Изобретение относится к области машиностроения, а именно к вакуумным столам для станков с числовым программным управлением (далее ЧПУ), и предназначено для вакуумной фиксации крупногабаритных заготовок в рабочей зоне станка.
В металлообработке различных деталей (заготовок) широкое применение нашли вакуумные столы вид технологической крепежной оснастки, который, на ряду с магнитными столами, является примером использования альтернативных методов удержания заготовок перед традиционным механическим крепежом. Практическое применение вакуумных столов на современных станках с ЧПУ переводит производство на новый качественный уровень, позволяя увеличить точность изготовления деталей и повысить производительность основного оборудования. В настоящее время вакуумный прижим является практически безальтернативным средством по удобству применения, точности позиционирования и качеству готовых изделий при обработке тонкостенных деталей типа корпус, лицевых панелей приборов, авиационных панелей и композитов. Однако обработка крупногабаритных и тяжелых заготовок вызывает затруднения ввиду сложности их перемещений по рабочему полю вакуумного стола для их установки и базирования, необходимо использование такелажных приспособлений.
Из уровня техники известен вакуумный зажим (см. патент CN 202655944U, опубл. 09.01.2013), содержащий корпус, в котором расположен паз. В середине паза расположена воздухозаборная пластина, под которой расположен трубопровод всасывания воздуха. Другой конец этого трубопровода снабжен вакуумным насосом. Когда заготовку необходимо обработать, ее сначала помещают на пластину для всасывания воздуха, затем запускают вакуумный насос, и воздух всасывается внутрь паза с помощью трубопровода всасывания воздуха. Заготовка фиксируется на воздушной присоске за счет всасывания воздуха, а затем гравировально-фрезерный станок размещается без использования клея для резки.
Известно зажимное приспособление к фрезерному станку (патент CN 209698552U, опубл. 29.11.2019), содержащее верхний корпус и нижний корпус. В нижнем корпусе образована вакуумная полость. На боковой кромке нижнего корпуса образовано первое отверстие для всасывания воздуха, в верхнем корпусе образовано множество монтажных канавок и множество вторых отверстий для всасывания воздуха, при этом вторые отверстия для всасывания воздуха расположены в одном монтажном паз. Верхний корпус охватывает нижний. Вакуумная полость служит для сообщения с внешним вакуумным насосом через первые отверстия для всасывания воздуха и сообщается с установочными пазами через вторые отверстия для всасывания воздуха, что позволяет фиксировать заготовку, помещенную в монтажный паз.
Известен фрезерный инструмент с вакуумным зажимом (патент CN 208992245U, опубл. 18.06.2019), содержащий по меньшей мере одну опорную раму, на которой размещена матрица. В нижней поверхности опорной рамы сформирован вакуумный паз, над которым размещен корпус матрицы. На нижней поверхности опорной рамы дополнительно расположен трубопровод отвода воздуха, один конец которого проходит через нижнюю поверхность опорной рамы и сообщается с вакуумным пазом, а другой конец сообщается с вакуумным насосом. Вакуумный насос откачивает воздух в вакуумный паз через воздухоотводящий трубопровод. На внутренней боковой стенке опорной рамы расположены позиционирующие блоки. Корпус матрицы герметично соединен с вакуумным пазом и зафиксирован методом вакуумной адсорбции.
Известно крепление для гравировально-фрезерного станка (патентная заявка CN104308619A, опубл. 28.01.2015), содержащее корпус, множество всасывающих отверстий, множество уплотнительных колпачков поворотных отверстий, множество инфракрасных устройств позиционирования, вакуумный насос и микросхему. В корпусе устройства образована канавка для сбора газа. Всасывающие отверстия выполнены на одной поверхности корпуса и соединены с канавкой для сбора газа. На всасывающие отверстия установлены уплотнительные колпачки поворотных отверстий. Инфракрасные устройства позиционирования установлены на поверхности, противоположной всасывающим отверстиям, в канавке для сбора газа. Вакуумный насос соединен с корпусом через трубопровод, соединенный с канавкой для сбора газа. В корпусе устройства установлена микросхема. После позиционирования заготовки с помощью инфракрасных лучей вакуумный насос всасывает все подлежащие обработке заготовки.
Известно вакуумное приспособление для фрезерной обработки (патент CN 206263661U, опубл. 20.06.2017), включающее основание и узел фиксации стопора, при этом основание снабжено пазом для размещения заготовки, дно которого снабжено расположенной в шахматном порядке вакуумной емкостью, соединенной с вакуумным насосом. Нижняя часть паза для заготовки дополнительно снабжена резиновой шайбой.
Узел фиксации стопора имеет четыре угла и установлен в четырех углах паза заготовки соответственно, а также содержит L-образную конструкцию, стопорную пластину и фиксирующую стойку, причем стопорная пластина установлена на одной стороне L-образной конструкции, а фиксирующая стойка монтируется на другой стороне L-образной конструкции. В углу основания дополнительно установлен клапан предотвращения ошибок при установке заготовок.
Одним из основных недостатков известных из уровня техники устройств вакуумной фиксации заготовок является, то, что они не удобны для перемещения в рабочей зоне станка, установки и базирования тяжелых и крупногабаритных заготовок, обработка которых распространена во многих отраслях промышленности. Во всех известных решениях требуется дополнительное использование такелажных приспособлений, что усложняет весь технологический процесс, увеличивает временные, энергетические и, соответственно, финансовые затраты.
Задача, на решение которой направлено заявляемое техническое решение, заключается в создании комбинированного вакуумного оборудования в составе перфорированного вакуумного стола и вакуумных генераторов, предназначенного для фиксации заготовок (деталей) различных размеров, в том числе крупногабаритных, в рабочей зоне портального фрезерного станка для последующей их механической обработки, в том числе сквозной, с опцией воздушной подушки, облегчающей перемещение крупногабаритных и тяжелых заготовок по рабочему полю вакуумного стола для их установки и базирования без применения такелажных приспособлений.
