Изобретение относится к электротехнологиям в металлургии и металлотрактам и, в частности, но не исключительно, к методам транспортировки расплавов между узлами плавильно-литейных комплексов с управлением температурой расплава.
Транспортные желоба предназначены для обеспечения потока жидкого металла по заданной траектории от плавильной печи, миксера, разливочного ковша и других узлов плавильно-литейного комплекса до требуемой точки слива, например, литейной машины, мульды, промежуточного оборудования (устройства фильтрации, дегазации, модифицирования) и т.д. Без применения дополнительных источников тепла, такая транспортировка неизбежно сопровождается тепловыми потерями через стенки транспортного желоба теплопроводностью и с зеркала металла конвекцией и излучением. Улучшение качества футеровки транспортного желоба и применение укрывных материалов или крышек позволяет снизить величину данных потерь. Однако, при большой длине такой транспортной линии, снижение тепловых потерь расплава до необходимого предела, без применения дополнительных источников тепла, становится затруднительным или невозможным.
Известны транспортные желоба, в которых для предварительного нагрева, применяют различные промышленные калориферы, газовые горелки и радиационные нагреватели. Как правило, данное оборудование устанавливается в откидных крышках металлотрактов.
Недостатком устройств, в которых применяются промышленные калориферы и фены (например US3525506A), является слабая теплоотдача в огнеупорную часть желоба, увеличивающая продолжительность предварительного прогрева и энергозатраты, а также низкий предел температуры воздушных потоков относительно температуры кристаллизации металлов.
Недостатком устройств, основанных на применении открытого пламени газовой горелки, является сильная неоднородность теплового потока в желоб или расплав, соответствующая форме факела. Это губительно сказывается на сроке службы огнеупорных материалов, в следствие их перегрева и неоднородного термического расширения, а также вызывает повышенную окисляемость поверхности жидкого металла, в следствие их локального перегрева до температуры интенсивного газонасыщения.
Более того, общим недостатком указанных выше устройств, является крайне низкая энергетическая эффективность без применения систем рециркуляции, рекуперации или регенерации. В свою очередь, с учетом предельных температур отходящих газов, построение таких системы в реальных условиях становится затруднительным и, как правило, экономически нецелесообразным.
Этих недостатков лишены устройства электрического нагрева с радиационным теплообменом, поскольку удается достичь высокой однородности теплового потока по сечению и практически полной однородности по длине. В свою очередь, при правильном построении конструкции и обеспечении достаточной теплоизоляции, тепловые потери теплопроводностью сводятся к минимуму, а конвективная составляющая является исключительно естественной, что значительно ниже вынужденной, характерной описанным выше аналогам.
Транспортные желоба с электрическим нагревом имеют 2 основных вида исполнения с нагревательными элементами (НЭ), расположенными в крышках над огнеупорным каналом (например US3863907A) и с НЭ расположенными непосредственно в желобе между огнеупорным каналом и кожухом (такие как RU2358831C2, RU2560811C2, US9095896B2).
Из уровня техники известно, что использование традиционных литых огнеупоров (вместо карбида кремния и графита) в качестве материалов изготовления лотка доказало свою экономическую и физическую (энергетика и прочность) эффективность. Применение слоистой структуры теплоизоляции в желобе позволяет уменьшать массогабаритные показатели, а модульная конструкция не только позволяет транспортировать металл на протяженные расстояния, но и увеличивает механическую прочность всей конструкции желоба. Кроме того, известны и транспортные желоба, предусматривающие оба варианта исполнения.
Наиболее близким к предлагаемому изобретению по технической сущности является Система обогрева устройства для обращения с расплавленным металлом (Molten metal handling device heating system) US9781776B2 содержащее внешний кожух, защитную оболочку НЭ, нагревательные элементы или нагревательные узлы с содержащимися в них спиралями сопротивления и огнеупорный корпус желоба с нижней стенкой корпуса желоба, первой боковой стенкой и второй боковой стенкой корпуса желоба.
Недостатком данного устройства является то, что при создании высокой температуры на границе, противоположной расплаву, возникает эффект формирования трещины в сторону данной границы. Усугубляется данный эффект тем что, если температура на внешней границе выше температуры кристаллизации металла, возможно аварийное протекание расплава с замыканием на нагревательные элементы. Предусмотренная защитная оболочка, как указано в описании патента, обладает низкой теплопроводностью, что снижает эффективность нагрева. Более того, такая защита не гарантирует защиту от электрического замывания и появления потенциала на расплаве и остатках, затвердевших после литья.
Главный недостаток всех вышеописанных решений заключается в высокой стоимости обслуживания и трудоёмкости ремонта при выходе из строя нагревательных элементов оборудования. Так как в большинстве случаев именно нагревательный элемент является расходным элементом в устройствах нагрева, должна быть предусмотрена быстрая и удобная замена данного узла и удешевление самого НЭ.
Задача изобретения – обеспечение эффективного предварительного прогрева огнеупорного канала перед сливом расплава, транспортировка расплава на протяженные расстояния в пределах производственного помещения с компенсацией тепловых потерь расплава, снижение общего веса, уменьшение габаритов, обеспечение удобства замены нагревательных элементов и снижение стоимости обслуживания.
Техническим результатом изобретения является снижение общей стоимости и стоимости обслуживания установки, повышение эффективности предварительного нагрева лотка, повышение срока беспрерывной работы и уменьшение массогабаритных показателей установки, удобная замена и обслуживание нагревательных элементов лотка.
Поставленная задача достигается тем, что в транспортный желоб жидкого металла c электрическим нагревом, включающем металлический кожух, футерованный внутри огнеупорным и теплоизоляционным материалом, огнеупорный канал, установленные сверху металлического кожуха по всей длине металлотракта теплоизоляционные крышки с электронагревателями, отличающемся тем, что крышки имеют несущую конструкцию в виде каркаса с прижимными пластинами и тонкий вентилируемый корпус, внутри которого расположены несколько слоев теплоизоляционного материала, нагревательные элементы и датчики контроля температуры, при этом крышки крепятся к металлическому кожуху с помощью кронштейнов с быстросъемным креплением.
