Изобретение относится к обработке металлов давлением, когда один из листов охвачен двумя другими или они наложены друг на друга, имеющих угловую или Г-образную форму. Может быть использовано, в частности, к способам и устройствам для соединения нескольких листов, в машиностроении, строительной индустрии, в энергетике, при изготовлении и монтаже вентиляции, аспирации, покрытий кровли, торгового оборудования, а также при сооружении покровного слоя изоляционных покрытий и ремонте сельскохозяйственной техники.
Известен способ и устройство для его осуществления (см. Ав. св. №1286099, B21D 39/03, 1989 г.). Сечения рабочих частей наковальни и пуансона выполнены сплошными, поэтому для осуществления способа нужно прилагать большие усилия, что требует сооружения гидростанций, применения электроприводов и исключает создание мобильных инструментов с ручным приводом.
Известен способ соединения листовых деталей устройством фирмы ТРУМПФ, экспонировавшийся на выставке металлообработки 2002 г. в г.Москве (см. каталог ТРУМПФ). Известные способ и устройство для его осуществления успешно используются повсеместно, но требуют приложения больших усилий, что исключает их использование с ручным приводом. Кроме того, известным инструментом невозможно произвести крепление патрубков ответвлений к магистралям вентиляционных систем и многократно менять притупленные участки матрицы на острые участки.
Известен способ для соединения листовых деталей и устройство для его осуществления (см. Патент РФ №2281827, В21D 39/03, 2004 г.).
Реализация известного способа требует выполнения операции нанесения легкого удара бойком, выполненного на ползуне устройства, по выпуклости выполненного соединения с целью ее вывода из паза матрицы и последующего извлечения из нее пакета пуансонов, что усложняет конструкцию ползуна. Заостренная часть сегмента диска средней части плавающего пакета пуансонов не способствует формированию требуемой анизотропии выдавленного во впадину металла в части увеличения контактной прочности в днище впадины и между листами в боковых поверхностях выпуклости. Выполненные конусные грани режущих кромок под углом от 5 до 45 градусов не обеспечивают при продавливании листов ввода и заполнения достаточного количества металла в зазоры для увеличения развода в разные стороны относительно средней части крайних частей плавающего пакета пуансонов. В результате не обеспечивается создание взаимозацепляющихся сил трения, необходимых для стабильного вывода пакетом пуансонов выпуклости выполненного; соединения из паза матрицы без применения удара бойком, закрепленным на ползуне.
Реализация известного способа предусматривает регулировку пластин крайних частей в части сохранения режущих кромок матрицы от повреждения регулятором прижима, однако не предусматривает вывода за его пределы на всю длину конусов пластин крайних частей. Это обстоятельство не позволяет развести металлом, вводимым под грани режущих кромок, и врезаться в боковые стороны впадины режущим кромкам ступенек пластин крайних частей настолько, чтобы сформировать ее в виде трапеции, с целью размещения в ней после выполнения крепления листов пакета пуансонов, и выдергивания выпуклости из паза матрицы обратным ходом пакета пуансонов.
Известным способом и устройством можно закрепить отбортовку, обращенную вовнутрь патрубка, к магистрали воздуховода диаметром не менее 600 мм и сечением не менее 600×600 мм. Однако проектное сечение будет занижено на величину: отбортовки, которая обращена вовнутрь патрубка. Зачастую для выполнения крепления патрубка к магистрали приходится увеличивать диаметр самого патрубка на величину отбортовки. Известным способом и устройством невозможно крепление отбортовки, обращенной на внешнюю сторону патрубка, к листу магистрали. Известным способом невозможно произвести соединение прямым или обратным ходом пуансонов, чтобы полукруглые выпуклости величиной от 2,0 мм до 3,0 мм выводились на внешнюю сторону фланца из шин. Выступающие вовнутрь выпуклости соединений по периметру воздуховода препятствуют повороту механизмов, например, заслонок пожарных клапанов вентиляции, что сокращает технологические возможности известного способа из-за невозможности его применения.
Известным способом невозможно проведение двусторонних оппозитных соединений, когда плавающий пакет пуансонов необходимо вводить попеременно, то с наружной, то с внутренней стороны для соединения фланца из шин с воздуховодом вдоль стыка. Такой порядок чередования выполнения соединений необходим для устранения технологически неизбежных зазоров размером до 4,0 мм сжатием пакета листов с двух сторон для повышения прочности стыка.
В известном способе элементы плавающего пакета пуансонов выполнены в одной плоскости. Это обстоятельство не позволяет вывести линию глубины врезания пакета пуансонов далее внешней кромки третьего листа, за который выводят продавленный металл, то есть невозможно известным способом формировать впадину в зоне ограниченной режущими кромками паза матрицы с целью получения более плотного металла во впадине.
Соответственно известным способом невозможно обойтись без нанесения удара по выпуклости наковальней для получения необходимой плотности.
К недостаткам известного способа следует отнести невозможность выполнения соединений с одной установки устройства на фланец из шин размером 20×20×8 мм и снятия его с фланца без поворота на угол от 0 до 90 градусов. Способ не предусматривает закрепление со смещением из плоскости относительно друг друга режущих кромок и конусов пластин крайних частей для исключения перереза наклонно расположенных плоских пружин фланцев из шин. Известным способом невозможно крепление фланцев из шин размером 15×15×8 мм, 35×35×10 мм. Размер сечения выступающей части ползуна для крепления пакета пуансонов, центратора и регулятора прижима не может быть менее 5 мм или 6 мм из-за наличия в ней резьбовых соединений. У фланцев из шин 15×15×8 мм слишком короткий участок плоскости пружинной пластины, а у фланцев из шин 35×35×10 мм слишком велик переход от плоскости пружинной пластины к П-образному ребру жесткости, поэтому выступающая часть ползуна сечением от 5 мм до 6 мм не позволяет расположить плоские участки фланцев из шин напротив плавающего пакета пуансонов. Кроме того, выступающая часть ползуна и зев не позволяют разместить для крепления листа отбортовки патрубка с листом магистрали.
Известен способ соединения листовых деталей, преимущественно фланцев к воздуховодам, и устройство для его осуществления (см. Патент №2395361, кл. B21D 39/00, 2008 г.). Этот способ является наиболее близким аналогом. С помощью способа успешно производят крепление фланцев из шин 20×20×8 мм и 30×30×10 мм с параллельным и наклонным расположением пружинных пластин к воздуховодам с наружной и внутренней его сторон.
Однако выступающая часть ползуна, предназначенная для крепления на ней винтами пакета пуансонов, центратора и регулятора прижима не позволяет по условиям обеспечения требуемой прочности выполнить ее сечением менее 5-6 мм из-за наличия в ней резьбовых соединений. Соответственно не позволяет установить фланцы из шин размером 15×15×8 мм, 35×35×10 мм и расположить в зеве их плоские участки напротив плавающего пакета пуансонов для проведения соединения. То же самое наблюдается при установке фланца из шин 15×15×8 мм и 35×35×10 мм в пазе под матрицей. Перемычка между составной матрицей и пазом для установки П-образного ребра жесткости фланца из шин должна быть размером не менее 5-6 мм, в противном случае она будет продавлена и выведена из строя при разведении ограничителей матрицы в процессе выполнения соединений. По этому невозможно расположить место в пружинной пластине напротив плавающего пакета пуансонов для выполнения соединения с внутренней стороны воздуховода. В одном из частных случаев при использовании известного способа для крепления деталей до 4,0 мм ограничители закрепляют от развода на ребре составной матрицы, после чего матрица становится неразъемной, усеченную площадку выдвигают в сторону матрицы на расстояние не менее толщины наклонно расположенного листа. В этом частном случае перемычку между пазом матрицы и пазом для установки П-образных ребер жесткости фланцев из шин 15×15×8 мм и 35×35×10 мм можно уменьшить до размеров 3,0 мм, но нельзя то же самое сделать на ползуне, чтобы уменьшить его сечение до 3,0 мм, не меняя его конструкции для крепления пакета листов. В результате исключается выполнение оппозитных соединений с внешней стороны, например, воздуховода. Кроме того, использование известного способа в других случаях, например, с использованием уже составной, разъемной матрицы станет невозможным, так как размеры сечений паза матрицы и паза для установки фланцев из шин различны, поэтому без специальной опоры, прогиба и разрушения перемычки размером 3,0 мм не избежать. При фиксировании смещенных относительно друг друга одинаковых по длине пластин крайних частей пакета пуансонов для крепления пакета листов, когда один из них расположен наклонно, образуется зазор между плоскостью толкателя ползуна и одной из пластин крайних частей. Для устранения смещения вышеупомянутой пластины требуется создание более мощного регулятора прижима, что невозможно без увеличения габаритных размеров устройства. Для ликвидации зазора приходится использовать вкладыши между толкателем ползуна и пластиной из листовой стали, так как регулятором прижима не всегда удается удержать ее в нужном положении.
Реализация известного способа позволяет обойтись без нанесения легкого удара наковальней по выпуклости соединения, но только при креплении пакетов листов суммарной толщиной от 1,0 до 3,0 мм, в общем случае его использования с применением составной матрицы. В остальных случаях при толщине пакета, например, до 4,5 мм устройство снимают с выпуклости соединений осторожно за рукоятки с поворотом на небольшой угол от 10 до 15 градусов или выбивают ребром наковальни. При реализации известного способа в одном частном случае его использования усеченную площадку сегмента диска выдвигают на внешнюю сторону, за режущие кромки пластин крайних частей пакета пуансонов. Но выдвинуть усеченную площадку на расстояние от 1,5 мм до 2,5 мм не представляется возможным. В этом случае наблюдается одновременное чрезмерное выдвижение конуса средней части, выполненного под углом 80 градусов и менее, соответственно невозможно формирование утолщенных перемычек во впадине и выпуклости, что приводит к разрыву соединения. В итоге невозможно увеличить глубину врезания пакета пуансонов для продавливания и уплотнения металла соединяемого пакета листов при формировании впадины и выпуклости на участке, ограниченном режущими кромками паза матрицы. Соответственно, для повышения контактной прочности и плотности в днище впадины и между листами в боковых поверхностях металла невозможно обойтись без операции нанесения удара по выпуклости. Известным способом не обеспечивается создание необходимых взаимозацепляющихся сил трения для надежного встречного закрепления с распором пластин крайних частей со стенками участка впадины, который находится за пределом паза матрицы на границе ее режущих кромок. То есть способ не обеспечивает создания своего рода места для якоря в части впадины, не ограниченной режущими кромками матрицы. Не позволяет сформировать ее в форме, например, трапеции, в основании которой размещались бы с разводом пластины крайних частей пакета пуансонов, которыми впадину и выпуклость можно было бы выдернуть из паза матрицы при обратном ходе пакета пуансонов в сторону эксцентрика.
В известном способе конуса пластин крайних частей и конуса средней части пакета пуансонов не выходят на всю длину за пределы регулятора прижима, который своей плоскостью перекрывает их, чем ограничивают их развод, оставляя место только для врезания в соединяемый пакет листов. По этой причине пластины крайних частей не могут быть разведены и врезаны в боковые стороны впадины настолько, чтобы отформовать ее, например, в форме трапеции. Известным способом успешно раздаются выпуклости нанесением удара ребром наковальни в подготовленное место для удара при креплении пакетов листов суммарной толщиной от 1,0 мм до 3,0 мм. Однако крепление известным способом пакета листов суммарной толщиной от 3,5 мм до 4,5 мм с использованием опытного образца устройства выявило, что не хватает энергии одного удара, созданного резким разводом рычагов в разные стороны, чтобы одним ударом ребром наковальни в место нанесения удара раздать выпуклость с днищем, заполненную металлом с одного раза. Приходится по нескольку раз наносить удар по выпуклости либо увеличивать длину рукояток устройства. Реализация известного способа предусматривает при всевозможных вариантах линию регулировки глубины врезания пластин крайних частей со ступеньками и режущими кромками совмещение с линией внешней кромки третьего или четвертого листа из соединяемого пакета листов. При этом режущие кромки на ступеньках образуют не плотности с двух сторон выпуклости сразу при переходе границы внешней кромки третьего или четвертого листа. То есть формирование впадины на участке, ограниченном режущими кромками паза матрицы, производить известным способом и таким видом плавающего пакета пуансонов невозможно. Поэтому известным способом невозможно дополнительно увеличить прочность и плотность продавленного металла во впадине, находящегося в зоне ограниченной режущими кромками паза матрицы. По этой причине известным способом невозможно обойтись без нанесения удара ребром наковальни по выпуклости соединения.
К недостаткам способа следует отнести то, что допуск на заточку плавающего пакета пуансонов по длине определен ходом эксцентрика, который находится в пределах от 0,75 до 1,2 мм и не может быть увеличен без увеличения габаритных размеров устройства. После чего пакет пуансонов становится коротким, не обеспечивает глубину врезания, и его приходится часто менять без дальнейшего использования на другой, новый, удлиненный. Кроме того, известным способом невозможно закрепить отбортовку ответвления круглого или прямоугольного сечения патрубка, обращенного на внешнюю сторону к магистрали. Для этого устройство следует установить на патрубок и расположить лист отбортовки с листом магистрали напротив пакета пуансона, а рукоятки расположить вдоль корпуса, что сделать известным способом и устройством невозможно. Кроме того, суммарная толщина листа отбортовки патрубка и плоского листа магистрали воздуховода по нормативам, например, для диаметров от 100 мм до 500 мм составляет всего от 1,2 мм до 1,4 мм, что требует надежного их сопряжения между собой прижимами еще до выполнения соединения, в противном случае наблюдаются перерезы и неплотности соединений.
