Изобретение относится к производству железобетонных изделий, в частности железобетонных шпал, и может быть использовано для нанесения смазки на поверхности форм.
Известно устройство для смазки поверхностей форм, содержащее раму, насос с приводом для подачи смазки из системы размещения смазки, удочку и форсунку для нанесения смазки. Устройство дополнительно снабжено регулировочным клапаном давления, обеспеченным байпасной линией, связанной с насосом, удочкой и системой размещения смазки, а форсунка выполнена с пропускным отверстием диаметром 0,18-1,10 мм (по патенту RU128550, B28B 7/00, B05B 17/00, опубл. 27.05.2013).
Недостатком известного решения является низкая автоматизация процесса, связанная с необходимостью ручного направления форсунки на поверхности формы при нанесении смазки.
Известен способ распалубки блоков из ячеистого бетона заключается в загрузке формы в пресс при помощи штабелера, выпрессовке и укладке готовых блоков на поддоны, смазке форм. В качестве форм для блоков используют неразборные формы со съемным дном. После загрузки формы в пресс съемное дно убирают, под форму устанавливают штабелер с европоддоном, на который выпрессовывают блоки. Смазку формы осуществляют при ее движении в процессе выпрессовки блоков на европоддон за счет расположения на верхнем упоре каждого блока пропитанной смазкой войлочной манжеты (по патенту RU2304045, B28B 13/06, опубл. 10.08.2007).
Недостатком известного способа является невозможность его применения к формам больших размеров, а также неравномерность нанесения и перерасход смазки.
Известен агрегат для орошения форм, содержащий каркас, имеющий форму параллелепипеда, внутри которого расположена емкость с разделительной жидкостью, соединенная посредством трубопровода с форсунками для орошения форм, насос, выполненный с возможностью подачи разделительной жидкости из емкости к форсункам, сточный лоток для стекания излишек разделительной жидкости, крышку для улавливания разделительной жидкости, закрепленную на каркасе. Причем между каркасом и крышкой расположен наклонный рольганг для передвижения форм в зону орошения, на котором установлено устройство управления подачей разделительной жидкости, выполненное с возможностью подачи управляющего сигнала на насос (по патенту RU219809, B28B 7/38, опубл. 08.08.2023).
Недостатком известного агрегата является то, что он выполнен стационарным. Формы подаются в зону орошения по рольгангу, что накладывает ограничения на размер и массу форм.
Наиболее близким техническим решением является устройство для смазки поверхности форм, содержащее самоходный портал, несущий узел подачи и распыления смазки с форсунками. Устройство снабжено прикрепленными с двух сторон к порталу поворотными раздвижными секционными кожухами с установленными в каждой секции форсунками-генераторами тумана и уплотняющими элементами по периметру кожухов, контактирующими с бортами формы. Причем кожухи соединены с размещенным на портале механизмом их подъема-опускания и поворота в вертикальной плоскости (по патенту SU1719213, B28B 7/38, опубл. 15.03.1992).
Недостатком данного устройства является то, что в процессе нанесения смазки форсунки находятся в статичном положении относительно формы, что не позволит обеспечить достаточную равномерность нанесения смазки на поверхности формы. Также недостатком являются большие габариты, а, следовательно, и масса устройства, связанная с наличием раздвижных секционных кожухов.
Технический результат предлагаемого изобретения состоит в обеспечении равномерного нанесения смазки на поверхности формы для изготовления железобетонных шпал, автоматизации процесса, снижении трудоемкости и повышении безопасности.
Указанный технический результат достигается тем, что установка для нанесения смазки на форму для изготовления железобетонных шпал состоит из рамы, включающей в себя две вертикальные стойки, установленные на роликовые опоры и соединенные в верхней части основанием, на котором установлены мотор-редуктор, связанный с роликовыми опорами, и емкость для смазки, и отличается тем, что снизу на основании между стойками закреплены попарно друг напротив друга фронтальные защитные экраны и продольные защитные экраны, фронтальные защитные экраны имеют контур, повторяющий контур ручьев формы для изготовления железобетонных шпал в поперечном направлении, продольные защитные экраны расположены на расстоянии примерно соответствующем ширине формы для изготовления железобетонных шпал, между защитными экранами установлены две форсунки, направленные вниз и расположенные симметрично относительно продольной оси рамы.