Нагревательные элементы могут быть выполнены в виде вмурованной в формованный электроизоляционный слой теплоизоляции спирали сопротивления.
Нагревательные элементы могут быть выполнены в виде «нагревательных ковриков» - гибкой спирали сопротивления, протянутой в термостойкие электроизоляторы расположенные в шахматном порядке, образуя единый НЭ.
Нагревательные элементы могут быть выполнены в виде вмурованной в керамический блок спирали сопротивления.
Нагревательные элементы могут быть выполнены в виде спирали, с одной стороны, уложенной в пазы в формованном электроизоляционном слое и, с другой стороны, закрытой кварцевым стеклом, которое, в свою очередь, фиксируется прижимными пластинами.
Нагревательные элементы могут быть выполнены в виде наполовину вмурованной в керамический блок или формованный электроизоляционный слой теплоизоляции, тем самым образуя спираль полуоткрытого типа.
Крышка может быть снабжена уплотнительными элементами, расположенными вдоль желоба между крышкой и металлическими кожухом, а также поперек желоба непосредственно между крышками.
Желоб может состоять из нескольких соединенных между собой секций, образующих единую жесткую конструкцию.
Кронштейн может быть выполнен в различных конфигурациях, учитывающих полностью ручное поднимание крышки, полуавтоматическое поднятие крышки с помощью амортизаторов и полностью автоматическое приводное открытие крышки.
Благодаря использованию несущей конструкции в виде каркаса с прижимными пластинами и тонким вентилируемым корпусом обеспечивается уменьшение массогабаритных показателей установки и затраты на огнеупорную сталь.
Прижимные пластины позволяют использовать любой электрический нагревательный элемент, а правильный выбор их расположения обеспечивает быструю и удобную замену только НЭ без демонтажа желоба, крышки или каких-либо внутренних ее компонентов.
Клеммный бокс обеспечивает быстрое отключение крышки от питающей сети, подключение НЭ и крышек в необходимую схему соединения. Вне зависимости от выбранной конфигурации датчика температуры информационный сигнал поступает через клеммный бокс в быстросъёмное электрическое соединение.
Использование формованной теплоизоляции позволяет избавиться от применения огнеупорных элементов в крышке, что так же уменьшает массогабаритные показатели и облегчает проведение ее капитального ремонта. При необходимости уменьшения проникновения внешней воздушной среды возможно дополнение прижимных пластин и корпуса специальными уплотнительными элементами.
Выполнение желоба из нескольких соединенных между собой секций упрощает его монтаж в случаях транспортировки расплава на протяженные расстояния.
Все вышеописанные преимущества позволяют добиться снижения стоимости оснащения и стоимости обслуживания литейной линии.
Предложенные виды исполнения НЭ обеспечивают равномерный прогрев огнеупорного канала, а датчик температуры позволяет реализовать эффективное автоматическое регулирование мощности установки в различных режимах и стадиях работы литейного агрегата.
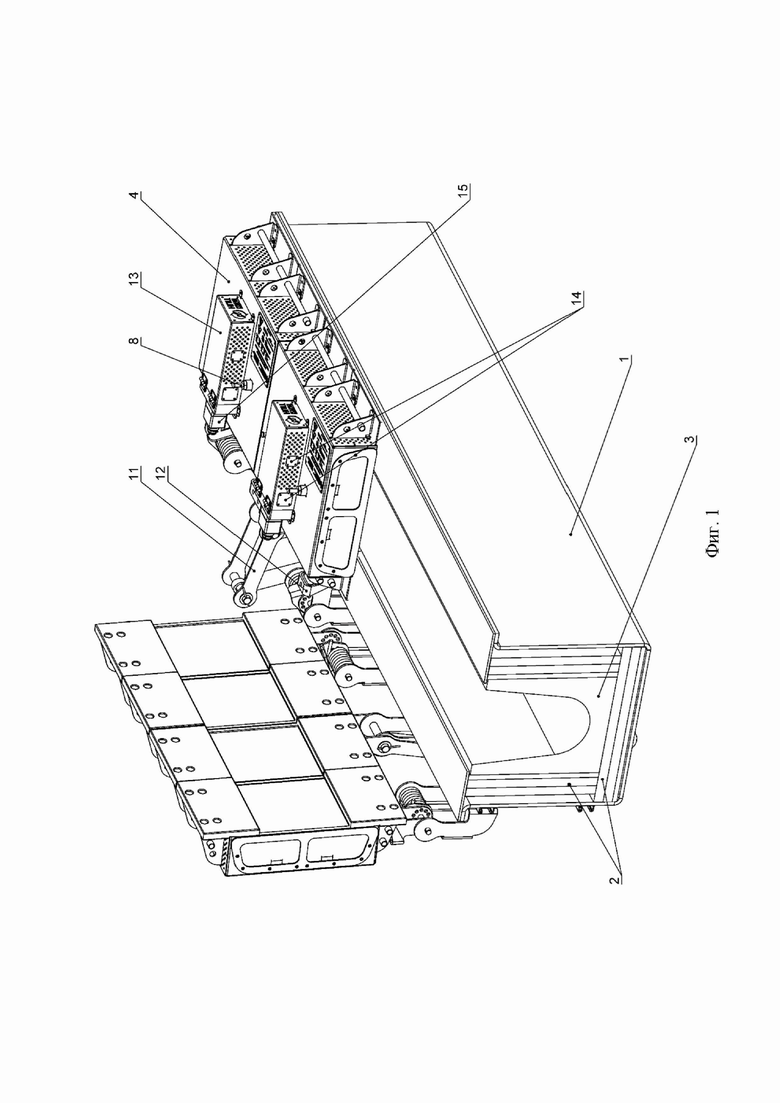
На фиг. 1 схематично представлен предлагаемый транспортный желоб жидкого металла c электрическим нагревом.