К недостаткам известного способа следует отнести наличие случаев повреждения плоскости для установки прокладки на фланец из шин, то есть зеркала фланца в результате выполнении операции продавливания в отверстия крепежных уголков металла одной стороны П-образного ребра жесткости еще при изготовлении фланца из шины. Это происходит из-за отсутствия участка в виде плоского упора в пазе матрицы со стороны плоскости зеркала фланца. К недостаткам следует также отнести то, что матрица, охватывающая две щечки, не позволяет за счет попеременной установки вкладыша между ней и щечкой смещать более двух раз притупленные кромки паза на острые, которые ранее не принимали участия в креплении листов.
Задача реализации заявленного способа состоит в том, чтобы устранить вышеперечисленные недостатки. Устранить операцию по выбивке бойком из паза матрицы впадины и выпуклости выполненного соединения. Устранить операцию по нанесению удара по выпуклости при соединении пакетов листов толщиной от 2,0 мм до 4,5 мм с заменой ее на операцию дополнительного прессования металла в днище и боковых сторонах впадины на участке внутри паза, ограниченного режущими кромками матрицы. Обеспечить возможность установки и крепления фланца из шин всех основных типоразмеров 15×15×8 мм, 20×20×8 мм, 30×30×10 мм, 35×35×10 мм, оппозитно, с наружной и внутренней стороны воздуховода, расположенного параллельно или наклонно пружинной пластине, с суммарной толщиной пакетов листов от 2,0 мм до 4,5 мм, прямым ходом удлиненным или укороченным в результате заточки плавающим пакетом пуансонов.
Другая задача состоит в том, чтобы обеспечить крепление листов отбортовок, выполненных на внешнюю сторону круглых и прямоугольных патрубков ответвлений с примыканием с наружной и внутренней сторон к листу плоскости магистрали диаметром от 100 мм до 1000 мм и прямоугольных сечений от 100 мм × 100 мм до 1000 мм × 1000 мм с толщиной пакета листов от 1,0 мм до 1,4 мм с применением вкладыша и использованием составной матрицы со специальной комплектацией и изготовлением плавающего пакета пуансонов. А именно, когда ступеньки с конусами, не подвергавшиеся заточке, двух пластин крайних частей и усеченная площадка, повергавшаяся неоднократной заточке одной пластины средней части плавающего пакета пуансонов при закреплении в пуансонодержателе, будут находиться в одной плоскости, а режущие кромки тоже будут на одном уровне, но в другой плоскости. А также обеспечить сохранность плоскости зеркала фланца из шин основных вышеперечисленных типоразмеров при соединении крепежных уголков с П-образными ребрами жесткости шин. Обеспечить, по крайней мере, более двух раз переустановку притупленных участков неразъемной матрицы и притупленных режущих кромок составной матрицы на острые участки, ранее не принимавших участие в креплении пакетов листов. А также дать возможность постоянно, повторно использовать укороченные до 3,0 мм в результате заточки плавающие пакеты пуансонов после капремонта.
Поставленные задачи решаются за счет использования устройства для соединения в пакет с суммарной толщиной от 2,0 мм до 4,5 мм трех или четырех листовых деталей угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающих плотно или с зазором плоский лист, расположенный параллельно или наклонно пружинной пластине, содержащего монолитный корпус, вилку, рукоятки, серьгу с гайками, разъемную матрицу с режущими кромками и неразъемную матрицу, имеющую два продольных паза с режущими кромками и резъбовыми отверстиями в днищах упомянутых пазов, установленный в Т-образных направляющих нижней части монолитного корпуса ползун с пуансонодержателем, имеющим образованный пазом днище, в котором закреплен плавающий пакет пуансонов, при этом с одной стороны монолитного корпуса выполнен сквозной поперечный вырез с продольным пазом для размещения упомянутой серьги с гайками для установки рукояток, а с другой его стороны - два равных по сечению и разделенных перемычкой паза для установки в каждом из которых упомянутых матриц, крайние части плавающего пакета пуансонов выполнены в виде образующих режущие кромки переустанавливаемых пластин, одна из которых короче другой на 0,4-0,45 мм, имеющих ступеньки и выступающие за них конусы, а средняя его часть выполнена в виде пластины с выступом, выходящим за конусы упомянутых пластин крайних частей. Причем упомянутые матрицы выполнены с обеспечением возможности замены затупленных режущих кромок на острые.
В одном частном случае выполнения при расположении плоского листа наклонно пружинной пластине днище пуансонодержателя выполнено косым, причем пластины крайних частей плавающего пакета пуансонов расположены в плоскости, параллельной плоскости наклонно расположенного листа, и смещены относительно друг друга на 0,85-0,9 мм.
В других частных случаях: устройство содержит вкладыш в виде винта, ввернутого в паз между режущими кромками неразъемной матрицы, кондуктор, содержащий пластину, закрепленную в монолитном корпусе с возможностью ее выверки винтами по высоте сквозного выреза корпуса, и ограничитель с проточкой;
- в корпусе за сквозным поперечным вырезом выполнены поперечный паз и две фаски, а на вилке и серьге предусмотрено по одной гайке для закрепления в них рукояток в горизонтальном положении;
- разъемная матрица выполнена в виде двух пластин крайних частей с четырьмя режущими кромками, а режущие кромки пластин крайних частей пакета пуансонов выставлены за пределы ступенек и конусов на 0,2 мм и расположены в одной плоскости;
- упомянутая перемычка выполнена толщиной не более 3,0 мм.
Способ соединения в пакет с суммарной толщиной от 2,0 мм до 4,5 мм трех или четырех листовых деталей угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающих плотно или с зазором плоский лист, расположенный параллельно или наклонно пружинной пластине, осуществляют вышеупомянутым устройством. При этом соединяемые листовые детали размещают в сквозном поперечном вырезе монолитного корпуса устройства или в поперечном пазе под перемычкой, заводят неразъемную или разъемную матрицу на плавающий пакет пуансонов и перемещают вдоль продольной оси корпуса по поперечному пазу, затем упомянутые листовые детали соединяют в пакет пуансоном путем надрезания, продавливания, вытягивания с формированием впадины с выпуклостью, после чего соединенные в пакет листовые детали выводят из паза разъемной или неразъемной матрицы, далее разведением рукояток до упора плавающий пакет пуансонов выводят из выполненного соединения.
В частных случаях реализации способа:
- соединяемые листы располагают напротив пакета пуансонов в поперечном пазе под перемычкой и прижимают к ней;
- при расположении плоского листа наклонно пружинной пластине удлиненную пластину крайних частей плавающего пакета пуансонов прижимают к косому днищу и устанавливают в пазе пуансонодержателя над средней частью плавающего пакета пуансонов, а укороченную - прижимают к косому днищу и устанавливают в пазе пуансонодержателя под средней частью с обеспечением смещения на 0,85 - 0,9 мм в плоскости наклонного листа;
- при соединении в пакет листовых деталей угловой П- или Г-образной формы с П-образным ребром жесткости в виде фланца из шин и крепежного уголка с отверстием в резьбовом отверстии паза неразъемной матрицы на уровне режущих кромок размещают вкладыш в виде винта для ограничения продавливания П-образного ребра жесткости в отверстие крепежного уголка, при этом соосность между пакетом пуансонов и отверстием крепежного уголка обеспечивают кондуктором, в проточке которого располагают крепежный уголок, отверстие крепежного уголка располагают напротив пакета пуансонов, при сведенных рукоятках металл листовых деталей продавливают в отверстие крепежного уголка на расстояние, равное толщине одного фланца из шин, обращенного к пакету пуансонов до сопряжения с другим фланцем из шин, сводят рукоятки до упора навстречу друг другу и одну из двух упомянутых листовых деталей продавливают в отверстие крепежного уголка до сопряжения с другой листовой деталью, фланец из шин поворачивают на 90 градусов и операцию повторяют по всему его периметру;
- при соединении в пакет трех листовых деталей в виде патрубка с плоским участком, воздуховода и плоского вкладыша плоский участок патрубка располагают напротив плавающего пакета пуансонов, а разъемную матрицу с режущими кромками заводят с внутренней стороны патрубка, при этом рукоятки располагают параллельно горизонтальной оси корпуса устройства.
На Фиг.1 приведен вид устройства с боку.
На Фиг.2 - вид устройства сверху.
На Фиг.3 - вид устройства снизу.
На Фиг.4 - вид соединенных листов в пакет с закрепленными пластинами крайних частей в боковых стенах трапеции впадины и выступом средней части, закрепленным в днище, готовым к выводу из паза матрицы.
На Фиг.5 - вид готового соединения с двумя узкими перемычками в зоне режущих кромок матрицы.
На Фиг.6 - вид пуансонодержателя с косым днищем и закрепленным в нем пакетом пуансонов.
На Фиг.7 - разрез неразъемной матрицы с резьбовыми и крестообразными отверстиями с шагом, равным двукратной длине режущих кромок пластин крайних частей.
На Фиг.8 - поперечный разрез неразъемной матрицы.
На Фиг.9 приведен момент заведения устройства на патрубок с листом отбортовки, выполненной на внешнюю сторону с листом магистрали и вкладышем, расположенным на листе отбортовки.
На Фиг.10 - вид заведенного устройства на патрубок.
На Фиг.11. - вид неразъемной матрицы с вкладышем в виде винта в ее с крестообразными сквозными отверстиями в момент соединения крепежного уголка с шиной.
На Фиг.12 - вид сбоку выполненного соединения крепежного уголка с листом шины.
Устройство для реализации способа содержит монолитный металлический корпус 1 с выполненными в нем сквозным вырезом и продольным пазом 2 (см. Фиг.1, 9).
В пазе 2 размещена серьга 3 с закрепленной на ней гаек 4, 5 для вворачивания в нее рукоятки 6, в отверстии 7 размещена ось 8, которая диском 9 и шайбой 10 закреплена в корпусе 1 (см. Фиг.1, 2). С другой стороны, серьга 3 соединена пальцем 11 с вилкой 12. При использовании устройства в частном случае, например, при креплении плоского участка Г-образной формы с суммарной толщиной от 2,0 мм до 4,5 мм, состоящего из листа отбортовки патрубка, листа плоского участка воздуховода и листа вкладыша на серьге 3 выполнена дополнительная гайка 4. На вилке 12 выполнена гайка 14 (см. Фиг.1.). На вилке 12 закреплена гайка 13 для закрепления в ней рукоятки 15, вилка пальцем 16 в отверстии 17 соединена с ползуном 18. В нижней части корпуса 1 выполнена Т-образная направляющая 19, в которой размещены с возможностью продольного перемещения шипы 20, 21, 22 ползуна 18 (см. Фиг.1, 3, 4). Для устранения перемещения ползуна 18 в вертикальном направлении во время хода по Т-образной направляющей 19 в корпусе 1 выполнены две направляющие 23, 24, в которых плотно установлены шипы 25, 26 ползуна 18. Для того чтобы шипы плотно ввести в направляющие 23, 24, крайние участки 27, 28 шипов 25, 26 подгоняют, например, шлифованием до образования плоских участков 29, 30 (см. Фиг.1, 2, 7). На ползуне 18 выполнен пуансонодержатель 31 с вырезом, на одной оси с шипами 25, 26 вырезан паз 32, имеющий плоское днище. В пазе 32 выполняют косое днище 33, смещенное от плоского днища на 0,45 мм, его используют при применении устройства в частном случае. На пластинах крайних частей 34, 35 в их поперечном сечении пакета пуансонов выполнены ступеньки 36, 37. За ступеньками выполнены конусы 38, 39, расположенные под углом от 50 до 60 градусов по отношению к ступенькам, грани 49, 50, расположенные под углом от 50 до 60 градусов (см. Фиг.4, 5) к режущим кромкам 40, 41, выступающим за ступеньки, а также одна пластина средней части 42 пакета пуансонов. На средней части 42 пакета пуансонов выполнен выступ 43, выходящий за пределы ее конуса, выполненного под углом 80 градусов, и выходящий за пределы режущих кромок пластин крайних частей. Пластина средней части 42 может быть выполнена в частном случае использования устройства и может иметь свойства плоской пружины с незначительной вогнутостью и выпуклостью на ее плоскостях. Незначительную вогнутость и выпуклость ей придает изгиб в плоскости до 0,15 мм за счет ее деформации, например, при термообработке. Размеры сечения выступа 43 и выполненной на нем усеченной площадки 44, две стороны плоскости которой частично параллельны и оснащены фасками по периметру, равны размеру длины режущих кромок пластин крайних частей. При применении устройства в частном случае его использования на двух сторонах усеченной площадки 44 выполнены две режущие кромки 45, 46 на окончаниях конусов, под которыми выполнены две вогнутые фаски 47, 48 (см. Фиг.4, 6). С другой стороны на пластинах крайних частей 34, 35 и средней части 42 выполнены полуокружности 51, которые подгоняют заточкой до упора без зазора в плоскость косого днища 33, когда устройство используют в одном из частных случаев (см. Фиг.6). Вворачиванием винтов 52, 53 в резьбовые отверстия 54, 55, пропуская их сквозь отверстия 56, 57, имеющие проточки длиной до 6,0 мм для возможности перемещения пакета пуансонов относительно продольной оси, а также продолжением вворачивания винтов 52, 53 в следующие резьбовые отверстия 58, 59 до упора, пакет пуансонов надежно закрепляют в пуансонодержателе 31 (см. Фиг.2, 5). При этом конусы пластин крайних частей 34, 35 для увеличения их развода во время работы за счет бокового пружинения от средней части 42 в разные стороны будут выведены за кромки паза 32 пуансонодержателя 31.
