Область техники, к которой относится техническое решение
Изобретение относится к мебельному производству и может быть использовано для нанесения клея (клеящих веществ) на части деталей находящихся в вертикальной плоскости, на боковые стороны деталей при изготовлении мягкой мебели, для последующего крепления царги каркасов сидений и спинок диванов.
Уровень техники
Из уровня техники известно устройство для нанесения клеевых и отверждающих компонентов (см. патент RU 2331511, МПК B27G 11/00, B05D 1/26, опубл. 20.08.2008), которое содержит, по меньшей мере, два узла для нанесения, по меньшей мере, один узел для нанесения, который может быть отключен от работы, служащий для нанесения отверждающих компонентов, и, по меньшей мере, другой узел для нанесения, служащий для нанесения либо клеевых компонентов, либо смешанных отверждающих и клеевых компонентов.
Однако данное устройство решает проблему нанесения многокомпонентного клея, как отдельных компонентов, так и готовой смеси, на деталь, которая должна располагаться в горизонтальной плоскости. Данное устройство, как и реализованный в нём вид нанесения клея не подходит для деталей с вертикальной рабочей поверхностью (то есть клей должен наноситься на грань детали, вертикально расположенной относительно клеенаносящего устройства или инструмента).
Известна установка для нанесения клея на поверхности древесных заготовок (см. патент RU 151359, МПК B27G 11/00, опубл. 10.04.2015), включающая механизм транспортирования заготовок и узел подачи клея, содержащий резервуар для клея, трубопровод подачи клея, клеенаносящую головку и клеесборник. В узел подачи клея встроен модуль СВЧ обработки клея, выполненный в виде моноблока, в котором объединены источник СВЧ энергии с регулируемой мощностью излучения и СВЧ рабочая камера, внутри которой вмонтирован пучок труб, изготовленных из полипропилена, при этом законцовки пучка труб объединены коллекторами, соответственно на входе и выходе из рабочей камеры СВЧ модуля, и встроены в трубопровод подачи клея к клеенаносящей головке, при этом трубопровод подачи клея и клеенаносящая головка изготовлены из полипропилена, причем на трубопроводе подачи клея после СВЧ модуля установлен регулировочный вентиль.
Однако данная установка неспособна наносить клей на вертикальные плоскости. Так же в устройстве описана клеенаносящая головка, клей из которой беспрерывно подается в рабочую зону устройства, и в момент, когда деталь отсутствует в рабочей зоне, клей сливается в клеесборник, что отражает невозможность данного устройства подавать клей в определенный временной цикл или подавать клей в такт работы транспортировочного оборудования (например, конвейера). По этим причинам данное устройство не справляется с поставленными техническими задачами.
Известно устройство для нанесения клея на листовой материал (см. авторское свидетельство SU 655529, МПК B27G 11/00, опубл. 05.04.1979), включающее станину с установленными на ней клеенаносящим и дозирующим валиками, верхние клеенаносящий и дозирующий валики. С целью повышения качества нанесения и экономии клея, на станине смонтирована качающаяся от пневмоцилиндра траверса, на которой установлены верхние клеенаносящий и дозирующий валики и датчик, например фотореле, подъема и опускания траверсы.
Однако данное устройство не соответствует необходимым техническим характеристикам, так как клей подается на валики из системы клеепитания. Валик находится в клею и после выполнения работы, например в конце рабочей смены, валик застывает, что не благоприятно сказывается при его эксплуатации. Для его очистки необходимо прикладывать усилия и тратить дополнительные трудовые ресурсы и рабочее время на приведение в рабочее состояние. Также, при использовании клеенаносящих валиков, на деталях возникает «клейкая полоса», ширина этой «полосы» ограничивается шириной самого валика, тем самым теряется мобильность в обрабатываемом материале. Так же хотелось бы отметить, что на валике скапливаются излишки клея, которые при накоплении начинают стекать на детали оборудования, тем самым загрязняя его.
Наиболее близким к заявляемому является устройство для нанесения клея на штучные плоские детали (см. авторское свидетельство SU 261902, МПК B05C9/02, опубл. 13.01.1970), например, деревянные плиты, содержащее резервуар с щелью для подачи клея, одна из стенок которого выполнена регулируемой в вертикальном и горизонтальном направлениях, и механизмы подачи и отвода деталей. С целью повышения производительности, механизм подачи деталей выполнен в виде пары транспортирующих валиков, один из которых синхронно соединен посредством зубчатой передачи и подпружиненного бруса с подвижно установленной стенкой резервуара и с механизмом отвода деталей.
Однако регулировка стенок в вертикальном и горизонтальном направлении в этом устройстве, обеспечивает возможность нанесения клея на детали различной толщины, при этом клей может наноситься только на части деталей расположенные в горизонтальной плоскости, не обеспечивая нанесение клея на части деталей в вертикальной плоскости. Также устройство предназначено для нанесения клея высокой вязкости, с чем и связана большая металлоемкость данного устройства, что увеличивает затраты на его изготовление.
Раскрытие сущности изобретения
Технической проблемой является разработка устройства позволяющего наносить клей на кромочную часть детали, соблюдая при этом определенный временной такт работы при установке данного устройства в линию транспортировки деталей (например, цепной конвейер).
Техническим результатом является повышение производительности устройства, повышение качества нанесения клея на каркасы сидений и спинок диванов и экономия клея, за счет обеспечения возможности нанесения клея на торцевую часть детали в вертикальной плоскости, соблюдая при этом определенный временной цикл нанесения клея или же определяя наличие детали в рабочей зоне устройства.
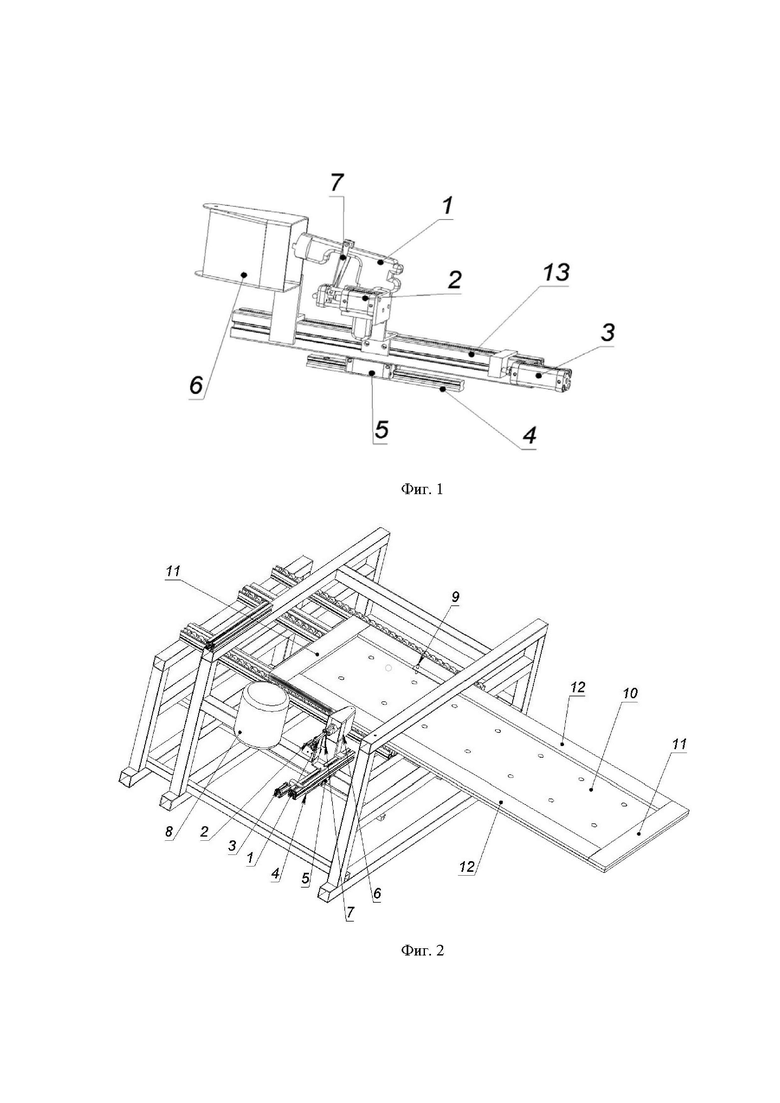
Технический результат достигается тем, что в устройство для нанесения клея, содержащее станину и установленные на ней резервуар для подачи клея, и механизм подачи и отвода деталей, согласно решению, дополнительно содержит узел нанесения клея, закрепленный на станине, выполненный в виде конструкционного профиля 13 соединенного в нижней части с кареткой линейного перемещения 5, выполненной с возможностью перемещения по линейной рельсовой направляющей 4, в верхней части - с краскопультом 1, соединенным с резервуаром и сопряженным со стороны спускового сопла с деталью направленной подачи факела краскопульта (ДНПФК) 6, соединенным с конструкционным профилем 13, а в задней части - с пневматическим цилиндром 3, выполненным с возможностью взаимодействия с блоком управления; содержит оптический датчик 9 закрепленный на станине и выполненный с возможностью передачи сигнала блоку управления о наличии детали в рабочей зоне устройства; механизм подачи и отвода деталей выполнен в виде цепного конвейера расположенного вдоль длинных сторон станины; имеет воронку для слива излишнего клея, расположенную под ДНПФК; при этом краскопульт имеет пневматический цилиндр 2 совмещенный с курком 7.