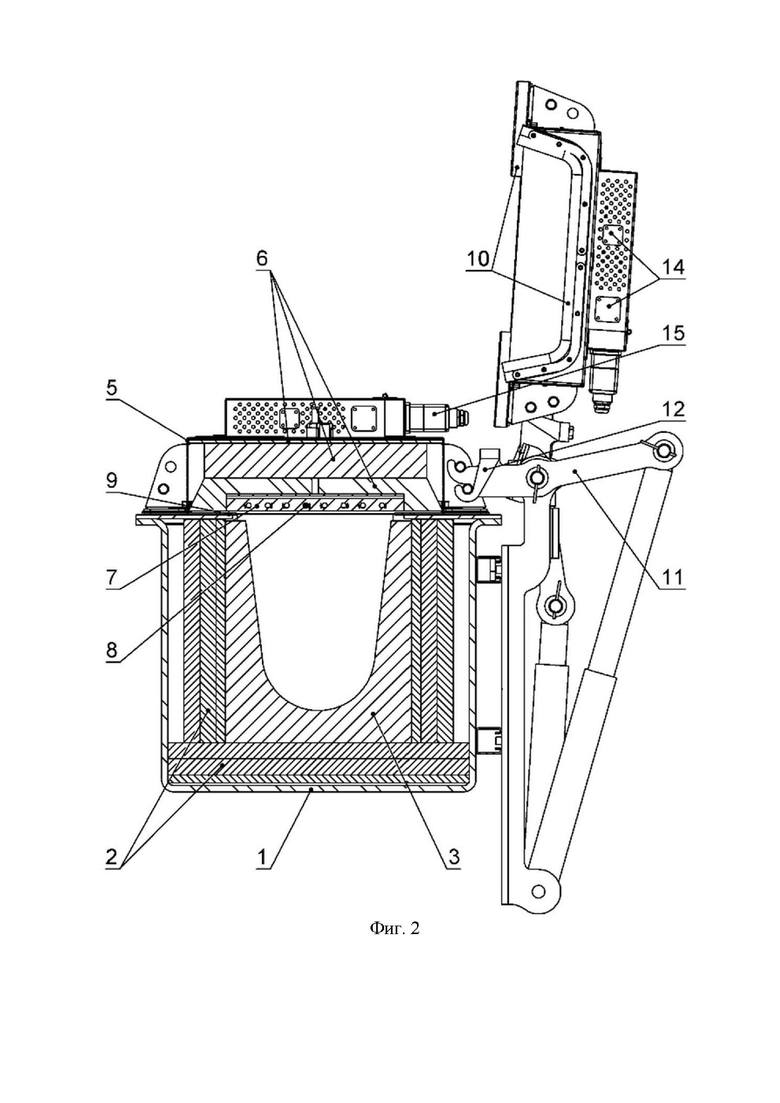
На фиг. 2 схематично представлен предлагаемый транспортный желоб жидкого металла c электрическим нагревом.
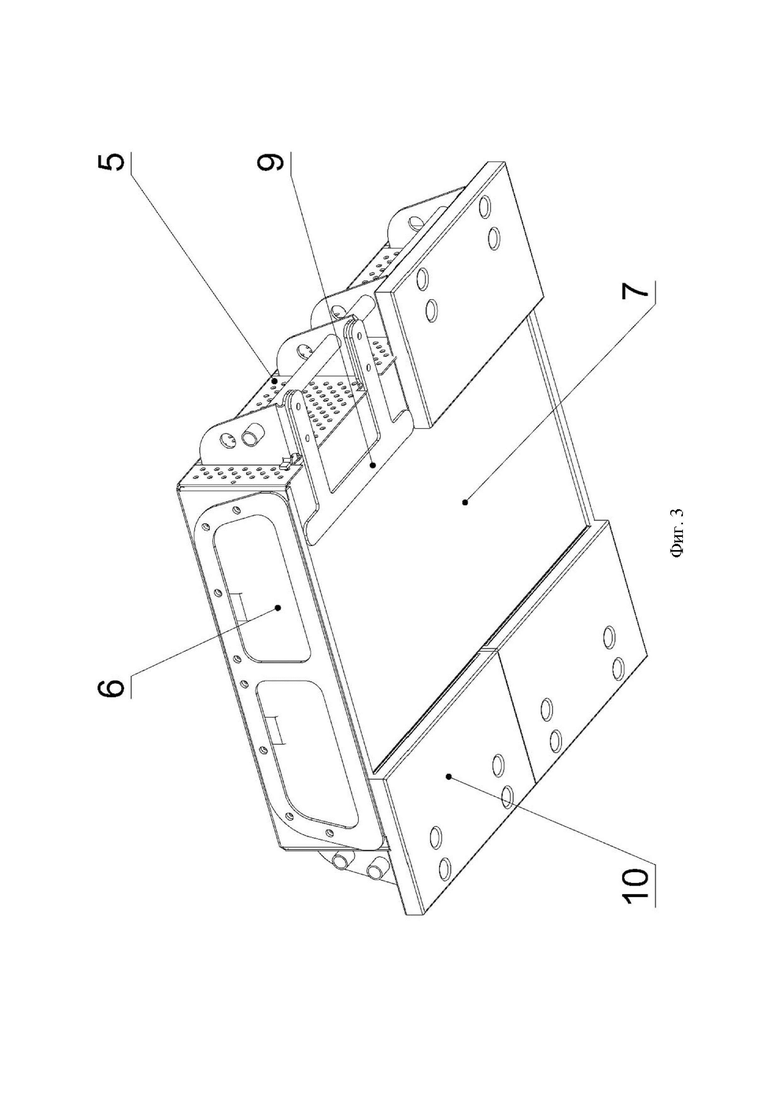
На фиг. 3 схематично представлена крышка с НЭ в виде вмурованной в формованный электроизоляционный слой теплоизоляции спирали сопротивления.
