Группа изобретений относится к устройствам для автоматической подачи скоб в пневмостеплер. Устройства могут быть использованы при производстве мебели.
Уровень техники
Из уровня техники известны устройства (строительные пистолеты, пневмостеплеры), в обойму которых руками заряжают скобы (см. https://rutube.ru/video/c909945c623c02f6ae7478b99cebe7a8/ или https://ok.ru/video/796753988251).
Известно устройство, в котором ручным способом перезаряжают скобы в магазине пневмопистолета (см. https://vk.com/video-133331708_456239132).
Однако загрузка скоб в данные устройства ограничивается объемом обоймы магазина. При активной работе устройств, скобы быстро закончатся, потребуется вновь заполнять (заряжать) обойму. Также данные устройства имеют низкую эффективность при использовании.
Раскрытие сущности
Техническая проблема заявляемой группы изобретений заключается в разработке устройств для автоматической подачи скоб в пневмостеплер, удобных в эксплуатации, имеющих большую обойму для загрузки скоб и простую конструкцию.
Технический результат заключается в повышении эффективности работы устройств при использовании за счет упрощения процесса загрузки скоб в обойму и их подачи в магазин.
Технический результат достигается тем, что устройство для автоматической подачи скоб в пневмостеплер с вертикальной загрузкой скоб в обойму, согласно решению, содержит кронштейн, который с одной стороны соединен с узлом фиксации пневмостеплера, а с другой стороны с обоймой, соединенной с магазином, закрепленным под кронштейном, обойма имеет П-образный профиль, образована стенкой и двумя равными по ширине полками с загибами на краях, узел фиксации пневмостеплера содержит элемент для крепления пневмостеплера и пневматический мини-цилиндр, к обойме и магазину, с лицевой стороны, прикреплен узел автоматической подачи скоб, содержащий досылатель, спаянный с флажком, направляющую с пружиной, первый индуктивный датчик и пневмоцилиндр, к стенке обоймы прикреплен второй индуктивный датчик, узел автоматической подачи скоб выполнен с возможностью перемещения относительно обоймы и магазина, при этом первый индуктивный датчик и второй индуктивный датчик выполнены с возможностью программирования.
Устройство для автоматической подачи скоб в пневмостеплер с горизонтальной загрузкой скоб в обойму, согласно решению, содержит соединенные между собой обойму и магазин, к которым, с лицевой стороны, прикреплен узел автоматической подачи скоб, содержащий досылатель, спаянный с флажком, направляющую с пружиной, первый индуктивный датчик и пневмоцилиндр, обойма состоит из двух П-образных профильных элементов, расположенных напротив друг друга с зазором, соединенных между собой перемычкой, каждый профильный элемент имеет стенку и равные по ширине полки, к одной из полок прикреплен второй индуктивный датчик, к магазину, с противоположной от обоймы стороны, прикреплен узел фиксации пневмостеплера, содержащий элемент для крепления пневмостеплера и пневматический мини-цилиндр, узел автоматической подачи скоб выполнен с возможностью перемещения относительно обоймы и магазина, при этом первый индуктивный датчик и второй индуктивный датчик выполнены с возможностью программирования.