Для возможности установки и размещения деталей угловой формы, в том числе П-образных ребер жесткости с тупиковой пружинной пластиной фланцев из шин 15×15×8 мм и 35×35×10 мм в пуансонодержателе 31 выполнен вырез 60, два аналогичных выреза, образующие сквозной вырез в зеве 61. Для использования устройства в одном из частных случаев в корпусе 1 выполняют поперечный паз 62 с фасками 63 и 64 для возможности заведения по ним и размещения в пазе 62 листа 66, патрубка 65. А также для возможности размещения листа 66 отбортовки напротив плавающего пакета пуансонов 74 для крепления его с плоским листом 67 воздуховода и листом вкладыша с суммарной толщиной от 2 мм до 4,5 мм в одном из частных случаев применения устройства (см. Фиг.1, 2, 9, 10). При применении устройства в общем случае его использования, в случае при незначительном отклонении от параллельного расположения друг другу от 1 до 5 градусов листов соединяемых в пакет пластины крайних частей 34, 35 пакета пуансонов 74 по длине равны. Поэтому днище в пазе 32 пуансонодержателя 31 плоское, оно выполнено в поперечном сечении перпендикулярно кромкам паза 32. При использовании устройства в частном случае, когда приходится часто переналаживать пакет пуансонов для крепления листов в пакет либо с параллельным либо с наклонным расположением листов, соединяемых в пакет, в пазе 32 пуансонодержателя 31 выполняют косое днище 33. Плоскость косого днища 33 в пазе 32 смещена на 0,45 мм от вертикальной оси поперечного сечения паза 32. В случае с параллельным расположением предназначенных для крепления листов в пакет или их незначительном отклонении от 1 до 5 градусов с использованием пластин крайних частей различной длины переналадку устройства ведут в следующем порядке. Пластину крайних частей 34 считаем ее первой, укороченную от 0,4 мм до 0,45 мм устанавливают над средней частью 42, а пластину 35 считаем ее второй удлиненную от 0,4 мм до 0,45 мм, устанавливают под средней частью 42 (см. Фиг.6). В результате плотного прилегания их полуокружностей 51 к плоскости, смещенной на 0,45 мм косого днища 33, их рабочие части конуса 38, 39, ступеньки 36, 37, режущие кромки 40, 41, грани 49, 50 будут расположены в одной плоскости (см. Фиг.1, 4, 6).
В варианте при креплении пакетов листов в частном случае с наклонным расположением листа, обращенного к пакету пуансонов, но с уклоном в сторону от пакета пуансонов, в том числе тупиковой пружинной пластины к другим листам переналадку ведут в следующем порядке. Короткую пластину 34 первую, уменьшенную от 0,4 мм до 0,45 мм, закрепляют в пазе 32 пуансонодержателя 31 под средней частью 42, а вторую, удлиненную от 0,4 мм до 0,45 мм пластину 35 крайних частей закрепляют над средней частью 42 плавающего пакета пуансонов, то есть их меняют местами. В результате переустановки и закрепления пластин крайних частей 34 и 35 их вышеупомянутые рабочие части режущие кромки смещают на от 0,85 до 0,9 мм по горизонтальной оси. То есть к разнице по длине от 0,4 мм до 0,45 мм пластин крайних частей 34, 35 прибавляют разницу 0,45 мм, образованную размером отклонения от вертикальной оси плоскости косого днища 33. Соответственно размер смещения от рабочих частей одной режущей кромки 40 до рабочих другой режущей кромки 41 будет составлять (от 0,4 до 0,45 разница между пластинами плюс 0,45 расстояние смещения косого днища) от 0,85 мм до 0,9 мм. Крепление трех или четырех листов, один из которых, обращенный к пакету пуансонов, не параллельно, а с наклоном с толщиной от 1,0 мм до 1,2 мм при такой переналадке исключает его перерез и создание неплотностей между ним и расположенным за ним листом.
На другой стороне корпуса 1 выполнен паз 68 для установки и закрепления в нем неразъемной матрицы 69, а в частном случае использования устройства разъемной матрицы 70 (см. Фиг.1, 2). При помощи винта 71, проходящего сквозь отверстие 72 в корпусе 1, в одном из нескольких сквозных резьбовых отверстий 73 неразъемной матрицы 69, выполненных в ее днищах, между режущими кромками двух пазов по всей длине неразъемной матрицы 69, с шагом, равным двукратной длине режущих кромок 40, 41 пластин крайних частей пакета пуансонов 74, ее освобождают для перемещения и закрепляют от продольного перемещения (см. Фиг.1, 2, 7, 8). По крайней мере двумя или тремя винтами 75, по крайней мере, в двух или трех в круглых, продольных или крестообразных сквозных отверстиях 76 обеспечивают перемещение неразъемной матрицы 69 до 2,0 мм в продольном и поперечном направлениях, выполненных на расстоянии друг от друга с шагом, равным двукратной длине режущих кромок 40, 41 пластин 34, 35 крайних частей пакета пуансонов 74. После регулировки глубины врезания путем заведения ее на пакет пуансонов 74 неразъемную матрицу 69 закрепляют неподвижно в проточках 77, выполненных над круглыми, продольными или крестообразными отверстиями, винтами 75 в резьбовых отверстиях корпуса 1. Дополнительно неразъемную матрицу 69 закрепляют в резьбовых отверстиях перемычки 78 толщиной не более 3,0 мм, а затем поджимают двумя винтами 79, 80 в резьбовых отверстиях вдоль продольной оси корпуса 1. Винты 75 не должны выходить за внешнюю кромку перемычки 78. Под перемычкой 78 с тремя резьбовыми отверстиями выполнен паз 81 для установки в него одних из сторон угловых деталей 82 (на чертежах не показано), в том числе П-образных ребер жесткости фланцев из шин 83 для обеспечения выполнения оппозитных соединений 84, то есть с другой стороны пакета листов, между ранее выполненными соединениями, в том числе фланцев из шин различных типоразмеров 15×15×8 мм, 20×20×8 мм, 30×30×10 мм и 35×35×10 мм (см. Фиг.1, 2, 9, 10). Расположив детали вышеперечисленных типоразмеров в пазе 81 под перемычкой толщиной 3,0 мм с прижимом к ней, обеспечивают расположение плоских участков листов, соединяемых в пакет, напротив пакета пуансонов. Если же увеличить размер сечения перемычки 78, тогда невозможно будет расположить пакеты листов, состоящих из листа воздуховода и фланцев из шин типоразмеров 15×15×8 мм, 35×35×10 мм, для проведения крепления в частном случае, в местах между ранее выполненными соединениями, оппозитно, с обратной стороны стыка. При прямом ходе пакет пуансонов пройдет выше или ниже плоского участка пакета листов. В общем случае использования устройства рукоятки закрепляют в гайках 5, 13 и располагают их в плоскости перпендикулярно продольной оси корпуса 1.
В частном случае настроенным для общего использования устройством для крепления листов в пакет суммарной толщиной от 2,0 мм до 4,5 мм возможно крепление плоских участков Г-образных деталей листов патрубков с плоскими листами воздуховода с вкладышем или без вкладыша суммарной толщиной от 2,0 до 4,5 мм. Вкладыши изготавливают из листовой стали размером 15×15 мм или круглой формы диаметром до 15 мм. При условии выполнения на вилке 12 и серьге 3 двух дополнительных гаек 4, 14 двух фасок 63, 64 на корпусе 1, выполнения поперечного паза 62 за вырезом корпуса и переустановки рукояток из одних гаек 5, 13 в другие гайки 4, 14 в положение вдоль продольной оси устройства вышеупомянутые пакеты листов возможно завести в устройство и расположить напротив пакета пуансонов 74. В рассматриваемом частном случае для возможности заведения патрубка круглой формы, например, диаметром 100 мм размер длины неразъемной матрицы не должен быть более размера поперечного сечения корпуса.
В варианте в частном случае, когда необходимо закрепить лист вкладыша, лист 67 плоского участка воздуховода и лист 66 отбортовки патрубка 65 и лист вкладыша 88 в пакет с суммарной толщиной от 1,2 мм до 1,4 мм, устройство может быть выполнено в следующем виде. Надежно закрепить вышеупомянутые листы в пакет невозможно при помощи пакета пуансонов 74 и неразъемной матрицы 69. Чтобы это осуществить, для этой цели в устройстве используют разъемную матрицу 70. Разъемная матрица 70 конструктивно может быть выполнена эквивалентно матрице прототипа, использованной в общем случае использования устройства (см. Патент №2395361, Фиг.1, 8), отличие ее только в том, что в предлагаемом устройстве разъемную матрицу можно переустанавливать по крайней мере не менее 12 раз и перемещать притупленные режущие кромки на острые по всей длине матрицы в поперечном направлении при креплении патрубков прямоугольной формы. Другое отличие состоит в том, что разъемную матрицу 70 в данном частном случае возможно использовать только с использованием неразъемной матрицы 69 и если в корпусе 1 устройства будут изготовлены два равных по сечению поперечных паза 68, 81 разделенными перемычкой 78 толщиной не менее 3,0 мм, сечение которой нельзя увеличить. В данном частном случае размер поперечного сечения разъемной матрицы 70 выбирают равным размеру поперечного сечения неразъемной матрицы 69. При использовании разъемной матрицы 70, установленной в пазе 68, она при соединении листов циклично расширяется в сечении и воздействует на перемычку 78. Если расширение разъемной матрицы ничем не ограничить от воздействия на тонкую перемычку 78 со стороны паза 81, она прогнется и выйдет из строя. Чтобы этого не произошло, предусмотрено, что размеры неразъемной матрицы 69 с разъемной матрицей 70 и паза 68 с пазом 81 в данном частном случае исполнения устройства по сечению выполнены равными, в пазе 81 закрепляют винтами 85 неразъемную матрицу 69, на которую опирают перемычку 78. В результате при креплении круглого или прямоугольного патрубка 87 через вкладыш 88 опора 86 из неразъемной матрицы 69 не даст прогнуться перемычке 78. Разъемная матрица 70 состоит их двух пластин крайних частей 89, 90. На каждой из пластин выполнены по четыре режущих кромки 91, 92, 93, 94, вогнутые фаски 97, 98, в которые заведены пружины 99. Между пластинами крайних частей 89, 90 установлена средняя часть 100 с размером поперечного сечения меньше размера сечения пластин 89, 90 крайних частей пакета разъемной матрицы 70. На пластине средней части 100 разъемной матрицы 70 выполнены ребра 101, 102 (см. Фиг.9, 10). В сборе пластины крайних частей 89, 90 и пластина ребра 100 образуют паз 103. Для переустановки разъемной матрицы на всю длину выполнены, по крайней мере, по два или три коротких продольных паза 104 круглой, продольной или крестообразной формы на расстоянии друг от друга с шагом не менее двукратной длины режущих кромок пластин крайних частей 40, 41 пакета пуансонов 74. В пазах 104 матрицу 70 закрепляют винтами 75 с возможностью ее перемещения и фиксирования в двух плоскостях. Пакет пуансонов 74, настроенный на крепление трех или четырех листов с суммарной толщиной от 2,0 мм до 4,5 мм для общего случая использования устройства, переоборудуют в специальный пакет пуансонов 105, предназначенный для крепления тонкостенных листов, в пакет с суммарной толщиной от 1,2 мм до 1,4 мм. Для этого (на чертеже не показано) среднюю часть 42, неоднократно затачиваемую до 3,0 мм, полностью стачивают выступ 43 в вогнутые фаски 47, 48. Усеченную площадку 44 за счет заточки до 3,0 мм смещают до конусов, выполненных под 80 градусов. Таким образом, рабочие части: ступеньки 36, 37 пластин крайних частей 34, 35 и усеченная площадка 44 будут расположены в одной плоскости, а полуокружности 51 прижаты к плоскости паза 32. Специальный пакет пуансонов 105 отличается от пакета пуансона прототипа (см. Патент №3395361, Фиг.8) только тем, что у него вместо четырех две режущие кромки 40, 41 будут находиться в одной плоскости относительно друг друга, однако они будут смещены на внешнюю сторону за кромки ступеньки 36, 37 на расстояние до 0,2 мм, а также с противоположной стороны на каждой их пластин выполнены полуокружности 51. Этим они не окажут существенного надреза в днище соединенного пакета листов и не снизят качества соединения. Однако в таком положении режущие кромки 40, 41, надрезая листы, существенно снизят прилагаемые усилия на рукоятки устройства. Полуокружности 51, выполненные на каждой из пластин пакета пуансонов, позволяет устранить смещение при передаче нагрузки косым днищем 33 пуансонодержателя 31. В таком виде пакет пуансонов 105 закрепляют в пазе 32 пуансонодержателя 31.
В этом частном случае для возможности заведения в зев устройства листа патрубка 65 рукоятки вворачивают в гайки 4, 14 и располагают в положении горизонтально продольной оси корпуса.
В варианте в частном случае для сохранения плоскости фланца из шин, на которую устанавливают прокладку, то есть зеркала, в устройстве предусмотрен специальный кондуктор в виде пластины 106, закрепленной в корпусе 1 и с возможностью перемещения, и фиксирования на ней ограничителя 107. Ограничитель 107 имеет проточку 108 для установки крепежного уголка 109, в котором выполнено отверстие 110 для продавливания в него металла одного листа П-образного ребра жесткости до упора в другой его лист. Крепежный уголок предварительно заведен вовнутрь П-образного ребра жесткости 111 шины 112 (см. Фиг.11, 12). Для получения плоскости, расположенной напротив отверстия 110, в резьбовое отверстие 73 днища 113 паза 114 вкручен вкладыш в виде винта 115 на одном уровне с режущими кромками 116 неразъемной матрицы 69 (см.Фиг.7, 8, 11). Замену притупленных участков режущих кромок 116 на острые участки неразъемной матрицы 69 осуществляют переустановкой их в поперечном направлении корпуса на одно круглое, продольное или крестообразное сквозное отверстие 76 в ту или другую сторону, а также дополнительной заменой кромок за счет ее поворота на угол от 0 до 180 градусов. Для этого неразъемную матрицу 69 предварительно освобождают от; крепления в пазе 68 от крепежных винтов 77 и 71. Кроме того, переустановку с заменой вышеупомянутых кромок производят поворотом неразъемной матрицы 69 на угол от 0 до 180 градусов вокруг своей оси.
