Изобретение относится к области обработки металлов давлением, а именно к реализации процессов горячей вальцовки и может быть использовано в производстве профилированных заготовок перед технологическими операциями горячей объемной штамповки или при изготовлении готовых поковок вальцовкой.
Из уровня техники известно крепление вальцовочных секторов-штампов на консольном валу ковочных вальцов, при котором в крайних секторах-штампах выполнены проточки в форме кольцевых пазов прямоугольного сечения, а средний сектор-штамп имеет двусторонние кольцевые выступы, совмещаемые с пазами при установке секторов-штампов на валы [Атрошенко А.П. Технология горячей вальцовки. - М.: Машиностроение, 1969. - 176 с., с. 100; рис. 39, а].
Недостатками известного из уровня техники крепления секторов-штампов, в том числе технической проблемой, является необходимость обязательного использования среднего сектора-штампа даже, если он не задействован в технологии вальцовки, иначе крайние секторы-штампы зафиксировать в радиальном направлении не удастся. Кроме того, изготовление выступов с двух противоположных сторон сектора-штампа нетехнологично, т.к. ведет к увеличению трудоемкости и повышенному расходу штампового металла при изготовлении, что сопровождается образованием большого количества стружки, идущей в отход. Также наличие концентраторов напряжений в конструкциях кольцевых выступов на промежуточном секторе-штампе снижает надежность схемы крепления и фиксации в радиальном направлении.
Из уровня техники известен рабочий вал с креплением вальцовочных секторов-штампов с боковыми поверхностями, имеющими элементы «выступ-паз», благодаря которым происходит фиксация в радиальном направлении. Упорное кольцо и крышка фиксируют секторы-штампы в осевом направлении [Титов, Ю.А. Проектирование штампов для горячей объемной штамповки: учебное пособие / Ю.А. Титов, А.Ю. Титов. - Ульяновск: УлГТУ, 2012. - 116 с. (с. 58, рис. 3.28 г; рис. 3.29 б)].
Недостатками известного из уровня техники рабочего вала с приведенной схемой крепления секторов-штампов, в том числе технической проблемой, являются повышенная металлоемкость секторов-штампов из-за необходимости изготовления выступов, что снижает технологичность конструкции.
Наиболее близким по технической сущности и назначению аналогом по отношению к предлагаемому изобретению, является выбранный в качестве прототипа рабочий вал ковочных вальцов со сменными секторами-штампами, установленными на консольный вал между упорным и боковым кольцами. Кольцевые замки таврового сечения фиксируют секторы-штампы в радиальном направлении [Авторское свидетельство СССР SU 963658 В21Н 8/02, опубл. 07.10.82].
Недостатком известного из уровня техники рабочего вала, в том числе технической проблемой, является низкая надежность крепления секторов-штампов в радиальном направлении из-за имеющихся концентраторов напряжений в конструкциях пазов секторов-штампов и кольцевых замков таврового сечения. Таковыми являются образующиеся углы в местах стыков элементов сечения разных размеров.
Задачей предлагаемого изобретения является повышение технологичности конструкции элементов крепления и фиксации секторов-штампов на рабочем валу вальцов консольного типа.
В основу заявленного изобретения был положен технический результат -упрощение формы элементов фиксации и крепления секторов-штампов, что повышает технологичность изготовления и наладки рабочих валов.
Поставленная задача решается, а заявленный технический результат достигается тем, что рабочий вал ковочных вальцов, содержащий консольный вал, последовательно установленные на нем упорное кольцо, сменные секторы-штампы по числу переходов вальцовки, выполненные с пазами, кольцевой замок, установленный в пазах смежных секторов-штампов с обеспечением их фиксации в радиальном направлении, и прижимное кольцо, при этом упорное и прижимное кольца выполнены с выступом, расположенным в соответствующем пазу сменного сектора-штампа, снабжен торцовой крышкой, кольцевой замок выполнен с рабочим сечением в форме равнобедренной трапеции, отношение меньшего и большего оснований которой составляет 1:3, при этом боковые стороны трапеции сопряжены с большим основанием по радиусу, упорное и прижимное кольца выполнены с кольцевым выступом, форма и размеры которого соответствуют половине рабочего сечения кольцевого замка, образованной секущей, проходящей через середины большего и меньшего оснований равнобедренной трапеции, а прижимное кольцо со стороны, противоположной кольцевому выступу, выполнено с глухими отверстиями, в которых расположены центрирующие упорные винты, установленные в резьбовых отверстиях крышки и зафиксированные контргайками, расположенными с опорой на торцовую крышку.
