Изобретение относится к машиностроению, в частности, к области обработки металлов давлением и может быть использовано при горячей пластической обработке удлиненных в плане стальных поковок на молоте горизонтальной компоновки (импакторе).
Традиционной технологией изготовления удлиненных в плане поковок, в том числе гаечных ключей [ГОСТ 2839-80 Глючи гаечные с открытым зевом двухсторонние. Конструкция и размеры. - М.: Госкомстандарт СССР, 1980. - 22 с]является горячая объемная штамповка на молотах вертикальной компоновки[патент РФ №2108188, опубл. 10.04.1998 г.].
К недостаткам известной технологии относится необходимость штамповки в нескольких ручьях: протяжном, формовочном, предварительном, окончательном и отрубном, что снижает производительность, т.к. число ударов, наносимых по заготовке равно или больше количества ручьев молотового штампа.
Известен способ изготовления ключей, включающий предварительное профилирование заготовок с помощью поперечно-клиновой прокатки с их последующей горячей штамповкой [патент РФ №2305610, опубл. 10.09.2007 г.].
Недостатком данного способа является возможность формоизменения профилируемой заготовки только ограниченной длины, кроме того, реализация окончательного формоизменения штамповкой ориентирована на кузнечно-штамповочное оборудование вертикальной компоновки, где штучная заготовка устанавливается и позиционируется в нижней половине штампа, что невозможно осуществить при использовании импактора.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа способ изготовления гаечного ключа [патент JP №2018-65166 А, опубл. 26.04.2018 г.], который осуществляется из штучной полосовой заготовки обжатием ее средней части с последующим набором металла высадкой концевых участков под головки зевов ключа.
Недостатком известного из уровня техники способа, в том числе технической проблемой, является то, что он реализуется только для штучных заготовок.
Задачей изобретения является создание способа штамповки гаечных ключей, включающего получение из полосы заготовки под гаечный ключ с помощью разделительных операций вырубки и пробивки с образованием необходимых участков под рукоятку и зевы гаечного ключа, причем концевые участки плоских профилированных заготовок под ключ стыкуются зевами в виде утолщения, это приводит к изготовлению длинномерной плоской непрерывной заготовки и делает возможным ее транспортировку и позиционирование на позиции штамповки, что, в свою очередь обеспечивает качественную штамповку поковки гаечного ключа.
В основу заявленного изобретения был положен технический результат - снижение нагрузок на молотовой штамп за счет предварительного формоизменения полосы без ее разделения на штучные заготовки, а использование длинномерной непрерывной плоской заготовки обеспечит ее транспортировку на этапах обработки и позиционирование в месте соударения подвижных масс импактора для формоизменения деформируемого участка плоской заготовки в штампе за один удар.