Таким же образом производя переустановку разъемной матрицы 70. Преимущество здесь в том, что каждую пластину крайних частей матрицы 70 дополнительно переустанавливают с поворотом вокруг своей оси относительно средней части по обе ее стороны, заменяя не менее 12 раз тупые режущие кромки 91, 92, 93, 94 на острые при креплении патрубков круглого сечения диаметром до 100 мм.
Для реализации способа в общем случае его использования при креплении трех или четырех листов в пакет угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающей плотно или с зазором плоский лист, расположенный параллельно или непараллельно пружинной пластине с суммарной толщиной от 2,0 мм до 4,5 мм, устройство используют следующим образом.
Рукоятку серьги 3 и рукоятку вилки 12 вворачивают в гайки 5, 13, располагают их поперек корпуса 1 и раздвигают рукоятки в разные стороны. Образец вышеупомянутого пакета листов размещают в сквозном вырезе, образованном двумя вырезами в зеве 61 и вырезом 60 под пуансонодержателем 31, а плоский участок размещают напротив плавающего пакета пуансонов 74 и проверяют ранее установленную глубину врезания на образце. Рукоятки сводят навстречу друг другу до упора. В этот момент грани 49, 50 под углом от 50 до 60 градусов к режущим кромкам, режущие кромки 40, 41, ступеньки 36, 37 конуса 38,39, выполненные под углом от 50 до 60 градусов к ступенькам пластин крайних частей 34, 35, войдут вовнутрь за режущие кромки паза неразъемной матрицы 69 на расстояние до 0,5 мм. Если линия плоскости режущих кромок паза неразъемной матрицы не совпадает с линией на пакете пуансонов, неразъемную матрицу освобождают от крепления и перемещают пазом по пакету пуансонов до совмещения вышеупомянутых линий. Если при внешнем осмотре во впадине соединенного образца имеются разрывы и перерезы, производят корректировку допуска в большую или меньшую сторону от ранее настроенной глубины врезания замером суммарной толщины этого конкретного образца. Для этого неразъемную матрицу 69 освобождают от крепления винтами 71, 75, 79, 80 и перемещают в положение, когда линия ее режущих кромок будет находиться рядом с линией, отмеченной на пакете пуансонов 74. Это будет означать, что режущие кромки 40, 41 вошли внутрь за режущие кромки паза матрицы 69 до 0,5 мм с допуском в большую или меньшую сторону. Регулировку глубины врезания на образцах заканчивают, когда во впадине не будет видимых подрезов, а между конусами 38, 39 и режущими кромками паза матрицы 69 будет видимый зазор. В зеве размещают вышеупомянутый пакет 82, 83 из трех или четырех листов и его соединяют прямым ходом плавающим пакетом пуансонов 74 и неразъемной матрицей 69 (см. Фиг.1, 2). При этом усеченной площадкой 44, выполненной на выступе 43, металл продавливают и уплотняют в днище впадины. Одновременно металл продавливают гранями 49, 50, режущими кромками 40, 41, ступеньками 36, 37 внутри за режущими кромками в пазе матрицы на глубину до 0,5 мм с допуском в большую или меньшую сторону. При этом конусами 38, 39, выполненными за ступеньками 36, 37, металл продавливают до упора металла, перемещенного с днища впадины в режущие кромки матрицы 69 в разные стороны от оси симметрии. Одновременно выше паза матрицы при соединении пакета из трех листов третий лист надрезают, продавливают и вытягивают за второй, а второй - за первый, а при соединении пакета из четырех листов четвертый лист надрезают, продавливают и вытягивают за третий, третий за второй, второй за первый в разные стороны от оси симметрии. Одновременно на участке впадины, не ограниченной пазом матрицы за счет продавленного металла в проемы между средней частью 42 и гранями 49, 50, а также за счет бокового пружинения пластин крайних частей 34, 35, перемещают и врезают в боковые стороны впадины, формуя ее в виде трапеции. После чего размер поперечного сечения пакета пуансонов в основании отформованной впадины будет превышать размер поперечного сечения паза матрицы. В этот момент пластины крайних частей 34, 35 закрепляют во впадине отформованной трапеции выполненного соединения (см. Фиг.4,). Рукоятки разводят в разные стороны, выпуклость с днищем и впадину закрепленными в ней пластинами крайних частей 35, 36 выводят из паза матрицы 69. Затем выполненное соединение вместе с соединенными листами перемещают до упора в сторону сквозного выреза зева 61 корпуса 1 до их остановки. Окончательным разведением рукояток в разные стороны друг от друга находящийся под гранями 49, 50 пластин крайних частей 34, 35 продавленный металл оставляют во впадине. Освобожденные от закрепления за счет пружинения к центру оси симметрии в отформованной в виде трапеции впадины пластины крайних частей 34, 35 выводят, не подрезая при этом ее окончания (см. Фиг.4, 5.). После чего размер поперечного сечения пакета пуансонов вновь становится равным размеру поперечного сечения паза матрицы. Устройство перемещают в другое место для проведения аналогичных соединений.
В частном случае, когда необходимо повысить прочность соединенных в пакет листов путем дополнительных оппозитных соединений, выполненных на плоских участках в местах между ранее выполненными соединениями с другой стороны стыка, устройство используют в следующем порядке. Устройство поворачивают на от 0 до 180 градусов, одну часть угловой детали пакета из трех или четырех листов размещают в пазе 81 и прижимают к перемычке 78 корпуса 1, а другую ее часть, имеющую плоский участок, размещают напротив плавающего пакета пуансонов 74 и пазом неразъемной матрицы 69 затем соединяют вышеописанным способом.
Замену притупленных участков неразъемной матрицы 69 на острые режущие кромки осуществляют следующим образом.
Матрицу 69 освобождают от крепления винтом 71, винтами 79, 80 и винтами 75 в пазе 68 корпуса 1, затем перемещают в поперечном направлении в ту или другую сторону на расстояние соседнего сквозного круглого, продольного или крестообразного отверстия 76 по всей длине матрицы 69 длиной не более длины корпуса, а затем ее закрепляют вышеупомянутыми винтами. Когда режущие кромки матрицы 69 будут притуплены с одной стороны по всей ее длине, освобожденную от вышеупомянутых винтов матрицу 69 поворачивают на угол от 0 до 180 градусов вокруг своей оси. Размещают паз с острыми кромками по всей длине паза матрицы 69 напротив пакета пуансонов 74, а затем вышеупомянутыми винтами ее закрепляют в пазу 68.
В частном случае, при использовании устройства для соединения пакета из трех или четырех листов, первым из которых является ребро жесткости, а третьим либо четвертым - тупиковая пружинная пластина, в том числе фланцы из шин 15×15×8 мм, 20×20×8 мм, 30×30×10 мм, 35×35×10 мм с листом воздуховода, при этом один лист, обращенный к пакету пуансонов, расположен наклонно в сторону от пакета пуансонов, устройство используют в следующем порядке. Выбирают пуансонодержатель 31 с косым днищем в пазе 32, смещение которого составляет 0,45 мм от плоскости паза 32, и устанавливают его в корпусе 1. Удлиненную от 0,4 мм до 0,45 мм пластину крайних частей 35 устанавливают над средней частью 42, а укороченную от 0,4 мм до 0,45 мм пластину крайних частей 34 устанавливают под средней частью 42 пакета пуансонов 74, который закрепляют в пуансонодержателе 31. При этом разница смещения рабочих частей пластин крайних частей 34, 35 при наличии косого днища, отклоненного от вертикальной оси на 0,45 мм, будет находиться в пределах от 0,85 мм до 0,9 мм. Соответственно плоскость рабочих частей пластин 34, 35 пакета пуансонов 74 в большинстве случаев будет расположена в положении параллельно плоскости наклонно расположенного листа. При этом на выступе 43 средней части 42 пакета пуансонов 74 ниже усеченной площадки 44 с режущими кромками 45, 46 выполняют две вогнутые фаски 47, 48 (см. Фиг.6).
Глубину врезания определяют в порядке, описанном при применении устройства в общем случае его использования с перемещением режущих кромок паза матрицы 69 на режущую кромку удлиненной пластины 35 крайних частей до 0,5 мм при полностью сведенных рычагах 6 и 15. То есть отсчет глубины врезания ведут по режущей кромке удлиненной пластины крайних частей 35. Затем вышеупомянутый пакет листов размещают в зеве устройства и его соединяют прямым ходом пакета пуансонов 74 с неразъемной матрицей 69 в порядке применения устройства во всех случаях его использования. При этом в выполненном соединении листов в пакет во впадине в виде трапеции закрепляют пластины крайних частей, а в днище впадины закрепляют среднюю часть 42 пакета пуансонов 74 металлом, введенным в вогнутые фаски 47, 48. Металл, введенный в фаски 47, 48 с днища впадины, соединения разрезают режущими кромками 45, 46 усеченной площадки 44 на этапе после вывода пакета пуансонов 74 из соединения при его обратном ходе и освобождают среднюю часть 42 от закрепления в днище соединения. В случае выполнении соединений с обратной стороны соединенного стыка в промежутках ранее выполненных соединений первый лист, обращенный к пакету пуансонов 74, не будет расположен наклонно. Поэтому удлиненную пластину 35 и короткую пластину 34 меняют местами относительно средней части 42 (см. Фиг.6). В этом случае рабочие части пластин крайних частей 34, 35 пакета пуансонов 74 будут выставлены в одной плоскости. П-образные ребра жесткости фланцев из шин 15×15×8 мм; 20×20×8 мм; 30×30×10 мм; 35×35×10 мм размещают, прижимая их к перемычке 78 в пазе 81, и дополнительно закрепляют листы с другой стороны стыка способом и устройством, выполненным для применения в общем случае его использования.
В частном случае для соединения прямых участков листов в пакет из трех или четырех листов с суммарной толщиной от 2,0 мм до 4,5 мм Г-образной формы, одним из которых является лист 66 отбортовки патрубка 65, другим является лист 67 плоского участка воздуховода, третьим является лист 88 вкладыша используют плавающий пакет пуансонов 74 и неразъемную матрицу 69. В зависимости от стесненности условий монтажа вентиляции в вышеупомянутом плоском участке, предназначенном для соединения в пакет, лист 66 отбортовки может быть наложен на лист 67 воздуховода, а может располагаться с его внутренней стороны. А лист 88 вкладыша может быть наложен либо на лист 66 отбортовки, либо наложен на лист 67 с внутренней стороны воздуховода.
В случае комплектации плоского участка из четырех листов для соединения в пакет могут быть использованы два вкладыша одновременно, один накладывают на лист 66 отбортовки, другой на лист 67 с внутренней стороны воздуховода.
На рычаге рукоятку 6 закрепляют в гайке 4, а на другом рычаге рукоятку 15 закрепляют в гайке 14. В результате они будут расположены вдоль продольной оси корпуса 1 и дадут возможность при разведении рукояток 6, 15 освободить зев для заведения в него патрубка 65. Переместить пакет пуансонов 74 в крайнее положение (см. Фиг.9) и соответственно установить устройство на патрубок 65. Зевом устройство заводят на патрубок 65, поворачивают в сторону к центральной оси патрубка 65. Крайнюю часть патрубка 65 (см. Фиг.1, 9, 10) прижимают к двум фаскам 63, 64, выполненным в поперечном пазе 62 на корпусе 1, и перемещают по ним до тех пор, пока вышеупомянутый плоский участок не будет расположен напротив пакета пуансонов 74 и неразъемной матрицы 69. Затем рукоятки сводят до конца навстречу друг другу и вышеупомянутый плоский участок соединяют в пакет прямым ходом плавающего пакета пуансонов, способом, предназначенным в общем случае его использования. При необходимости при относительно больших габаритных размерах вентиляции крепление патрубка к воздуховоду производят с его внутренней стороны и местах в промежутках ранее выполненных соединений.