Изобретение поясняется изображениями:
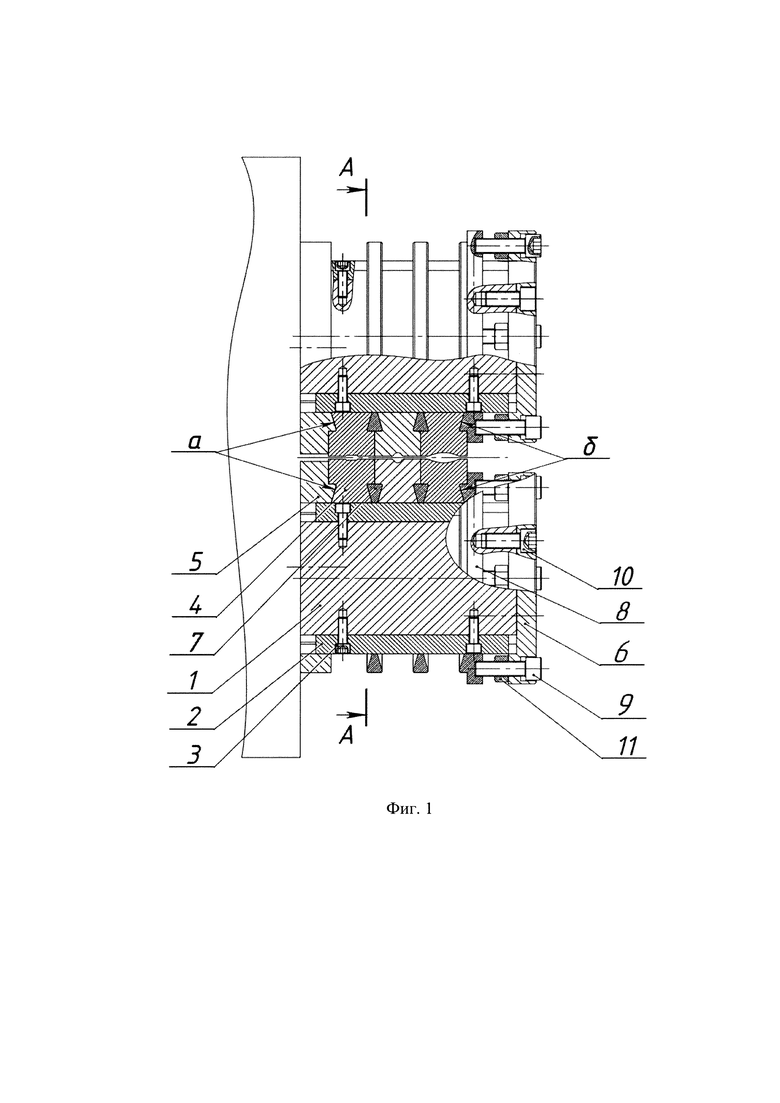
Фиг. 1 - Схема крепления и фиксации секторов-штампов на рабочих валах ковочных вальцов консольного типа.
