Изобретение относится к отделочно обработке отверстий путем хонингования однобрусковой ХОНГОЛОВКОЙ и може быть использовано во всех областях машиностроения и приборостроения при отделочной обработке отверстий. Известен способ хонингования отверстия однобрусковой ХОНГОЛОВКОЙ, при котором обрабатываемой детали и хонголовке сообщают относительные во вратно-поступательное и вращательное движения, а бруску - радиальное перемещение, вектор которого расположен под углом к оси симметрии двух неподвижных опор хокголовки СЗОднако указанная совокупность one ращ1й с помощью однобрусковой хонго- ловки не позволяет качественно устранить исходную овальность. Цель изобретения - повышение точности обработки путем устранения исходной погрешности геометрической фор мы обрабатываемого отверстия в виде зллипса. Поставленная цель достигается тем, что направление вращения хокголовки совмещают с направлением углового отклонения радиального перемещения бруска от оси симметрии двух неподвижных опор хонголовки, которые совмещают с вершинами квадрата, вписанного в эллипс, составляющий исходную погрешность геометрической формы отверстия, эллипсность которого устраняют за полный оборот хонголовки, при згом угол отклонения век-, тора радиального перемещершя бруска относительно оси симметрии двух неподвижных опор хонголовки выбирают в диапазоне 0-П. На фиг. 1 представлен , показывакщий зависимость дополнительного вьщвижения бруска при вра1цении хоиинговалыюй головки от величины углового отклонения вектора радиаль кого перемещения бруска; на фиг.2 хрдшнговальная головка, работающая
по. данному способу, поперечное сечение.
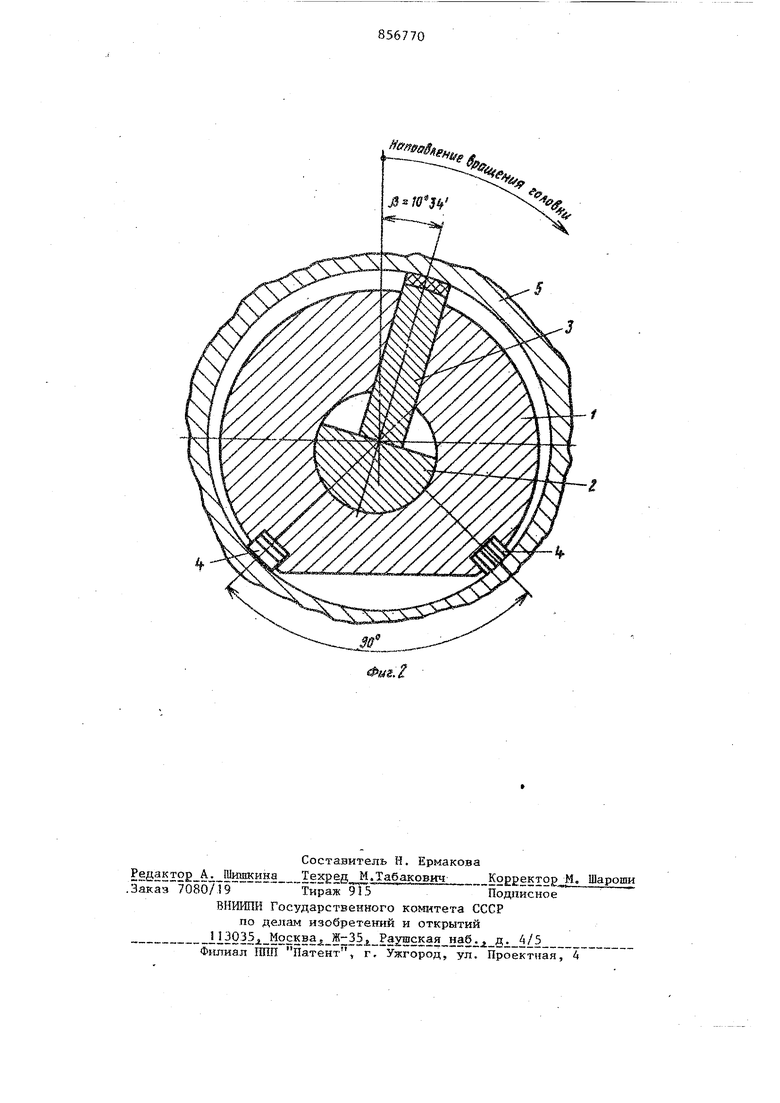
Корпус I хонголовки, содержащий разжимной клин 2 с бруском 3 и неподвижнь1е опоры А, вводится в отверстие обрабатьшаемой детали 5. Затем хонголовке сообщают вращение в направлении углового отклонения вектора радиального перемещения бруска и производят обработку за один полный оборот хонголовки.
Исследованиями установлено, что при расположении опорных поверхностей под углом Д5 относительно их оси симметрии в зависимости от угла. (Ь отклонения вектора радиального пере-, мещения бруска от оси симметрии поверхностей, брусок может получать в. продолжении одного оборота хоиголовки дополнительное выдвижение в радиальном направлений. График фуйк ции f(jb) (фиг. l) показьгаает, что при угле |Ь 10°34 численное значение функции равно нулю. Это означает, что в начальный момент работы конголовки брусок выдвигается на некоторую величину, сохраняя ее до полного устране ния овальности обрабатываемого отверстия. При иных углах р) брусок помимо начального вьщвижения получает дополнительное выдвижение -в продолжении одного оборота хонголовки. Величина такого дополнительного выдвижения характеризуется координатой f (С) .
На макете горизонталтьно-хонинговального станка проводят хонингование втулок с диаметром отверстия, равным 14,2 мм и овальностью 0,07 мм. В результате обработки достигают некруглость отверстий в пределах
0,68-1,56 мкм, что соответствует П-Ш степени точности по ГОСТ 10356-67.
Таким образом, использование предлагаемого способа позволяет повысить точность и экономичность изготовления деталей с прецизионными отверстиями.
Формула изобретения
Способ хонингования отверстия однобрусковой хонголовкой, при котором обрабатываемой детали и хонголовке сообщают относительные возвратно-поступательное и Вращательное движение, а бруску - радиальное перемещение, вектор которого расположен под углом к оси симметрии двух неподвижных опор хонголовки, отличающийся тем, что, с целью повышения точности обработки путем устранения исходной погрешности геометрической формы обрабатываемого отверстия в виде эллипса , направление вращения хонголовки смещают с направлением углового отклонения вектора радиального перемещения бруска от оси симметрии двух неподвиж ных опор хонголовки, которые совмещают с вершинами квадрата, вписанного в эллипс, составляющий исходную погрешность геометрической формы отверстия, эллипсность которого устраняют за полный оборот хонголовки, при этом угол отклонения вектора радиального перемещения бруска относительно оси симметрии двух неподвижных опор хонголовки выбирают в диапазоне 10-11
Источники информации, принятые во внимание при экспертизе . 1. Патент США № 2376850, кл. 51-338, опублик. 1945.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Хон | 1987 |
|
SU1414590A1 |
| Устройство для хонингования | 1980 |
|
SU931417A1 |
| Устройство для горизонтального хонингования отверстий | 1980 |
|
SU973320A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ | 1992 |
|
RU2041051C1 |
| Устройство для электрохимического хонингования внутренних цилиндрических поверхностей | 1981 |
|
SU965693A1 |
| Горизонтально-хонинговальный станок | 1988 |
|
SU1611708A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1978 |
|
SU854693A1 |
| Устройство для хонингования отверстий | 1989 |
|
SU1642643A1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |