Способ относится к области обработки металлов давлением и может применяться для устранения аварийных ситуаций, проведения ремонтных и других работ в пневматических и гидравлических контурах на трубопроводах, выполненных из медных или алюминиевых сплавов, например, после заполнения емкостей закачиваемым компонентом под высоким давлением, в том числе при последующей разрезке трубы в месте обжатия и дополнительной заварке или запаивании ее торца.
Известно устройство для пережатия трубопроводов жестким инструментом (патент РФ №2200085 С2, МПК В25В 1/20, F03G 7/06, опубл. 10.03.2003), содержащее корпус, силовую скобу с матрицей и пуансоном, связанными с силовым приводом, силовая скоба выполнена в виде отделяемой головки, связанной с корпусом резьбой, и снабжена втулкой для стопорения штока пуансона. Рабочие кромки матрицы и пуансона имеют ограничители остаточной деформации трубопровода в виде плоских обнижений. Силовой привод выполнен в виде набора колец из материала с эффектом памяти формы с установленным на теплопроводящей пасте внутри него электронагревателем и с теплоизоляцией в виде шайб и трубы из термостойкого высокопрочного материала.
Недостатком механического пережатия является выдавливание материала из зоны обжатия, что не обеспечивает высокой плотности и герметичности в зоне пережатия трубопровода после упругой разгрузки материала.
Известен метод магнитно-импульсного деформирования трубчатых заготовок из материалов с высокой электропроводностью по схеме на обжим, где вследствие высокой скорости деформации и действия больших инерционных сил происходит локализация деформаций в зоне действия нагрузки (А.Б. Прокофьев, И.А. Беляева, В.А. Глущенков [и др.] «Магнитно-импульсная обработка материалов (МИОМ)» - Самара: «Издательство Самарского Научного Центра», 2019. - 140 с.).
Недостатком метода, при деформировании трубопроводов с целью пережатия проходного сечения, является возможность разрыва трубопровода из-за действия больших осевых сил на боковые поверхности образующегося рифта, а также возможное нарушение герметичности в зоне обжатия из-за упругой радиальной разгрузки материала трубопровода.
Наиболее близким аналогом предлагаемого способа является способ магнитно-импульсного деформирования на обжим трубчатых заготовок из материалов с низкой электропроводностью (авторское свидетельство №1503167 А1, СССР, МПК B21D 26/14, опубл. 20.05.1999), когда на обрабатываемом участке трубы устанавливается технологический спутник из материала с высокой электропроводностью.
Недостатком способа является применение технологического спутника только для деформирования заготовок из материалов с низкой электропроводностью, обработка которых непосредственным воздействием давления импульсного магнитного поля затруднена или практически невозможна.
Техническим результатом предлагаемого способа является повышение надежности получения герметичного пережатия проходного сечения трубопроводов, выполненных из материалов с высокой электропроводностью и исключения их разрыва при магнитно-импульсном нагружении.
Технический результат достигается за счет того, что в способе пережатия трубопровода, заключающемся в установке между индуктором и трубопроводом в зоне его обжатия технологического спутника из материала с высокой электропроводностью и последующего воздействия на него давлением импульсного магнитного поля со стороны индуктора, технологическим спутником обжимают трубопровод, выполненный из материала с высокой электропроводностью.
Кроме того, технологический спутник изготавливают путем намотки на трубопровод нескольких слоев фольги.
Кроме того, технологический спутник представляет собой отрезок трубы из материала с высокой электропроводностью.
Применение известного ранее способа магнитно-импульсного обжима труб из материалов с низкой электропроводностью с использованием технологического спутника по новому назначению - для пережатия трубопроводов из материалов с высокой электропроводностью приводит к повышению надежности получения герметичного пережатия проходного сечения трубопроводов, выполненных из материалов с высокой электропроводностью и исключению их разрыва при магнитно-импульсном нагружении.
