Изобретение относится к отрасли строительной индустрии и может быть использовано на заводах железобетонных шпал.
Цель изобретения - повышение про- изводительности поста.
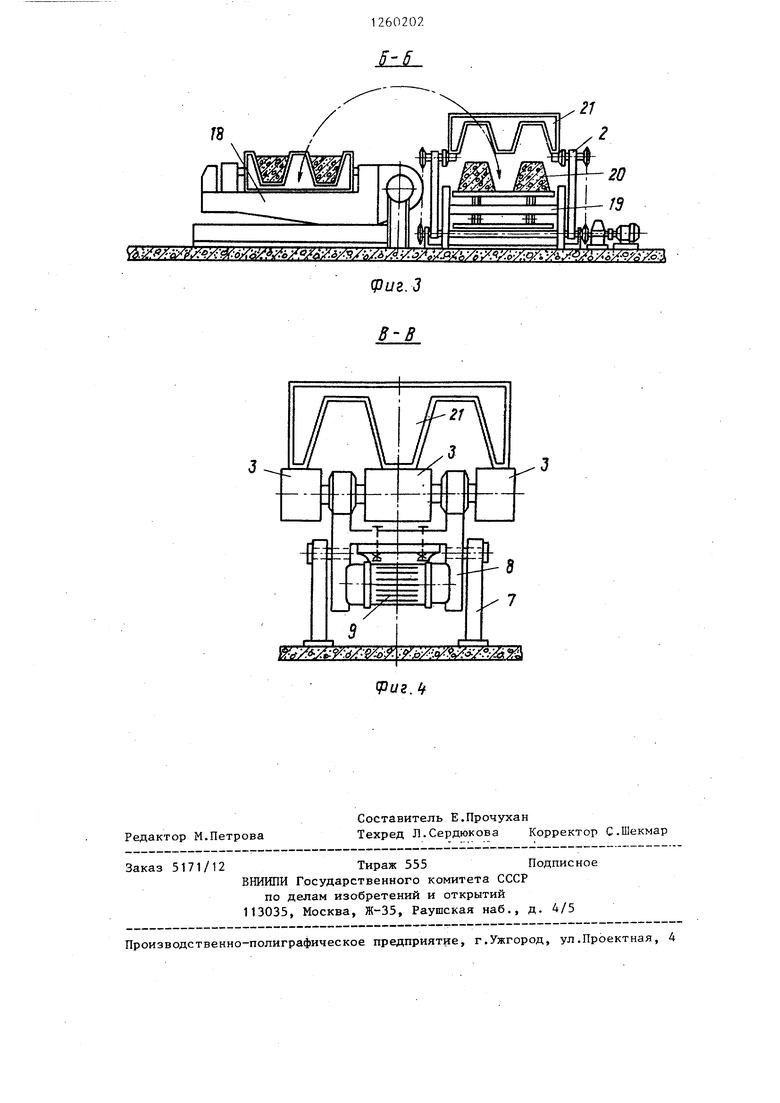
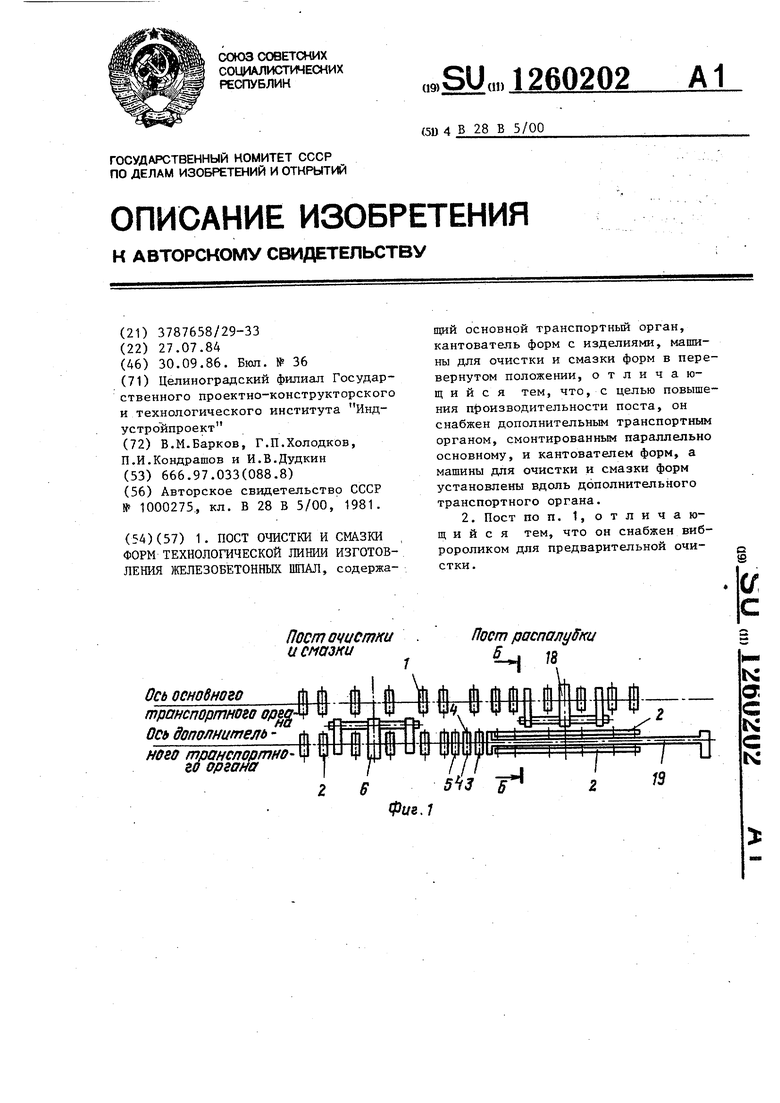
На фиг. 1 изображена линия, вид в плане, на фиг, 2 - вид А на фиг. Г, на фиг. 3 - разрез Б-Б на фиг. 1J на фиг. 4 --разрез В-В на фиг. 2.
Пост очистки и смазки форм технологической линии изготовления железобетонных шпал содержит основной транспортный орган в виде рольганга 1 для форм с изделиями, дополни- Тельный транспортньй орган форм, вы- полненньй также в виде рольганга 2, виброролик 3, машину 4 для чистки форм, машину 5 для смазки форм, кантователь 6.
Виброролик 3 смонтирован на раме 7 посредством коромысла 8 и жестко связан с вибратором 9.
Машина 4 для очистки форм содержит рабочий орган, выполненный в виде набора щеток 10, кинематически связанных с электроприводом 11. Щетки и приводы смонтированы на раме 12 Машина 4 закрыта кожухом 13,, связанным с вентиляцией цеха.
Машина 5 для смазки форм содержит рабочий орган, вьшолненный в виде набора волосяных щеток 14, кинематически связанных с электроприводом 15 Нижняя часть каждой щетки опущена в ванну 16 со смазывающей жидкостью. Щетки и привод смонтированы на раме 17.
5 0
5
5
0