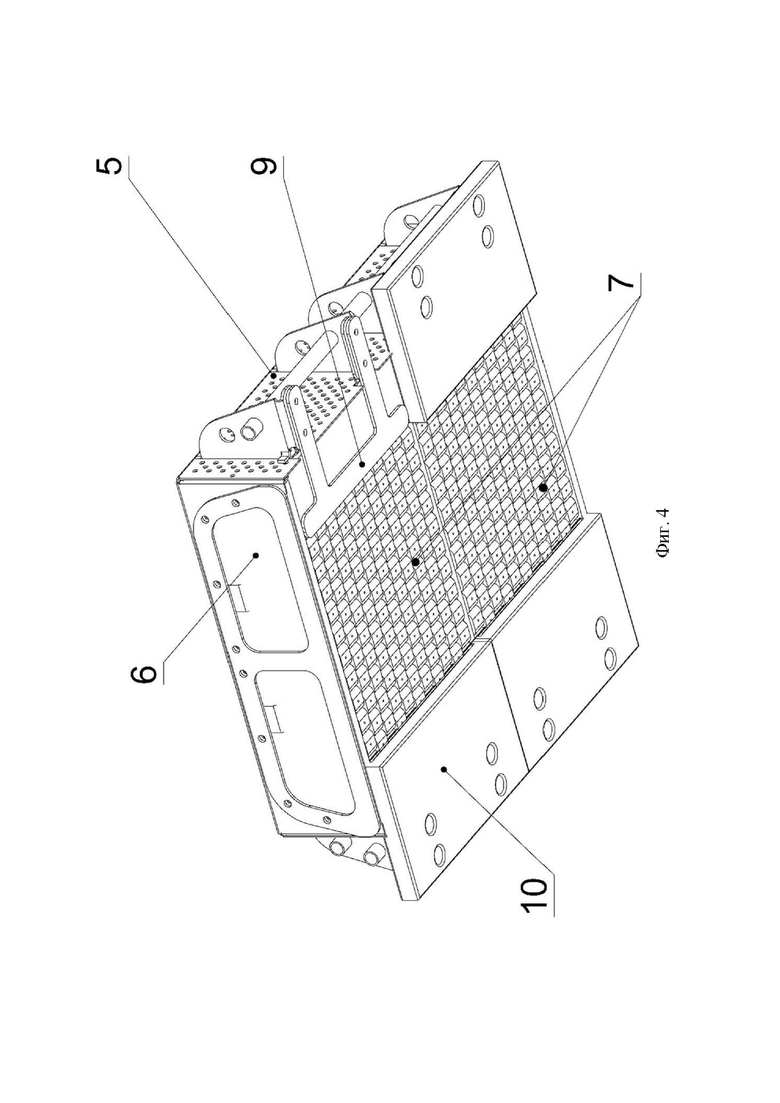
На фиг. 4 схематично представлена крышка с НЭ в виде «нагревательных ковриков» - гибкой спирали сопротивления, протянутой в термостойкие электроизоляторы расположенные в шахматном порядке, образуя единый НЭ.
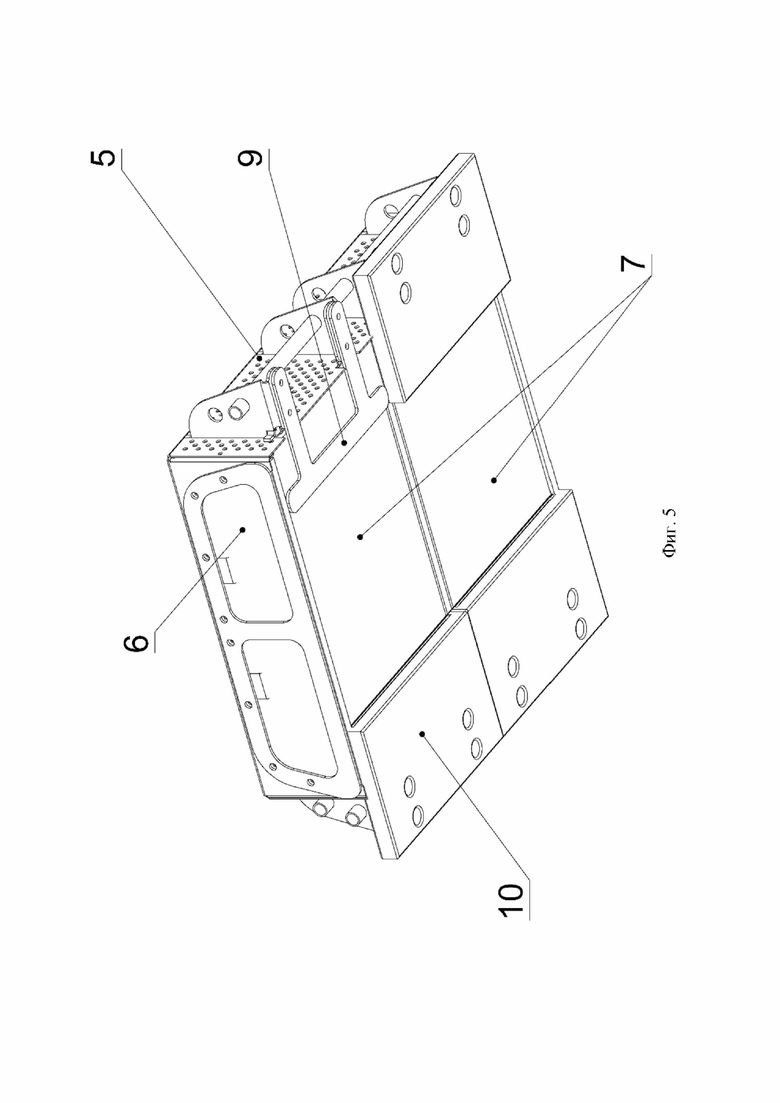
На фиг. 5 схематично представлена крышка с НЭ в виде вмурованной в керамический блок спирали сопротивления.