Способ характеризуется следующими чертежами:
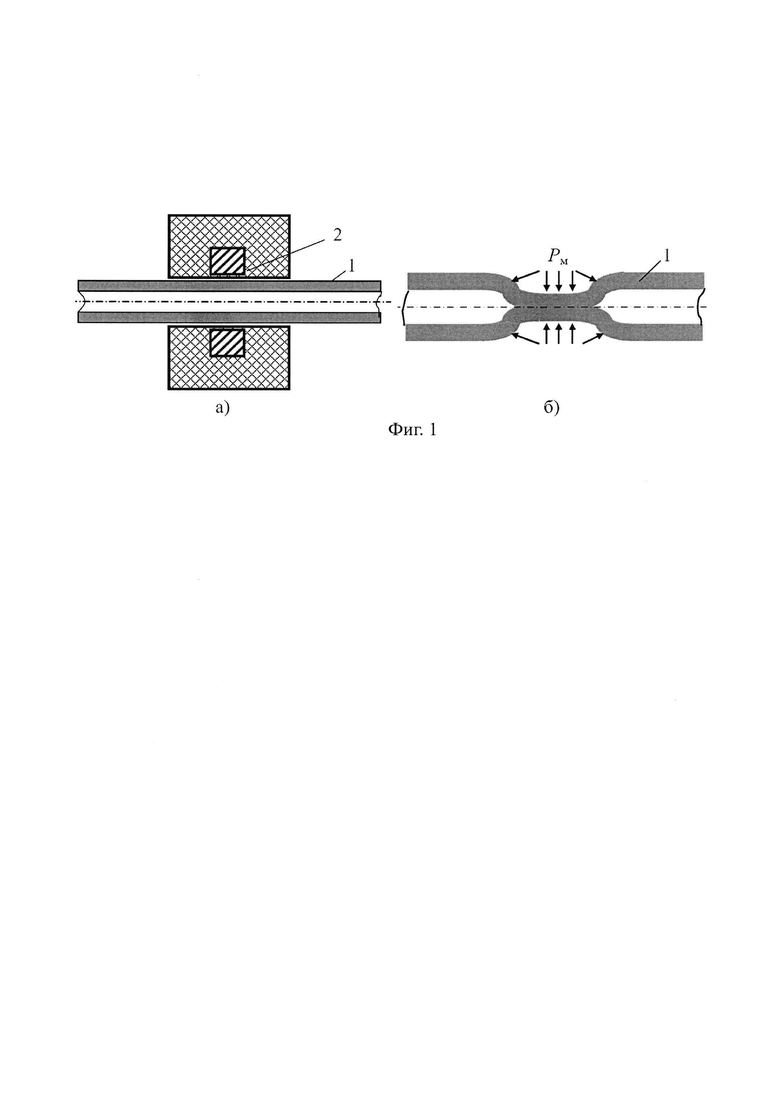
- на фиг. 1 изображен пример стандартного магнитно-импульсного пережатия трубопровода из материала с высокой электропроводностью;
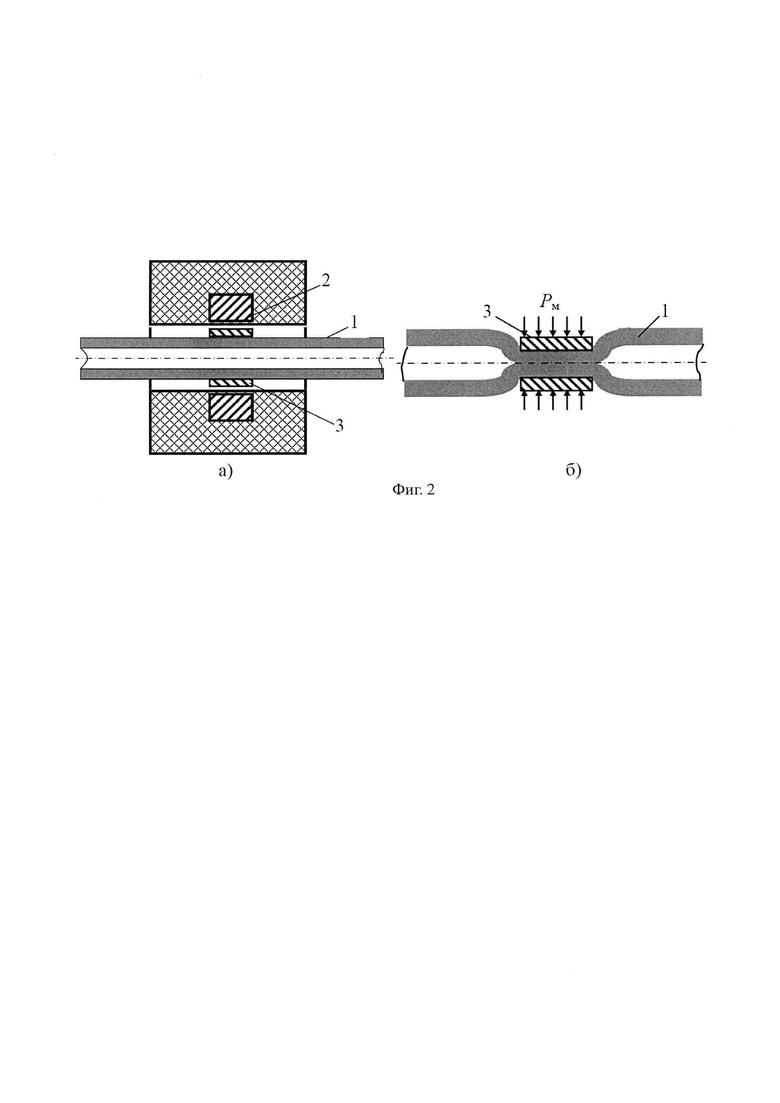
- на фиг. 2 изображена схема работы способа пережатия металлического трубопровода согласно предложенному техническому решению.