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе штамповки гаечных ключей, включающем вырубку заготовки из листового материала, нагрев заготовки, штамповку и обрезку облоя, заготовку с утолщениями на концах под головки ключа получают вырубкой, при этом смежные заготовки соединяют утолщениями друг к другу, получая общий участок, в середине которого пробивают отверстие удлиненной формы под зевы смежных ключей, при этом получают непрерывную плоскую заготовку периодического профиля, которую сначала нагревают в проходном индукторе до температуры горячей штамповки T1, удовлетворяющей неравенству (G+ΔT1)°C≤T1≤(N-ΔT1)°C, и затем подают с необходимым шагом на молот с горизонтальным расположением ударных масс и с помощью штампа деформируют за один удар участок периодического профиля, приходящийся на одну поковку, при этом отштампованную поковку гаечного ключа при соударении половин штампа отделяют от профильной заготовки в отрубном ручье, расположенном соосно со штамповочным ручьем, затем, в обрезном штампе поштучно удаляют облой при остаточной температуре поковки Т2, удовлетворяющей неравенству (G)°C<T2≤(G+ΔT2)°C, а на заключительном этапе обработки отгибают в противоположные стороны головки с зевами в плоскости ключа на угол 15°, где ΔТ1=142°С; ΔT2=60°С; температуры точек G и N диаграммы «железо-углерод», соответствующие полиморфному превращению α↔γ G=910°C, N=1392°C Изобретение поясняется изображениями:
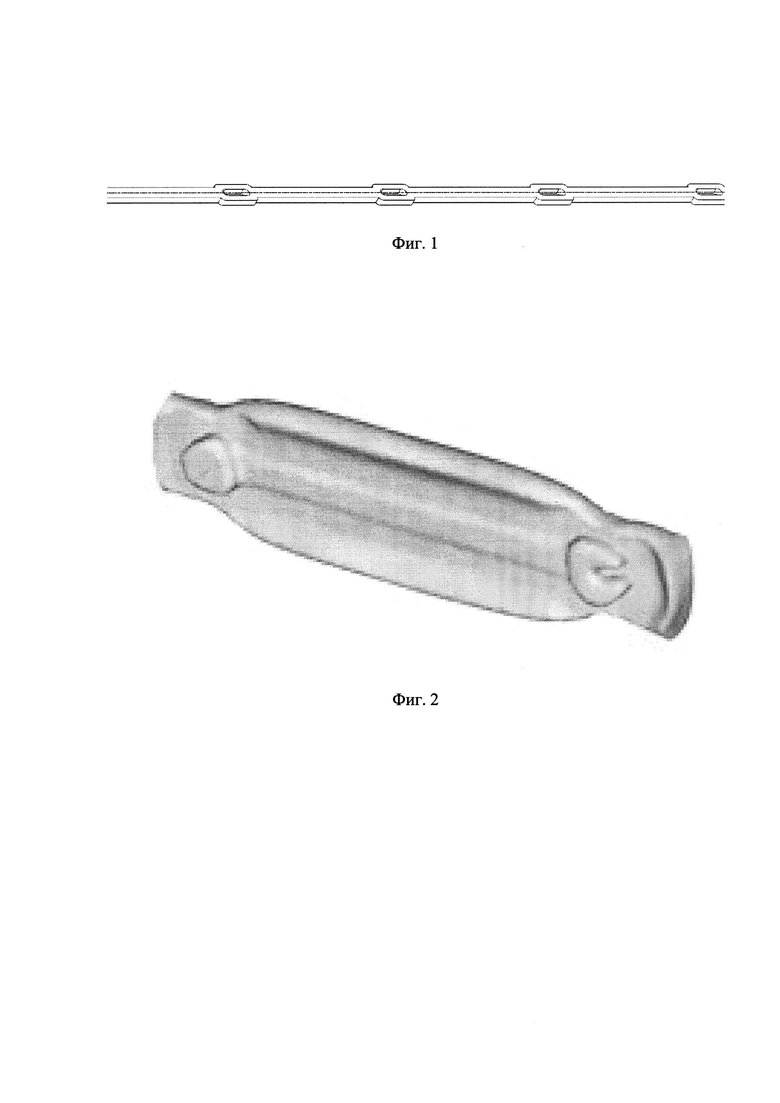
Фиг. 1избраженадлинномерная плоская заготовка, полученная из полосы операциями вырубки и пробивки, в изометрии;
Фиг. 2 - поковка гаечного ключа с облоем, в изометрии;
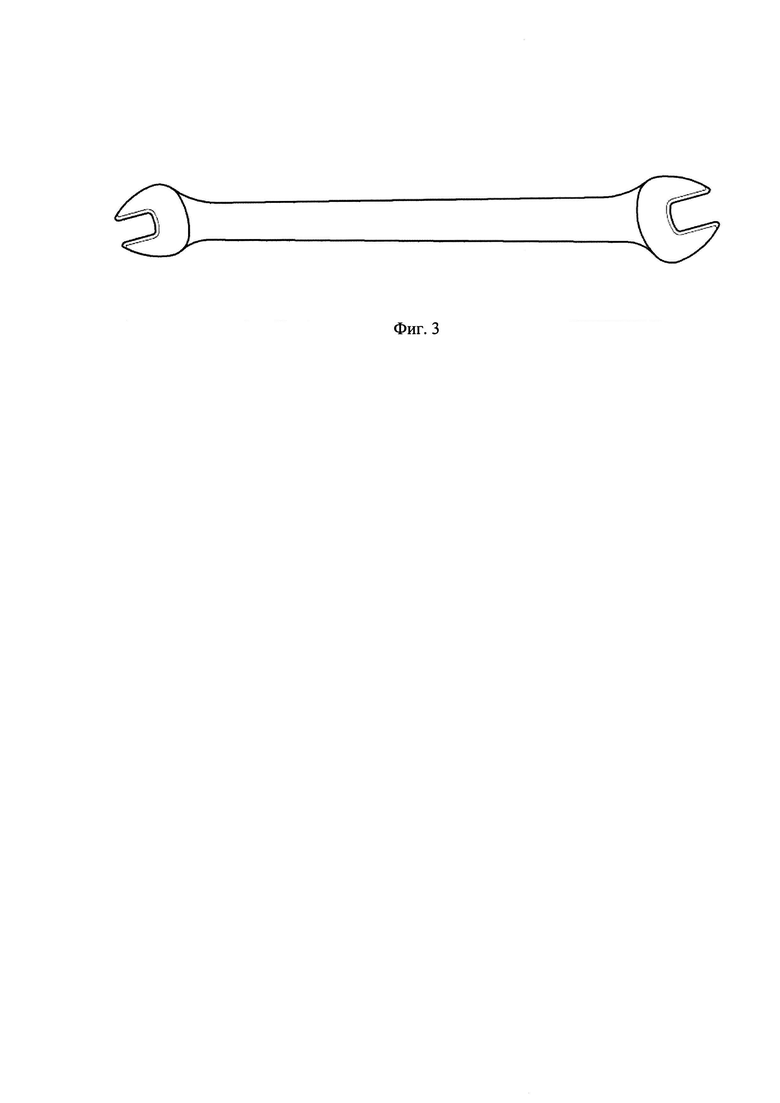
Фиг. 3 - поковка гаечного ключа после обрезки облоя.
Способ штамповки гаечных ключей включает вырубку заготовки из листового материала, нагрев заготовки, штамповку и обрезку облоя. Заготовку с утолщениями на концах под головки ключа получают вырубкой, при этом смежные заготовки соединяют утолщениями друг к другу, получая общий участок, в середине которого пробивают отверстие удлиненной формы под зевы смежных ключей, при этом получают непрерывную плоскую заготовку периодического профиля, которую сначала нагревают в проходном индукторе до температуры горячей штамповки Т1, удовлетворяющей неравенству (G+ΔT1)°C≤T1≤(N-ΔT1)°C, и затем подают с необходимым шагом на молот с горизонтальным расположением ударных масс и с помощью штампа деформируют за один удар участок периодического профиля, приходящийся на одну поковку, при этом отштампованную поковку гаечного ключа при соударении половин штампа отделяют от профильной заготовки в отрубном ручье, расположенном соосно со штамповочным ручьем, затем, в обрезном штампе поштучно удаляют облой при остаточной температуре поковки Т2, удовлетворяющей неравенству (G)°C<T2≤(G+ΔT2)°C, а на заключительном этапе обработки отгибают в противоположные стороны головки с зевами в плоскости ключа на угол 15°, где ΔT1=142°С; ΔT2=60°С; температуры точек G и диаграммы «железо-углерод», соответствующие полиморфному превращению α↔γ G=910°C, N=1392°C.