Кроме того, на основании может быть установлен фильтр для улавливания паров смазки при распылении.
Кроме того, защитные экраны могут быть выполнены из брезента.
Кроме того, емкость для смазки может быть выполнена съемной.
Изобретение поясняется чертежами, на которых изображен частный случай его реализации:
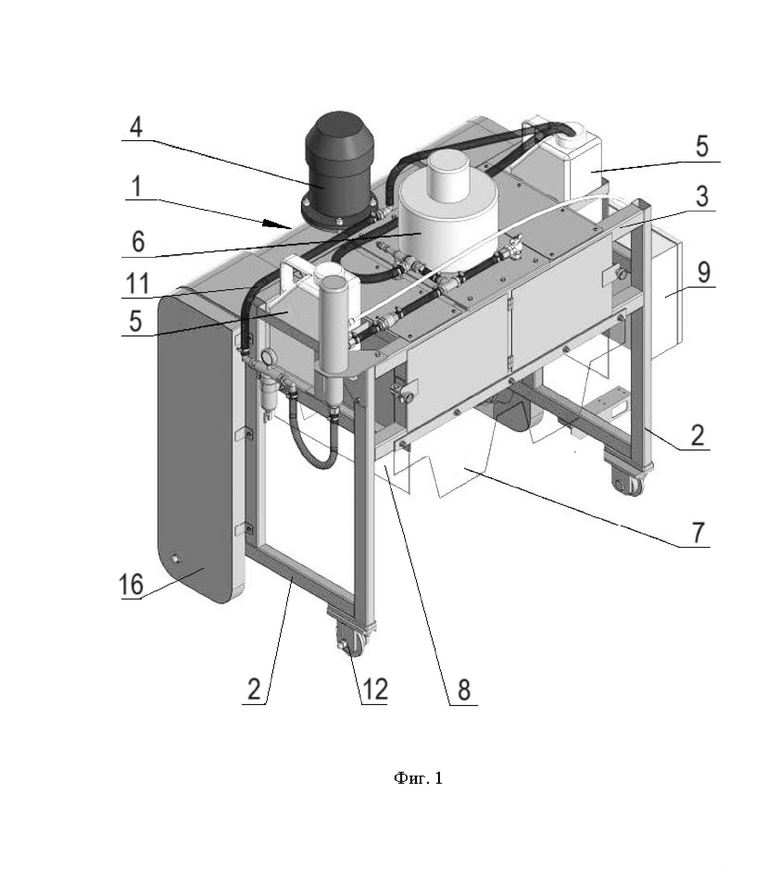
Фиг. 1 - установка для нанесения смазки, аксонометрия;
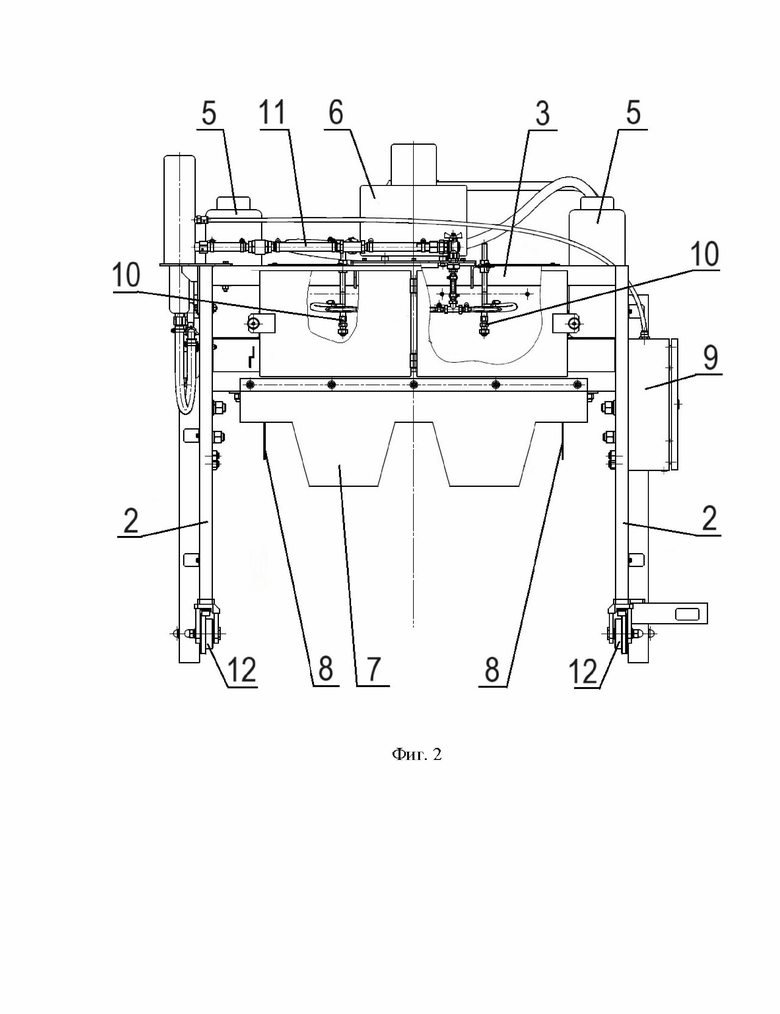
Фиг. 2 - установка для нанесения смазки, вид спереди;
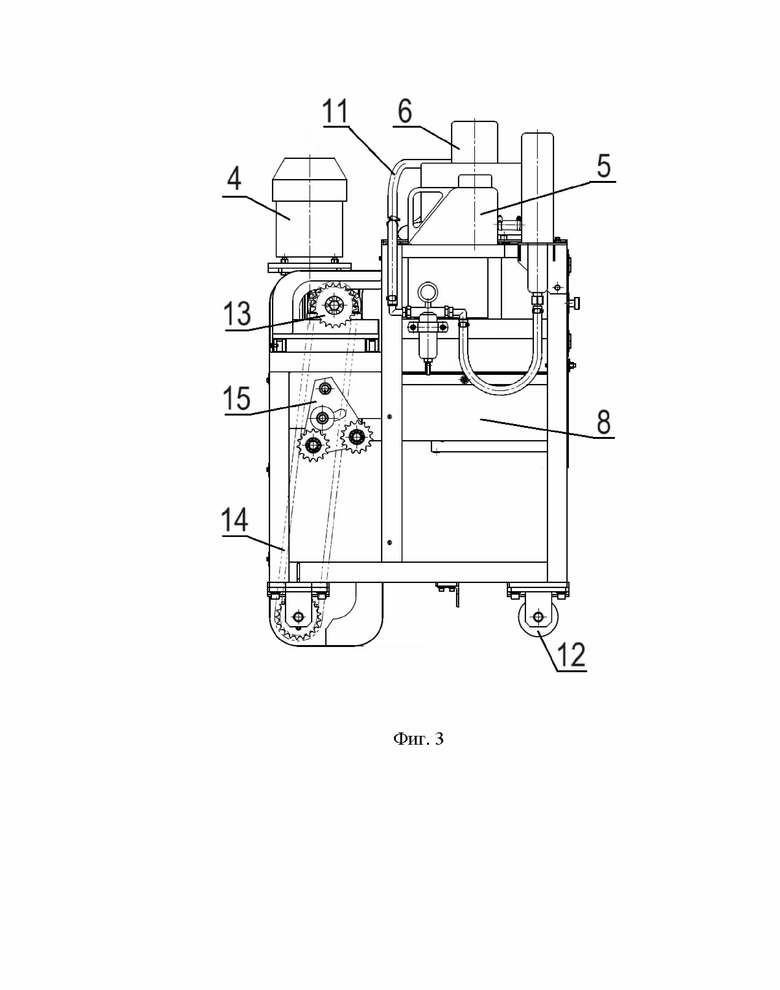
Фиг. 3 - установка для нанесения смазки, вид сбоку.
Установка для нанесения смазки на форму для изготовления железобетонных шпал состоит из рамы 1 (фиг. 1), включающей в себя две вертикальные стойки 2, соединенные в верхней части основанием 3. На основании установлен мотор-редуктор 4, емкости для смазки 5 и фильтр 6 для улавливания паров смазки при распылении. Снизу на основании 3 между вертикальными стойками 2 закреплены попарно друг напротив друга фронтальные защитные экраны 7 и продольные защитные экраны 8. Фронтальные защитные экраны 7 имеют контур, повторяющий контур ручьев формы для изготовления железобетонных шпал (на фиг. не показаны) в поперечном направлении. Продольные защитные экраны 8 расположены на расстоянии, примерно соответствующем ширине формы для изготовления железобетонных шпал. Управление работой установки осуществляется пультом управления 9. В качестве емкостей 5 используют канистры, которые после полного расхода смазки заменяют на новые.
