профилируемой заготовки в процессе ее поперечно-клиновой прокатки за счет тепла пластической деформации до температуры 1050-1100°С позволило осуществить окончательную штамповку поковки в закрытом штампе в режиме горячего формообразования. При этом дополнительный нагрев прокатываемой заготовки до температуры горячего деформирования не вызвал ее интенсивного окалинообразования благодаря изменению физической природы тепла и постоянному контакту заготовки с инструментами, ее вращению и постепенному деформированию от середины к концам. При индукционном нагреве теплота от вихревых токов выделяется в поверхностных слоях заготовки и затем распространяется вглубь заготовки, при пластической деформации теплота выделяется внутри заготовки и распространяется в направлении наружных слоев.
Окончательную штамповку поковки в закрытом штампе осуществляли при высокой начальной температуре нагрева 1050-1100°С, при этом показатель сопротивления стали деформированию σвt равнялся 22-25 МПа и заканчивали при температуре 850°С (σвt=55-60 МПа). Такой режим обеспечил формообразование высокоточной поковки с мелкозернистой структурой и благоприятным расположением волокон, которые не перерезаются при последующих операциях окончательного изготовления ключа комбинированного.
Промышленное освоение заявленной технологии готовится к использованию на машиностроительных предприятиях Беларуси и России.
Источники информации
1. А.О.Рудович, В.А.Клушин и др. Ресурсосберегающие технологии на КИЗ «СИТОМО», материалы конференции «Прогрессивные технологии обработки материалов давлением», в двух частях, часть 1, Мн.: УП «Технопринт»; 2004, стр.153-160.
2. А.с. 997327 СССР, М. Кл.3 В21Н 1/18. Способ изготовления деталей с удлиненной осью.
3. В.В.Девятов. Малоотходная технология обработки материалов давлением: Учеб. Пособие. - М.: Машиностроение, 1986, стр.58-59.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2273542C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ СЕЧЕНИЕМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2381861C1 |
| СПОСОБ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЯ С УДЛИНЕННОЙ ОСЬЮ | 2005 |
|
RU2310539C2 |
| Способ изготовления поковок с отростками | 1987 |
|
SU1523236A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2781825C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при разработке малоотходных процессов формообразования поковок удлиненной формы, преимущественно гаечных ключей. Исходную заготовку нагревают и подвергают предварительному профилированию поперечно-клиновой прокаткой плоским инструментом при температуре полугорячего деформирования. При этом осуществляют дополнительный нагрев прокатываемой заготовки до температуры горячего деформирования, который совмещают с предварительным профилированием. Затем полученную поковку штампуют в закрытом штампе в режиме горячего деформирования. Дополнительный нагрев прокатываемой заготовки может быть осуществлен путем изменения деформационных режимов поперечно-клиновой прокатки, вызывающих нагрев заготовки. В результате сокращаются энергетические затраты на нагрев заготовки и повышается качество полученных поковок. 3 з.п. ф-лы, 3 ил.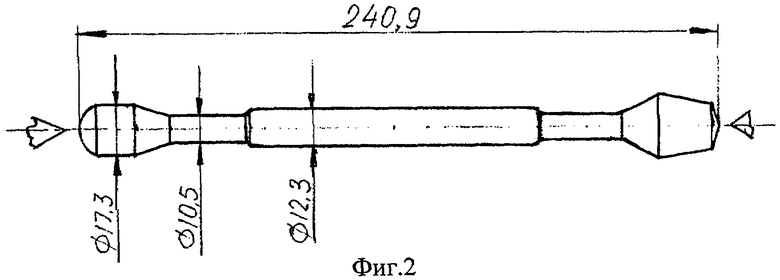
| Способ изготовления деталей с удлиненной осью | 1980 |
|
SU997327A1 |
| Способ изготовления деталей с удлиненной осью | 1988 |
|
SU1637921A1 |
| Способ изготовления изделий | 1986 |
|
SU1391787A1 |
| ИЗМЕЛЬЧИТЕЛЬ СОЧНЫХ КОРМОВ | 2005 |
|
RU2288571C1 |
| Способ стабилизации симметрии напряжений многофазного источника переменного тока | 1986 |
|
SU1334263A2 |

