Изобретение относится к области авиационной техники и касается разработки обтекаемых конструкций для летательных аппаратов (ЛА) из полимерных материалов (ПМ), в частности крыльев и полуфабрикатов для их изготовления. Предлагаемое решение позволяет существенно упростить и удешевить процесс изготовления крыльев для летательных аппаратов, в первую очередь беспилотных (БПЛА) и сверхлегких (СЛА). Полуфабрикат найдет широкое применение как на серийных производствах БПЛА, так и у моделистов-конструкторов.
Известны различные технические решения в области изготовления крыльев летательных аппаратов из полимерных и композитных материалов.
Так известен способ изготовления многослойной клееной панели (RU 2070147 C1, МПК B64F 5/00, B64C 3/26) включающий установку на ложементы рубильников приспособления для склеивания, укладку на него первого листа склеиваемой панели, накатку клеевой пленки на последующие листы и их последовательную укладку на первый лист, далее укладку дренажных слоев, установку на приспособлении для склеивания штуцеров вакуумной системы, герметизирующих элементов и вакуумного мешка, затем автоклавное формование, отличающийся тем, что в качестве приспособления для склеивания используют уложенный на ложементы первый лист панели, на припуске которого устанавливают штуцеры вакуумной системы, герметизирующие элементы и вакуумный мешок.
Известен способ изготовления пустотелой аэродинамической конструкции из композиционных материалов (RU 2266847 C1, МПК В64F 5/00, В64С 1/00, В64С 3/26), заключающийся в выкладке и верхней обшивке из препрега слоев в пресс-формах, удаление и удаление элементов жесткости на эластомерных вкладышах, количество, размер и расположение, соответствующие конструкции, соответствующей конструкции эластомерных вкладов и удалении их из изделий, отличающийся тем, что на возможной обшивке в нижней части препрег в виде ленточной толщины в расположении протяженных и поперечных элементов жесткости, а перед эластомерных вкладышей, выполненных трехгранными и с поперечными канавками единичного шага, на них построены элементы продольных и поперечных жесткостей, при этом для образования поперечных элементов жесткости в форме нервного препрега укладываются в поперечные канавки трехгранных эластомерных вкладышей, а для образования протяженных элементов жесткости - в соответствии со структурой граней эластомерных вкладышей, при этом в процессе установки трехгранных эластомерных вкладышей на случай обшивки между препрегом, уложенным в канавках на накопление граней накопления эластомерных вкладышей, прокладывают твердые стержни , а поверх составляют трехгранные эластомерные вкладыши, сформированные продольные и поперечные элементы жесткости, накладывают препрег в виде ленточного ощущения. уложенным в канавки нарастают гранях увеличения эластомерных вкладышей, прокладывают твердотельные стержни, а поверх составляют трехгранные эластомерные вкладыши на сформированные продольные и поперечные элементы жесткости накладываются препрег в виде ленточной кости. уложенным в канавки нарастают гранях увеличения эластомерных вкладышей, прокладывают твердотельные стержни, а поверх составляют трехгранные эластомерные вкладыши на сформированные продольные и поперечные элементы жесткости накладываются препрег в виде ленточной кости.
Известна аэродинамическая конструкция (RU 2333865 C1, МПК В64С 3/26, В32В 3/12) содержащая заполненную сотовым наполнителем раму, выполненную из передней и задней боковин, концевого обтекателя, корневого элемента с узлом крепления конструкции к валу рулевого привода и панелей с уменьшающейся от корневого элемента толщиной, отличающаяся тем, что панели выполнены из пакета слоев с перекрытием зоны узла крепления корневого элемента максимальным количеством слоев, при этом слои, определяющие разность толщин панелей в плане, выполнены в форме подобных геометрических фигур с увеличением размеров каждой последующей фигуры и расположением передней ее стороны параллельно кромке передней боковины, а узел крепления выполнен в корневом элементе, ограничен внутренней поверхностью каждой панели и прилегающим сотовым наполнителем, отличающаяся тем, что слои панелей выполнены из полимерного композиционного материала, например из композита на основе стеклоткани, пропитанной полимерным связующим.