Пост распалубки, связанный с постом очистки и смазки посредством рольгангов 1 и 2, содержит кантователь 18 и пластинчатый транспортер 19 для удаления плетей шпал 20,
Пост работает следующим образом.
Форма 21 со шпалами 20 подается из камеры тепловой обработки (не показана) на рольганг 1, с которого она захватывается кантователем 18, переворачивается и опускается на рольганг 2. При этом шпалы из перевернутой формы попадают на пластинчатый транспортер 19 и направляются,далее к штабелировш ику (не показан) .
Освобожденная форма в перевернутом виде подается на пост очистки и смазки. В процессе перемещения форма контактирует с вибророликом 3, с помощью которого производится предварительная очистка от крупных остатков бетона. Далее форма входит в контакт с вращающимися щетками 10 машины 4 5 которые окончательно очищают формующие поверхности формы. В процессе дальнейшего перемещения шетка- ми 14 машины 5 на поверхности формы наносится смазка из ванны 16. Затем форма 21 с помощью кантователя 6 переворачивается и устанавливается на рольганг 1. По рольгангу 1 очищенная и смазанная форма подается для следующего использования. Поскольку операции на постах распалубки и очистки и смазки осуществляются автономно, то на рольганге 2 может одновременно находиться и обрабатываться несколько форм.
