Изобретение может быть использовано в производстве железобетонных изделий, в частности при нанесении смазки на формующие поверхности собранной формы, установленной на стенде.
Цель изобретения - повышение производительности, сокращение расхода смазочных материалов и обеспечение равномерного нанесения смазки на поверхности форм различной длины.
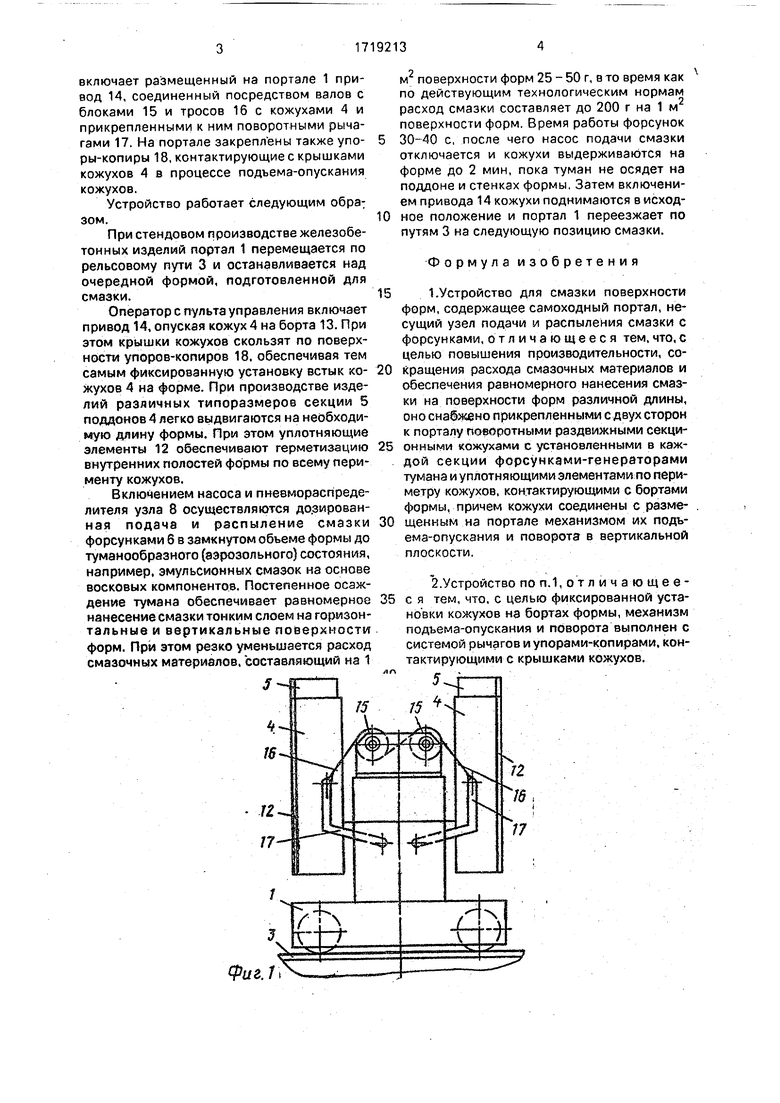
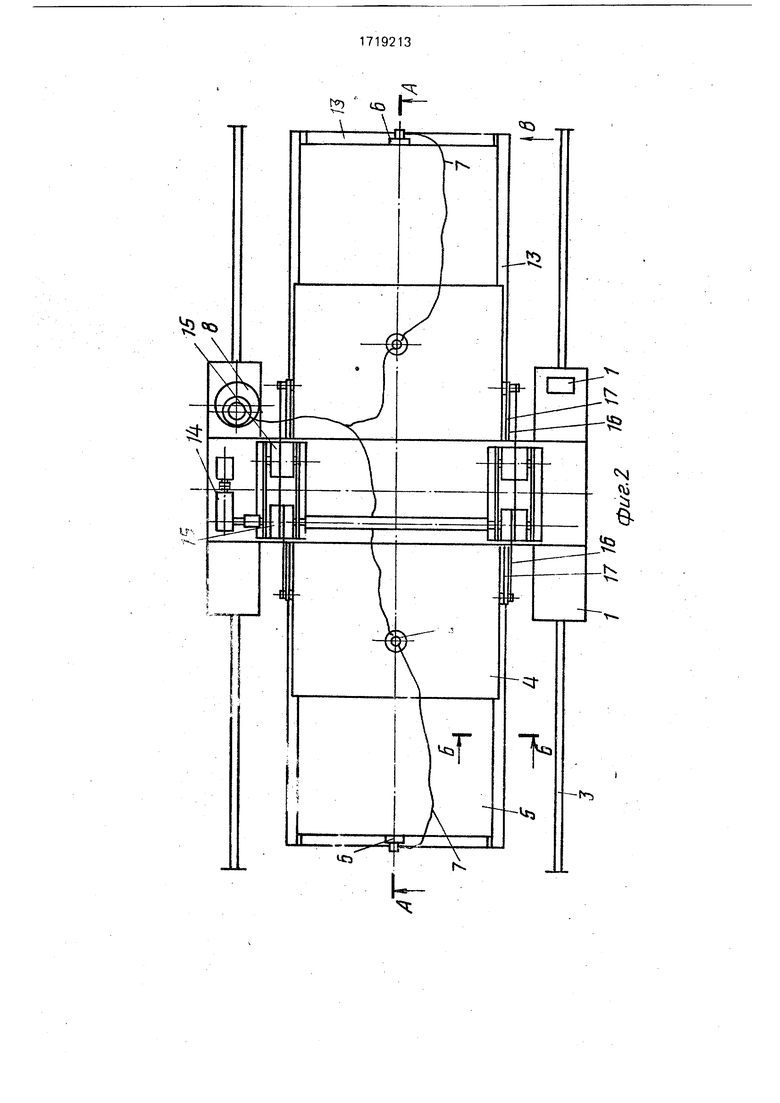
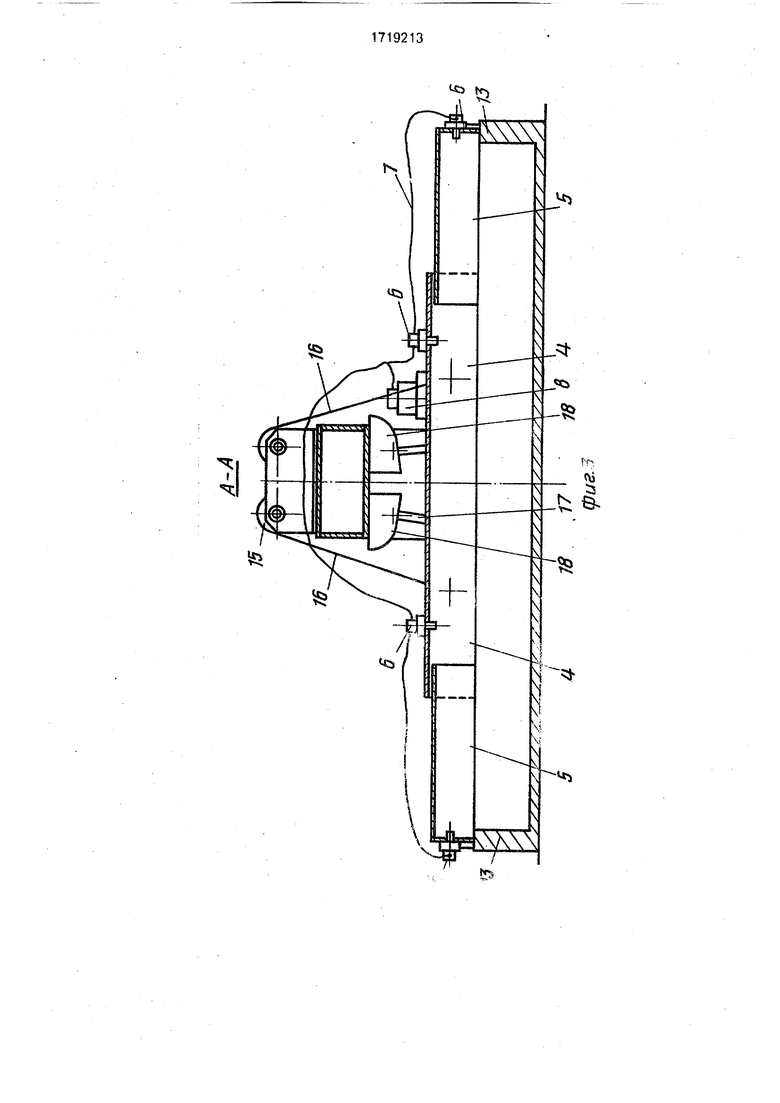
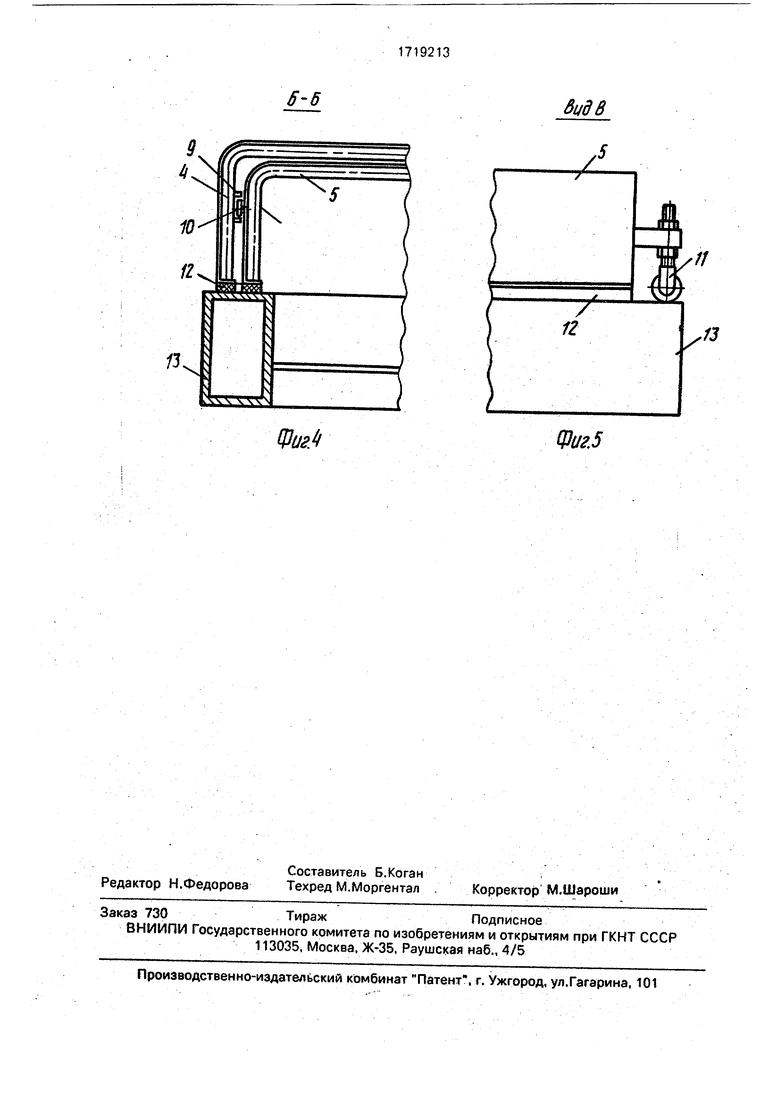
На фиг.1 показано устройство для смазки в нерабочем положении, кожухи подняты; на фиг.2 - то же, вид в