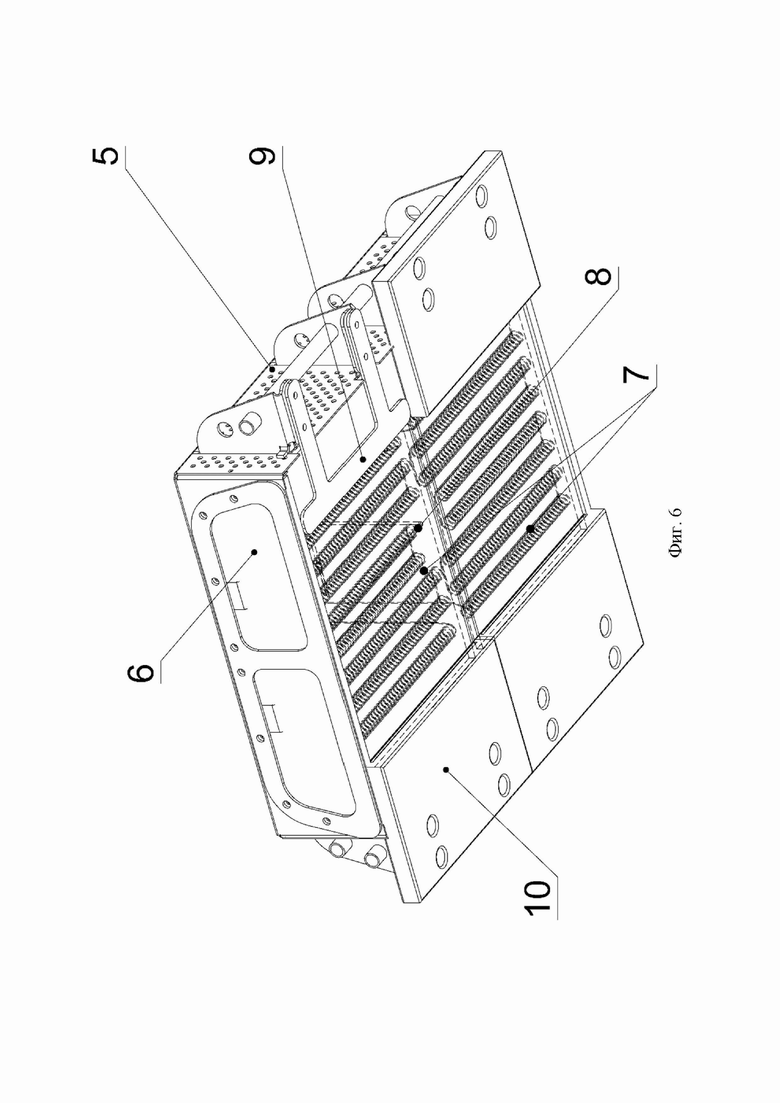
На фиг. 6 схематично представлена крышка с НЭ в виде уложенной в пазы, в формованном электроизоляционном слое теплоизоляции, спирали сопротивления прижатой прижимными пластинами кварцевым стеклом.
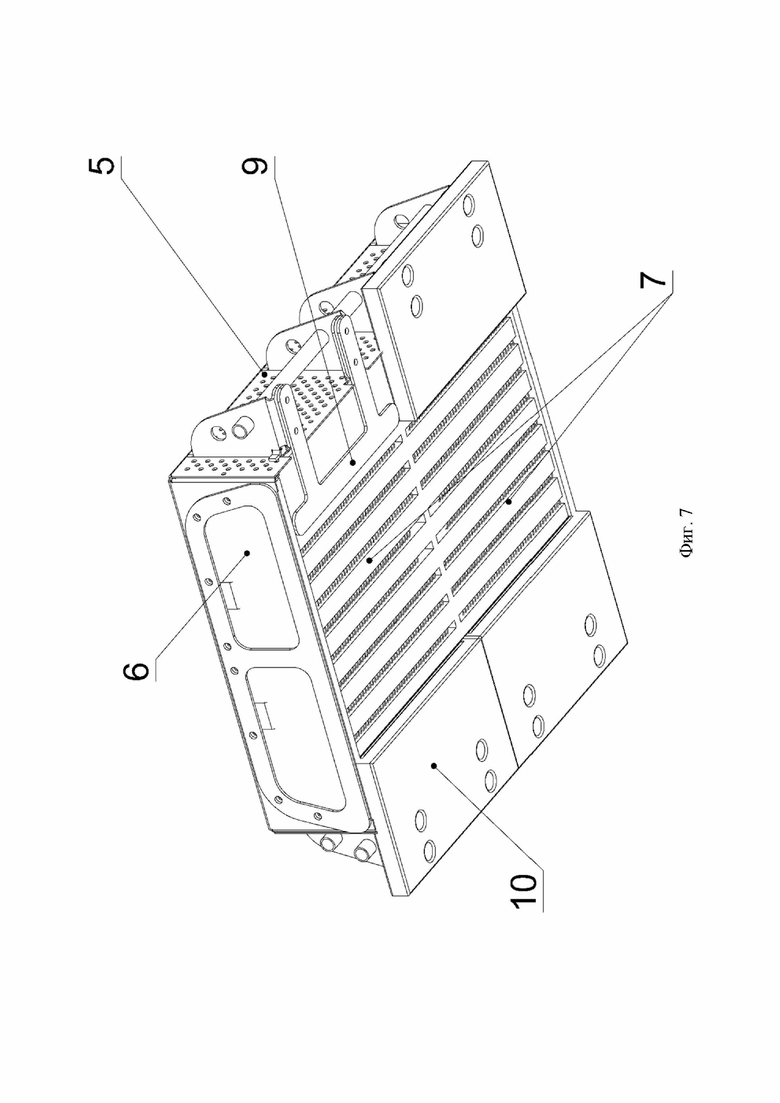
На фиг. 7 схематично представлена крышка с НЭ в виде уложенной наполовину вмурованной в керамический блок или формованный электроизоляционный слой теплоизоляции, тем самым образуя спираль полуоткрытого типа.