Краткое описание чертежей
Группа изобретений поясняется чертежами, где:
на фиг. 1 изображено первое заявляемое устройство, устройство для автоматической подачи скоб в пневмостеплер с вертикальной загрузкой скоб в обойму,
на фиг. 2 изображено второе заявляемое устройство, устройство для автоматической подачи скоб в пневмостеплер с горизонтальной загрузкой скоб в обойму,
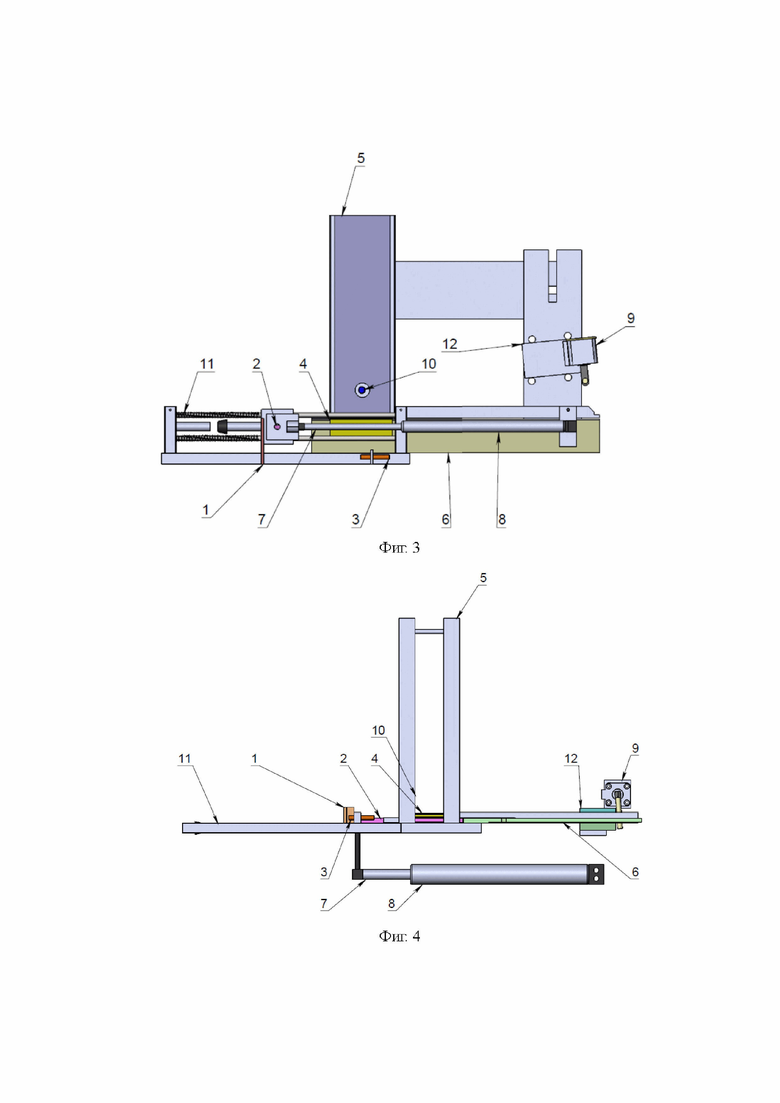
на фиг. 3 изображен первый вариант заявляемого устройства (вид спереди),
на фиг. 4 изображен второй вариант заявляемого устройства (вид спереди),
на фиг. 5-8 показан процесс зарядки обоймы и магазина пневмостеплера для первого варианта заявляемого устройства,
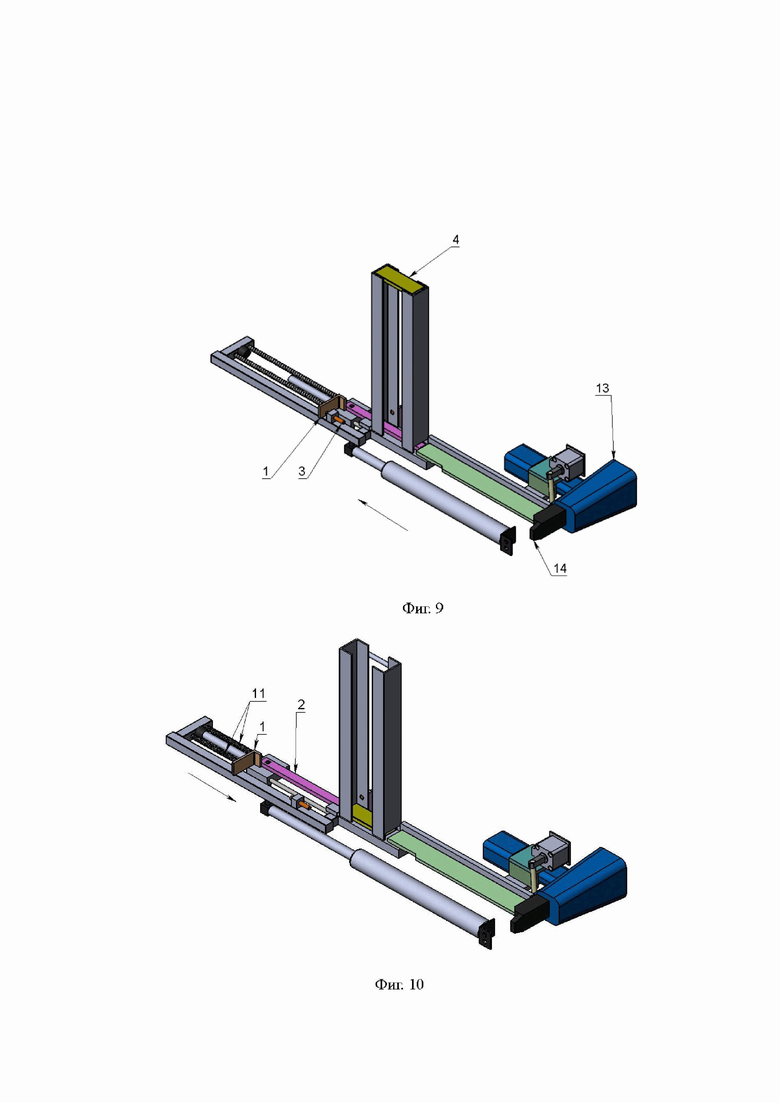
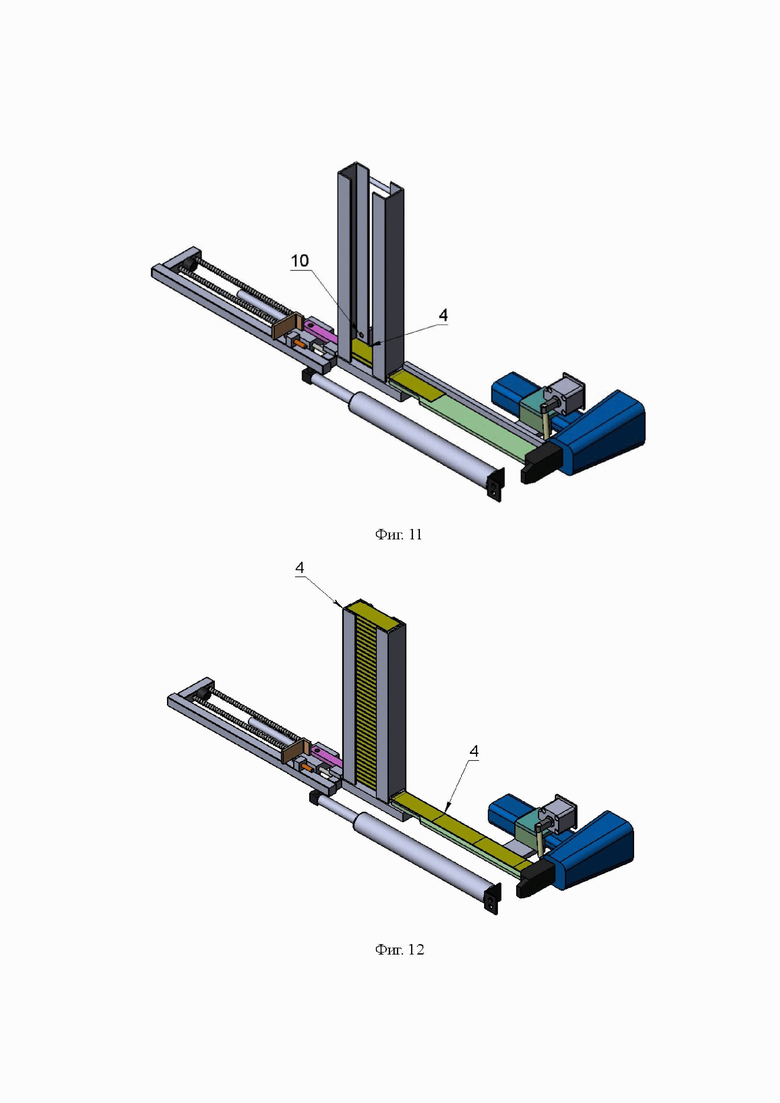
на фиг. 9-12 показан процесс зарядки обоймы и магазина пневмостеплера для второго варианта заявляемого устройства.
Позициями на чертежах обозначено:
1. Флажок ограничитель;
2. Досылатель;
3. Первый индуктивный датчик;
4. Скоба;
5. Обойма;
6. Магазин;
7. Шток пневмоцилиндра;
8. Корпус пневмоцилиндра;
9. Пневматический мини-цилиндр;
10. Второй индуктивный датчик;
11. Направляющая с пружиной;
12. Элемент для крепления пневмостеплера;
13. Пневмостеплер;
14. Нос пневмостеплера.
Осуществление изобретения
Первое заявляемое устройство, устройство для автоматической подачи скоб в пневмостеплер с вертикальной загрузкой скоб в обойму содержит кронштейн, который с одной стороны соединен с узлом фиксации пневмостеплера, а с другой стороны с обоймой 5, соединенной с магазином 6. Магазин 6 закреплен под кронштейном (фиг. 1 и 3). Обойма 5 имеет П-образный профиль, образована стенкой и двумя равными по ширине полками с загибами на краях.