Основным недостатком указанных способов является то, что изготовление всеми указанными способами предполагает использование изготовление изделий в несколько этапов, первый из которых предполагает укладку стеклоткань, углеткань или иные композиционные панели, которые далее пропитываются полимерным связующим и полимеризуют с вакуумированием системы или без нее. Это значительно увеличивает срок и сложность изготовления, в том числе за счет использования полимерного связующего, часто имеющего высокую токсичность.
В то же время известно много способов экструзии пластических масс, например (RU 2516399 МПК B29C 47/40, RU 2513427 МПК B29B 7/48, RU 2011102012 МПК B29C 47/40), а также конкретно поликарбоната (RU 2496643, МПК B29C 47/40) на шнековых термопластавтоматах.
Известен способ изготовления многослойных изделий из термопластов экструзией (SU 555605 МПК B29C 47/30, B29K 101/12, B32B 37/04) с зонами раздельного и последующего совместного течения нескольких слоев.
Известны способ и устройство для соединения потоков материалов в процессе совместной экструзии RU 2268144 МПК B29C 47/06, A21C 11/16, A23G 3/20, A23G 9/28, A23L 1/00, A23P 1/12, B29C 47/20, B29C 47/22, B29C 47/56, B29C 47/58).
Известен способ изготовления методом экструзии аэродинамически эффективных профилированных полых тел, к которым относятся элементы крыла DE 2938924 A1 04.02.1981, который по совокупности существенных признаков является наиболее близким к предлагаемому решению, соответственно, принят за прототип.
Недостатком указанного способа является то, что не предусматривается защита верхней поверхности крыла, например от солнечных лучей активно разрушающих многие виды полимерных материалов, особенно на большой высоте, где воздействие солнца наиболее интенсивно за счет более тонкого слоя атмосферы.
Способ изготовления полуфабриката консоли крыла, предлагаемый в данном изобретении позволяет использовать известные ранее способы экструзии полимерных материалов и их совокупность для достижения новых характеристик.
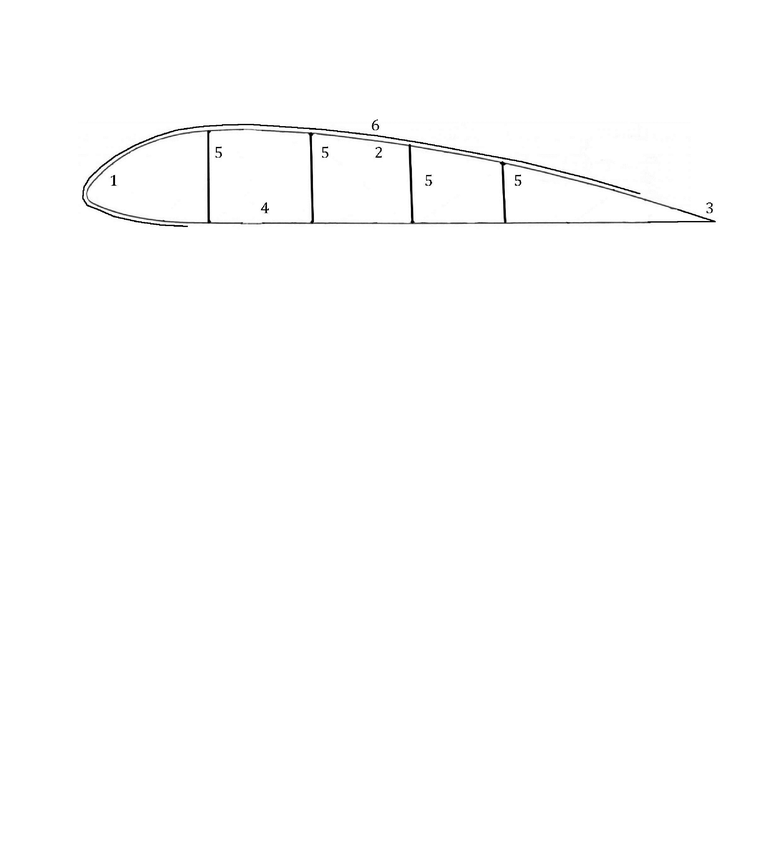
Технический результат изобретения заключается в создании способа изготовления полуфабриката консоли крыла (фиг.), имеющего обшивку в поперечном сечении состоящую из передней кромки 1, изогнутой верхней стенки 2, задней кромки 3, изогнутой нижней стенки 4, имеющего вертикальные ребра жесткости выполняющие функции лонжеронов 5, заключающийся в том, что одновременно с экструзией изделия выполняется соэкструзия (нанесение) защитной пленки 6 различными, в том числе серийно применяющимися для этой цели способами и оборудованием.