Пример осуществления способа штамповки гаечных ключей.
Как указано выше в предлагаемом способе штамповки гаечных ключей заготовку с утолщениями на концах под головки ключа получают вырубкой, при этом смежные заготовки соединяют утолщениями друг к другу, получая общий участок, в середине которого пробивают отверстие удлиненной формы под зевы смежных ключей, при этом получают непрерывную плоскую заготовку периодического профиля (фиг.1), которую сначала нагревают в проходном индукторе (на изображениях не показан) до температуры горячей штамповки Т1, удовлетворяющей неравенству (G+ΔT1)°C≤T1≤(N-ΔT1)°C, и затем подают с необходимым шагом на молот с горизонтальным расположением ударных масс и с помощью штампа деформируют за один удар участок периодического профиля, приходящийся на одну поковку, при этом отштампованную поковку гаечного ключа при соударении половин штампа отделяют от профильной заготовки в отрубном ручье, расположенном соосно со штамповочным ручьем, затем, в обрезном штампе поштучно удаляют облой при остаточной температуре поковки Т2, удовлетворяющей неравенству (G)°C<T2≤(G+ΔT2)°C, а на заключительном этапе обработки отгибают в противоположные стороны головки с зевами в плоскости ключа на угол 15°, тем самым получая готовую поковку (фиг.2), где ΔТ1=142°С; ΔТ2=60°С; температуры точек G и N диаграммы «железо-углерод», соответствующие полиморфному превращению α↔γ G=910°C, N=1392°C
Из рассмотренного примера следует, что при соблюдении заявленной в формуле изобретения последовательности обработки и режимов нагрева, получают качественные поковки гаечного ключа, удовлетворяющие условиям эксплуатации, при этом несоблюдение заявленной технологии ведет к возникновению брака.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения обеспечивает решение поставленной задачи - возможность транспортировки заготовок при нагреве и подаче на молот с позиционированием в месте соударения подвижных масс импактора для окончательного формоизменения деформируемого участка заготовки за один удар при одновременном снижении нагрузок на ручей молотового штампа.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к машиностроению и предназначен для осуществления процесса обработки давлением металлов и сплавов при изготовлении поковок гаечных ключей;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки гаечных ключей | 2021 |
|
RU2781826C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2781825C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2784307C1 |
| Способ штамповки гаечных ключей | 2023 |
|
RU2827963C1 |
| Способ профилирования фигурного контура плоскостной заготовки для штамповки гаечного ключа | 2023 |
|
RU2824551C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Молотовой штамп | 1990 |
|
SU1808457A1 |
| Молотовой штамп | 1982 |
|
SU1045991A1 |
| Способ изготовления плоских деталей из высокопрочного чугуна | 2017 |
|