Технический результат заявляемого изобретения заключается в повышении эффективности работы вакуумного оборудования для фиксации заготовок в рабочей зоне портального фрезерного станка за счет создания рабочей зоны вакуумного стола произвольной формы и площади и разработки схемы управления подключением вакуумного стола к воздушно-вакуумной магистрали и вакуумной магистрали высокого уровня, позволяющей использовать вакуум или воздушную подушку локально на ограниченной площади рабочей зоны, а также в снижении энергопотребления вакуумного оборудования.
Технический результат достигается тем, что вакуумный комплекс для фиксации заготовок в рабочей зоне портального фрезерного станка включает в себя вакуумный стол, выполненный с возможностью установки на раме станка и состоящий из по меньшей мере двух перфорированных модулей, вакуумный насос, который посредством магистрали вакуума высокого уровня с расположенным в ней клапаном включения магистрали, имеющим модуль управления, связан с перфорированными модулями с возможностью создания на поверхности по меньшей мере одного перфорированного модуля вакуума высокого уровня, причем перфорированные модули связаны с магистралью вакуума высокого уровня через соответствующие клапаны подключения, имеющие модули управления, и блоки управления клапанами включения магистрали и клапанами подключения перфорированных модулей к этой магистрали, связанные с соответствующими модулями управления клапанов, при этом блока управления клапанами подключения перфорированных модулей выполнен с возможностью выборочного подключения перфорированных модулей к вакуумной магистрали высокого уровня, отличающийся тем, что он снабжен по меньшей мере одной воздуходувкой, которая посредством воздушно-вакуумной магистрали с расположенным в ней клапаном включения магистрали, имеющим модуль управления, связана с перфорированными модулями с возможностью создания на их поверхностях воздушной подушки или вакуума низкого уровня посредством клапанов управления воздушно-вакуумной магистралью, при этом перфорированные модули связаны с воздушно-вакуумной магистралью через соответствующие клапаны подключения, имеющие модули управления, а модули управления клапана включения воздушно-вакуумной магистрали и клапанов подключения модулей к этой магистрали связаны соответственно с упомянутым блоком управления клапанами включения магистрали и с упомянутым блоком управления клапанами подключения перфорированных модулей.
Перфорированные модули могут быть объединены по меньшей мере в одну секцию, образующую рабочую зону станка.