Узел фиксации пневмостеплера содержит элемент для крепления пневмостеплера 12 и пневматический мини-цилиндр (малый пневмоцилиндр) 9, предназначенный для нажатия спускового крючка пневмостеплера.
К обойме 5 и магазину 6, с лицевой стороны, прикреплен узел автоматической подачи скоб, содержащий досылатель 2, спаянный с флажком 1, направляющую с пружиной 11, первый индуктивный датчик 3 и пневмоцилиндр с корпусом 8 и штоком 7.
Узел автоматической подачи скоб выполнен с возможностью перемещения относительно обоймы 5 и магазина 6.
К стенке обоймы 5 прикреплен второй индуктивный датчик 10, который сигнализирует о том, что требуется заполнить обойму новой скобой.
В обоих вариантах исполнения заявляемых устройств первый индуктивный датчик 3 и второй индуктивный датчик 10 выполнены с возможностью программирования.
Первый индуктивный датчик 3 соединен с программируемым логическим контроллером (ПЛК), программируемым реле, который соединяется с пневмораспределителем, который в свою очередь соединен с пневмоцилиндром, а второй индуктивный датчик 10 соединен с ПЛК, программируемым реле, который соединен с устройством «сигнализации», расположенным на корпусе конвейера, в видимой зоне для оператора.
Второе заявляемое устройство, устройство для автоматической подачи скоб в пневмостеплер с горизонтальной загрузкой скоб в обойму содержит соединенные между собой обойму 5 и магазин 6 (фиг. 2 и 4). К ним, с лицевой стороны, прикреплен узел автоматической подачи скоб, содержащий досылатель 2, спаянный с флажком 1, направляющую с пружиной 11, первый индуктивный датчик 3 и пневмоцилиндр с корпусом 8 и штоком 7.
Обойма состоит из двух П-образных профильных элементов, расположенных напротив друг друга с зазором, соединенных между собой перемычкой. Каждый профильный элемент имеет стенку и равные по ширине полки. Полки смотрят друг на друга. К одной из полок прикреплен второй индуктивный датчик 10, который сигнализирует о том, что требуется заполнить обойму новой скобой. К магазину 6, с противоположной от обоймы 5 стороны, прикреплен узел фиксации пневмостеплера, содержащий элемент для крепления пневмостеплера 12 и пневматический мини-цилиндр 9, предназначенный для нажатия спускового крючка пневмостеплера.
Узел автоматической подачи скоб выполнен с возможностью перемещения относительно обоймы 5 и магазина 6.
Группа изобретений работает следующим образом.
Устройство для автоматической подачи скоб в пневмостеплер (любое из заявляемых вариантов) устанавливают на конвейерную линию. Пневмостеплер 13 фиксируют в заявляемом устройстве при помощи узла фиксации пневмостеплера.
Пневмостеплер 13 забивает скобу 4 в некий условный материал, выполняя некий условный технологический процесс. В действие пневмостеплер приводится благодаря спусковому устройству, а именно осуществляется срабатывание датчиков посылающих сигнал на распределители воздуха (пневмораспределитель), который в свою очередь управляет воздухом в корпусе пневматического мини-цилиндра 9, тем самым выдвигая и задвигая обратно шток пневмоцилиндра 7, к которому прикреплен стержень (оказывающий поступательные действия) надавливающий на курок (спусковой крючок) пневмостеплера, от чего приводится в работу сам скобозабивной пневмостеплер, выполняющий свою основную функцию - забивание скобы в объекты (материал). Данный процесс, описан схематично (на фиг. не показан), так как является простым разъяснением работы самого пневмостеплера, а не его зарядки.
Для примера описания работы автоматической подачи скоб в пневмостеплер, берется пневмостеплер с пустой обоймой и пустым магазином (скоба отсутствует). При полном отсутствии скобы в обойме пневмостеплера и его включенном состоянии (то есть ко всей системе перезарядки и спуска скобы, подведен воздух и электричество) флажок 1 находится вплотную к индуктивному датчику 3, который посылает сигнал на распределитель воздуха (пневмораспределитель, на фиг. не отображен) подающий воздух на пневмоцилиндр.