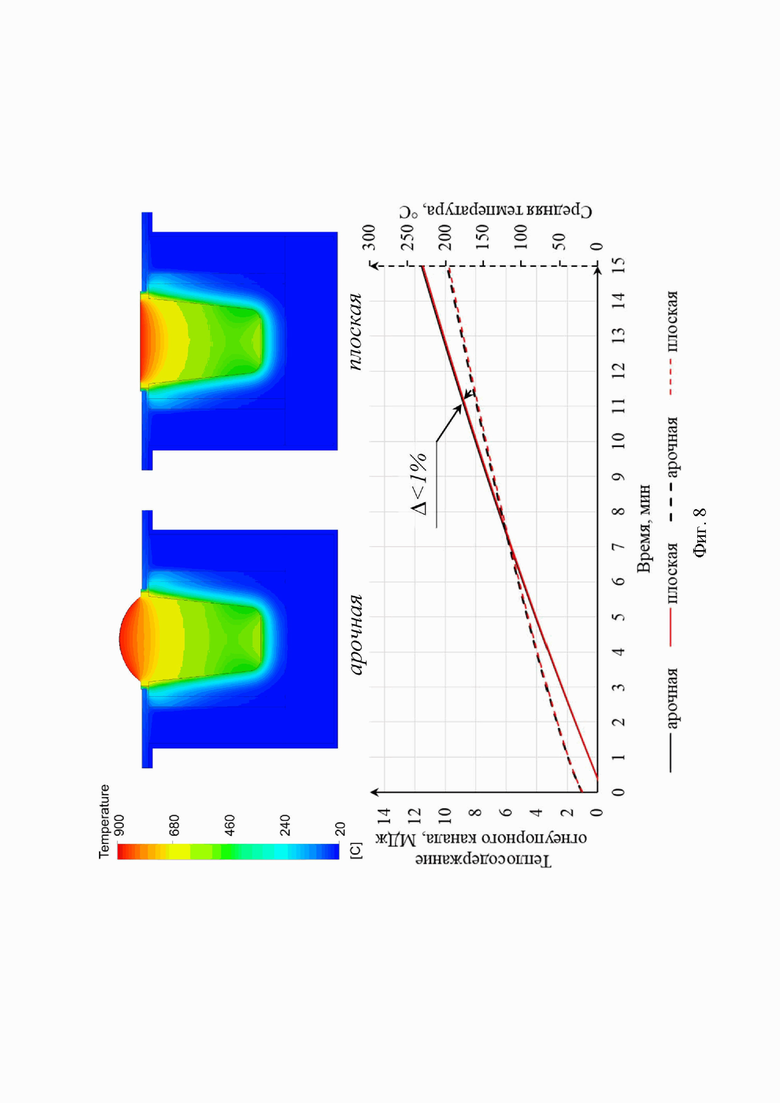
На фиг. 8 представлены результаты статического расчета желоба с арочным НЭ и плоским НЭ, а также графики теплосодержания и средней температуры огнеупорного канала.
Транспортный желоб жидкого металла c электрическим нагревом включает металлический кожух (корпус) 1, в котором уложено несколько слоев теплоизоляции 2 и на них установлен огнеупорный канал (канал для транспортировки расплава) 3, сверху установлены крышки прогрева 4.
Каждая крышка состоит из тонкого вентилируемого корпуса 5, нескольких слоев теплоизоляции 6, двух нагревательных элементов 7, датчиков контроля температуры 8, прижимных пластин 9 и, если необходимо, уплотнительными элементами 10. Крышки крепятся на корпус 1 с помощью кронштейнов 11 и быстросъёмных соединений 12.
На каждой крышке установлен клеммный бокс 13 в котором предусмотрено электрическое соединение 14 крышек между собой. Подача электропитания и регулирование мощности, с передачей информационного сигнала от датчиков, происходит через быстросъёмное электрическое соединение 15.
Транспортный желоб жидкого металла c электрическим нагревом работает следующим образом.
Перед началом литья крышки 4 опускаются на огнеупорный канал 3, нагреватели 7 включаются на максимальную мощность, для наиболее быстрого нагрева огнеупорного канала 3, или установленную мощность, в случае внешних ограничений. По достижении нагревателем 7 номинальной температуры, контролируемой температурным датчиком 8, мощность начинает автоматически регулироваться, обеспечивая постоянную температуру и максимальный тепловой поток, соответствующий стадии прогрева. Прогрев считается завершенным, когда температура огнеупорного канала 3 приближается к температуре литья. Например, для расплава алюминия эта температура около 730°C. Предварительный нагрев огнеупорного канала 3 перед транспортировкой расплава позволяет снизить динамические тепловые потери расплава в начале литья и уменьшить термоудары огнеупоров, повышая срок их эксплуатации.
Затем, из начального узла плавильно-литейного комплекса (раздаточного лотка, летки плавильной печи или миксера и т.д.) в транспортный желоб жидкого металла c электрическим нагревом подается расплав, который движется до точки слива (литейном машины, внепечных устройств или других узлов). По мере движения расплава его температура снижается в зависимости от величины расхода, а также мощности динамических (определяются теплосодержанием огнеупора) и стационарных тепловых потерь (определяют качеством теплоизоляции линии).
Для компенсации потерь в расплаве, на протяжении всей длинны, установлены крышки 4 с электронагревателями 7, которые могут иметь как общее, так и независимое регулирование, в зависимости от модификации и требований производства. Кроме того, крышка 7 может быть оснащена дополнительными уплотнительными элементами (как продольными, так и поперечными) 10, которые так же снижают тепловые потери при транспортировке расплава. Фиксирование температуры в момент работы нагревателя 7 предусмотрено температурными датчиками 8 которые имеют два варианта исполнения – внутреннее и наружное. При наружном исполнении сигнал термопары передаётся по слаботочному кабелю через электрическое соединение 14 в быстросъёмное электрическое соединение 15.