плане, кожухи установлены на форме; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - вид по стрелке В на фиг.2.
Устройство содержит самоходный портал 1 с приводом 2 возвратно-поступательного перемещения по рельсовому пути 3. К
порталу 1 симметрично с двух сторон прикреплены поворотные кожухи 4 с подвижными секциями 5 и установленными в каждой секции форсунками-генераторами 6 тумана, соединенными шлангами 7 с узлом 8 подачи и распыления смазки, включающим бачок с насосом, запорные вентили и пневморасп- ределитель для подачи сжатого воздуха к форсункам (не показаны).
Секции 5 телескопически входят в кожухи 4, что обеспечивается установкой направляющих 9, по которым катятся ролики 10, и концевыми опорными роликами 11. По перименту кожухов 4 и секций 5 монтированы уплотняющие элементы 12, например резиновые прокладки, контактирующие с бортами формы 13.
Механизм подъема-опускания и поворота кожухов 4 в вертикальной плоскости
О
ю
ы
включает размещенный на портале 1 привод 14, соединенный посредством валов с блоками 15 и тросов 16 с кожухами 4 и прикрепленными к ним поворотными рычагами 17. На портале закреплены также упо- ры-копиры 18, контактирующие с крышками кожухов 4 в процессе подъема-опускания кожухов.