При обычном магнитно-импульсном пережатии трубопровода из материала с высокой электропроводностью, т.е. без применения технологического спутника (фиг. 1), на трубопровод (1) действует давление импульсного магнитного поля Рм со стороны токопровода индуктора (2) - (фиг. 1,а). При этом возникают большие осевые составляющие давления импульсного магнитного поля, действующие на боковые поверхности возникающего рифта (фиг. 1,б). Для полного пережатия проходного сечения трубопровода необходима большая энергия (величина импульсного давления), что приводит к интенсивному растяжению трубы в осевом направлении и возможному разрыву трубопровода в зоне пережатия. После прекращения действия импульса давления происходит осевая упругая разгрузка деформированного участка трубопровода. Это приводит к упругому уменьшению длины зоны обжатия и, соответственно, к упругому увеличению наружного диаметра трубопровода в зоне пережатия. Как следствие, возможно раскрытие осевого канала. Кроме того, при пережатии трубопровода из материала с высокой электропроводностью непосредственным воздействием давления импульсного магнитного поля, при высокоскоростном (ударном) смыкании осевого отверстия к наружной поверхности трубопровода распространяется продольная упругая волна сжатия. При достижении ею наружной поверхности трубы по направлению к оси трубопровода начинает распространяться продольная упругая волна разгрузки - волна растяжения. Это также может привести к раскрытию внутреннего канала в зоне пережатия трубопровода.
В предлагаемом способе магнитно-импульсного пережатия трубопровода из материала с высокой электропроводностью (фиг. 2) на трубопровод (1) предварительно наматывается технологический спутник (3) из фольги материала с высокой электропроводностью (или устанавливается трубчатая втулка из материала с высокой электропроводностью) с шириной, равной требуемой длине зоны пережатия. Наружный диаметр технологического спутника (3) больше, чем диаметр трубопровода (1) (фиг. 2,а). Поэтому давление импульсного магнитного поля со стороны токопровода индуктора (2) действует практически только на технологический спутник (3). Осевые составляющие давления импульсного магнитного поля на боковые поверхности рифта, образующегося на трубопроводе (1), практически не возникают (фиг. 2,б). Это обусловлено также частичным заполнением технологическим спутником (3) образующегося на трубопроводе (1) рифта и наличием относительно большого зазора между токопроводом индуктора (2) и поверхностью трубопровода (1). Осевая деформация трубопровода в зоне пережатия практически не происходит, что исключает возможность разрыва трубопровода даже при больших величинах давления импульсного магнитного поля, необходимых для полного пережатия сечения трубопровода. При этом практически отсутствуют упругая осевая разгрузка и обусловленное этим упругое последеформационное изменение наружного диаметра трубопровода в зоне пережатия, что исключает возможное раскрытие осевого канала.
