1 Изобретение относится к ма1пиностроению и может быть использовано при изготовлении деталей с точными отверстиями Цель изобретения - повьппение производительности и качества обработки деталей за счет сообщаемых инструменту осевых колебаний, ампли туда и частота которых взаимосвязана с технологическими параметрами. На схеме изображена иллюстрация предлагаемого способа глубинного хонингованияо , Для обработки деталей 1, установ ленных, например, с помощью втулки 2 и гайки 3 на вращающемся шпинделе 4, служит инструмент в виде о равки 5 с абразивными брусками 6, к торый установлен в головке 7, сообщающей инструменту продольную подачу и осевое колебание. Пpeдлaгae iый способ осуществляют следующим образом. Обрабатываемая деталь 1 вращается вокруг своей геометрической оси 00 с частотой вращения П Ин струменту сообщают продольную пода (0,01 чу с величиной 0,05)/П(мм/об.), где П - величина припуска на диаметр обрабатываемой 6 поверхности, мм. Например, если П 0,1 мм, то 5прдд (0,01-0,05)/П О,1-0,5 мм/об. Кроме того, инструменту от индивидуального привода сообщают осевые колебания с амплитудой и частотой, определяемыми по формулам А npof.. и Пк (2-А) П(5 . Например, если SfipoA мм/об., ц 2-4, то А 0,05-0,025 мм. В этом случае при По5 1000 об/мин., величина Пц .2000-4000 кол/мин. Снятие всего припуска производят за один рабочий ход инструмента, при этом бруски выполняют с передним заборным конусом, с углом 0,5 3,0, который способствует более равномерному съему припуска. Ввиду того, что инструмент устанавливают независимо от обрабатываемого отверстия, в результате обработки в значительной мере, в пределах припуска на обработку, исправляется погрешность расположения отверстия. Таким образом, из-за снятия всего припуска за один проход при жестком закреплении инструмента, которому сообщают осевые колебания, достига|ется повышение производительности И качества обработки деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| АЛМАЗНАЯ РЕГУЛИРУЕМАЯ РАЗВЕРТКА | 2000 |
|
RU2188748C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2317886C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| Способ хонингования гильз цилиндров двигателей внутреннего сгорания | 1988 |
|
SU1611706A1 |
СПОСОБ ГЛУБИННОГО ХОНИНГОВАНИЯ, согласно которому обработку ведут настроенным на размер инструментом с заборным конусом при относительном вращении и продольной подаче инструмента и детали, отличающийся тем, что, с целью пов чес ной от при вые той где ения производительности и каа обработки, величину продольодачи выбирают в зависимости ипуска по формуле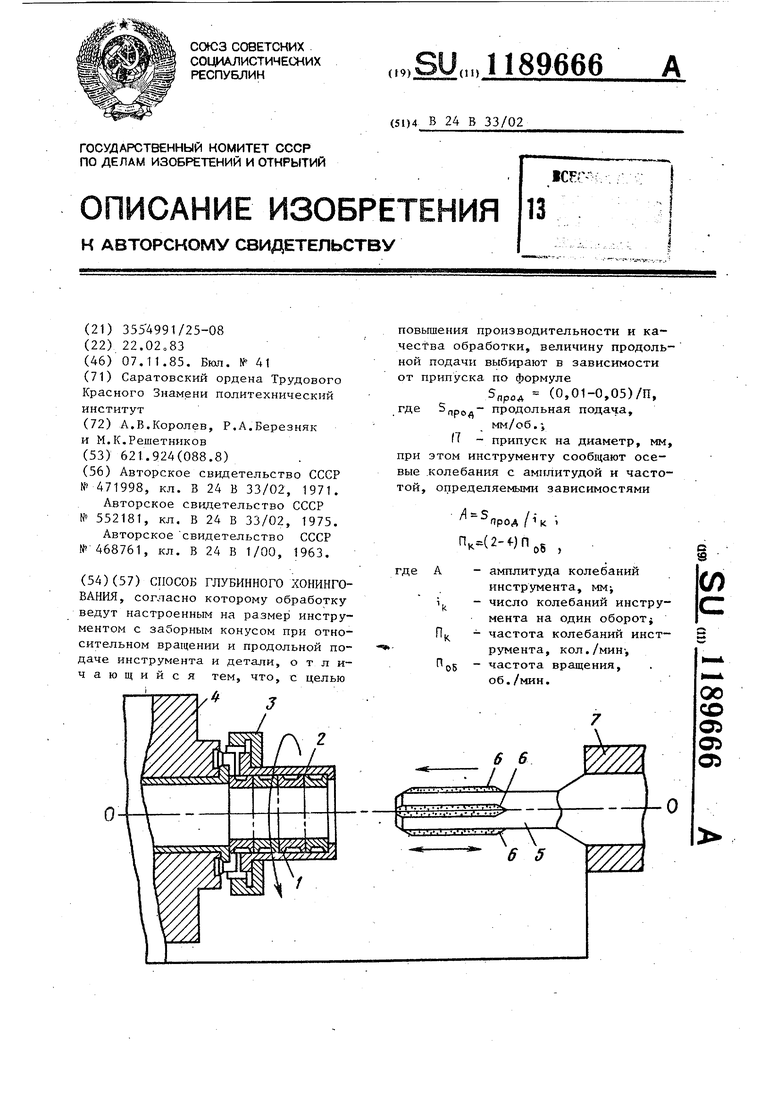
| Способ абразивной обработки цилиндрических поверхностей деталей | 1964 |
|
SU471998A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ абразивной обработки наружных и внутренних поверхностей вращения | 1963 |
|
SU468761A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
