(Л
1 со а
о
СП
Изобретение относится к литейному производству, преимущественно к технике литья металлов.
Цель изобретения - облегчение удаления прибыли от отливки благодаря самопроизвольному ик отделению.
На фиг.1 представлена прибыль.
Прибьшь 1, расположенная на отливке 2, имеет питающий канал 3, выполненный разделительной диафрагмой 4. Высота питающего канала h. На высоте Н имеется выступ 5 в виде, например, диска.
После окончания заполнения металлом отливки 2 и прибыли 1 выступ 5 затвердевает в первую очередь. Величина усадки к концу затвердевания для различных сплавов составляет ,1-0,2%.
Если бьшо -бы равномерное распределение усадки 5 по длине Н, то
н-н
.,
6
100%,
где И - размер Н после усадки.
Так как площадь питающего канала 3 много меньше, чем площадь сечения прибыли 1, усадка (деформация) локализуется на высоте h. Поэтому в формулу (Т) в знаменателе вместо Н подставляем h:
Н ..
Н
100%.
Когда деформации достигают критической величины, происходит отрыв прибыли 1 от отливки 2, т.е. g 8 , где § - предельная упругая деформация сплава.
Это происходит при температурах, при которых в металле преобладают хрупкие свойства и возникновение горячих трещин обуславливается предельной упругой деформацией, значение которой при температуре, близкой к температуре солидус, колеблется в пределах 8 ,7%, а линейная усадка до температуры солидус. сплава находится в диапазод1е 0,1- 0,2%. Таким интервалом температур является интервал вблизи температуры солидус.
Так как для отрыва необходимо, чтобы величина деформации
Н h
Н
100%
ц-н (Г-е)
h
.
превзошла предельную упругую деформацию S , т.е. i , то выступ 5 должен быть расположен от раздели- тельной диафрагмы 4 на высоте
.h.
Отрыв происходит только в том случае, когда проминание смеси под опорным элементом Д, будет меньше, чем линейная усадка прибыли 1Л без удлинения узкого питающего канала 3. Из этого условия видно, что пло- щадь F опорной поверхности выступа 5 составляет
.-1-, .
где Р - вес прибьши, Н;
(j - напряжение, Н/м
А , + U, где U е- Н
д,Лоуменьшение длины прибыли 1 за счет усадки на расстоянии H,MJ удельное сжатие смеси под действием напряжений G , м; увеличение высоты h питающего канала 3 за счет удлинения, м. Напряжения G , вызывающие проминание смеси на и,, зависят от физической характеристики смеси - сжатие Сданной смеси под единичной удельной нагрузкой /
F
где - коэффициент усадки сплава на момент затвердевания при температуре солидус,%; предельная величина упругой деформации на момент затвер- девания при температуре солиДУС, %„
Если эти условия соблюдаются, то после момента окончательного затвердевания можно удалять прибыль 1 вмес- те с формовочной смесью и верхней опокой (не показана).