При подаче воздуха к пневмоцилиндру, из корпуса пневмоцилиндра 8, перемещается флажок ограничитель 1 и спаянный с ним досылатель 2, по направляющим 11, в противоположную сторону от обоймы пневмостеплера (фиг. 5 и 9, стрелка показывает направление движения досылателя). Датчик 3 в этот момент перестает реагировать на флажок 1 (так как он отъехал) и как следствие, посылать сигналы на пневмораспределитель. Пневмораспределитель перестает подавать воздух на пневмоцилиндр, как только шток 8 полностью вышел из корпуса 7 пневмоцилиндра (фиг. 6, 10). Пружины 11, находящиеся на направляющих, возвращают флажок 1 и досылатель 2 к обойме 5 пневмостеплера, задвигая шток 7 пневмоцилиндра в его корпус 8, тем самым выдавливая оставшейся воздух через открытый клапан цилиндра. Этот процесс будет происходить бесконечно, до тех пор, пока скоба 4 не появится на обойме 5 пневмостеплера и физически, своим телом, не отодвинет флажок 1 с досылателем 2 от первого индуктивного датчика 3, на расстояние, превышающее 3 мм (расстояние срабатывания датчика), для этого условия необходимо, чтобы вся обойма 5 пневмостеплера 8 была заполнена скобой 4.
Сотрудник фабрики (рабочий) помещает скобу в обойму (в зависимости от горизонтальной или вертикальной загрузки скобы). Скоба, под своим весом, опускается вниз и в момент, когда досылатель 2 отъехал назад, тем самым открыв проход для дальнейшего движения скобы 4 по обойме 5, опускается на магазин 6 пневмостеплера. Досылатель 2 возвращается вперед и продвигает скобу к носу пневмостеплера 14.
Скоба помещается в обойму 5 до тех пор, пока магазин 6 пневмостеплера будет полностью заполнен ею, тем самым приведя пневмостеплер в рабочее состояние (фиг. 7, 8 и 11, 12).
Далее сотрудник полностью заполняет обойму заявляемого устройства (фиг. 8 и 12). По мере работы пневмостеплера, тратится (расходуется) скоба, её количество в обойме и магазине уменьшается по мере выработки и постоянной перезарядки пневмостеплера (пневмопистолета). Второй индуктивный датчик 10 сигнализирует сотруднику о том, что требуется заполнить обойму перезарядки новой скобой.
Второй индуктивный датчик 10 срабатывает, когда магазин заявляемого устройства заполнена скобой полностью (пневмостеплер продолжает функционировать), а в обойме перезарядки осталась ещё одна скоба на очереди.
В магазин устройств можно поместить 4 комплекта скоб. Длина обоймы равна длине скоб. В обойму устройств можно поместить в первом варианте исполнения 9-ть комплектов скоб (устройство с загрузкой скобы в вертикальном положении) и 36-ть комплектов скоб (устройство с загрузкой скобы в горизонтальном положении) во втором варианте исполнения. Длина скоб 38 мм.
Возможен вариант исполнения устройств перезарядки пневмостеплера с увеличенным магазином и обоймой.
Благодаря такому исполнению заявляемых устройств упрощается процесс загрузки скоб в обойму, процесс подачи скоб в магазин и повышается эффективность работы устройств при использовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСОВ СИДЕНИЙ ДИВАНОВ | 2023 |
|
RU2823941C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ УТЯЖЕК НА ЧЕХЛЕ КАРКАСА СИДЕНЬЯ ДИВАНА | 2024 |
|
RU2838676C1 |
| АВТОМАТИЗИРОВАННАЯ КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ СБОРКИ МЕБЕЛЬНЫХ КОРОБОВ | 2024 |
|
RU2836831C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ | 2024 |
|
RU2840509C1 |
| САМОЗАРЯДНЫЙ ПИСТОЛЕТ ГАДИЕВА | 1996 |
|
RU2077690C1 |
| МЕХАНИЗМ ПОДАЧИ ВОСПЛАМЕНИТЕЛЬНЫХ ТРУБОК | 2017 |
|
RU2666112C1 |
| ПОДВЕСКА ПОДВЕСНОГО ТОЛКАЮЩЕГО КОНВЕЙЕРА ДЛЯ КУЗОВА АВТОМОБИЛЯ | 2003 |
|
RU2253603C1 |
| МОДУЛЬ ДЛЯ ВЫРАЩИВАНИЯ РАСТЕНИЙ НА ГИДРОПОНИКЕ | 2000 |
|
RU2178637C2 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| КОНВЕЙЕР ДЛЯ РАЗМЕЩЕНИЯ И ПОДАЧИ ВЫСТРЕЛОВ | 2003 |
|
RU2237840C1 |