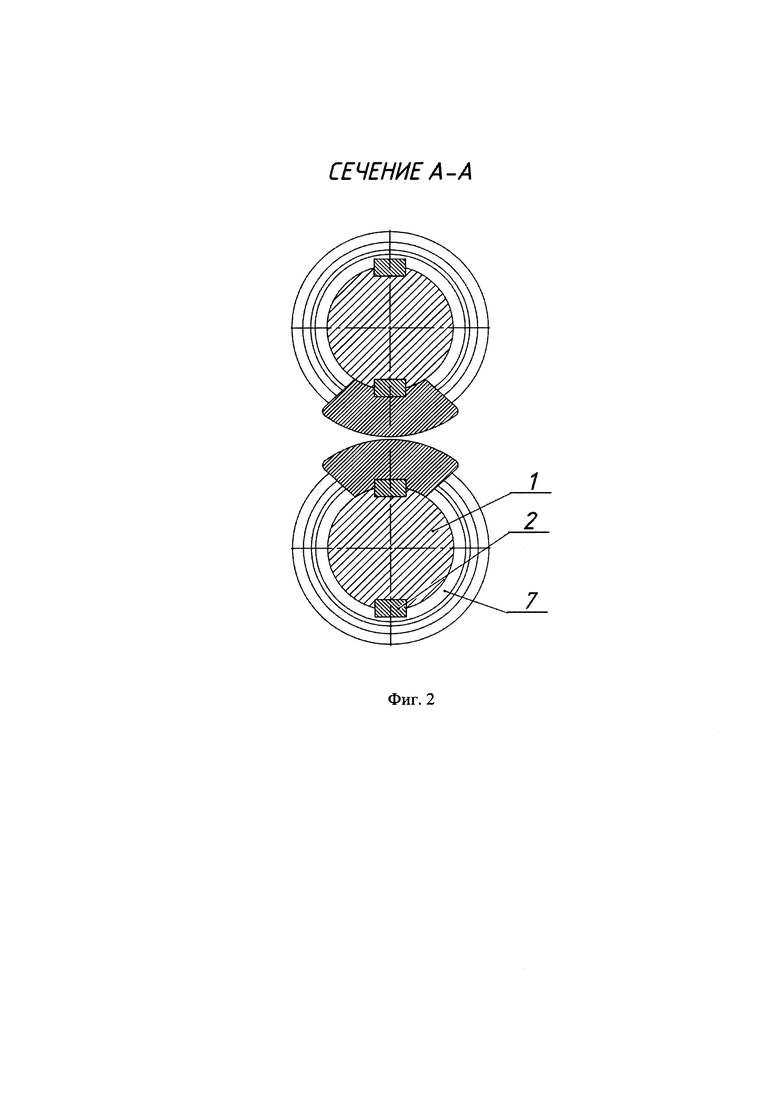
Фиг. 2 - Сечение А-А по валам.
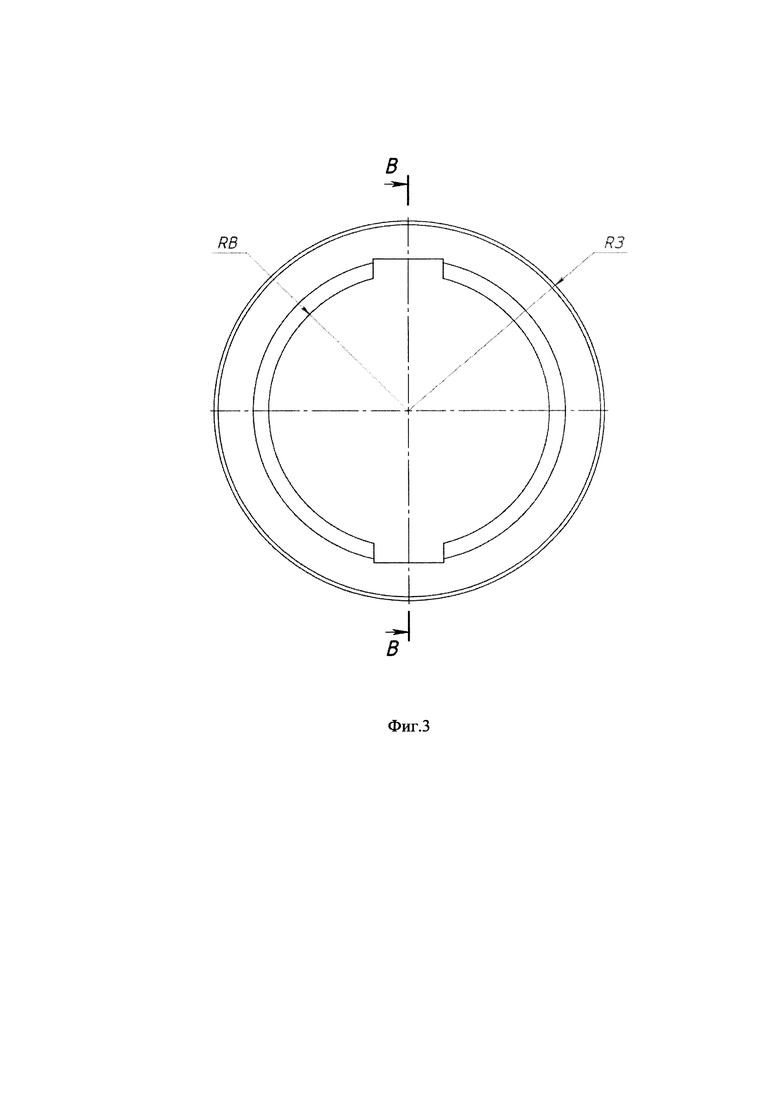
Фиг. 3 - Кольцевой замок.