ВадА
ЮИЯ ДИЩЦДЦ
HanpaS/ieme дёишения
iWg o:i : ::Xff rf ..
Т
В
F /7
/5
/2
5-6
f8
S.i aXK/r4 XWo ;aKr% ox
Vuz.3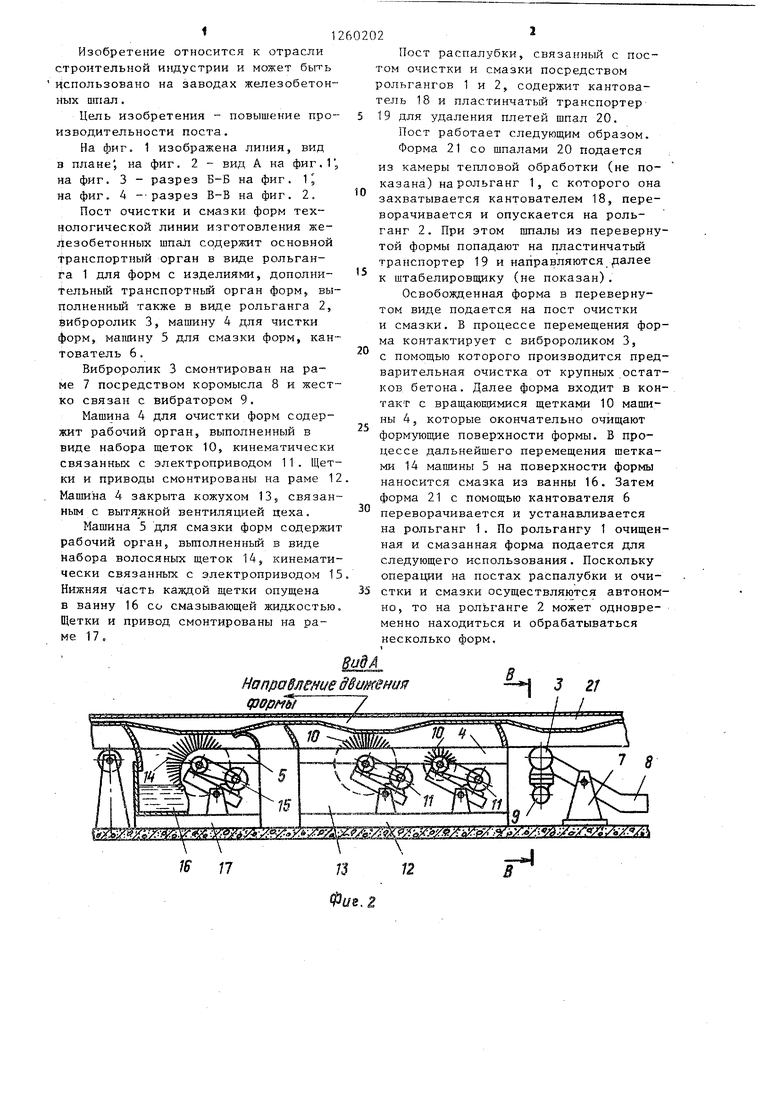
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1961 |
|
SU147494A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Устройство для изготовления предварительно напряженных железобетонных шпал | 1973 |
|
SU447275A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ СВЕЖЕОТФОРМОВАННЫХ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU376231A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Пост распалубки кассетных форм | 1987 |
|
SU1489993A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ БЕТОННЫХ | 2017 |
|
RU2672288C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
. x i: g fo-X :vaSa
Vuz.it
Редактор М.Петрова
Заказ 5171/12Тираж 555Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-33, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель Е.Прочухан
Техред Л.Сердюкова Корректор С.Шекмар
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