Резервуар выполнен в виде красконагнетательного бака 8.
Краткое описание чертежей
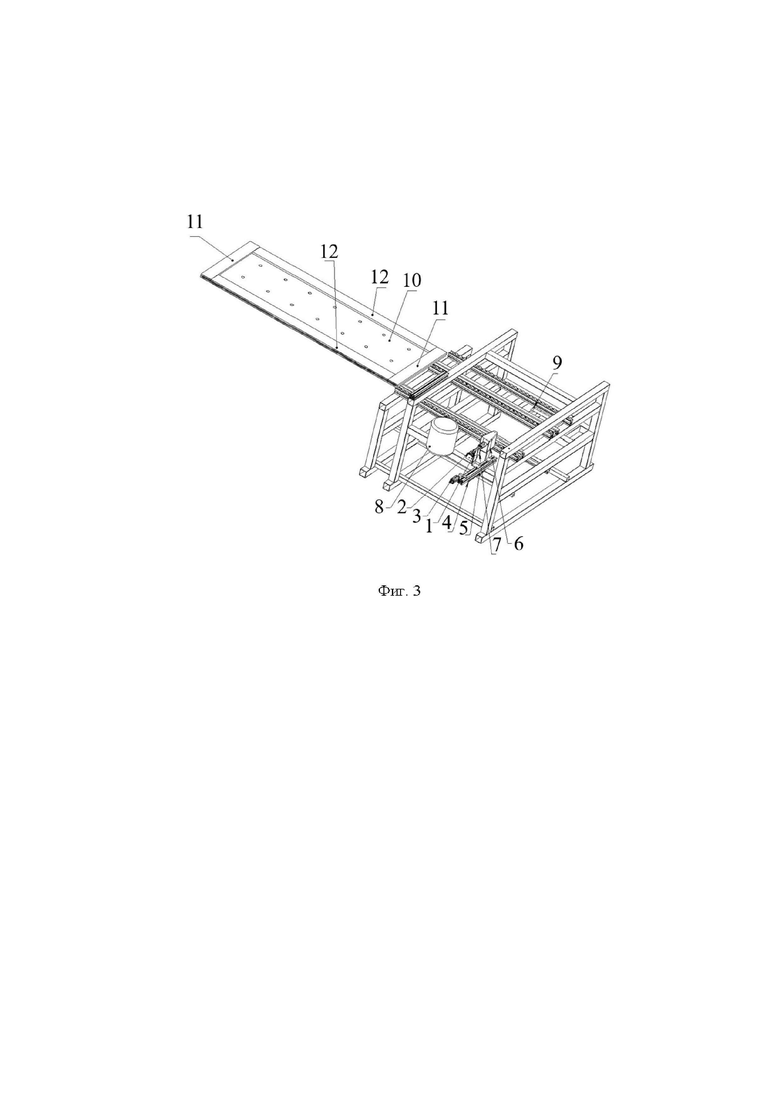
Изобретение поясняется чертежами, где на фиг. 1 – показан узел нанесения клея, на фиг. 2 – изображено заявляемое устройство, встроенное в конвейерную линию, проход каркаса сиденья дивана в зону работы оптического датчика и самого устройства, на фиг. 3 – изображено заявляемое устройство, встроенное в конвейерную линию, каркас сиденья дивана с нанесенным клеем на продольную торцевую часть и готового для выполнения последующих технологических операций.
Позициями на чертежах обозначено:
1. краскопульт;
2. пневматический цилиндр краскопульта;
3. пневматический цилиндр для горизонтального перемещения;
4. линейная рельсовая направляющая;
5. каретка линейного перемещения;
6. деталь направленной подачи «факела» краскопульта;
7. спусковой крючок (курок) краскопульта;
8. красконагнетательный бак;
9. оптический датчик;
10. лист ДСП;
11. поперечная обвязка каркаса дивана;
12. продольная обвязка каркаса дивана;
13. алюминиевый конструкционный профиль.