В предложенном способе магнитно-импульсного пережатия трубопровода из материала с высокой электропроводностью с применением технологического спутника, при высокоскоростном (ударном) смыкании осевого отверстия к наружной поверхности трубопровода распространяется упругая волна сжатия, но она переходит из материала трубы в материал технологического спутника. При достижении волной сжатия наружной поверхности технологического спутника внутри его, по направлению к оси трубопровода, начинает распространяться упругая волна разгрузки - волна растяжения. Но дойдя до поверхности контакта технологического спутника с трубопроводом, волна растяжения не переходит в материал трубы, т.к. трубопровод и технологический спутник механически не связаны. В результате энергия упругой волны рассеивается в технологическом спутнике. Как следствие, увеличения наружного диаметра трубопровода в зоне обжатия вследствие отсутствия растягивающей волны разгрузки не происходит, что дополнительно обеспечивает герметичность в зоне пережатия трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ | 2011 |
|
RU2466324C1 |
| Способ обработки изделий | 1990 |
|
SU1759947A1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ДЕФЕКТОВ СТРУКТУРЫ МЕТАЛЛА НА ВНУТРЕННИХ СТЕНКАХ ТРУБОПРОВОДА МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКОЙ | 2023 |
|
RU2805733C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| Способ поперечного последовательного гофрирования трубчатых заготовок | 1989 |
|
SU1696050A1 |
| Неразъемное соединение трубопроводов из разнопородных материалов и способ его сборки | 1980 |
|
SU1009570A1 |
| Способ сварки концентрично расположенных цилиндрических деталей | 1984 |
|
SU1248745A1 |
| Способ и устройство для формоизменения оболочки из труднодеформируемого материала магнитно-импульсной штамповкой | 2016 |
|
RU2660500C2 |
| Способ и устройство воздушного канального охлаждения индукторных систем для магнитно-импульсной обработки материалов | 2023 |
|
RU2830518C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691014C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при проведении ремонтных и других работ в пневматических и гидравлических контурах на трубопроводах из материала с высокой электропроводностью. Осуществляют обжатие трубопровода спутником из материала с высокой электропроводностью воздействием на него давлением импульсного магнитного поля со стороны индуктора. Спутник устанавливают между индуктором и трубопроводом в зоне его обжатия и осуществляют последующее воздействие на него давлением импульсного магнитного поля. В качестве спутника может быть использована фольга, которую наматывают на трубопровод с получением слоев, или отрезок трубы. В результате обеспечивается герметичное пережатие проходного сечения трубопровода и исключение его разрыва. 2 з.п. ф-лы, 2 ил.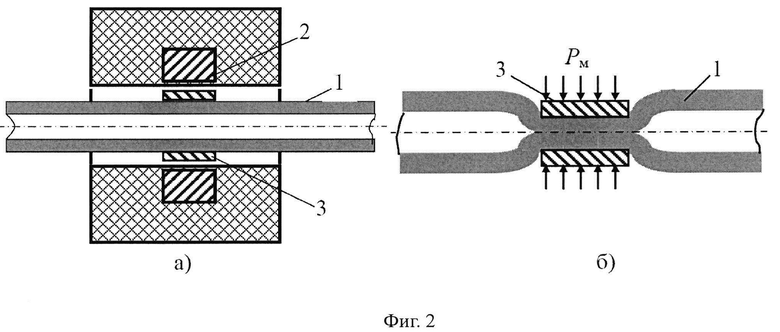
1. Способ пережатия трубопровода из материала с высокой электропроводностью, включающий обжатие трубопровода, отличающийся тем, что обжатие трубопровода осуществляют спутником из материала с высокой электропроводностью воздействием на него давлением импульсного магнитного поля со стороны индуктора, при этом упомянутый спутник устанавливают между индуктором и трубопроводом в зоне его обжатия и осуществляют последующее воздействие на него давлением импульсного магнитного поля.
2. Способ по п.1, отличающийся тем, что используют спутник из фольги, который устанавливают на трубопровод путем намотки на него фольги с получением слоев.
3. Способ по п.1, отличающийся тем, что используют спутник в виде отрезка трубы.
| УСТРОЙСТВО ДЛЯ ПЕРЕЖАТИЯ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ | 2000 |
|
RU2200085C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ТРУБНЫХ ЗАГОТОВОК | 1983 |
|
SU1103420A1 |
| Способ и устройство для формоизменения оболочки из труднодеформируемого материала магнитно-импульсной штамповкой | 2016 |
|
RU2660500C2 |
| SU 1561315 A1, 20.05.1999 | |||
| US 4046363 A1, 06.09.1977 | |||
| US 5813264 A1, 29.09.1998 | |||
| US 5619878 A1, 15.04.1997. | |||

