Изобретение относится к нефтяной промышленности и может быть использовано для ремонта насосно-компрессорных труб.
Известен комплекс по ремонту нефтяного подземного оборудования в одном производственном корпусе (Патент RU 11732 U, B21D 3/12, В08В 5/00, П01Т 27/82, Опуб. - 08.06.1999), содержащий автономно работающие технологические участки по ремонту НКТ, ремонту насосных штанг и ремонту штанговых глубинных насосов и вспомогательной площадкой, при этом все технологические участки связаны друг с другом в единый технологический процесс от момента поступления нефтяного оборудования на комплекс до отгрузки на скважину посредством расположенной по центру производственных площадей вдоль указанных участков транспортной линии.
Недостатками данного технического решения являются отсутствие участка отворота муфт, участка по очистке, контролю и сортировке муфт, участка наворота муфт, что характеризует предложенный комплекс высоким объемом отбраковки труб и муфт, навернутых на трубы, по причине наличия дефектов по телу трубы или муфты.
Кроме того, в техническом решении отсутствует участок контроля резьбы после ее нарезания на трубонарезной линии, что характеризует предложенный комплекс недостаточно высоким уровнем качества ремонта НКТ, т.к. отсутствуют необходимые контрольно-измерительные работы.
Вместе с этим предложенный комплекс не выполняет требований конечных пользователей отремонтированных труб НКТ по обеспечению сортировки труб по группам прочности и классам НКТ при отправлении на скважину.
Компоновка комплекса не предусматривает полную автоматизацию технологической цепочки ремонта НКТ и не обеспечивает возможность повышения коррозионной прочности отремонтированных НКТ.
Наиболее близкой к предлагаемому изобретению является технологическая схема очистки, осмотра и ремонта насосно-компрессорных труб, используемых в нефтяной промышленности (Патент CN 202271141 U, В23Р 6/00, В08В 9/02, G01N 27/82, G01N 3/12. Опуб. - 10.10.2011), содержащая узел очистки, узел неразрушающего контроля, узел ремонта резьбовой части насосно-компрессорных труб и узел испытания гидростатическим давлением, при этом узел очистки включает устройство очистки наружной поверхности насосно-компрессорных труб и устройство очистки внутренней стенки насосно-компрессорных труб, узел неразрушающего контроля включает в себя устройство неразрушающей дефектоскопии, а узел ремонта резьбовой части включает в себя устройство ремонта резьбы для ремонта наружной резьбы насосно-компрессорных труб и устройство замены муфты для замены муфты насосно-компрессорных труб, узел испытания гидростатическим давлением включает в себя устройство для испытания на гидростатическое давление для проверки прочности и герметичности насосно-компрессорных труб, а технологическая система также включает в себя вспомогательную транспортировку для прохождения насосно-компрессорных труб через каждую единицу в последовательности в соответствии с последовательностью технического обслуживания насосно-компрессорных труб.
Недостатками данного технического решения являются отсутствие устройств для контроля и очистки муфт, устройств контроля внутреннего диаметра НКТ, контроля резьбы НКТ, что характеризует технологическую схему недостаточно высоким уровнем качества ремонта НКТ, а также не обеспечивает полную автоматизацию технологической цепочки ремонта НКТ, что не снижает трудоемкость при выполнении ремонта.
Кроме того, ремонтный комплекс не содержит технологические участки по нанесению защитного покрытия на внутреннюю поверхность НКТ, что не позволяет предусматривать возможность повышения коррозионной прочности отремонтированных НКТ.
Задачей изобретения является разработка роботизированного стационарного комплекса для ремонта насосно-компрессорных труб, в котором устранены недостатки аналогов и прототипа.
Техническим результатом изобретения является повышение качества ремонта НКТ, повышение коррозионной прочности отремонтированных насосно-компрессорных труб, увеличение производительности выполнения операций при ремонте НКТ.