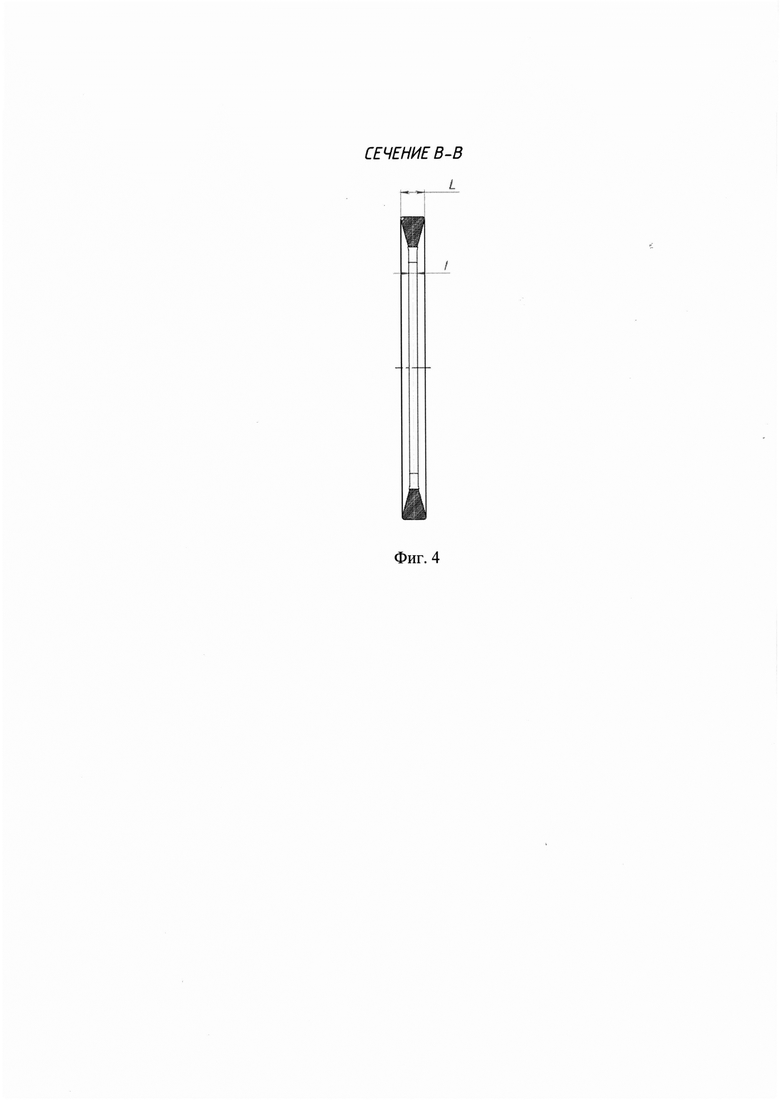
Фиг. 4 - Сечение кольцевого замка.
Рабочий вал ковочных вальцов содержит консольный вал 1, в пазах которого размещены две шпонки 2 напротив друг друга и закреплены винтами 3 (Фиг. 1). С помощью шпоночного соединения крутящий момент передается на сменный сектор-штамп 4 и другие секторы-штампы, устанавливаемые на консольный вал 1 (Фиг. 2), для реализации нескольких переходов вальцовки. Упорное кольцо 5 выполнено с выступом «а», который входит в соответствующий паз сменного сектора-штампа 4, фиксирует его на консольном валу 1 в радиальном направлении. Рабочий вал ковочных вальцов снабжен торцовой крышкой 6. В пазы смежных секторов-штампов установлен кольцевой замок 7 радиусом RЗ (Фиг. 3), выполненный с рабочим сечением в форме равнобедренной трапеции, отношение  меньшего l и большего L оснований которой составляет 1:3. Боковые стороны трапеции сопряжены с большим основанием L по радиусу (Фиг. 4). Опорная поверхность кольцевого замка 7 радиусом KB охватывает консольный вал 1, обеспечивая крепление и фиксацию сектора-штампа 4 в радиальном направлении (Фиг. 1). В паз крайнего сектора-штампа входит выступ «б» прижимного кольца 8. Выступ «а» на упорном кольце 5 и выступ «б» на прижимном кольце 8 имеют одинаковые (унифицированные) форму и размеры сечения, соответствующие половине рабочего сечения кольцевого замка 7, образованной секущей, проходящей через середины большего L и меньшего l оснований равнобедренной трапеции (Фиг. 4). Прижимное кольцо 8 со стороны, противоположной кольцевому выступу «б», выполнено с глухими отверстиями, в которых расположены центрирующие упорные винты 9, установленные в резьбовых отверстиях крышки 6. Фиксация блока последовательно установленных секторов-штампов в осевом направлении осуществляется путем оказания давления на тыльную поверхность прижимного кольца 8 упорными винтами 9, расположенными в резьбовых отверстиях торцовой крышки 6, которую крепят к торцу консольного вала 1 посредством затягивания винтов 10 (Фиг. 1). Во избежание перекосов и повышения надежности фиксации секторов-штампов в осевом направлении упорные винты 9 входят в глухие центрирующие отверстия прижимного кольца 8. От отворачивания упорные винты 9 фиксируются контргайками 11 с опорой на торцовую крышку 6.