Между защитными экранами 7 и 8 установлены две форсунки 10 (фиг. 2), направленные вниз и расположенные симметрично относительно продольной оси рамы 1. Подача смазки из емкости для смазки 5 осуществляется по рукавам 11.
Снизу на вертикальных стойках 2 установлены роликовые опоры 12 (фиг. 3). Мотор-редуктор 4 связан цепной передачей 13 с одной из пар роликовых опор 12. Цепь 14 цепной передачи 13 натягивается при помощи механизма натяжения цепи 15. Цепные передачи 13 закрыты защитными кожухами 16.
Применение.
Установка для нанесения смазки на форму для изготовления железобетонных шпал работает следующим образом. Установка над устанавливается формой (на фиг. не показаны), содержащей два параллельных ручья таким образом, что форма располагается между вертикальными стойками 2 так, что продольные защитные экраны 8 располагаются по бокам формы, фронтальные защитные экраны 7 повторяют форму ручьев формы, каждая форсунка 10 располагаются над ручьем формы. Установка перемещается вдоль формы на роликовых опорах 12 по направляющим, расположенным с каждой стороны формы. Одновременно с перемещением установки осуществляется разбрызгивание смазки из форсунок 10. Равномерное движение установки обеспечивает равномерное нанесение смазки на поверхности обоих ручьев формы одновременно. Защитные экраны 7 и 8 исключают потери смазки, также обеспечивая её равномерное нанесение на поверхности ручьев.
Фильтр 6 для улавливания паров смазки при распылении снижает выбросы смазки, повышая безопасность процесса.
Выполнение защитных экранов 7 и 8 из брезента позволяет легко извлекать форму из-под установки и заменять на следующую. А также исключает повреждение формы при движении установки и контакте экранов с формой.
Работа установки может осуществляться как в ручном, так и в автоматическом режиме.
Таким образом, предложенное техническое решение обеспечивает равномерное нанесение смазки на поверхности формы для изготовления железобетонных шпал, автоматизацию процесса, снижение трудоемкости и повышение безопасности, и тем самым позволяет достигнуть заявленного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитный блок двигателя самолета от попадания посторонних предметов и птиц | 2017 |
|
RU2666081C1 |
| Горизонтальный инициирующий экран для защиты железнодорожного тоннеля | 2022 |
|
RU2797171C1 |
| Контейнерное фортификационное сооружение | 2022 |
|
RU2797515C1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2293652C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВКИ СТЕКЛЯННЫХ ФЛАКОНОВ | 2012 |
|
RU2535570C2 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА И ДЕМОНТАЖА ЭЛЕМЕНТОВ РЕЛЬСОВЫХ КРЕПЛЕНИЙ | 2017 |
|
RU2656740C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРОВАНИЯ ЖИДКОСТИ | 2007 |
|
RU2355461C2 |
| Складной защитный барьер | 2021 |
|
RU2775920C1 |
| ГИДРОВЕТРОСОЛНЕЧНЫЙ ЭНЕРГЕТИЧЕСКИЙ МОДУЛЬ (ВАРИАНТЫ) | 2023 |