Нагревательные элементы 7 подключены к общему или независимому источнику питания через быстросъёмное электрическое соединение 15. В зависимости от необходимой мощности нагрева в клеммном боксе 13 может быть собрана одна из трех схем питания нагревательных элементов: параллельная, последовательная или последовательно – параллельная (при длине крышек более 1м). Так же в клеммном боксе 13 осуществляется соединение смежных крышек 4 через электрическое соединение 14. При подаче напряжения на спираль нагревательного элемента 7 возникает электрический ток и выделяется тепло по закону Джоуля – Ленца. Вне зависимости от конструкции нагревательного элемента 7 основной энергообмен происходит за счет лучистого теплообмена и значительно меньшую долю составляет конвективная составляющая.
Поворотный механизм 11 (ручной, ручной амортизированных, автоматический с электро-, пневмно- или гидроприводом) позволяет откинуть крышки и предоставить доступ к обслуживанию огнеупорного канала между литейными циклами. Съемная прижимная пластина 9 позволяет осуществить локальный демонтаж вышедшего из строя нагревательного элемента 7. Быстросъёмные соединения 12 крышки 4 с поворотным механизмом 11, позволяют демонтировать крышку 4 целиком, в том числе в открытом состоянии. Секционное исполнение транспортного желоба позволяет быстро заменить одну секцию, при повреждениях огнеупорного канала 3. Совокупность данных решений обеспечивает быстроту ремонта и демонтажа для сокращения простоя литейного агрегата.
При транспортировке расплава на протяженные расстояния используется секционная система последовательного крепления одинаковых желобов до достижения требуемой длины. Это обеспечивает механическую надежность конструкции и удобство монтажа и обслуживании транспортной линии.
Также, из уровня техники известно, что своды в печах, в связи с особенностью кирпичной кладки, имеют арочную форму. Соответственно, навесные нагревательные элементы в печах также расположены по дуге. Однако, современные материалы позволяют изготовить монолитную конструкцию практически любой формы, тем более при малых габаритах. В связи с чем, в рамках данного решения сделан отказ в пользу плоской поверхности нагревательного элемента для упрощения конструкции, снижения массогабаритных показателей и повышения удобства обслуживания. На фигуре 8 приведена выдержка из теоретических исследований, посвящённых данному вопросу и доказывающих сохранение эффективного теплового потока, независимо от формы излучающей поверхности.
В рамках лабораторных и промышленных испытаний была показана сравнительная эффективность предлагаемого оборудования как для предварительного нагрева линии литейных желобов, так и для компенсации тепловых потерь расплава в стадии литья. Испытаний проводились для огнеупорного блока литейного канала массой 72 кг на 1 метр. Для нагрева использовалась представленная в описании крышка электрического нагрева с нагревателем закрытого типа (керамический нагреватель). Начальная мощность нагрева составляла 12 кВт на метр с дальнейшим ПИД регулированием. Целевая температура 700°С на внутренней поверхности желоба была достигнута на 150 минуте нагрева. В этот момент мощность составляла 5.5 кВт на метр. Обслуживание и эксплуатация оборудования показали высокую ремонтопригодность и простоту монтажа как на новые линии, так и при модернизации существующих, в том числе с привязкой к функционирующим системам позиционирования и электропитания.
Поскольку изобретение было описано достаточно подробно, специалистам в данной области техники будет очевидно, что оно может быть изменено многими способами, не выходя за рамки сущности и объема изобретения. Предполагается, что все такие модификации включены в объем прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖЕЛОБ С РАДИАЦИОННЫМ НАГРЕВОМ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2018 |
|
RU2691827C1 |
| НАГРЕВАЕМЫЙ ЖЕЛОБ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2022 |
|
RU2786560C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2024 |
|
RU2827010C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2023 |
|
RU2806671C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2008 |
|
RU2397040C2 |
| Устройство для фильтрации алюминия и его сплавов | 2022 |
|
RU2798094C1 |
| СОСУД ДЛЯ СОДЕРЖАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА, ИМЕЮЩИЙ СКВОЗНУЮ ВЕНТИЛЯЦИЮ | 2010 |