Каждый перфорированный модуль может состоять из основания с вакуумным лабиринтом и сменной перфорированной накладки с сеткой вакуумных камер различного шага и диаметра.
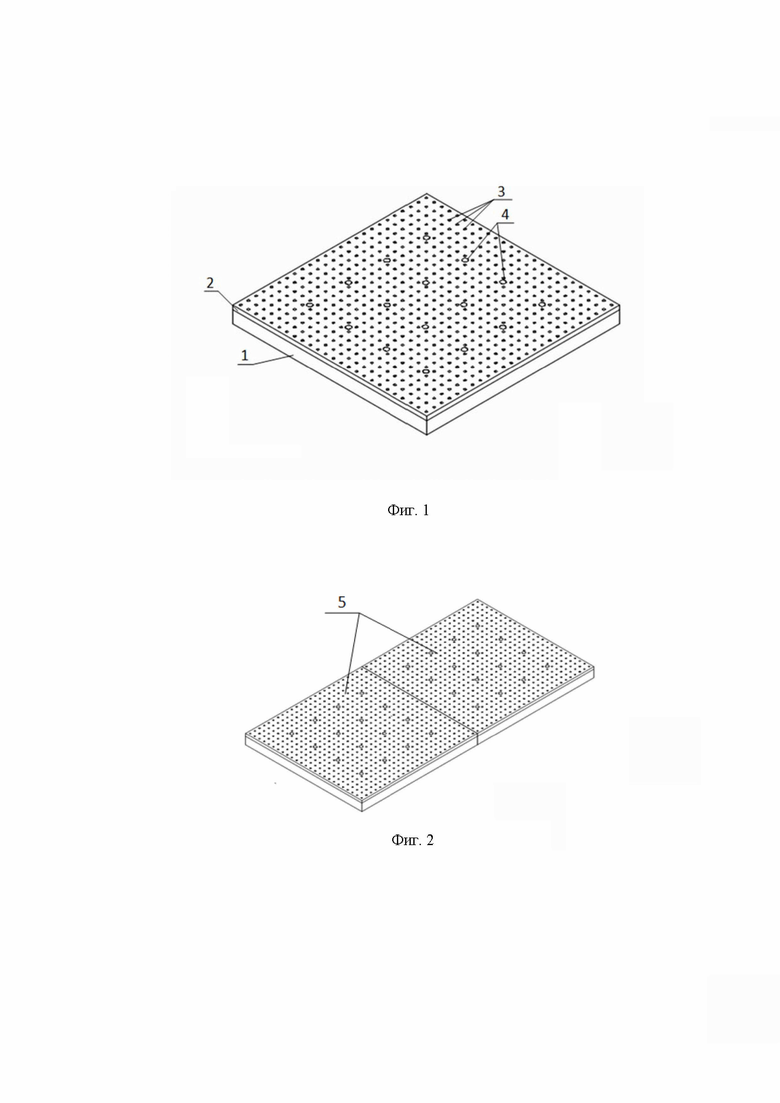
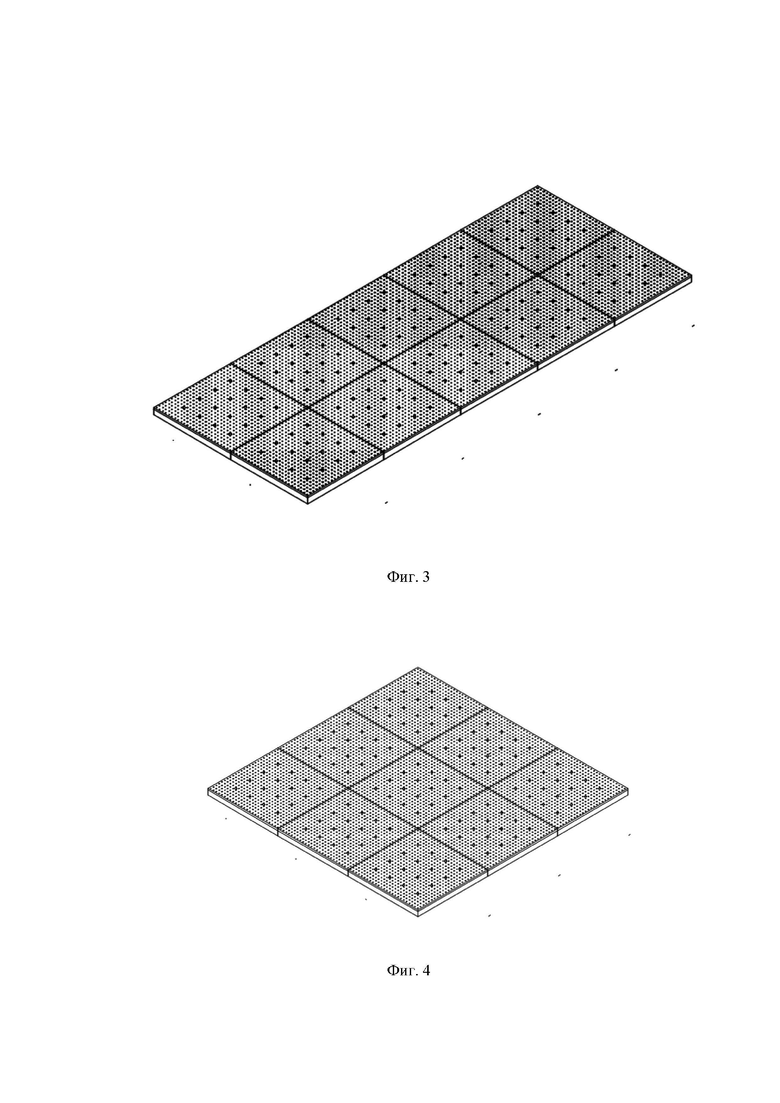
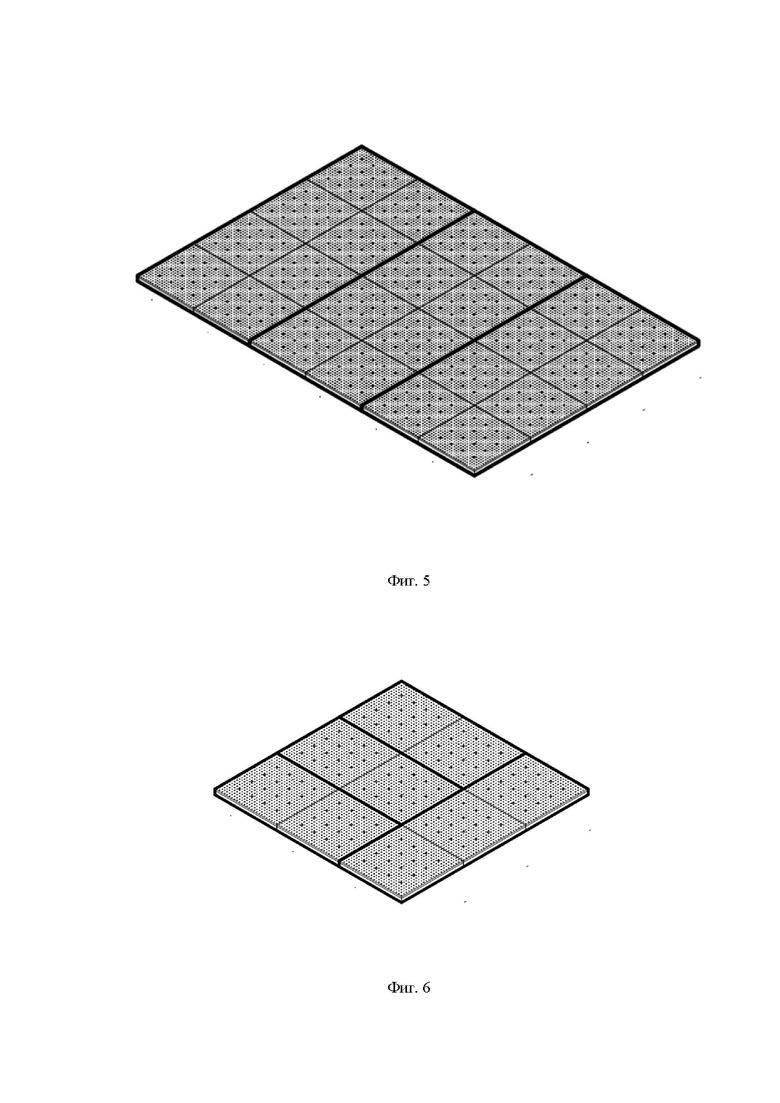
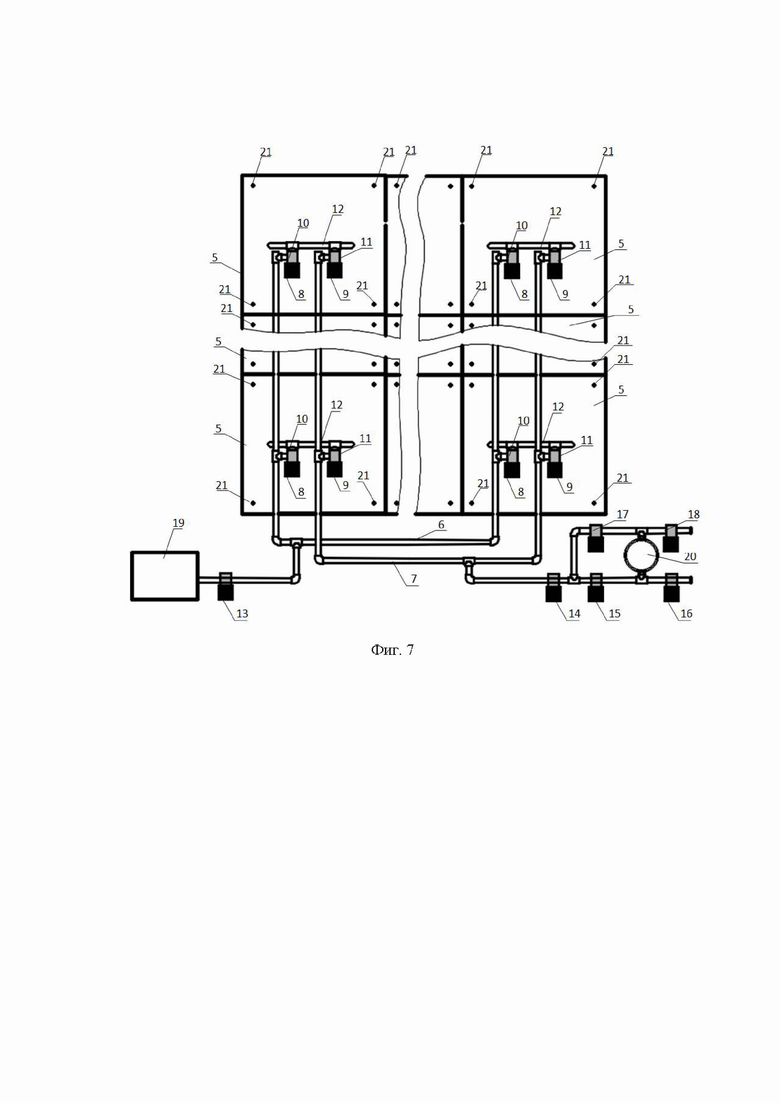
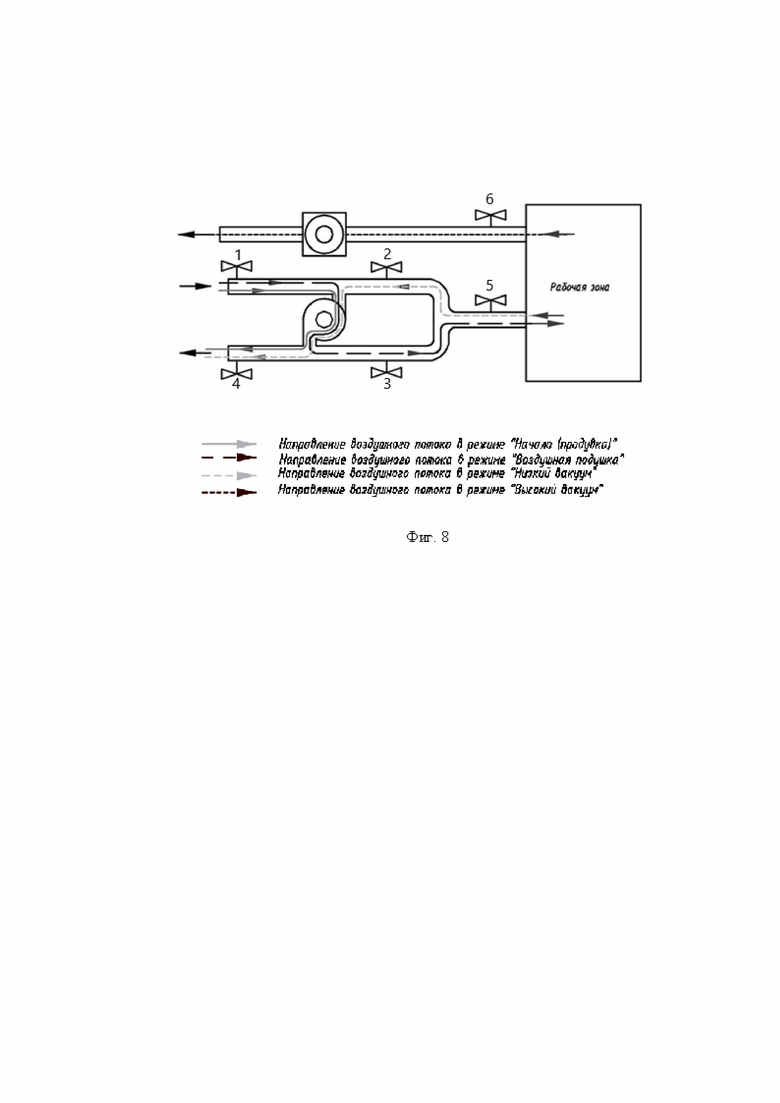
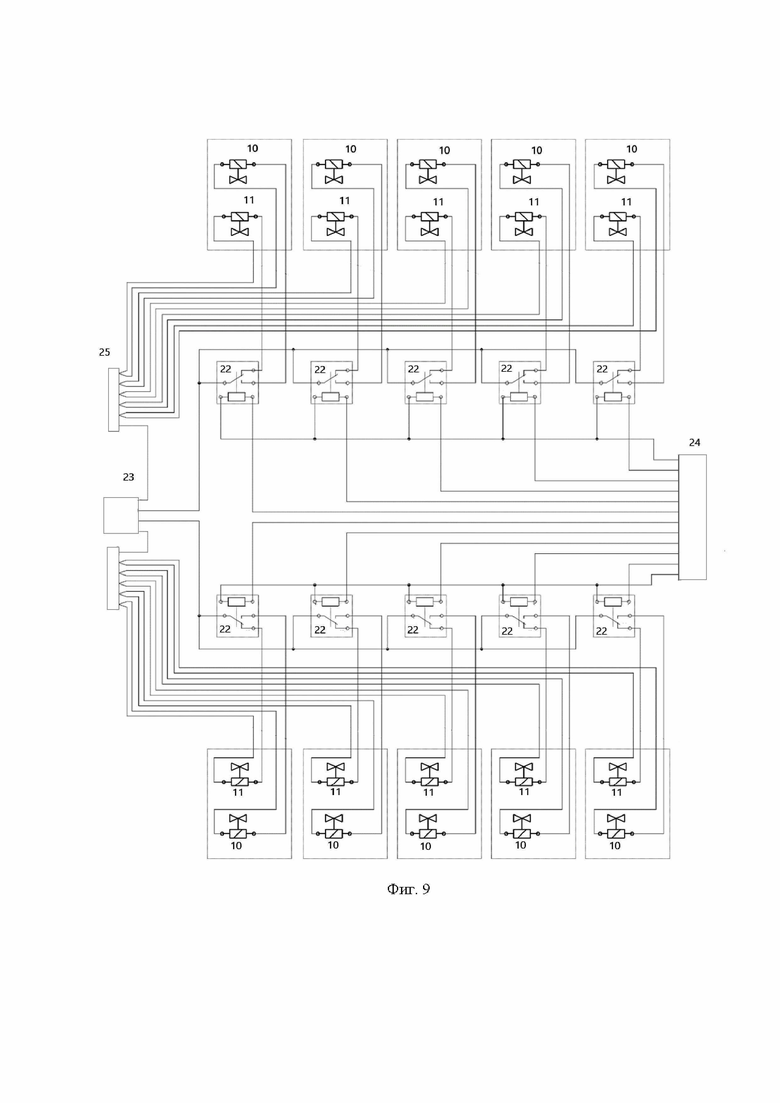
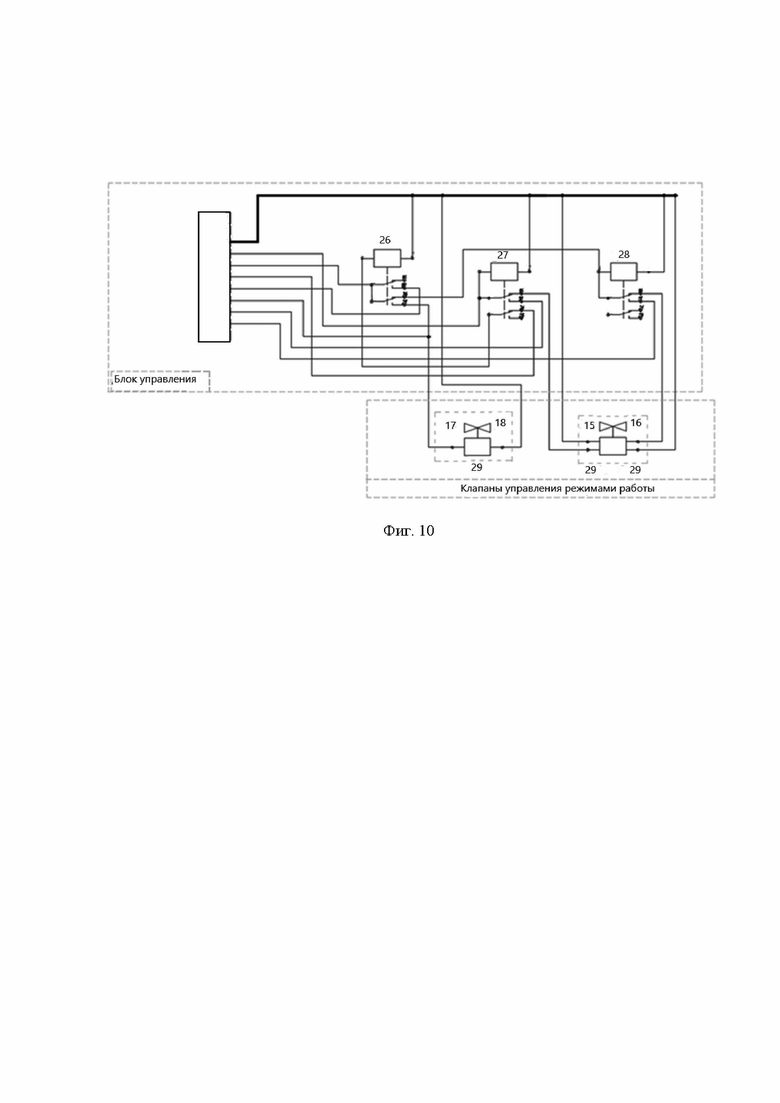
Сущность заявляемого изобретения поясняется иллюстрациями, на которых изображено: на фиг. 1 - внешний вид перфорированного модуля, на фиг. 2 - внешний вид исполнения секции из двух перфорированных модулей, на фиг. 3 - внешний вид исполнения секции прямоугольной формы, на фиг. 4 -внешний вид исполнения секции квадратной формы, на фиг. 5 - внешний вид исполнения вакуумного стола прямоугольной формы, на фиг. 6 - внешний вид исполнения вакуумного стола квадратной формы, состоящего из секций разного размера, на фиг. 7 - внешний вид расположения оборудования вакуумного комплекса, на фиг. 8 упрощенная функциональная схема устройства, на фиг. 9 - схема блока управления клапанами перфорированных модулей, на фиг. 10 - схемы блока управления клапанами магистралей.
Цифрами и буквами обозначены следующие элементы:
1 - основание с вакуумным лабиринтом;
2 - перфорированная накладка;