Осуществление изобретения
Заявляемое изобретение, является модульным устройством, которое может быть встроено в конвейерную линию и в иное оборудование, необходимое по технологическому процессу.
Устройство для нанесения клея содержит станину и установленные на ней резервуар для подачи клея, выполненный в виде красконагнетательного бака 8, механизм подачи и отвода деталей и узел нанесения клея.
Механизм подачи и отвода деталей выполнен в виде цепного конвейера (возможен иной вариант исполнения транспортера) расположенного вдоль длинных сторон станины.
Узел нанесения клея (фиг. 1) выполнен в виде алюминиевого конструкционного профиля 13 соединенного в нижней части с кареткой линейного перемещения 5, выполненной с возможностью перемещения по линейной рельсовой направляющей 4, в верхней части - с краскопультом 1, соединенным с резервуаром и сопряженным со стороны спускового сопла с деталью направленной подачи факела краскопульта (ДНПФК) 6, соединенным с конструкционным профилем, а в задней части - с пневматическим цилиндром 3, выполненным с возможностью взаимодействия с блоком управления.
Устройство имеет воронку для слива излишнего клея, расположенную под ДНПФК 6. На рукояти краскопульта 1 закреплен пневматический цилиндр 2. Шток пневматического цилиндра 2 соединён со спусковым крючком (курком) краскопульта 7, выполняющим роль спускового механизма. В красконагнетательный бак (бачок) 8 помещают клей, в нем нагнетается давление с помощью сжатого воздуха. Бак 8 соединен с краскопультом 1 силиконовыми шлангами (вариант исполнения – полипропиленовые трубы).
На станине закреплен оптический датчик 9, который сообщает блоку управления, о наличии детали(ей) в рабочей зоне устройства.
Заявляемое устройство можно встроить в автоматическую линию производства мебельной продукции, например, каркаса сиденья дивана и каркаса спинки дивана.
Устройство работает следующим образом.
Для примера используют детали дивана одной модели, но в зависимости от необходимости, устройство может быть настроено под другие размеры деталей.
По рабочей зоне устройства перемещается лист ДСП 2000х725 10 с продольными 12 и поперечными 11 деталями обвязки (в данном выполняемом технологическом процессе, размер-габариты этих деталей не важны) (фиг. 2). Устройство расположено со стороны последующего крепления царги, на каркасе сиденья дивана. Оптический датчик 9 сигнализирует блоку управления о наличии деталей в рабочей зоне. Блок управления приводит в работу пневматический цилиндр 3, который пододвигает по рельсовой направляющей 4 устройство нанесения клея вперед, к деталям на которые будет наноситься клей. Одновременно с этим, блок управления приводит в действие пневматический цилиндр 2, спаренный со спусковым курком 7, вследствие чего начинает распыляться клей на продольную кромочную (боковую; вариант исполнения - на торец листового материала) вертикальную часть горизонтально стоящего каркаса сиденья дивана (фиг. 3).
Устройство переместилось по рельсовой направляющей, факел краскопульта распыляется на кромочную продольную (вариант исполнения - на торец листового материала) часть листа ДСП и обвязки прикрепленной на ней с предыдущего технологического процесса. Тем самым на продольную кромочную (вариант исполнения - на торцовую часть листового материала) часть каркаса сиденья наносят клей, впоследствии на данную сторону позиционируют и закрепляют царгу каркаса сиденья дивана.
В блок управления заложен тактовый временной период (тактовый, так как период работы и не работы устройства нанесения клея совпадает с работой транспортера, подающего детали в зону работы устройства; в момент нахождения детали в рабочей зоне устройства, оно приводится в действие после - в определенный временной период, заложенный в блок управления - срабатывает команда об окончании работы устройства) работы устройства нанесения клея, то есть в этот период происходит продвижение устройства к деталям, нанесение клея на детали и откат устройства на исходную позицию. Данный период позволяет полностью нанести клей на продольную кромку и сопутствующую обвязку листа ДСП. По окончании нанесения клея на поверхность деталей, блок управления возвращает устройство назад – в исходное положение.
Все излишки клея попадают в воронку, которая расположена под ДНПФК 6. ДНПФК 6 соединен с тарой (например, канистрой) для сбора излишнего клея (на фигурах не отображено, возможны модификации исполнения данного узла).
Каркас дивана проходит рабочую зону устройства. На кромку (вариант исполнения - на торец) каркаса нанесен клей. Каркас дивана переходит к следующим технологическим операциям.