В частном случае, когда необходимо закрепить плоский участок из трех или четырех с суммарной толщиной от 1,2 мм до 1,4 мм листов Г-образной формы, в пакет включающий в себя один лист отбортовки 66, другой лист 67 плоскости воздуховода, третий или четвертый лист 88 вкладыша, устройство используют в следующем порядке. В корпусе 1 выполняют два равных по сечению поперечных паза 68 и 81, разделенных перемычкой 78. В пазе 68 устанавливают и закрепляют разъемную матрицу 70. На средней части пакета пуансонов 74 заточкой устраняют выступ 43, усеченную площадку 44 смещают к конусам, выполненным под углом 80 градусов, ступеньки и усеченную площадку выставляют в одной плоскости, а режущие кромки пластин крайних частей выставляют в одной плоскости со смещением за ступеньки на 0,2 мм и получают пакет пуансонов 105. При невозможности такой сборки или заточки специальный пакет 105 изготавливают. В пазе 81 под перемычкой 78 толщиной не более 3,0 мм закрепляют неразъемную матрицу 69 и используют ее в качестве опоры 86, на которую опирают перемычку 78 для предохранения ее от прогиба разведением пластин крайних частей 89, 90 матрицы 70 при креплении вышеупомянутого пакета листов (см. фиг.9, 10). Для выбора глубины врезания разъемную матрицу 70 перемещают пазом на пакет пуансонов 105 на глубину от 0,5 мм до 1,0 мм до плотного прилегания к ребру средней части 100 матрицы 70 при полностью сведенных рычагах 6, 12. Для обеспечения возможности заведения устройства на патрубок 65 рукоятки рычагов 6, 15 закрепляют в гайках 4, 14 на вилке 12 и серьге 3, чтобы они располагались вдоль оси корпуса 1. За рукоятки устройство с раздвинутыми рычагами 6, 15 зевом, образованным сквозным вырезом в корпусе 1, заводят на лист патрубка 65 и перемещают его по двум фаскам 63, 64 в корпусе в поперечном пазе 62, расположенном за сквозным вырезом корпуса 1. Далее устройство заводят с поворотом к центру патрубка 65 в поперечный паз 62 и устанавливают в положении параллельно стенке патрубка 65. При этом специально изготовленный или переоборудованный из пакета 74 пакет пуансонов 105 будет расположен напротив: плоского участка пакета листов суммарной толщиной от 1,2 до 1,4 мм. Плоский участок состоит из листа 66 отбортовки и расположенного за листом 66 или под листом 67 воздуховода. Лист 66 отбортовки патрубка 65 может быть расположен либо снизу листа 67 воздуховода, улучшая эстетический вид соединения и упрощая выполнение отверстия под патрубок 65 либо над листом 67 воздуховода. При необходимости на образованный пакет из двух листов толщиной от 1,0 мм до 1,4 мм устанавливают вкладыш толщиной от 0,5 мм до 0,7 мм прямоугольной или круглой формы размером, не выходящим за пределы листа 66 отбортовки, и пакет соединяют прямым ходом пакета пуансона 105 и разъемной матрицей 70 с присутствием неразъемной матрицы 69, на которую опирают перемычку 78. При креплении патрубка 65 круглой формы, например, диаметром до 100 мм с воздуховодом смену притупленных участков режущих кромок на острые перемещением в поперечном направлении невозможно, так как выступающие части матрицы 70 за внешнюю сторону корпуса будут препятствовать установке патрубка 65. Поэтому смену притупленных режущих кромок на острые ведут поворотом пластин крайних частей 89, 90 вокруг своей оси на 180 градусов и располагают острые режущие кромки в пазе матрицы 70. При креплении прямоугольных патрубков 65 сечением от 100 мм×100 мм до 1000 мм×1000 мм смену притупленных режущих кромок на острые ведут перемещением в поперечном направлении разъемной матрицы 70 в пазе 68 по крайней мере на одно из трех круглых продольных или крестообразных сквозных отверстий 76 в ту или другую сторону. Или переустановкой с поворотом пластин крайних частей 89,90 вокруг своей оси с последующим их закреплением в пазе 68 вышеописанным способом (см. Фиг.9, 10).
В частном случае при изготовлении фланцев из шин устройство используют в следующем порядке. На корпус 1 устанавливают кондуктор, пластину 106 которого закрепляют двумя винтами 85 в резьбовых отверстиях корпуса 1 и на которую заводят ограничитель 107 с проточкой 108 для установки в ней крепежного уголка 109 с отверстием 110 для продавливания в него металла одного листа П-образного ребра жесткости до упора в другой его лист (см. Фиг.8, 11, 12).
В проточку 108 ограничителя 107 устанавливают крепежный уголок 109 с отверстием 110, который предварительно вводят вовнутрь П-образного ребра жесткости. Отверстие 110 крепежного уголка соосно с регулировкой пластины 106 по высоте винтами 85 располагают напротив пакета пуансонов 74.
После чего пластину 106 и ограничитель 107 закрепляют. В паз неразъемной матрицы 69 заводят в одно из нескольких резьбовых отверстий 73 вкладыш 115 из винта, ввернутый на уровне режущих кромок 116 матрицы 69, и образуют плоскость, которую располагают напротив отверстия 110 крепежного уголка 109 толщиной от 2,0 мм до 4,0 мм, затем матрицу 69 закрепляют. Рукоятки располагают поперек корпуса. Регулировку глубины врезания усеченной площадки 44 пакета пуансонов 74 в пакет листов, состоящего их двух листов толщиной от 0,7 мм до 1,0 мм П-образного ребра жесткости, производят в следующем порядке.
В П-образное ребро жесткости вводят, например, крепежный уголок 109 толщиной 2,0 мм с отверстием 110 и устанавливают его в кондуктор. Усеченной площадкой 44 пакета пуансонов 74 один лист П-образного ребра жесткости продавливают в отверстие 110 крепежного уголка до упора в другой лист П-образного ребра жесткости (см. Фиг.11, 12). Если с обратной стороны непродавленного листа П-образного ребра жесткости, то есть зеркала фланца не будет выпуклости и неровности, регулировку глубины врезания считают законченной.
Аналогично выбирают регулировку глубины врезания при использовании крепежных уголков 109 толщиной 4,0 мм, у которых отверстие 110 диаметром 6,0 мм. В этом случае появляется возможность продавить металл в отверстие 110 прямым ходом не только усеченной площадкой 44 средней части пакета пуансонов 74, но и пластинами крайних частей 34, 35, а также пакетом пуансонов 105.
Известно устройство (см. А.с №1286099, 1989 г.), в котором крайние части разъемной матрицы подпружинены, выполнены с двумя парами параллельных друг другу режущих кромок, делающих надрезы в виде двух прямых параллельных линий. В устройстве один лист заводят за второй лист в плоскости, параллельной рабочей части отшлифованной плоскости неразъемного пуансона. Однако закрепить листы в пакет с суммарной толщиной от 2,0 мм до 4,5 мм известным устройством с ручным приводом невозможно из-за приложения больших усилий на несоставной пуансон. Для этого необходим машинный привод. Кроме того, пластины крайних частей матрицы в известном устройстве не перемещают с целью увеличения количества переустановок в поперечном направлении к оси устройства, что сокращает срок службы матрицы. Они могут переворачиваться при износе их режущих кромок, а если и вторая пара тупится, они могут заменяться на другие. Однако в известном устройстве режущие кромки каждой из пластин крайних частей невозможно переустановить более четырех раз, а этого количества при эксплуатации недостаточно. Известным способом и устройством невозможно произвести крепление листов патрубков к плоскому листу воздуховода из-за того, что его невозможно завести внутрь патрубка, для того чтобы это совершить. Кроме того, в известном устройстве пуансон несоставной, соответственно при продавливании он не может расширяться в поперечном направлении от оси симметрии.
Известно устройство (см. Патент №2281827), рабочие части пакета пуансонов которого выведены в одну плоскость. Известный плавающий пакет пуансонов (см. Фиг.3.) близок к предложенному пакету пуансонов, предназначенному для крепления листов в пакет толщиной, в частности, от 1,2 мм до 1,4 мм. Однако отсутствие усеченной площадки на средней его части не позволяет надежно закрепить тонколистовые детали в пакет, испытывающие нагрузку на растяжение без нанесения удара по выпуклости обратным ходом пакета пуансонов. Кроме того, пластины крайних частей, незначительно перемещающиеся в поперечном направлении, не имеют возможности переместиться в поперечном направлении от оси симметрии настолько, чтобы надежно закрепиться во впадине соединения, поэтому для удаления выпуклости с впадиной из паза матрицы на ползуне предусмотрен боек для нанесения легкого удара по выпуклости.
Известно устройство (см. Патент РФ №239361), которое является наиболее близким по технической сущности к описываемому устройству. Устройством соединяют листы без нанесения удара по выпуклости и свободно освобождают выполненное соединение из паза матрицы с суммарной толщиной от 2,5 до 3,0 мм. Однако при креплении пакетов толщиной до 4,5 мм возрастают нагрузки, прилагаемые на рукоятки устройства. Кроме того, при креплении деталей с повышенной прочностью по выпуклости необходимо наносить удар ребром наковальни, а при толщине пакета листов, например, 4,5 мм удар приходится наносить несколько раз.
К недостаткам устройства следует отнести невозможность соединения листов в пакет в границах плоских участков из трех или четырех листов с наименьшими и наибольшими типоразмерами П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, например, фланцев из шин 15×15×8 мм; 35×35×10 мм. Устройством также невозможно закрепить фланцы из шин с размерами 15×15×8 мм; 35×35×10 мм с плоским листом воздуховода с противоположной стороны стыка в местах между ранее выполненными соединениями. К дополнительным недостаткам следует отнести невозможность перевода притупленных режущих кромок на острые более двух раз за счет переустановки вкладыша между щечками и обеими сторонами матрицы без увеличения габаритных размеров матрицы и количества вставок в виде пластин. В известном устройстве успешно решается задача по переналадке пакета пуансонов со смещением его пластин крайних частей относительно средней части в нужном положении под заданную нагрузку. Однако часто в аритмичном производстве невозможно часто оперативно переналаживать устройство для крепления листов в пакет, один из которых, обращенный к пакету пуансонов, расположен наклонно, а следующая партия соединяемых в пакет листов расположены параллельно друг другу. В таких случаях приходится часто переналаживать со смещением рабочих частей пакет пуансонов с расчетом глубины врезания, который выполнен с возможностью его неподвижного и подвижного закрепления на ползуне. При этом смещение вышеупомянутых деталей пакета пуансонов следует надежно фиксировать на ползуне, так как между, по крайней мере, одной из двух пластин крайних частей пакета пуансонов за счет их смещения и толкателем ползуна образуются зазоры.
Невозможно надежно ступенчато закрепить один лист за другой в пакет из трех или четырех листов толщиной до 4,5 мм на участке выше режущих кромок паза матрицы. При этом одновременно надежно закрепить в отформованной в виде трапеции впадине пластин крайних частей пакета пуансонов, с целью вывода готового выполненного соединения из паза матрицы, при обратном ходе пакета пуансонов. При этом одновременно уплотнить металл днища впадины внутри на участке за режущими кромками паза матрицы, на участке отформованной выпуклости ограниченным пазом матрицы прямым ходом пакета пуансонов с получением таких механических свойств, чтобы отпала необходимость нанесения удара по выпуклости обратным ходом пакета пуансонов.
Плавающим пакетом пуансонов известного устройства за счет переналадки его составных рабочих частей можно выставить и закрепить в положении, при котором вполне возможно соединить листы в пакет с суммарной толщиной от 1,2 мм до 1,4 мм. Однако известным устройством невозможно крепление листов в пакет Г-образной формы, например, листа отбортовки, обращенных на внешнюю сторону патрубков, размер длины которого может составлять от 50 мм до 120 мм и более, с плоским листом воздуховода из-за невозможности расположить в зеве известного устройства вышеупомянутых пакетов листов. Или, наоборот, завести на вышеупомянутые детали Г-образной формы устройство, чтобы их плоский участок толщиной от 2,0 до 4,5 мм был расположен напротив пакета пуансонов и неразъемной матрицы. Или расположить плоский участок толщиной от 1,2 мм до 1,4 мм напротив переналаженного специального пакета пуансонов и разъемной матрицы. В устройстве не предусмотрена переналадка рукояток, закрепленных в одних гайках на серьге и вилке для расположения рукояток параллельно продольной оси корпуса. Эти дополнительные гайки или другие места для крепления рукояток в известном устройстве отсутствуют.
Соответственно невозможно произвести крепление патрубков с вышеупомянутыми плоскими участками Г-образной формы с плоскостью воздуховода, независимо, с вкладышем или без вкладыша в пакет с суммарной толщиной от 1,2 до 1,4 мм и суммарной толщиной от 2,0 мм до 4,5 мм.
Невозможность сохранения от передавливания поверхности фланца из шин в результате продавливания металла в отверстие крепежного уголка из-за отсутствия плоского участка в пазе матрицы и надежного обеспечения соосности пакета пуансонов с отверстием крепежного уголка.
Невозможность перемещения пакета пуансонов на расстояние более 1,2 мм при помощи эксцентрика без увеличения габаритных размеров устройства в целом.
Невозможность использования пакета пуансонов известного устройства в одном из частных случаев, с целью дополнительного закрепления его средней части в днище впадины в результате прямого хода пакета пуансонов. Для того чтобы одновременно с закрепленными в боковых стенках впадины пластинами крайних частей закрепленной в отформованной неравнобедренной трапеции вместе вытащить выпуклость выполненного соединения из паза матрицы.
Следует учесть, что в связи с тем, что в пакете листов один лист расположен по отношению к другим наклонно, стороны отформованной впадины в виде трапеции не равны друг другу, соответственно прилагаемые усилия при выводе на каждую из пластин крайних частей различны. Поэтому существует необходимость в дополнительном закреплении средней части в днище в процессе выполнения крепления листов в пакет, в котором один лист расположен наклонно.
Часть вышеперечисленных недостатков устраняются специальным устройством при реализации способа во всех случаях его использования.
Устройство для соединения листовых деталей в пакет из трех или четырех листов, наложенных или охватывающих друг друга, в виде угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающих плотно или с зазором плоский лист, расположенный параллельно или наклонно пружинной пластине, содержит монолитный корпус со сквозным вырезом, в продольном пазе которого размещена серьга с отверстием, в которой шарнирно размещена ось, соединенная с корпусом, с закрепленной гайкой для крепления в ней одной рукоятки. Серьга осью соединена с вилкой, с выполненной на ней аналогичной гайкой, для крепления в ней другой рукоятки. Вилка соединена с ползуном, содержащим шипы, плотно заведенные в две направляющие корпуса, под которыми выполнена Т-образная направляющая для размещения в ней еще двух других шипов ползуна, имеющего Т-образное сечение. Ползун содержит пуансонодержатель с вырезом для размещения П-образного ребра жесткости с тупиковой пружинной пластиной, паз с плоским днищем, в резьбовых отверстиях которого двумя винтами закреплен в проточках плавающий пакет пуансонов с выведенными за его пределы конусами с возможностью перемещения и фиксирования в своих проточках в пазе пуансонодержателя. Средняя часть пакета пуансонов для использования в одном из частных случаев может быть выполнена с незначительной выпуклостью и впадиной, в виде плоской пружины, прогиб получают, например, в результате термообработки. Кроме того, на ней выполнен выступ, выходящий за пределы конуса, выполненного под углом до 80 градусов сечением, равным размеру длины режущих кромок пакета пуансонов. На выступе выполнена усеченная площадка. С другой стороны в корпусе выполнены два поперечных паза, разделенных перемычкой. В одном пазе над перемычкой размещают неразъемную матрицу с размером длины не более длины корпуса. Неразъемная матрица по оси симметрии содержит два продольных паза с двумя режущими кромками в каждом, в днищах которых расположены друг от друга на расстоянии с шагом, равным двукратному размеру режущих кромок пластин крайних частей, по крайней мере, два или три резьбовых отверстия. А также выполненных перпендикулярно им с таким же шагом, по крайней мере два или три круглых, продольных или крестообразных сквозных отверстия. В вышеупомянутых сквозных отверстиях матрицу закрепляют или освобождают для перемещения, по крайней мере, двумя или тремя винтами в резьбовых отверстиях корпуса и в перемычке. При этом винты не выходят за внешнюю кромку перемычки и не препятствуют заведению П- или Г-образных деталей в паз под перемычкой. Вдоль продольной оси в резьбовых отверстиях корпуса матрицу при необходимости перемещают или ограничивают от перемещения, по крайней мере, двумя или тремя винтами и закрепляют одним винтом от продольного перемещения в одном из, по крайней мере, двух или трех вышеупомянутых резьбовых отверстиях в днище между режущими кромками паза неразъемной матрицы.
В варианте использования в одном частном случае при креплении плоских участков листа патрубка с листом воздуховода и вкладышем с суммарной толщиной от 1,2 мм до 1,4 мм устройство может быть выполнено с двумя равными по сечению пазами по обе стороны от перемычки корпуса. В двух равных по сечению пазах могут быть размещены равные по сечению неразъемная и разъемная матрицы. Разъемная матрица выполнена в виде двух пластин крайних частей с выполнением на каждой по четыре режущих кромки, по две с каждой из противоположных сторон и по две вогнутые кольцевые фаски для размещения в них кольцевых двух пружин. Размер поперечного сечения средней части разъемной матрицы меньше размера поперечного сечения пластин крайних частей, разница составляет от 0,5 мм до 1,0 мм. С двух противоположных сторон средней части выполнены два ребра по всей длине матрицы. При сборке в целое охваченные размещенными кольцевыми пружинами в вогнутых фасках пластины крайних частей и средняя часть вместе образуют паз глубиной от 0,5 мм до 1,0 мм. По всей длине матрицы выполнены, по крайней мере, два или три сквозных круглых, продольных или крестообразных отверстия на расстоянии с шагом, равным двукратному размеру режущих кромок пластин крайних частей пакета пуансонов, используемых в общем случае выполнения устройства, переналаженных для использования при соединении листов в пакет с применением разъемной матрицы. Для переналадки пакета пуансонов, используемого в паре с неразъемной матрицей с его средней части, путем заточки до 3,0 мм до границы конуса, выполненного под углом 80 градусов, устраняют заточкой выступ, размещая в одной плоскости ступеньки и усеченную площадку. А две режущие кромки пластин крайних частей располагают в одной плоскости, но со смещением на 0,2 мм за внешнюю сторону ступенек. В таком виде переналаженный пакет пуансонов готов для крепления тонкостенных листов в пакет толщиной от 1,2 мм до 1,4 мм. Для сохранения перемычки от разрушения в пазе под ней размещают неразъемную матрицу в данном варианте выполнения соединений листа отбортовки с листом воздуховода циклично расширяющейся разъемной матрицей, на которую опирают перемычку корпуса, сохраняя ее от изгиба.
В варианте в частном случае, при частой смене в процессе работ пакетов листов с параллельным расположением относительно друг другу на пакеты листов, у которых один лист расположен наклонно, используют заранее подготовленный ползун с пуансонодержателем. В результате смещения сторон паза пуансонодержателя относительно продольной оси на 0,45 мм образуют косое днище. Заранее подготавливают различные от 0,4 мм до 0,45 мм по длине пластины крайних частей. В результате переустановки вышеперечисленных деталей относительно средней части достигают вмещения их рабочих частей на расстояние от 0,8 мм до 0,9 мм. Установлено, что при креплении фланцев из шин 15×15×8 мм, 20×20×8 мм, 30×30×10 мм, 35×35×10 мм с листом воздуховода, у которых лист пружинной пластины расположен наклонно в большинстве случаев, при вышеупомянутом смещении пластин крайних частей не образуются подрезы во впадине соединения. В данном случае на выступе средней части пластины, выполненной в виде плоской пружины ниже усеченной площадки, оснащенной двумя режущими кромками, выполнены две вогнутые фаски. В вогнутые фаски в процессе соединения продавливают металл и закрепляют им среднюю часть пакета пуансона в днище впадины. Таким образом, выпуклость из паза матрицы после выполнения соединения прямым ходом пакета пуансонов вытаскивают средней частью вместе с закрепленными пластинами крайних частей обратным ходом пакета пуансонов. После перемещения и остановки соединенных в пакет листов в результате ограничения его хода зевом корпуса и дальнейшего продвижения пакета пуансонов режущими кромками усеченной площадки продавленный металл в вогнутых фасках выступа разрезают и освобождают среднюю часть от крепления в днище впадины.
Наличие в устройстве вышеперечисленных признаков обеспечивает достижение следующих технических результатов.
Наличие выреза под пазом в пуансонодержателе, сквозного поперечного выреза в корпусе, образующем зев, обеспечивает возможность установки угловых деталей, в том числе П-образных ребер жесткости фланцев из шин 15×15×8 мм, 35×35×10 мм таким образом, что пакет пуансонов будет расположен напротив плоского участка соединяемого пакета листов.
Наличие на вилке и серьге по две гайки, закрепленных перпендикулярно друг другу, позволяет разместить рукоятки поперек устройства, производить крепления фланцев из шин с воздуховодом и размещать рукоятки вдоль устройства при креплении листов отбортовки с плоскими листами воздуховодов.
Наличие Т-образной направляющей обеспечивает выполнение монолитного корпуса вместо разъемного в виде двух щек, охваченных матрицей, значительно сокращает затраты на изготовление устройства, позволяет устранить за счет жесткости сдвиги и отклонения при перемещении ползуна и упростить операцию выверки соосности между пакетом пуансонов и матрицей.
Наличие пуансонодержателя позволяет выполнить на нем вырез для заведения П-образного ребра жесткости и паз для крепления пакетов пуансонов без регулятора прижима и центратора. При этом три полуокружности на деталях пакета пуансонов всегда плотно прижаты к плоскости косого днища, что обеспечивает надежно передавать усилия на врезание в пакет листов.
Кроме того, конусы пакета пуансонов можно вывести за пределы пуансонодержателя.
Наличие паза в корпусе над перемычкой толщиной не более 3,0 мм позволяет размещать в нем попеременно неразъемную и разъемную матрицу и перемещать их в двух плоскостях до 2,0 мм при установке глубины врезания. Позволяет переустанавливать матрицы с поворотом на угол от 0 до 180 градусов вокруг своей оси и перемещать на одно или несколько крестообразных сквозных отверстий в поперечном направлении в разные стороны от продольной оси корпуса. В результате притупленные режущие кромки заменяют на острые и размещают их напротив пакета пуансонов. Кроме того, платины крайних частей с четырьмя режущими кромками разъемной матрицы возможно поворачивать вокруг своей оси на угол от 0 до 180 градусов и тем самым менять притупленные режущие кромки на острые.
Наличие паза под перемычкой, равного по сечению с пазом над перемычкой, позволяет установить в него неразъемную матрицу и использовать ее в качестве опоры в момент крепления листа отбортовки патрубка с листом воздуховода, предохраняя перемычку от разрушения при расширении пластин крайних частей разъемной матрицы.
Наличие перемычки толщиной не более 3,0 мм позволяет выполнить под ней паз с возможностью для размещения в нем П-образных ребер жесткости фланцев их шин 15×15×8 мм, 35×35×10 мм, разместить плоскости пружинных пластин к неразъемной и разъемной матрице и обеспечить возможность выполнения соединения пакетом пуансонов при креплении пакетов листов оппозитными соединениями с противоположной стороны в местах между ранее выполненными соединениями. Наличие по крайней мере двух или трех винтов прижима вдоль продольной оси корпуса обеспечивает освобождение, перемещение по крайней мере на расстояние не менее 2,0 мм и фиксирование неразъемной или разъемной матриц после настройки глубины врезания.
Наличие граней, выполненных под углом от 50 до 60 градусов к режущим кромкам, обеспечивает увеличение продавленного металла под ними при продавливании пакета листов, что в свою очередь обеспечивает более интенсивное врезание в боковые стороны впадины пластин крайних частей с выдвинутыми конусами за пределы пуансонодержателя, формуя ее в виде трапеции, которой закрепляют пакет пуансонов во впадине соединения.
Наличие плоской пружины, выполненной термообработкой на средней части, позволяет вводить пакет пуансонов сечением, равным сечению паза матрицы, при регулировке глубины врезания и в процессе выполнения соединений, компенсировать усилия постоянного прогиба конусов пластин крайних частей, что увеличивает их долговечность, а также в подпружиненном состоянии без зазора закреплять пакет пуансонов в пуансонодержателе.
Наличие конусов, выполненных под углом от 50 до 60 градусов за ступеньками, позволяет продавить пакет листов во впадину на участке ограниченным пазом матрицы, то есть внутри паза, с образованием двух перемычек из металла между конусами и режущими кромками матрицы, обеспечивая плотность соединения с одновременным повышением плотности металла в днище и боковых сторонах впадины и под гранями. Кроме того, конусы обеспечивают развод пластин крайних частей в разные стороны от оси симметрии в стенки впадины без их распора в режущие кромки паза матрицы. При этом во впадине, на участке, не ограниченном пазом неразъемной матрицы, при соединении пакета из трех листов третий лист надрезают, продавливают и вытягивают за второй, а второй - за первый, а при соединении пакета из четырех листов четвертый лист надрезают, продавливают и вытягивают за третий, третий - за второй, второй - за первый в разные стороны от оси симметрии впадины, что увеличивает прочность соединения, работающего на разрыв. А продавливание днища в падины на участке, ограниченном пазом выступом с усеченной площадкой, увеличивает прочность соединения, работающего на срез.
Вышеперечисленное позволяет не наносить удара по выпуклости с целью повышения плотности продавленного металла, так как он продавлен, по крайней мере, еще на половину третьего или четвертого листа в днище впадины по сравнению с прототипом.
Наличие в корпусе за сквозным вырезом поперечного паза, фасок на корпусе позволяет разместить в устройстве сферу листа патрубка круглой формы с одной стороны и его лист Г-образной формы, наложенный на плоский лист воздуховода с вкладышем с другой стороны, напротив пакета пуансонов. А также разместить вышеупомянутый пакет листов напротив неразъемной матрицы при суммарной толщине пакета листов от 2,0 мм до 4,5 мм и разъемной матрицы с суммарной толщиной пакета от 1,2 мм до 1,4 мм.
Наличие кондуктора и плоскости в пазе неразъемной матрицы, созданной вкладышем в виде вкрученного в паз винта, при продавливания металла одного листа П-образного ребра жесткости в отверстие крепежных уголков до упора во второй его лист обеспечивает сохранность зеркала фланца из шин и установку на него прокладки.
Наличие неравновеликих пластин крайних частей, отличающихся длиной от 0,4 мм до 0,45 мм, позволяет одновременно с плоскостью косого днища, смещенного на 0,45 мм от вертикальной оси, переустанавливать их для крепления листов в пакет из трех или четырех листов с параллельным или наклонном расположением листов, со смещением пластин от 0,8 до 0,9 мм, что позволяет более оперативно переналаживать устройство.
Наличие равных расстояний между режущими кромками в поперечном сечении паза неразъемной и разъемной матриц и равного им размера поперечного сечения пакета пуансонов, замеряемого выше конусов, обеспечивают распор в процессе продавливания соединяемых в пакет листов.
Предлагаемое устройство может быть выполнено в варианте в общем случае его использования. Например, для крепления плоских участков из трех или четырех листов суммарной толщиной от 2,0 до 4,5 мм, П- и Г-образной формы прямым ходом плавающего пакета пуансонов, идентично и эквивалентно формуле изобретения.
Предлагаемое устройство может быть выполнено в варианте для крепления плоских участков из трех или четырех листов суммарной толщиной от 2,0 мм до 4,5 мм в общем случае его использования и одновременно при необходимости в частном случае его использования, прямым ходом пакета пуансонов. Например, для крепления листов с одной стороны и другой стороны в промежутках ранее выполненных соединений при креплении плоского листа воздуховодов с фланцами из шин типоразмеров 15×15×8 мм; 20×20×8 мм; 30×30×10; 35×35×10; идентично и эквивалентно формуле изобретения.
Предлагаемое устройство может быть выполнено в варианте для крепления плоских участков из трех или четырех листов суммарной толщиной от 2,0 мм до 4,5 мм в общем случае его использования, в одном частном случае его использования при креплении, например, листа воздуховода с фланцами из шин типоразмеров 15×15×8 мм; 20×20×8 мм; 30×30×10 мм; 35×35×10 мм. А при необходимости в другом частном случае, например, при креплении плоского участка толщиной от 2,0 мм до 4,5 мм листа отбортовки патрубка Г-образной формы, листа воздуховода, листа вкладыша прямым ходом пакета пуансонов и неразъемной матрицей, в третьем частном случае и при креплении деталей фланцев из шин типоразмеров 15×15×8 мм; 20×20×10 мм; 30×30×10 мм; 35×35×10 мм с крепежными уголками прямым ходом пакета пуансонов и неразъемной матрицей, идентично и эквивалентно формуле изобретения.