3 - вакуумные камеры;
4 - сетка резьбовых отверстий;
5 - перфорированный модуль;
6 - магистраль вакуума высокого уровня;
7 - магистраль воздушно-вакуумная;
8 - модуль управления клапаном подключения к магистрали вакуума высокого уровня;
9 - модуль управления клапаном подключения к воздушно-вакуумной магистрали;
10 - клапан подключения перфорированного модуля к магистрали вакуума высокого уровня;
11 - клапан подключения перфорированного модуля к магистрали воздушно-вакуумной;
12 - элемент запитки секции от магистралей воздушно-вакуумной и вакуума высокого уровня;
13 - клапан включения магистрали вакуума высокого уровня;
14 - клапан включения воздушной подушки и вакуума низкого уровня;
15, 16, 17, 18 - клапаны управления магистралью воздушно-вакуумной;
19 - вакуумный насос;
20 - воздуходувка;
21- отверстия для крепления перфорированного модуля к раме станка;
22 - реле управления клапанами подключения перфорированных модулей к магистралям;
23 - разъем подключения источника питания клапанов включения магистралей;
24 - разъем сигналов управления клапанов включения магистралей;
25 - колодка для подключения сигнала «общий» клапанов включения магистралей;
26-28 - реле управления клапанами управления магистралью воздушно-вакуумной;
29 - клапаны управления магистралями.