Изобретение обеспечивает повьше- ние производительности труда за счет исключения операции резки прибы5 14969056
лей, а также за счет сокращения вре-динения разделительной диафрагмой,
мени вьщержки отливки в форме, а еле-именмдей питающий канал, о т л и ч а довательно, сокращение производитель-ю щ а я с я тем, что, с целью облегности цикла, оборачиваемости оснастки.чения удаления прибыли от отливки
Формула изобретенияблагодаря самопроизвольному их отдеПрибыль для крупногабаритных от-лению, она выполнена с выступом, расливок с установленной в месте их сое-положенным по ее периметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| ОБОГРЕВАЕМАЯ ПРИБЫЛЬ | 1994 |
|
RU2084307C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ РАБОТЫ ЭКЗОТЕРМИЧЕСКИХ И ИЗОТЕРМИЧЕСКИХ ВСТАВОК ДЛЯ ПРИБЫЛЕЙ | 2014 |
|
RU2577877C1 |
| Прибыль | 1986 |
|
SU1437141A1 |
| Литейная форма | 1988 |
|
SU1660832A1 |
| ПИТАЮЩАЯ СИСТЕМА | 2020 |
|
RU2827081C2 |
| Литниково-питающая система | 1988 |
|
SU1766589A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| ПИТАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ МЕТАЛЛОВ | 2004 |
|
RU2379152C2 |
Изобретение относится к литейному производству, преимущественно к литью металлов. Целью изобретения является облегчение удаления прибыли от отливки, благодаря самопроизвольному их отделению. Прибыль 1, имеющая питающий канал 3 в виде сужения, дополнительно снабжена выступом 5, причем площадь опорной поверхности выступа 5 должна быть такой, чтобы обеспечить прилипание формовочной смеси на величину, меньшую свободной линейной усадки прибыли 1 без учета удлинения питающего канала 3. Это позволяет повысить скорость охлаждения отливаемых деталей. 1 ил.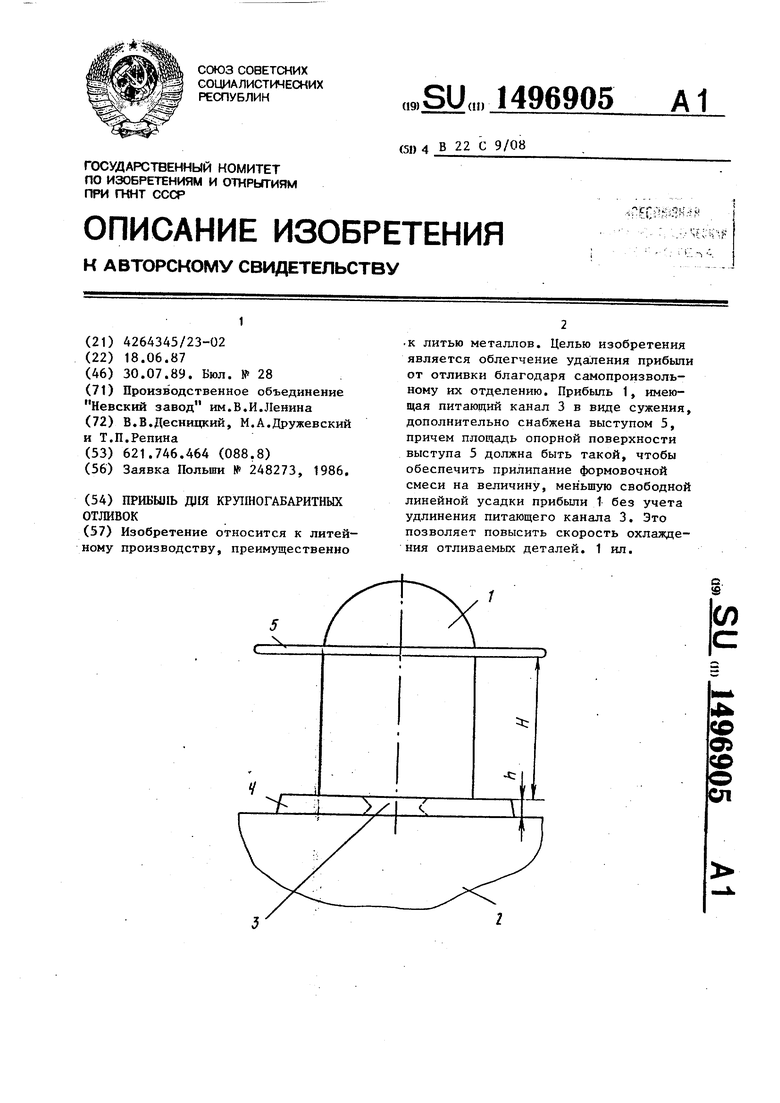
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ РАСХОДА ВЕЩЕСТВА ПРИ НАЛИЧИИ ТРАНСПОРТНОГО ЗАПАЗДЫВАНИЯ | 0 |
|
SU248273A1 |