Предлагаемое устройство может быть выполнено в варианте в общем случае его использования для крепления плоских участков из трех или четырех листов суммарной толщиной от 2,0 мм до 4,5 мм, в другом частном случае его использования при креплении фланцев из шин типоразмеров 15×15×8 мм; 20×20×8 мм; 30×30×10 мм; 35×35×10 мм с листом воздуховода суммарной толщиной от 2,0 мм до 4,5 мм. В третьем частном случае при креплении плоского участка, состоящего из листа отбортовки патрубка, листа воздуховода, листа с вкладыша суммарной толщиной от 1,2 мм до 1,4 мм прямым ходом с использованием переоборудованного пакета пуансонов, разъемной матрицы и перемычки, опираемой на неразъемную матрицу. А также в четвертом частном случае при креплении деталей фланца из шин 15×15×8 мм; 20×20×8 мм; 30×30×10 мм; 35×35×10 мм с крепежными уголками прямым ходом пакета пуансонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2557844C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756677C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ И СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА | 2015 |
|
RU2617805C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089317C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1992 |
|
RU2025176C1 |
| ЧЕРВЯЧНО-ВИНТОВОЙ ДИФФЕРЕНЦИАЛ ПРЕИМУЩЕСТВЕННО ДЛЯ ЗАМЕНЫ ШТАТНЫХ ДИФФЕРЕНЦИАЛОВ, СМОНТИРОВАННЫЙ В ШТАТНЫХ РЕДУКТОРАХ ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2730357C1 |
| СПОСОБ КРЕПЛЕНИЯ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ, ПРЕИМУЩЕСТВЕННО СТОЙКИ СТАБИЛИЗАТОРА ПОПЕРЕЧНОЙ УСТОЙЧИВОСТИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2614162C1 |
| Устройство для малоотходной штамповки плоских прямоугольных деталей | 1989 |
|
SU1704887A1 |
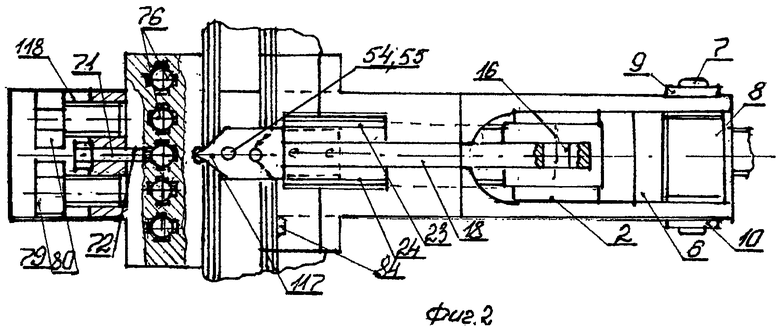
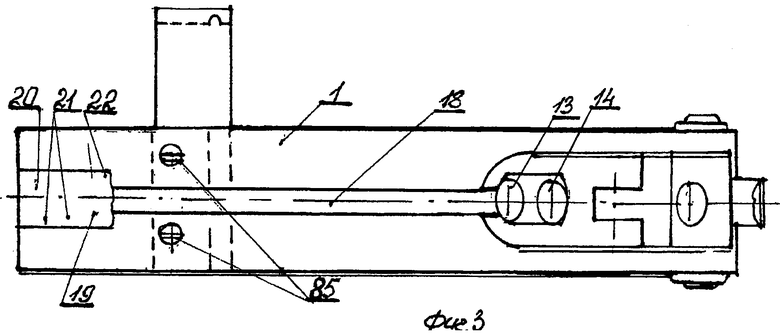
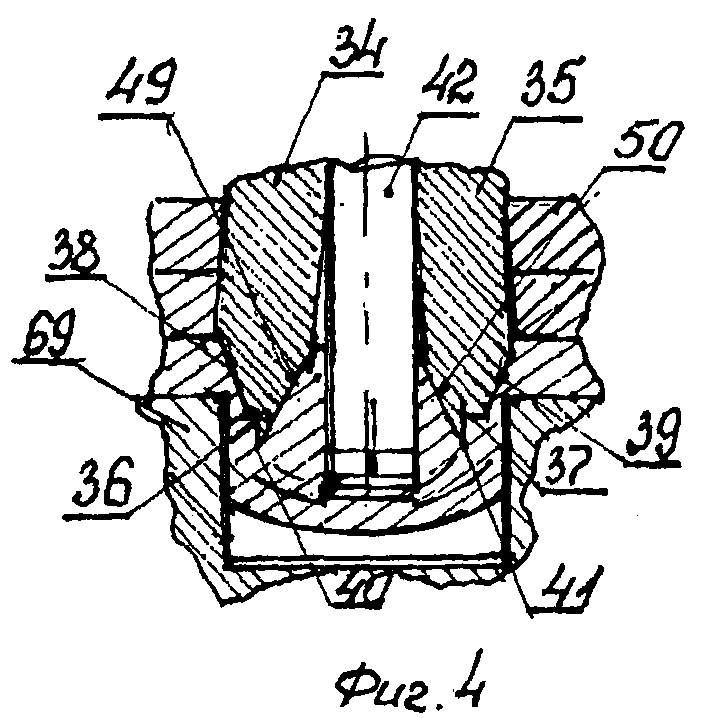
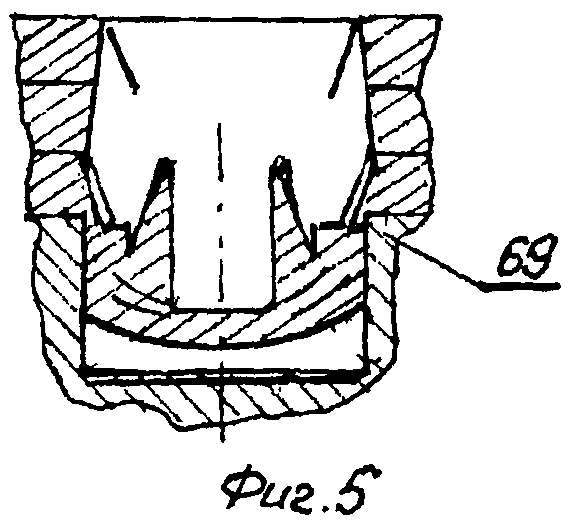
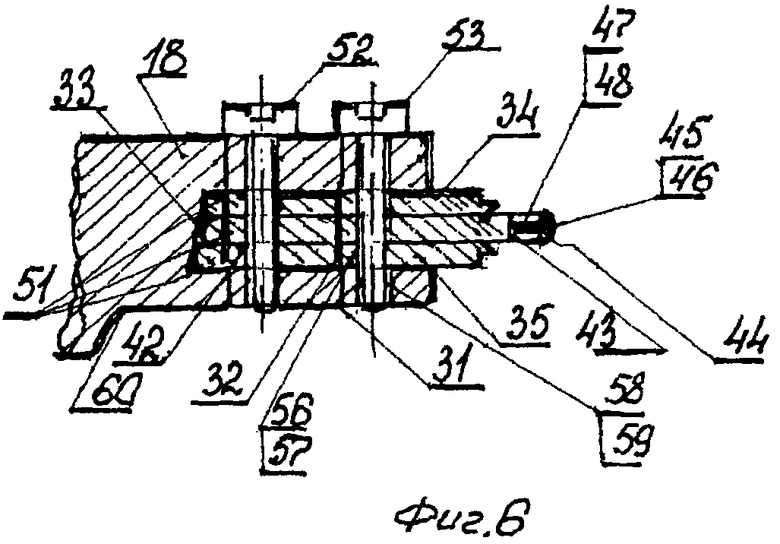
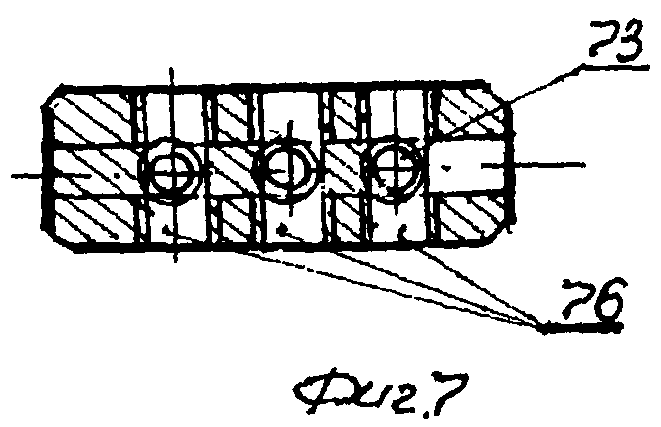
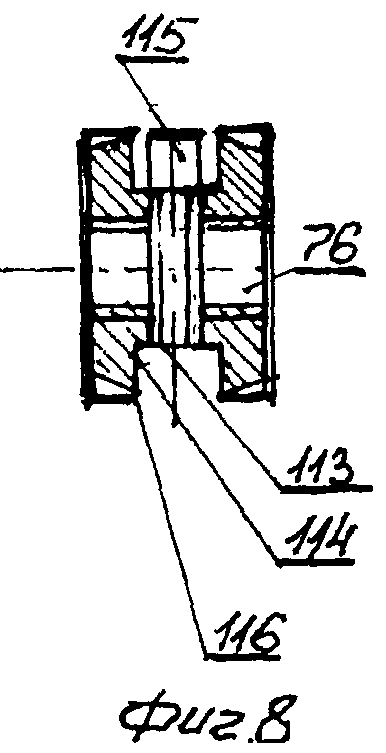
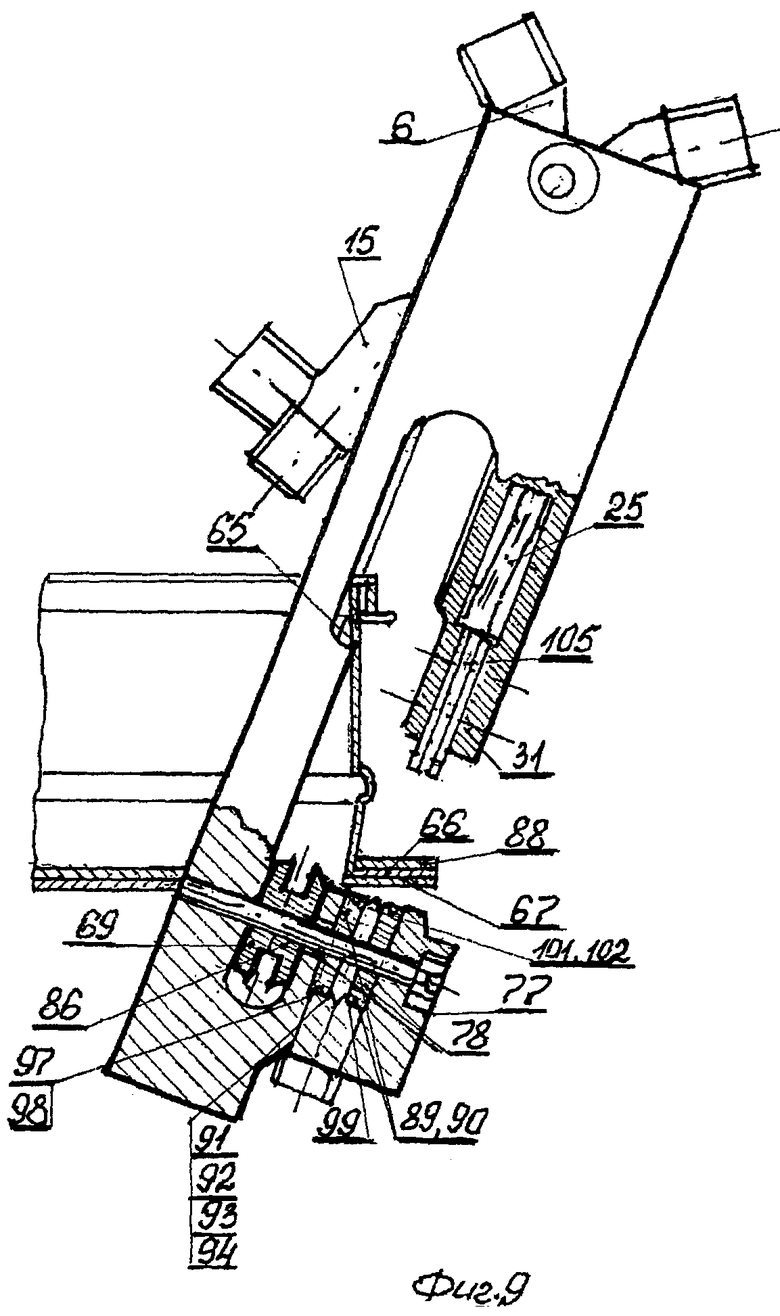
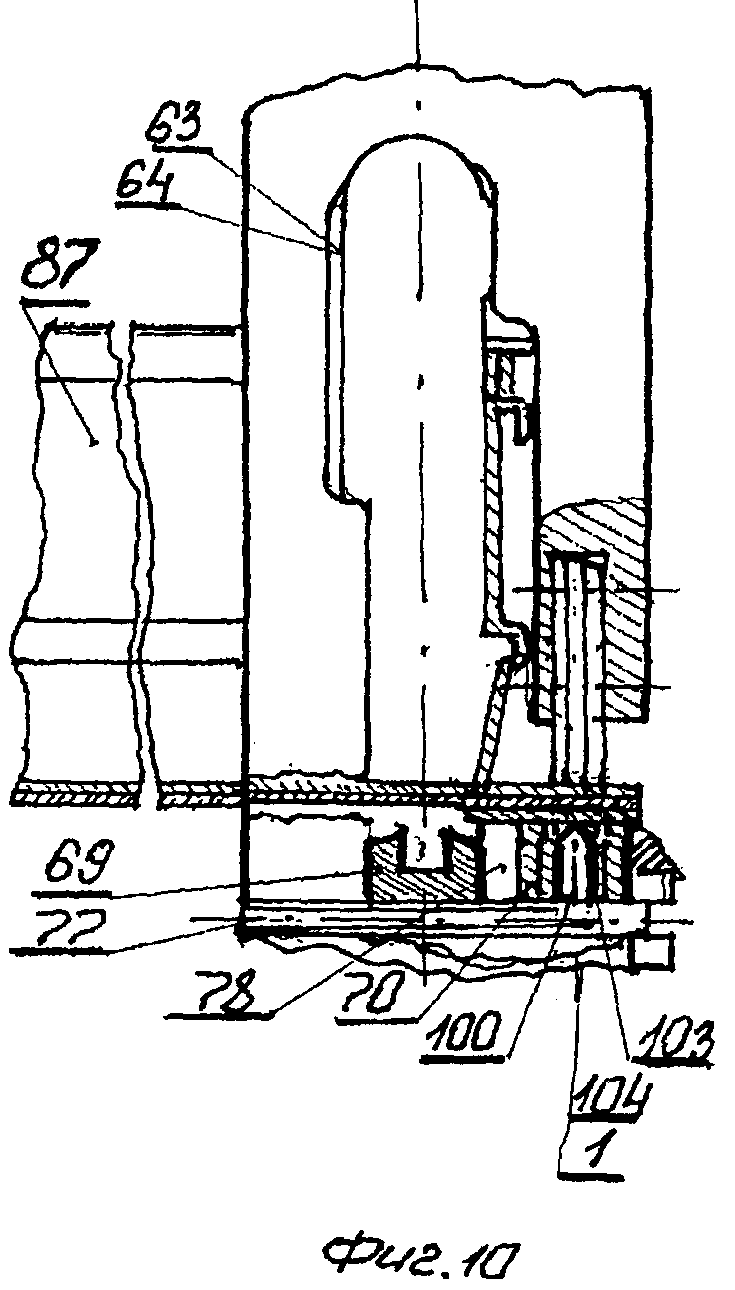
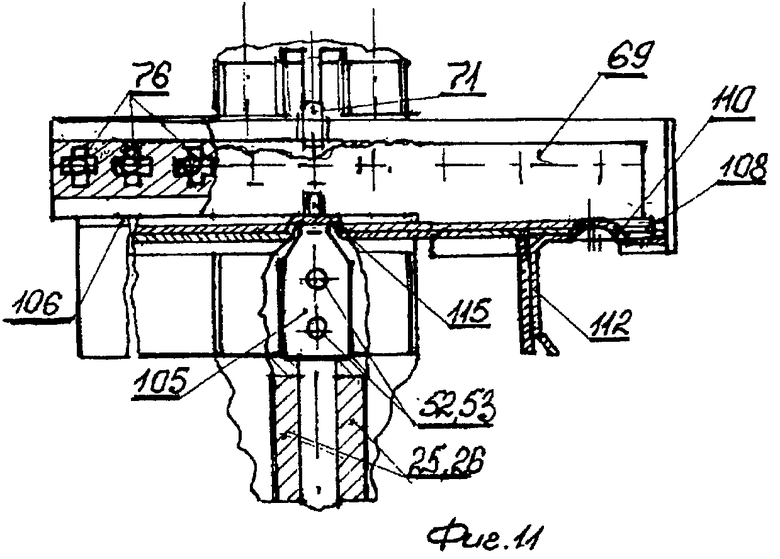
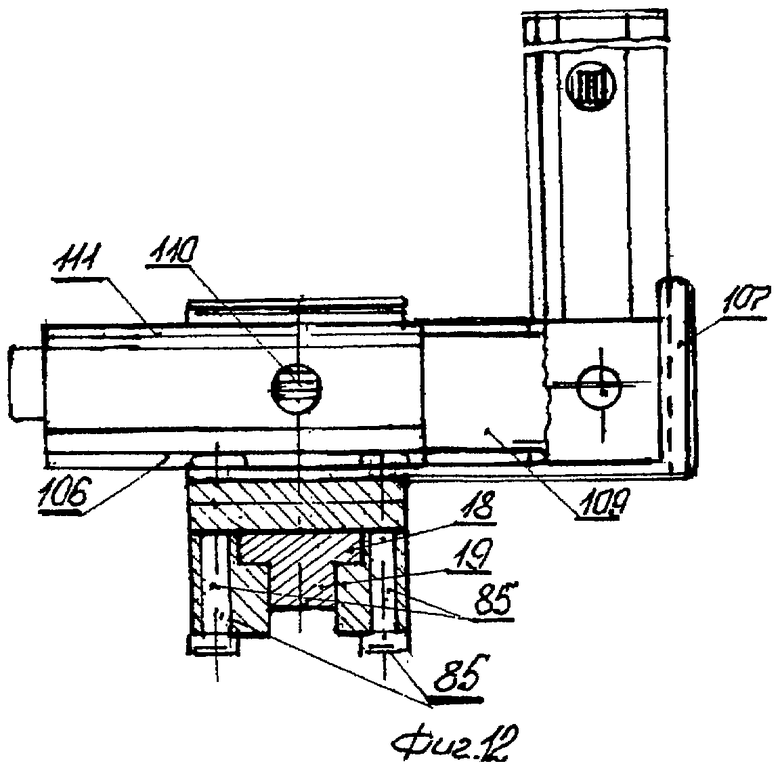
Изобретение относится к обработке металлов давлением, в частности для соединения деталей. Производят выполнение оппозитных соединений с двух сторон пакета листов продавливанием с использованием неразъемной и разъемной матриц, равных по сечению, располагаемых в двух равных по сечению пазах. При этом продавливают пакет соединяемых листов и формируют выпуклости и впадины на участке, ограниченном пазом матрицы, и на участке, не ограниченном пазом матриц, которые выводят из паза матрицы без нанесения удара. Используют устройство, содержащее размещенные в монолитном корпусе разъемную матрицу с режущими кромками и неразъемную матрицу с режущими кромками, плавающий пакет пуансонов, крайние части которого выполнены в виде образующих режущие кромки переустанавливаемых пластин разной длины, а средняя его часть выполнена в виде пластины с выступом, выходящим за конусы упомянутых пластин крайних частей. Причем упомянутые матрицы выполнены с обеспечением возможности замены затупленных режущих кромок на острые. Повышается прочность соединения, расширяются технологические возможности. 2 н. и 9 з.п. ф-лы, 12 ил.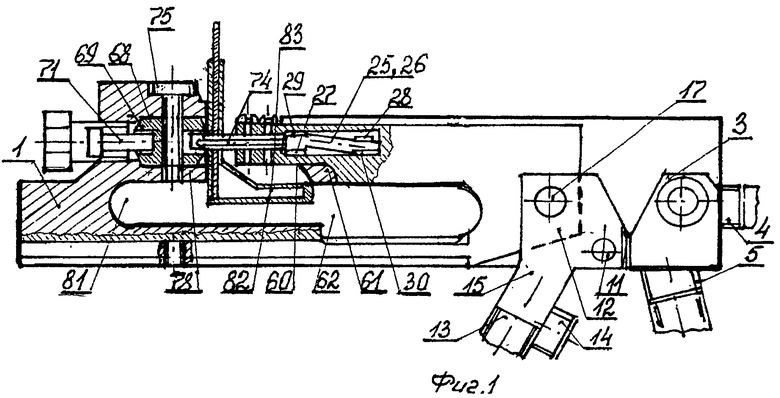
1. Устройство для соединения в пакет с суммарной толщиной от 2,0 мм до 4,5 мм трех или четырех листовых деталей угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающих плотно или с зазором плоский лист, расположенный параллельно или наклонно пружинной пластине, содержащее монолитный корпус, вилку, рукоятки, серьгу с гайками, разъемную матрицу с режущими кромками и неразъемную матрицу, имеющую два продольных паза с режущими кромками и резьбовыми отверстиями в днищах упомянутых пазов, установленный в Т-образных направляющих нижней части монолитного корпуса ползун с пуансонодержателем, имеющим образованное пазом днище, в котором закреплен плавающий пакет пуансонов, при этом с одной стороны монолитного корпуса выполнен сквозной поперечный вырез с продольным пазом для размещения упомянутой серьги с гайками для установки рукояток, а с другой его стороны - два равных по сечению и разделенных перемычкой паза для установки в каждом упомянутых матриц, крайние части плавающего пакета пуансонов выполнены в виде образующих режущие кромки переустанавливаемых пластин, одна из которых короче другой, имеющих ступеньки и выступающие за них конусы, а средняя его часть выполнена в виде пластины с выступом, выходящим за конусы упомянутых пластин крайних частей, причем упомянутые матрицы выполнены с обеспечением возможности замены затупленных режущих кромок на острые.