Заявляемое устройство позволяет оптимизировать трудозатраты по производству каркасов сидений и спинок диванов и увеличить качество выпускаемой продукции, а также расширить технологические возможности и снизить себестоимость выпускаемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСОВ СИДЕНИЙ ДИВАНОВ | 2023 |
|
RU2823941C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ УТЯЖЕК НА ЧЕХЛЕ КАРКАСА СИДЕНЬЯ ДИВАНА | 2024 |
|
RU2838676C1 |
| АВТОМАТИЗИРОВАННАЯ КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ СБОРКИ МЕБЕЛЬНЫХ КОРОБОВ | 2024 |
|
RU2836831C1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДАЧИ СКОБ В ПНЕВМОСТЕПЛЕР (ВАРИАНТЫ) | 2024 |
|
RU2824637C1 |
| Устройство для нанесения клея на кромки обувных деталей | 1988 |
|
SU1574202A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЖИДКОГО КЛЕЯ НА ДЕТАЛИ ОБУВИ | 1992 |
|
RU2026624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛИ И ДЕТАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И ДЕТАЛЬ МЕБЕЛИ | 1992 |
|
RU2106250C1 |
| МОДУЛЬ ДЛЯ ВЫРАЩИВАНИЯ РАСТЕНИЙ НА ГИДРОПОНИКЕ | 2000 |
|
RU2178637C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ДВУХКОМПОНЕНТНОГО КЛЕЯ | 2012 |
|
RU2503536C1 |
Изобретение относится к устройству для нанесения клея. Техническим результатом является повышение производительности устройства, повышение качества нанесения клея и экономия клея. Технический результат достигается устройством для нанесения клея, которое содержит станину и установленные на ней резервуар для подачи клея, и механизм подачи и отвода деталей. При этом устройство дополнительно содержит узел нанесения клея, закрепленный на станине и выполненный в виде конструкционного профиля 13, соединенного в нижней части с кареткой линейного перемещения 5. Каретка 5 выполнена с возможностью перемещения по линейной рельсовой направляющей 4, в верхней части - с краскопультом 1, соединенным с резервуаром и сопряженным со стороны спускового сопла с деталью направленной подачи факела краскопульта (ДНПФК) 6, соединенным с конструкционным профилем 13, а в задней части - с пневматическим цилиндром 3, выполненным с возможностью взаимодействия с блоком управления. Также устройство содержит оптический датчик 9, закрепленный на станине и выполненный с возможностью передачи сигнала блоку управления о наличии детали в рабочей зоне устройства. Механизм подачи и отвода деталей выполнен в виде цепного конвейера, расположенного вдоль длинных сторон станины. Воронка для слива излишнего клея расположена под ДНПФК. При этом краскопульт имеет пневматический цилиндр 2, совмещенный с курком 7. 1 з.п. ф-лы, 3 ил.
1. Устройство для нанесения клея, содержащее станину и установленные на ней резервуар для подачи клея, и механизм подачи и отвода деталей, отличающееся тем, что дополнительно содержит узел нанесения клея, закрепленный на станине, выполненный в виде конструкционного профиля 13, соединенного в нижней части с кареткой линейного перемещения 5, выполненной с возможностью перемещения по линейной рельсовой направляющей 4, в верхней части - с краскопультом 1, соединенным с резервуаром и сопряженным со стороны спускового сопла с деталью направленной подачи факела краскопульта (ДНПФК) 6, соединенным с конструкционным профилем 13, а в задней части - с пневматическим цилиндром 3, выполненным с возможностью взаимодействия с блоком управления; содержит оптический датчик 9, закрепленный на станине и выполненный с возможностью передачи сигнала блоку управления о наличии детали в рабочей зоне устройства; механизм подачи и отвода деталей выполнен в виде цепного конвейера, расположенного вдоль длинных сторон станины; имеет воронку для слива излишнего клея, расположенную под ДНПФК; при этом краскопульт имеет пневматический цилиндр 2, совмещенный с курком 7.
2. Устройство по п.1, отличающееся тем, что резервуар выполнен в виде красконагнетательного бака 8.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСОВ СИДЕНИЙ ДИВАНОВ | 2023 |
|
RU2823941C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА ШТУЧНЫЕ ПЛОСКИЕ ДЕТАЛИ | 0 |
|
SU261902A1 |
| CN 118768141 A, 15.10.2024 | |||
| Устройство для нанесения клея | 1978 |
|
SU710654A1 |
| CN 113070180 A, 06.07.2021 | |||
| CN 206082936 U, 12.04.2017. | |||