меньшего l и большего L оснований которой составляет 1:3. Боковые стороны трапеции сопряжены с большим основанием L по радиусу (Фиг. 4). Опорная поверхность кольцевого замка 7 радиусом KB охватывает консольный вал 1, обеспечивая крепление и фиксацию сектора-штампа 4 в радиальном направлении (Фиг. 1). В паз крайнего сектора-штампа входит выступ «б» прижимного кольца 8. Выступ «а» на упорном кольце 5 и выступ «б» на прижимном кольце 8 имеют одинаковые (унифицированные) форму и размеры сечения, соответствующие половине рабочего сечения кольцевого замка 7, образованной секущей, проходящей через середины большего L и меньшего l оснований равнобедренной трапеции (Фиг. 4). Прижимное кольцо 8 со стороны, противоположной кольцевому выступу «б», выполнено с глухими отверстиями, в которых расположены центрирующие упорные винты 9, установленные в резьбовых отверстиях крышки 6. Фиксация блока последовательно установленных секторов-штампов в осевом направлении осуществляется путем оказания давления на тыльную поверхность прижимного кольца 8 упорными винтами 9, расположенными в резьбовых отверстиях торцовой крышки 6, которую крепят к торцу консольного вала 1 посредством затягивания винтов 10 (Фиг. 1). Во избежание перекосов и повышения надежности фиксации секторов-штампов в осевом направлении упорные винты 9 входят в глухие центрирующие отверстия прижимного кольца 8. От отворачивания упорные винты 9 фиксируются контргайками 11 с опорой на торцовую крышку 6.
Наладка рабочего вала ковочных вальцов, например нижнего, осуществляется следующим образом.
На консольный вал 1 ковочных вальцов устанавливаются две шпонки 2 в противолежащие шпоночные пазы и закрепляются винтами 3. С помощью шпоночного соединения крутящий момент передается на сменный сектор-штамп 4. Установленное упорное кольцо 5, имеет кольцевой выступ «а». Сектор-штамп 4 устанавливается так, чтобы кольцевой выступ «а» упорного кольца 5 вошел в соответствующий паз сменного сектора-штампа 4 и зафиксировал его в радиальном направлении на консольном валу 1, который снабжен торцовой крышкой 6. В паз сектора-штампа 4 противоположной плоскости устанавливается кольцевой замок 7 радиусом RЗ, выполненный с сечением в виде равнобедренной трапеции, отношение меньшего l и большего L оснований которой составляет 1:3. Боковые стороны трапеции сопряжены с большим основанием L по радиусу (Фиг. 4). Опорная поверхность кольцевого замка 7 радиусом RB охватывает консольный вал 1, обеспечивая крепление и фиксацию сектора-штампа 4 в радиальном направлении. Далее аналогичным способом устанавливаются секторы-штампы последующих переходов.