Указанная пленка может давать защиту от солнечного ультрафиолетового излучения, инфракрасного нагрева, механических повреждений, а также в зависимости от материала увеличивать или уменьшать оптическую или радиолокационную заметность.
Указанный способ позволяет получить консоль крыла со значительно улучшенными показателями защиты поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полуфабриката консоли крыла с гибкой перемычкой | 2024 |
|
RU2840547C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОЙ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2266847C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| Панель крыла или оперения летательного аппарата из слоистых композиционных материалов | 2019 |
|
RU2734147C1 |
| Способ безопасной перевозки ребенка | 2024 |
|
RU2834067C1 |
| СПОСОБ ОБРАБОТКИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2545278C2 |
| УЗЕЛ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2648487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДКРЕПЛЕННОЙ ОБОЛОЧКИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2505409C2 |
| Способ соединения уплотнителя плинтуса | 2020 |
|
RU2733348C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ КОНСТРУКЦИЙ С ВНУТРЕННИМИ СТЕНКАМИ | 2012 |
|
RU2522725C1 |
Изобретение относится к области авиационной техники и касается разработки обтекаемых конструкций для летательных аппаратов (ЛА) из полимерных материалов (ПМ), в частности крыльев и полуфабрикатов для их изготовления. Предлагается способ изготовления полуфабриката консоли крыла, имеющего обшивку в поперечном сечении, состоящую из передней кромки, изогнутой верхней стенки, задней кромки, изогнутой нижней стенки, вертикальные ребра жесткости, выполняющие функции лонжеронов, при котором изделие получается экструзией полимерного материала через фильеру соответствующего готовому изделию профиля. При этом одновременно с экструзией изделия выполняется соэкструзия защитной пленки. Технический результат изобретения заключается в возможности получения изделия экструзией полимерного материала через фильеру соответствующего готовому изделию профиля. 1 ил.
Способ изготовления полуфабриката консоли крыла, имеющего обшивку в поперечном сечении, состоящую из передней кромки, изогнутой верхней стенки, задней кромки, изогнутой нижней стенки, вертикальные ребра жесткости, выполняющие функции лонжеронов, при котором изделие получается экструзией полимерного материала через фильеру соответствующего готовому изделию профиля, отличающийся тем, что одновременно с экструзией изделия выполняется соэкструзия защитной пленки.
| DE 2938924 A1, 02.04.1981 | |||
| Учебное пособие "Конструкция и прочность самолета | |||
| Крыло", Москва 2018 | |||
| ПОЛИКАРБОНАТНАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И ФОРМОВАННОЕ ИЗДЕЛИЕ НА ЕЕ ОСНОВЕ | 2007 |
|
RU2458087C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВИТАМИНА Big | 0 |
|
SU338114A1 |
| ПРИБОР КОНТРОЛЯ УСИЛИЯ СЖАТИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ | 2013 |
|
RU2542645C1 |
| DE 102006027599 A1, 27.12.2007 | |||
| US 6117376 А, 12.09.2000. | |||