RU2695402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ОСЕЙ ДЛЯ ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304483C2 |
Изобретение относится к машиностроению и может быть использовано при горячей пластической обработке удлиненных в плане стальных поковок на молоте горизонтальной компоновки (импакторе). Вырубкой получают заготовку с утолщениями на концах под головки ключа. Смежные заготовки соединяют утолщениями с получением общего участка, в середине которого пробивают отверстие удлиненной формы под зевы смежных ключей. Полученную заготовку сначала нагревают в проходном индукторе до температуры горячей штамповки, а затем подают с необходимым шагом на молот с горизонтальным расположением ударных масс. С помощью штампа деформируют за один удар участок периодического профиля, приходящийся на одну поковку. Отштампованную поковку гаечного ключа при соударении половин штампа отделяют от профильной заготовки в отрубном ручье, расположенном соосно со штамповочным ручьем. В результате обеспечиваются снижение нагрузок на молотовый штамп, транспортировка заготовки на этапах обработки и позиционирование в месте соударения подвижных масс импактора для формоизменения деформируемого участка плоской заготовки в штампе за один удар. 3 ил.
Способ штамповки гаечных ключей, включающий вырубку заготовки из листового материала, нагрев заготовки, штамповку и обрезку облоя, отличающийся тем, что заготовку с утолщениями на концах под головки ключа получают вырубкой, при этом смежные заготовки соединяют утолщениями друг к другу, получая общий участок, в середине которого пробивают отверстие удлиненной формы под зевы смежных ключей, при этом получают непрерывную плоскую заготовку периодического профиля, которую сначала нагревают в проходном индукторе до температуры горячей штамповки T1, удовлетворяющей неравенству (G+ΔT1)°C≤T1≤(N-ΔT1)°C, и затем подают с необходимым шагом на молот с горизонтальным расположением ударных масс и с помощью штампа деформируют за один удар участок периодического профиля, приходящийся на одну поковку, при этом отштампованную поковку гаечного ключа при соударении половин штампа отделяют от профильной заготовки в отрубном ручье, расположенном соосно со штамповочным ручьем, затем в обрезном штампе поштучно удаляют облой при остаточной температуре поковки Т2, удовлетворяющей неравенству (G)°C<T2≤(G+ΔT2)°C, а на заключительном этапе обработки отгибают в противоположные стороны головки с зевами в плоскости ключа на угол 15°, где ΔТ1=142°С; ΔT2=60°С; температуры точек G и N диаграммы «железо-углерод», соответствующие полиморфному превращению α↔γ, G=910°C, N=1392°С.
| JP 2018065166 A, 26.04.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПОЛОСЫ ПЛОСКИХ ПОКОВОК С УДЛИНЕННОЙ ОСЬЮ | 2000 |
|
RU2195383C2 |
| Способ изготовления плоских поковок с удлиненной осью и устройство для его осуществления | 1981 |
|
SU1018775A1 |
| Способ изготовления гаечного ключа | 1975 |
|
SU656733A1 |
| US 20190176215, 13.06.2019. | |||