Прижимное кольцо 8 выступом «б» входит в паз сектора-штампа последнего перехода вальцовки, обеспечивая его крепление и фиксацию в радиальном направлении. Выступ «а» на упорном кольце 5 и выступ «б» на прижимном кольце 8 имеют одинаковые (унифицированные) форму и размеры сечения, соответствующие половине рабочего сечения кольцевого замка 7, образованной секущей, проходящей через середины большего L и меньшего l оснований равнобедренной трапеции (Фиг. 4). Прижимное кольцо 8 со стороны, противоположной кольцевому выступу «б», выполнено с глухими отверстиями, в которых расположены центрирующие упорные винты 9, установленные в резьбовых отверстиях крышки 6. Фиксация блока последовательно установленных секторов-штампов в осевом направлении осуществляется путем оказания давления на тыльную поверхность прижимного кольца 8 упорными винтами 9, расположенными в резьбовых отверстиях торцовой крышки 6, которую крепят к торцу консольного вала 1 посредством затягивания винтов 10 (Фиг. 1). Во избежание перекосов и повышения надежности фиксации секторов-штампов в осевом направлении упорные винты 9 входят в глухие центрирующие отверстия прижимного кольца 8. От отворачивания упорные винты 9 фиксируются контргайками 11 с опорой на торцовую крышку 6.
Аналогичным образом производится наладка верхнего рабочего вала ковочных вальцов консольного типа.
Из рассмотренного примера следует, что путем упрощения конструкции пазов секторов-штампов и кольцевых замков для обеспечения крепления и фиксации секторов-штампов в радиальном направлении, а также включение в конструкцию прижимного кольца для фиксации блока секторов-штампов в осевом направлении, не только исключают концентраторы напряжений, что повышает надежность работы кольцевых замков и секторов-штампов, но и является более простым, а значит и технологичным при изготовлении и наладке.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения обеспечивает решение поставленной задачи - упрощение формы пазов и соответствующих выступов упорного и прижимного колец и конструкции кольцевого замка, что повышает технологичность изготовления секторов-штампов и элементов их крепления и фиксации на рабочем валу вальцов консольного типа.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
объект, воплощающий заявленное техническое решение, при его осуществлении относится к машиностроению и предназначен для осуществления процесса обработки давлением металлов и сплавов при изготовлении заготовок и поковок на ковочных вальцах консольного типа;
для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, по мнению заявителя, заявленный объект соответствует критериям патентоспособности «новизна», «уровень техники» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления и фиксации секторов-штампов на валах ковочных вальцов консольного типа | 2023 |
|
RU2828456C1 |
| Рабочий вал ковочных вальцов | 2023 |
|
RU2827189C1 |
| Способ крепления и фиксации секторов-штампов на валах ковочных вальцов консольного типа | 2024 |
|
RU2828337C1 |
| Рабочий вал ковочных вальцов | 2024 |
|
RU2828455C1 |
| Способ крепления и фиксации секторов-штампов на валах ковочных вальцов консольного типа | 2024 |