Устройство работает следующим образом.
При стендовом производстве железобетонных изделий портал 1 перемещается по рельсовому пути 3 и останавливается над очередной формой, подготовленной для смазки.
Оператор с пульта управления включает привод 14, опуская кожух 4 на борта 13. При этом крышки кожухов скользят по поверхности упоров-копиров 18, обеспечивая тем самым фиксированную установку встык хо- жухов 4 на форме. При производстве изделий различных типоразмеров секции 5 поддонов 4 легко выдвигаются на необходимую длину формы. При этом уплотняющие элементы 12 обеспечивают герметизацию внутренних полостей формы по всему пери- менту кожухов.
Включением насоса и пневмораспределителя узла 8 осуществляются дозированная подача и распыление смазки форсунками б в замкнутом объеме формы до туманообразного (аэрозольного) состояния, например, эмульсионных смазок на основе восковых компонентов. Постепенное осаждение тумана обеспечивает равномерное нанесение смазки тонким слоем на горизон- тальные и вертикальные поверхности форм. При этом резко уменьшается расход смазочных материалов, составляющий на 1
Фиг.Г
м поверхности форм 25 - 50 г, в то время как по действующим технологическим нормам расход смазки составляет до 200 г на 1 м2 поверхности форм. Время работы форсунок 30-40 с, после чего насос подачи смазки отключается и кожухи выдерживаются на форме до 2 мин, пока туман не осядет на поддоне и стенках формы, Затем включением привода 14 кожухи поднимаются в исходное положение и портал 1 переезжает по путям 3 на следующую позицию смазки.
Формула изобретения
1.Устройство для смазки поверхности форм, содержащее самоходный портал, несущий узел подачи и распыления смазки с форсунками, отличающееся тем, что, с целью повышения производительности, сокращения расхода смазочных материалов и обеспечения равномерного нанесения смазки на поверхности форм различной длины, оно снабжено прикрепленными с двух сторон к порталу поворотными раздвижными секционными кожухами с установленными в каждой секции форсунками-генераторами тумана и уплотняющими элементами по периметру кожухов, контактирующими с бортами формы, причем кожухи соединены с размещенным на портале механизмом их подъема-опускания и поворота в вертикальной плоскости.
2.Устройство по п.1, от л и ч а ю ще е- с я тем, что, с целью фиксированной установки кожухов на бортах формы, механизм подъема-опускания и поворота выполнен с системой рычагов и упорами-копирами, контактирующими с крышками кожухов.
5,
4У
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА ФОРМУ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 2024 |
|
RU2831859C1 |
| Машина для чистки поверхностей форм | 1990 |
|
SU1724476A1 |
| Виброударная установка для формования строительных изделий | 1977 |
|
SU887169A1 |
| БЕТОНОУКЛАДЧИК | 1996 |
|
RU2165848C2 |
| БЕТОНОУКЛАДЧИК ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1996 |
|
RU2165849C2 |
| Устройство для укладки и уплотнения бетонных смесей | 1987 |
|
SU1539070A1 |
| Устройство для производства железобетонных изделий | 1982 |
|
SU1100100A1 |
| Заглаживающая машина для отделки строительных изделий в формах | 1983 |
|
SU1080980A1 |
| Устройство для формования и отделки изделий из бетонных смесей | 1982 |
|
SU1046101A1 |
| Устройство для распалубки бортов формы | 1990 |
|
SU1791131A1 |
Изобретение м.б. использовано для смазки форм при изготовлении железобетонных изделий. Устройство для смазки содержит самоходный портал с прикрепленными симметрично с двух сторон поворотными кожухами, имеющими выдвижные секции. В каждой секции установ- лены форсунки-генераторы туманов, соединенные с узлом подачи и распыления смазки. По периметру кожухов 4 смонтированы уплотняющие элементы 12, например резиновые прокладки, контактирующие с бортами формы. Имеется также механизм подъема-опускания и поворота кожухов в вертикальной плоскости. 1 з.п.ф-лы, 5 ил.
С126Ш
ff-ff
Фиг
MB
/1
/
12
X
/J
Фиг.5
| Устройство для чистки и смазки поверхностей форм | 1986 |
|
SU1433817A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