|
RU2828657C1 |
Изобретение относится к производству железобетонных изделий, в частности железобетонных шпал, и может быть использовано для нанесения смазки на поверхности форм. Установка состоит из рамы, включающей в себя две вертикальные стойки, установленные на роликовые опоры и соединенные в верхней части основанием, на котором установлены мотор-редуктор, связанный с роликовыми опорами, и емкость для смазки. При этом снизу на основании между стойками закреплены попарно друг напротив друга фронтальные защитные экраны и продольные защитные экраны. Фронтальные защитные экраны имеют контур, повторяющий контур ручьев формы для изготовления железобетонных шпал в поперечном направлении. Продольные защитные экраны расположены на расстоянии, соответствующем ширине формы для изготовления железобетонных шпал. Между защитными экранами установлены две форсунки, направленные вниз и расположенные симметрично относительно продольной оси рамы. Техническим результатом является повышение эффективности равномерного нанесения смазки на поверхности формы для изготовления железобетонных шпал, автоматизация процесса, снижение трудоемкости и повышение безопасности. 3 з.п. ф-лы, 3 ил.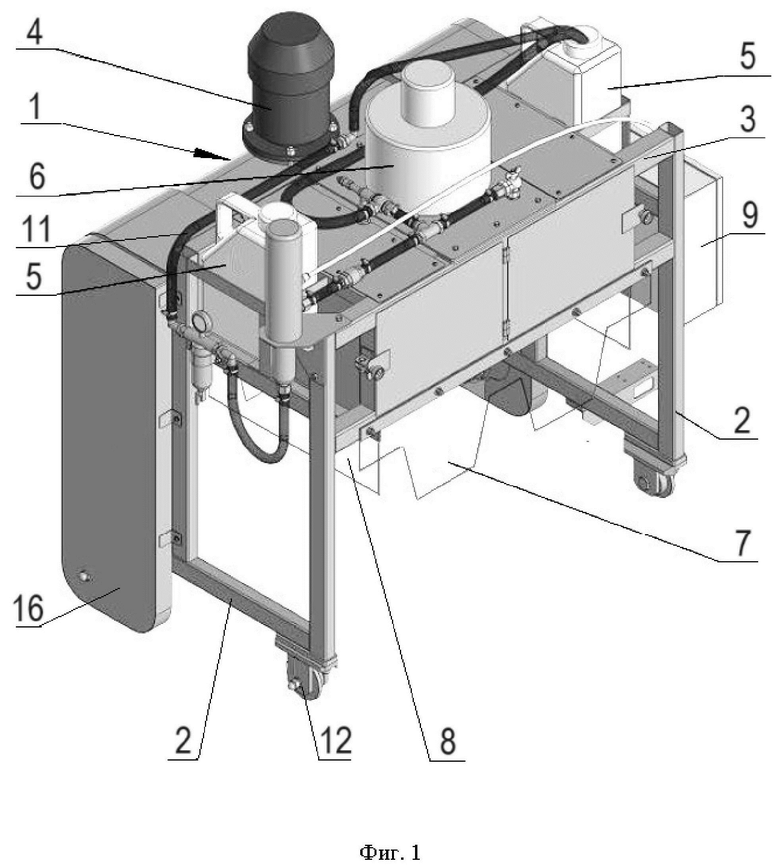
1. Установка для нанесения смазки на форму для изготовления железобетонных шпал, состоящая из рамы, включающей в себя две вертикальные стойки, установленные на роликовые опоры и соединенные в верхней части основанием, на котором установлены мотор-редуктор, связанный с роликовыми опорами, и емкость для смазки, отличающаяся тем, что снизу на основании между стойками закреплены попарно друг напротив друга фронтальные защитные экраны и продольные защитные экраны, фронтальные защитные экраны имеют контур, повторяющий контур ручьев формы для изготовления железобетонных шпал в поперечном направлении, продольные защитные экраны расположены на расстоянии, соответствующем ширине формы для изготовления железобетонных шпал, между защитными экранами установлены две форсунки, направленные вниз и расположенные симметрично относительно продольной оси рамы.
2. Установка по п. 1, отличающаяся тем, что на основании установлен фильтр для улавливания паров смазки при распылении.
3. Установка по п. 1 или 2, отличающаяся тем, что защитные экраны выполнены из брезента.
4. Установка по п. 1 или 2, отличающаяся тем, что емкость для смазки выполнена съемной.
| Устройство для смазки поверхности форм | 1990 |
|
SU1719213A1 |
| Пост очистки и смазки форм технологической линии изготовления железобетонных шпал | 1984 |
|
SU1260202A1 |
| Устройство для смазки форм | 1980 |
|
SU897525A1 |
| Пост для чистки и смазки поддонов в линиях для производства железобетонных изделий | 1986 |
|
SU1375462A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОЧЕГО УЧАСТКА | 0 |
|
SU293187A1 |
| KR 101909344 B1, 25.10.2018. | |||