2. Устройство по п.1, отличающееся тем, что при расположении плоского листа наклонно пружинной пластине днище пуансонодержателя выполнено косым, причем пластины крайних частей плавающего пакета пуансонов расположены в плоскости, параллельной плоскости наклонно расположенного листа и смещены относительно друг друга на 0,85-0,9 мм.
3. Устройство по п.1, отличающееся тем, что оно содержит вкладыш в виде винта, ввернутого в паз между режущими кромками неразъемной матрицы, кондуктор, содержащий пластину, закрепленную в монолитном корпусе с возможностью ее выверки винтами по высоте сквозного выреза корпуса, и ограничитель с проточкой.
4. Устройство по п.1, отличающееся тем, что в корпусе за сквозным поперечным вырезом выполнены поперечный паз и две фаски, а на вилке и серьге предусмотрено по одной гайке для закрепления в них рукояток в горизонтальном положении.
5. Устройство по п.1, отличающееся тем, что разъемная матрица выполнена в виде двух пластин крайних частей с четырьмя режущими кромками, а режущие кромки пластин крайних частей пакета пуансонов выставлены за пределы ступенек и конусов на 0,2 мм и расположены в одной плоскости.
6. Устройство по п.1, отличающееся тем, что упомянутая перемычка выполнена толщиной не более 3,0 мм.
7. Способ соединения в пакет с суммарной толщиной от 2,0 мм до 4,5 мм трех или четырех листовых деталей угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающих плотно или с зазором плоский лист, расположенный параллельно или наклонно пружинной пластине, отличающийся тем, что соединение деталей в пакет осуществляют посредством устройства по любому из пп.1-6, при этом детали размещают в сквозном поперечном вырезе монолитного корпуса устройства или в поперечном пазу под перемычкой, заводят неразъемную или разъемную матрицу на плавающий пакет пуансонов и перемещают вдоль продольной оси корпуса по поперечному пазу, затем упомянутые листовые детали соединяют в пакет пуансоном путем надрезания, продавливания, вытягивания с формированием впадины с выпуклостью, после чего соединенные в пакет листовые детали выводят из паза разъемной или неразъемной матрицы, далее разведением рукояток до упора плавающий пакет пуансонов выводят из выполненного соединения.
8. Способ по п.7, отличающийся тем, что П-образное ребро жесткости листов угловой П- или Г-образной формы и тупиковую пружинную пластину располагают напротив пакета пуансонов в поперечном пазу под перемычкой и прижимают к ней.
9. Способ по п.7, отличающийся тем, что при расположении плоского листа наклонно пружинной пластине удлиненную пластину крайних частей плавающего пакета пуансонов прижимают к косому днищу и устанавливают в пазу пуансонодержателя над средней частью плавающего пакета пуансонов, а укороченную прижимают к косому днищу и устанавливают в пазу пуансонодержателя под средней частью с обеспечением смещения на 0,85 - 0,9 мм в плоскости наклонного листа.
10. Способ по п.7, отличающийся тем, что при соединении в пакет листовых деталей угловой П- или Г-образной формы с П-образным ребром жесткости в виде фланца из шин и крепежного уголка с отверстием в резьбовом отверстии паза неразъемной матрицы на уровне режущих кромок размещают вкладыш в виде винта для ограничения продавливания П-образного ребра жесткости в отверстие крепежного уголка, при этом соосность между пакетом пуансонов и отверстием крепежного уголка обеспечивают кондуктором, в проточке которого располагают крепежный уголок, отверстие крепежного уголка располагают напротив пакета пуансонов, при сведенных рукоятках металл листовых деталей продавливают в отверстие крепежного уголка на расстояние, равное толщине одного фланца из шин, обращенного к пакету пуансонов до сопряжения с другим фланцем из шин, сводят рукоятки до упора навстречу друг другу и одну из двух упомянутых листовых деталей продавливают в отверстие крепежного уголка до сопряжения с другой листовой деталью, фланец из шин поворачивают на 90° и операцию повторяют по всему его периметру.
11. Способ по п.7, отличающийся тем, что при соединении в пакет трех листовых деталей в виде патрубка с плоским участком, воздуховода и плоского вкладыша, плоский участок патрубка располагают напротив плавающего пакета пуансонов, а разъемную матрицу с режущими кромками заводят с внутренней стороны патрубка, при этом рукоятки располагают параллельно горизонтальной оси корпуса устройства.
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089317C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1992 |
|
RU2025176C1 |
| Устройство для соединения листовых конструкций преимущественно при монтаже вентиляционных систем | 1989 |
|
SU1712034A1 |
| СПОСОБ КОНТРОЛИРОВАНИЯ РАСПЫЛИТЕЛЬНОЙ СУШИЛКИ И РАСПЫЛИТЕЛЬНАЯ СУШИЛКА, СОДЕРЖАЩАЯ ОДНУ ИЛИ БОЛЕЕ ИНФРАКРАСНЫХ ВИДЕОКАМЕР | 2009 |
|
RU2508161C1 |
| US 3930297 А, 28.12.1971. | |||