|
RU2827967C1 |
| Рабочий валок ковочных вальцов | 1980 |
|
SU963658A1 |
| Манипулятор ковочных вальцов | 1990 |
|
SU1756012A1 |
| Место крепления рабочих лопаток роторов бустера и компрессора авиадвигателей пятого поколения. Ротор бустера и ротор компрессора высокого давления авиадвигателя пятого поколения, с рабочими лопатками, закрепляемыми с помощью замков типа "ласточкин хвост" в кольцевых канавках этих устройств. Способ сборки места крепления рабочих лопаток роторов бустера и компрессора | 2016 |
|
RU2662755C2 |
| Ковочные вальцы | 1979 |
|
SU804148A1 |
| Ковочные вальцы | 1981 |
|
SU996017A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении поковок вальцовкой. Рабочий вал ковочных вальцов содержит консольный вал, установленные на нем упорное кольцо, сменные секторы-штампы, выполненные с пазами, кольцевой замок, прижимное кольцо и торцовую крышку. Упорное и прижимное кольца выполнены с кольцевым выступом, расположенным в соответствующем пазу сектора-штампа. Кольцевой замок выполнен с рабочим сечением в форме равнобедренной трапеции, отношение меньшего и большего оснований которой составляет 1:3. Форма и размеры кольцевого выступа упорного и прижимного колец соответствуют половине рабочего сечения кольцевого замка, образованной секущей, проходящей через середины большего и меньшего оснований равнобедренной трапеции. Прижимное кольцо со стороны, противоположной кольцевому выступу, выполнено с глухими отверстиями, в которых расположены центрирующие упорные винты. В результате обеспечивается повышение технологичности изготовления и наладки рабочих валов. 4 ил.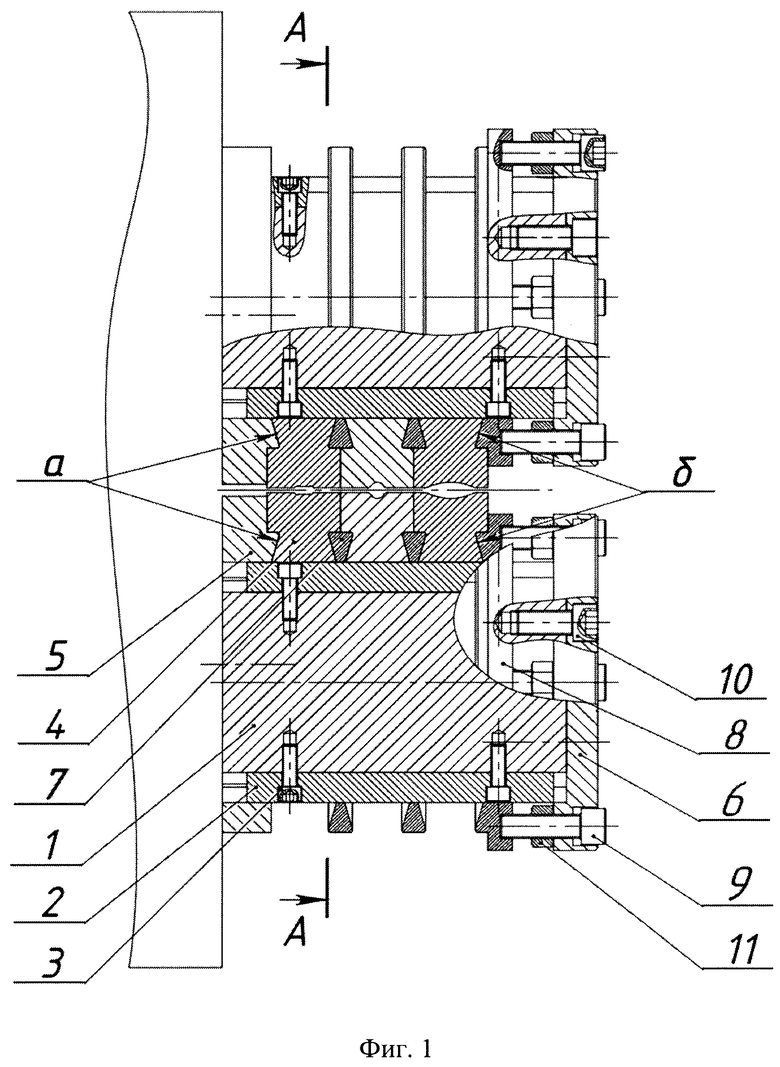
Рабочий вал ковочных вальцов, содержащий консольный вал, последовательно установленные на нем упорное кольцо, сменные секторы-штампы по числу переходов вальцовки, выполненные с пазами, кольцевой замок, установленный в пазах смежных секторов-штампов с обеспечением их фиксации в радиальном направлении, и прижимное кольцо, при этом упорное и прижимное кольца выполнены с выступом, расположенным в соответствующем пазу сменного сектора-штампа, отличающийся тем, что он снабжен торцовой крышкой, кольцевой замок выполнен с рабочим сечением в форме равнобедренной трапеции, отношение меньшего и большего оснований которой составляет 1:3, при этом боковые стороны трапеции сопряжены с большим основанием по радиусу, упорное и прижимное кольца выполнены с кольцевым выступом, форма и размеры которого соответствуют половине рабочего сечения кольцевого замка, образованной секущей, проходящей через середины большего и меньшего оснований равнобедренной трапеции, а прижимное кольцо со стороны, противоположной кольцевому выступу, выполнено с глухими отверстиями, в которых расположены центрирующие упорные винты, установленные в резьбовых отверстиях крышки и зафиксированные контргайками, расположенными с опорой на торцовую крышку.
| Рабочий валок ковочных вальцов | 1980 |
|
SU963658A1 |
| Ковочные вальцы | 1984 |
|
SU1224075A1 |
| Ковочные вальцы | 1986 |
|
SU1391789A2 |
| US 20190291170 A1, 26.09.2019 | |||
| JP 2008238218 A, 09.10.2008. | |||