Вакуумный комплекс для фиксации заготовок в рабочей зоне портального фрезерного станка включает в себя вакуумный стол, монтируемый на раму станка, состоящий из произвольного количества перфорированных модулей 5, воздуходувки 20 (количество воздуходувок определяется размерами вакуумного стола и их мощностью), вакуумного насоса 19 (количество насосов определяется размерами вакуумного стола и их мощностью), воздушно-вакуумной магистрали 7, магистрали вакуума высокого уровня 6, клапанов включения вакуумно-воздушной магистрали 14, клапана включения вакуумной магистрали высокого уровня 13, а также блока управления клапанами магистралей и блока управления клапанами перфорированных модулей (на фигурах не показаны).
Воздуходувка 20, вакуумный насос 19, блоки управления клапанами магистралей и перфорированных модулей или расположены в конструкции станины фрезерного станка, или размещены отдельно.
В качестве воздуходувки 20 использована известная из области техники конструкция воздуходувки, выполненная с возможностью создания в рабочей зоне воздушной подушки или вакуума низкого уровня (остаточное давление не более 225 мбар).
В качестве вакуумного насоса 19 использована известная из области техники конструкция вакуумного насоса, обеспечивающий создание в рабочей зоне вакуума высокого уровня (остаточное давление не более 150 мбар).
Электромагнитные клапаны 13-18 представляют из себя известные конструкции клапанов, выполненные с подключением к блоку управления клапанами магистралей, который подключен, например, к пульту управления или контроллеру станка. Клапаны подключения перфорированных модулей 10-11 установлены на отводах от магистралей 6-7 с внутренней стороны перфорированных модулей 5 через элементы запитки секций перфорированных модулей от магистралей 12, которые представляют из себя трубные тройники. Управление электромагнитными клапанами перфорированных модулей 10-11 осуществляется блоком управления клапанами перфорированных модулей через модули управления 8-9, представляющими из себя соленоиды, которые подключены, например, к пульту управления или контроллеру станка.
В магистрали 6 и 7 могут быть включены датчики давления и вакуумметры (на фигурах не показаны) для обеспечения обратной связи с контроллером станка или пультом управления.
Рабочая зона представляет из себя совокупность по меньшей мере двух перфорированных модулей 5 или секций, в которые объединены по меньшей мере два перфорированных модуля 5 (как правило, 2-10 модулей в одной секции) с целью уменьшения количества проводов управления. Перфорированные модули 5 обладают стандартными размерами, 500x500 мм, которые могут быть изменены в большую или меньшую сторону, что определяется требованиями к вакуумному столу и возможностями оборудования, используемого при изготовлении перфорированных модулей. Количество и конфигурация секций определяется площадью рабочей зоны. На фигурах 2-6 представлены варианты исполнения секций перфорированных модулей 5, а также варианты рабочих зон, состоящих из нескольких секций.
Магистраль вакуума высокого уровня и вакуумно-воздушная магистраль 6 и 7 представлены трубопроводами, которые могут быть как кольцевого типа, так и незамкнутыми.
Конструкция вакуумно-воздушной магистрали 7 выполнена с реализацией реверсного движения воздуха, обеспечиваемого воздуходувкой 20 и системой клапанов 14-18. Количество перфорированных модулей 5 может быть любым в зависимости от габаритов заготовок, планируемых к обработке. Каждый перфорированный модуль 5 состоит из двух элементов - основания с вакуумным лабиринтом решетчатого типа 1, имеющего нижнее подключение к воздушно-вакуумной магистрали 7 и вакуумной магистрали высокого уровня 6, с креплениями в отверстиях к раме станка 21 и крышки, представленной в виде сменной перфорированной накладки 2, закрепленной к основанию 1 с помощью креплений в сетке резьбовых отверстий 4, с сеткой вакуумных камер 3 с различным диаметром и шагом, например, 5/0,3 мм и шагом 20x20 мм. На фигурах перфорированные накладки 2 перфорированных модулей 5 показаны в упрощенном виде, расположение воздухозаборных отверстий показано условно.
Каждый перфорированный модуль 5 рабочей зоны подключен к магистралям через клапаны: к воздушно-вакуумной магистрали 7 и к вакуумной магистрали высоко уровня 6.
Воздушно-вакуумная магистраль 7 выполнена с возможностью обеспечения режимов воздушной подушки и вакуума низкого уровня или не быть подключенной к рабочей зоне посредством клапанов (режимы «Воздушная подушка», «Низкий вакуум», «Продувка») по всей площади рабочей зоны.
Вакуумная магистраль высокого уровня 6 может быть подключена к ограниченной части рабочей зоны (режим «Высокий вакуум»), при этом незадействованная часть рабочей зоны будет подключена к воздушно-вакуумной магистрали 7, работающей в режиме «Продувка».
Вакуумная магистраль обеспечивает высокое разряжение в рабочей зоне посредством вакуумного насоса 19 и клапанов 11 и 13. При работе с магистралью вакуума высокого уровня 6 включение режимов «Воздушная подушка» и «Низкий вакуум» не допускается конструктивными особенностями блоков управления, а также контроллерами станка. Таким образом, для повышения эффективности работы блок управления клапанами перфорированных модулей обеспечивает выборочное подключение перфорированных модулей 5 к вакуумной магистрали высокого уровня 6.