|
RU2549232C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЬНОГО УСТРОЙСТВА ДЛЯ ПЕРЕМЕЩЕНИЯ ЖИДКОГО МЕТАЛЛА И НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ЖИДКОГО МЕТАЛЛА, ИЗГОТОВЛЕННОЕ ДАННЫМ СПОСОБОМ | 1995 |
|
RU2107237C1 |
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ РАЗЛИВКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2006 |
|
RU2339886C2 |
| НАГРЕВАТЕЛЬ ЗАЩИЩЕННОГО ТИПА | 2008 |
|
RU2375848C1 |
Изобретение относится к области металлургии. Транспортный желоб c электрическим нагревом для жидкого металла содержит металлический кожух с футеровкой из огнеупорного и теплоизоляционного материалов и с огнеупорным каналом и теплоизоляционные крышки с электронагревателями, установленные сверху металлического кожуха по всей длине металлотракта. Теплоизоляционные крышки содержат несущую конструкцию с прижимными пластинами и вентилируемый корпус и закреплены на металлическом кожухе посредством кронштейнов с быстросъемным креплением. Внутри корпуса расположены несколько слоев теплоизоляционного материала, нагревательные элементы и датчики контроля температуры. Прижимные пластины фиксируют нагревательные элементы в корпусе. Обеспечивается повышение срока беспрерывной работы, уменьшение массогабаритных показателей, удобство замены и обслуживания нагревательных элементов. 8 з.п. ф-лы, 8 ил.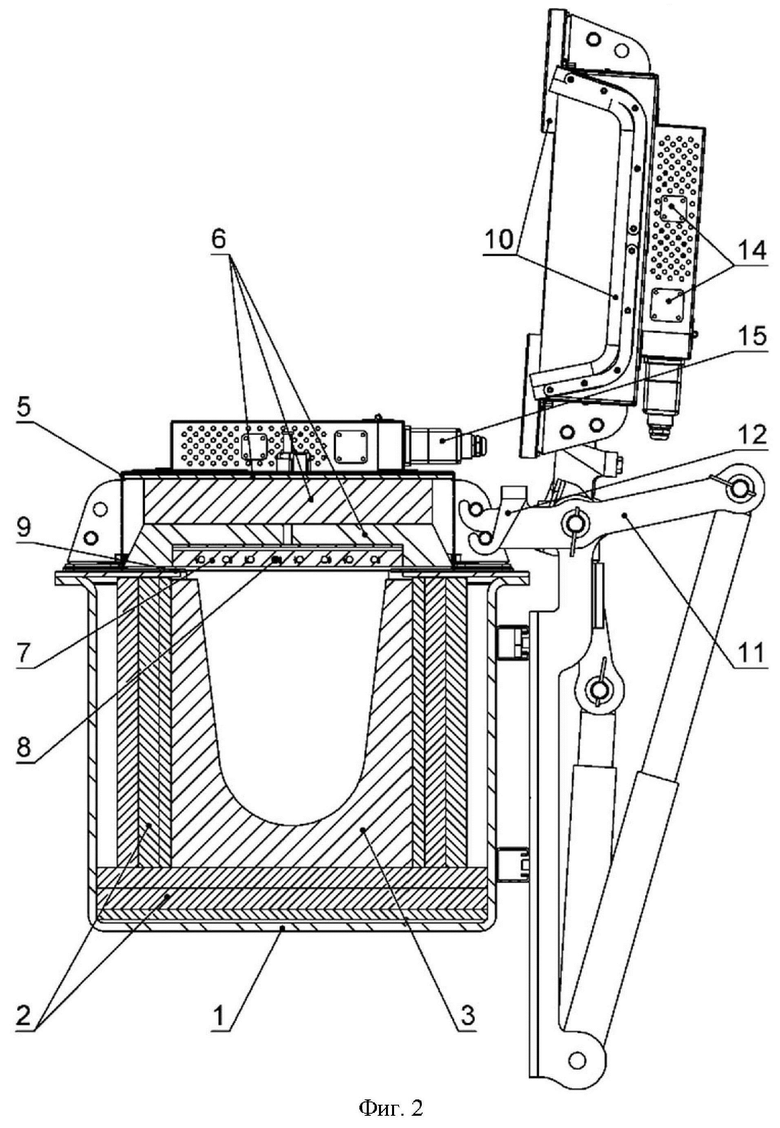
1. Транспортный желоб c электрическим нагревом для жидкого металла, содержащий металлический кожух с футеровкой из огнеупорного и теплоизоляционного материалов и с огнеупорным каналом, теплоизоляционные крышки с электронагревателями, установленные сверху металлического кожуха по всей длине металлотракта, отличающийся тем, что теплоизоляционные крышки содержат несущую конструкцию с прижимными пластинами и вентилируемый корпус, внутри которого расположены несколько слоев теплоизоляционного материала, нагревательные элементы и датчики контроля температуры, при этом прижимные пластины выполнены с возможностью фиксирования нагревательных элементов в вентилируемом корпусе, а теплоизоляционные крышки закреплены на металлическом кожухе посредством кронштейнов с быстросъемным креплением.
2. Транспортный желоб по п. 1, отличающийся тем, что нагревательные элементы выполнены в виде спирали сопротивления, вмурованной в формованный электроизоляционный слой теплоизоляции.
3. Транспортный желоб по п. 1, отличающийся тем, что нагревательные элементы выполнены в виде спирали сопротивления, вмурованной в керамический блок.
4. Транспортный желоб по п. 1, отличающийся тем, что нагревательные элементы выполнены в виде нагревательных ковриков, содержащих гибкую спираль сопротивления, установленную в термостойкие электроизоляторы, расположенные в шахматном порядке, с образованием единого нагревательного элемента.
5. Транспортный желоб по п. 1, отличающийся тем, что нагревательные элементы выполнены в виде спирали, уложенной одной стороной в пазы в формованном электроизоляционном слое, а с другой стороны закрытой кварцевым стеклом, которое зафиксировано прижимными пластинами.
6. Транспортный желоб по п. 2 или 3, отличающийся тем, что нагревательные элементы выполнены в виде спирали, вмурованной в керамический блок или формованный электроизоляционный слой теплоизоляции наполовину, с образованием нагревательного элемента полуоткрытого типа.
7. Транспортный желоб по п. 1, отличающийся тем, что он снабжен уплотнительными элементами, размещенными вдоль транспортного желоба между теплоизоляционной крышкой и металлическими кожухом, и поперек транспортного желоба – между теплоизоляционными крышками.
8. Транспортный желоб по п. 1, отличающийся тем, что он состоит из нескольких соединенных между собой секций.
9. Транспортный желоб по п. 1, отличающийся тем, что кронштейн выполнен в конфигурации, соответствующей режиму открытия теплоизоляционной крышки: полностью ручного, полуавтоматического с помощью амортизаторов или полностью автоматического приводного.
| ЛОПАСТНОЕ КОЛЕСО ДЛЯ ЦЕНТРОБЕЖНОГО ВЕНТИЛЯТОРА | 1927 |
|
SU10006A1 |
| Желоб для транспортировки жидкогоМЕТАллА | 1979 |
|
SU839668A1 |
| ЖЕЛОБ С РАДИАЦИОННЫМ НАГРЕВОМ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2018 |
|
RU2691827C1 |
| US 9781776 B2, 03.10.2017 | |||
| Фотоэлектрическое устройство для ориентировки слепых | 1947 |
|
SU70173A1 |
| JP 7100630 A, 18.04.1995. | |||