Группа изобретений относится к устройствам для автоматической подачи скоб в пневмостеплер. Устройства могут быть использованы при производстве мебели. Устройство для автоматической подачи скоб в пневмостеплер с вертикальной загрузкой скоб в обойму содержит кронштейн, который с одной стороны соединен с узлом фиксации пневмостеплера, а с другой стороны - с обоймой, соединенной с магазином, закрепленным под кронштейном, обойма имеет П-образный профиль, образована стенкой и двумя равными по ширине полками с загибами на краях, узел фиксации пневмостеплера содержит элемент для крепления пневмостеплера и пневматический мини-цилиндр, к обойме и магазину, с лицевой стороны, прикреплен узел автоматической подачи скоб, содержащий досылатель, спаянный с флажком, направляющую с пружиной, первый индуктивный датчик и пневмоцилиндр, к стенке обоймы прикреплен второй индуктивный датчик, узел автоматической подачи скоб выполнен с возможностью перемещения относительно обоймы и магазина, при этом первый индуктивный датчик и второй индуктивный датчик выполнены с возможностью программирования. Устройство для автоматической подачи скоб в пневмостеплер с горизонтальной загрузкой скоб в обойму содержит соединенные между собой обойму и магазин, к которым, с лицевой стороны, прикреплен узел автоматической подачи скоб, содержащий досылатель, спаянный с флажком, направляющую с пружиной, первый индуктивный датчик и пневмоцилиндр, обойма состоит из двух П-образных профильных элементов, расположенных напротив друг друга с зазором, соединенных между собой перемычкой, каждый профильный элемент имеет стенку и равные по ширине полки, к одной из полок прикреплен второй индуктивный датчик, к магазину, с противоположной от обоймы стороны, прикреплен узел фиксации пневмостеплера, содержащий элемент для крепления пневмостеплера и пневматический мини-цилиндр, узел автоматической подачи скоб выполнен с возможностью перемещения относительно обоймы и магазина, при этом первый индуктивный датчик и второй индуктивный датчик выполнены с возможностью программирования. Технический результат заключается в повышении эффективности работы устройств при использовании за счет упрощения процесса загрузки скоб в обойму и их подачи в магазин. 2 н.п. ф-лы, 12 ил.
1. Устройство для автоматической подачи скоб в пневмостеплер с вертикальной загрузкой скоб в обойму, характеризующееся тем, что содержит кронштейн, который с одной стороны соединен с узлом фиксации пневмостеплера, а с другой стороны с обоймой, соединенной с магазином, закрепленным под кронштейном, обойма имеет П-образный профиль, образована стенкой и двумя равными по ширине полками с загибами на краях, узел фиксации пневмостеплера содержит элемент для крепления пневмостеплера и пневматический мини-цилиндр, к обойме и магазину, с лицевой стороны, прикреплен узел автоматической подачи скоб, содержащий досылатель, спаянный с флажком ограничителем, направляющую с пружиной, первый индуктивный датчик и пневмоцилиндр, к стенке обоймы прикреплен второй индуктивный датчик, узел автоматической подачи скоб выполнен с возможностью перемещения относительно обоймы и магазина, при этом первый индуктивный датчик и второй индуктивный датчик выполнены с возможностью программирования.
2. Устройство для автоматической подачи скоб в пневмостеплер с горизонтальной загрузкой скоб в обойму, характеризующееся тем, что содержит соединенные между собой обойму и магазин, к которым, с лицевой стороны, прикреплен узел автоматической подачи скоб, содержащий досылатель, спаянный с флажком ограничителем, направляющую с пружиной, первый индуктивный датчик и пневмоцилиндр, обойма состоит из двух П-образных профильных элементов, расположенных напротив друг друга с зазором, соединенных между собой перемычкой, каждый профильный элемент имеет стенку и равные по ширине полки, к одной из полок прикреплен второй индуктивный датчик, к магазину, с противоположной от обоймы стороны, прикреплен узел фиксации пневмостеплера, содержащий элемент для крепления пневмостеплера и пневматический мини-цилиндр, узел автоматической подачи скоб выполнен с возможностью перемещения относительно обоймы и магазина, при этом первый индуктивный датчик и второй индуктивный датчик выполнены с возможностью программирования.
| Магазин для скобок | 1976 |
|
SU1083896A3 |
| Магазин к пистолету | 1986 |
|
SU1651776A3 |
| Устройство для наложения скобок | 1980 |
|
SU1071207A3 |
| СТАЛЬ | 2006 |
|
RU2306362C1 |
| Способ цементирования скважин | 1977 |
|
SU713984A1 |