Подключение перфорированных модулей 5 к магистралям 6 и 7 осуществляется через клапаны подключения перфорированных модулей 10 и 11, управляемые разработанным блоком управления клапанами перфорированных модулей. При установке заготовки в рабочей зоне подключается воздушно-вакуумная магистраль 7, при обработке вакуумная магистраль высокого уровня 6.
Вакуумный комплекс может работать в следующих режимах:
1) Режим «Продувка», предназначен для подготовки оборудования к работе,
2) Режим «Воздушная подушка», предназначен для установки заготовки в рабочей зоне,
3) Режим «Низкий вакуум», предназначен для исключения сдвига заготовки после ее установки на вакуумный стол в нужном положении,
4) Режим «Высокий вакуум», предназначен для фиксации заготовки в рабочей зоне в процессе обработки.
Управление воздушно-вакуумной магистралью 7 (переключение режимов ее работы) может осуществляться по двухступенчатой или одноступенчатой схеме.
Двухступенчатая схема применяется для воздушно-вакуумных магистралей большой производительности с высоким давлением в магистрали. При этом, выбор схемы управления воздушно-вакуумной магистралью осуществляется на основе расчетов производительности воздуходувок, которая является условной и переменной величиной, зависящей от мощности воздуходувок.
Первая ступень - электромагнитные клапаны 15-18, обеспечивающие управление пневматическими клапанами воздушно-вакуумной магистрали большой мощности посредством подачи потока воздуха. Вторая ступень пневматические клапаны (на фигурах не показаны), обеспечивающие режимы работы воздушно-вакуумной магистрали «Продувка», «Воздушная подушка» или «Низкий вакуум».
Одноступенчатая схема включает в себя только электромагнитные клапаны, которые самостоятельно обеспечивают режим работы воздушно-вакуумной магистрали.
Блок управления клапанами магистралей обеспечивает исключение произвольных переключений режимов работы воздушно-вакуумной магистрали 7 при кратковременных перебоях электропитания, а также включение режима «Продувка» при подаче питания на оборудование.
Для управления клапанами подключения перфорированных модулей к воздушно-вакуумной магистрали и магистрали вакуума высокого уровня 6 и 7 был разработан блок управления клапанами перфорированных модулей, обеспечивающий включение режима «Высокий вакуум». При включенном режиме «Высокий вакуум» включение других режимов невозможно.
По умолчанию, после подачи электропитания на оборудование, режим «Высокий вакуум» отключен, все перфорированные модули 5 подключены к воздушно-вакуумной магистрали 7, которая работает в режиме «Продувка».
Включение режима работы «Продувка» осуществляется подачей напряжения на реле 28 блока управления магистралями через нормально замкнутые контакты реле 26, реле 28 обеспечивает короткий импульс на клапан 16. Клапан 16 закрывается. Клапан 17 закрыт, клапан 18 открыт.Такое положение клапанов обеспечивает забор воздуха из атмосферы через клапан 15 и выпуск его также в атмосферу через клапан 18.
Для включения режима «Воздушная подушка» напряжение подается на обмотку реле 26 блока управления магистралями через нормально замкнутые контакты реле 27. При этом клапаны 17 и 15 открываются, а клапаны 18 и 16 закрываются. Такое положение клапанов обеспечивает забор воздуха из атмосферы через клапан 15 и выпуск его через перфорированные модули через клапан 17. В режиме «Воздушная подушка» заготовку изделия перемещают на вакуумном столе в зону обработки и фиксируют ее положение включением режима «Низкий вакуум».
Для включения режима «Низкий вакуум» напряжение подается на обмотку реле 27 блока управления магистралями. Реле обеспечивает короткий импульс на клапан 15. При этом клапаны 17 и 15 закрываются, а клапаны 18 и 16 открываются. Такое положение клапанов обеспечивает забор воздуха из рабочей зоны (перфорированных модулей) через клапан 16 и выпуск его в атмосферу через клапан 18.
В режиме «Низкий вакуум» реле 27 обеспечивает защиту от включения режима «Воздушная подушка» размыканием контактов, обеспечивающих подачу напряжения на обмотку реле 26.
Для включения режима «Высокий вакуум» подается напряжение на обмотки набора реле 22, обеспечивающих переключение клапанов перфорированных модулей. При этом пультом управления или контроллером станка должен быть обеспечен режим «Продувка» воздушно вакуумной магистрали, а также блокировка переключения режимов ее работы до отключения режима «Высокий вакуум». При включении режима «Высокий вакуум» обеспечивается создание максимального разряжения в рабочей зоне. Режим обеспечивает надежную фиксацию заготовки при обработке.
Выборочная подача напряжения на обмотки набора реле 22 обеспечивает конфигурирование рабочей зоны необходимой формы.
Отключение режима «Высокий вакуум» происходит при выборе режима работы «Продувка» или «Низкий вакуум» или отключении электропитания. Включение режима «Воздушная подушка» из этого режима блокируется.
Заявляемое изобретение позволяет получить следующие преимущества:
- обеспечение возможности построения рабочей зоны прямоугольной формы как больших, так и малых размеров по модульному принципу;
- обеспечение возможности подключения к вакууму ограниченной части рабочей зоны;
- обеспечение возможности работы вакуумного стола в двух режимах: создание вакуума в рабочей зоне, остаточное давление не более 225 мбар (для предварительной фиксации заготовки); создание вакуума в рабочей зоне, остаточное давление не более 150 мбар (для обработки заготовки);
- создание избыточного давления в рабочей зоне в диапазоне достаточного для свободного перемещения заготовки без применения специальной оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| КОМПЛЕКС СВЕРХГЛУБОКОЙ ОСУШКИ, ОЧИСТКИ И РЕГЕНЕРАЦИИ ЖИДКИХ ДИЭЛЕКТРИКОВ | 2015 |
|
RU2594412C1 |
| Производственный модуль для нанесения гальванопокрыытий | 1987 |
|
SU1451186A1 |
| Универсальный стенд для испытаний насосов, насосных агрегатов и их систем | 2021 |
|
RU2778768C1 |
| Установка для формования изделий из листовых термопластов | 1969 |
|
SU348049A1 |
| Гидропривод протяжного станка | 2021 |
|
RU2760012C1 |
| Способ гидробаротермической обработки грубых кормов и устройство для его осуществления | 1991 |
|
SU1813401A1 |
| Эндоскоп | 1988 |
|
SU1662487A1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ ИЗДЕЛИЙ | 2021 |
|
RU2769778C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ В ГЕРМЕТИЧНЫХ КАМЕРАХ КОСМИЧЕСКОГО АППАРАТА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301182C2 |
Изобретение относится к области станкостроения и может быть использовано в конструкциях вакуумных столов для фиксации заготовок в рабочей зоне портальных фрезерных станков с числовым программным управлением. Комплекс содержит вакуумный стол, выполненный с возможностью установки на раме станка и состоящий из по меньшей мере двух перфорированных модулей, вакуумный насос, который посредством магистрали вакуума высокого уровня с расположенным в ней клапаном включения магистрали связан с перфорированными модулями с возможностью выборочного создания на поверхности по меньшей мере одного перфорированного модуля вакуума высокого уровня. Комплекс также снабжен по меньшей мере одной воздуходувкой, которая посредством воздушно-вакуумной магистрали с расположенным в ней клапаном включения магистрали связана с перфорированными модулями с возможностью создания на их поверхностях воздушной подушки или вакуума низкого уровня. Указанные соединения модулей имеют клапаны управления и подключения с модулями управления, связанными с соответствующими блоками управления. Использование изобретения позволяет расширить технологические возможности комплекса. 2 з.п. ф-лы, 10 ил.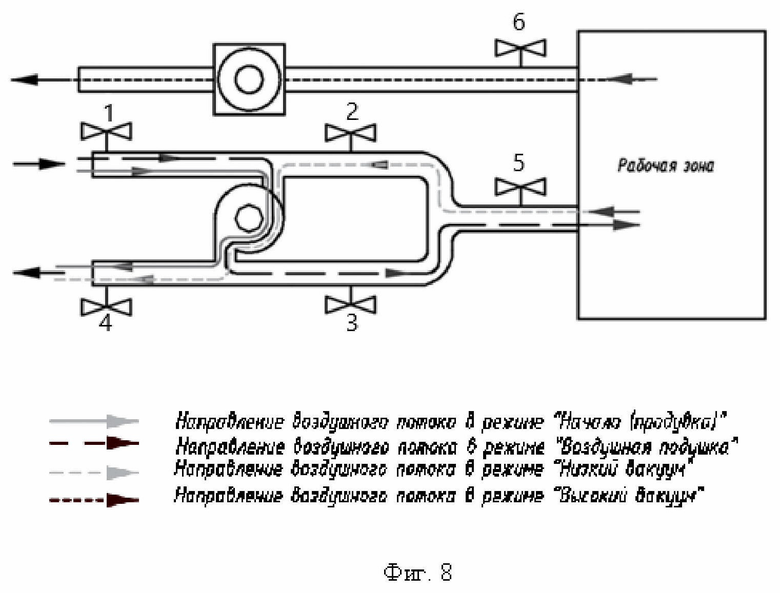
1. Вакуумный комплекс для фиксации заготовок в рабочей зоне портального фрезерного станка, содержащий вакуумный стол, выполненный с возможностью установки на раме станка и состоящий из по меньшей мере двух перфорированных модулей, вакуумный насос, который посредством магистрали вакуума высокого уровня с расположенным в ней клапаном включения магистрали, имеющим модуль управления, связан с перфорированными модулями с возможностью создания на поверхности по меньшей мере одного перфорированного модуля вакуума высокого уровня, причем перфорированные модули связаны с магистралью вакуума высокого уровня через соответствующие клапаны подключения, имеющие модули управления, и блоки управления клапанами включения магистрали и клапанами подключения перфорированных модулей к этой магистрали, связанные с соответствующими модулями управления клапанов, при этом блок управления клапанами подключения перфорированных модулей выполнен с возможностью выборочного подключения перфорированных модулей к вакуумной магистрали высокого уровня, отличающийся тем, что он снабжен по меньшей мере одной воздуходувкой, которая посредством воздушно-вакуумной магистрали с расположенным в ней клапаном включения магистрали, имеющим модуль управления, связана с перфорированными модулями с возможностью создания на их поверхностях воздушной подушки или вакуума низкого уровня посредством клапанов управления воздушно-вакуумной магистралью, при этом перфорированные модули связаны с воздушно-вакуумной магистралью через соответствующие клапаны подключения, имеющие модули управления, а модули управления клапана включения воздушно-вакуумной магистрали и клапанов подключения модулей к этой магистрали связаны соответственно с упомянутым блоком управления клапанами включения магистрали и с упомянутым блоком управления клапанами подключения перфорированных модулей.
2. Вакуумный комплекс по п. 1, отличающийся тем, что перфорированные модули объединены по меньшей мере в одну секцию, образующую рабочую зону станка.
3. Вакуумный комплекс по п. 1, отличающийся тем, что каждый перфорированный модуль выполнен в виде основания с вакуумным лабиринтом и сменной перфорированной накладки с сеткой вакуумных камер различного шага и диаметра.
| CN 101642880 A, 10.02.2010 | |||
| СБОРНО-РАЗБОРНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПЛОСКИХ ЗАГОТОВОК | 2007 |
|
RU2371294C2 |
| 0 |
|
SU166317A1 | |
| ВАКУУМНЫЙ СТОЛ | 1966 |
|
SU215707A1 |
| Вакуумный стол | 1977 |
|
SU650776A1 |
| CN 214559268 U, 02.11.2021. | |||