Технический результат достигается тем, что в роботизированном стационарном комплексе для ремонта насосно-компрессорных труб, включающем технологическую линию по ремонту НКТ, содержащую погрузочно-разгрузочную площадку, участок входного контроля, участок очистки, участок отворота муфт, участок неразрушающего контроля, отрезной участок, трубонарезную линию, участок наворота муфт, участок гидроиспытаний, участок сортировки и упаковки, центр управления, согласно настоящему изобретению технологическая линия по ремонту НКТ дополнительно включает участок очистки, контроля и сортировки муфт, реализованный в виде последовательно расположенного автоматического оборудования, гарантирующего очистку и контроль резьбы, наружной и внутренней поверхностей муфты и выполняющий маркирование и сортировку муфт по группам прочности; участок шаблонирования включающий две зеркально расположенные автоматические установки контроля криволинейности, обеспечивающие выполнение контроля с обоих концов трубы без ее разворота на 180 градусов; участок наворота заглушек и маркирования, состоящий из автоматических модулей нанесения смазки на резьбу НКТ и муфты, автоматических устройств подачи заглушек и наворота на НКТ и муфту, автоматического устройства, позволяющего контролировать выходные параметры НКТ и производить маркирование на наружной поверхности; при этом участок входного контроля дополнительно включает модуль магнитного контроля; участок очистки НКТ содержит последовательно расположенные автоматическую установку очистки высокозагрязненных НКТ, автоматическую установку очистки наружной и внутренней поверхности НКТ, автоматическую установку для очистки НКТ от солевых отложений и единый блок водоподготовки; участок отворота муфт включает техническое устройство для захвата и передачи муфт в автоматическом режиме на участок очистки, контроля и сортировки муфт; трубонарезная линия содержит два автоматических трубонарезных станка, оснащенных устройствами для автоматического упора и позиционирования НКТ, заглушками внутренней полости НКТ от попадания смазочной жидкости и стружки в процессе нарезки резьбы и автоматическими щетками с функцией продувки воздухом для очистки резьбы от стружки, а также по два автоматических стенда контроля и упрочнения резьбы; участок наворота муфт дополнительно содержит автоматическую установку преднаворота муфт, включающую модуль подготовки муфт, выполненный в виде автоматического накопителя, позволяющего обеспечивать прием и сортировку муфт для хранения по группам прочности, но не менее одной группы прочности, приемно-подающего устройства, гарантирующего подачу муфты требуемой группы прочности, устройства нанесения смазки на резьбу муфт, модуль подготовки НКТ, представляющий собой устройство по нанесению смазки на резьбу НКТ и модуль преднаворота муфты с контролем крутящего момента; участок гидроиспытания дополнительно включает устройство для сушки труб; участок сортировки и упаковки включает автоматический манипулятор-укладчик, позволяющий производить сортировку НКТ по группам прочности, классам и критериям годности, и автоматическое устройство для упаковки НКТ; при этом роботизированный стационарный комплекс для ремонта насосно-компрессорных труб дополнительно включает технологическую линию по нанесению покрытий на внутреннюю поверхность НКТ, содержащую участок подготовки НКТ, состоящий из модуля отворота муфт, модуля предварительного нагрева, термообезжиривания и сушки труб, модуля абразивной обработки, модуля продувки и контроля качества поверхности, участок нанесения покрытия на внутреннюю поверхность НКТ, включающий модуль нанесения защитного покрытия и сушильную камеру, участок контроля, участок подготовки и нанесения покрытия на внутреннюю поверхность муфт, участок наворота муфт; и транспортные линии, обеспечивающие в автоматическом режиме перемещение НКТ между участками и технологическими линиями и позволяющие производить одновременный ремонт в роботизированном стационарном комплексе НКТ с покрытием и без покрытия.
Комплекс работает в автоматическом режиме, что обеспечивает снижение подготовительного и операционного времени при ремонте НКТ и повышение безопасности выполняемых работ.
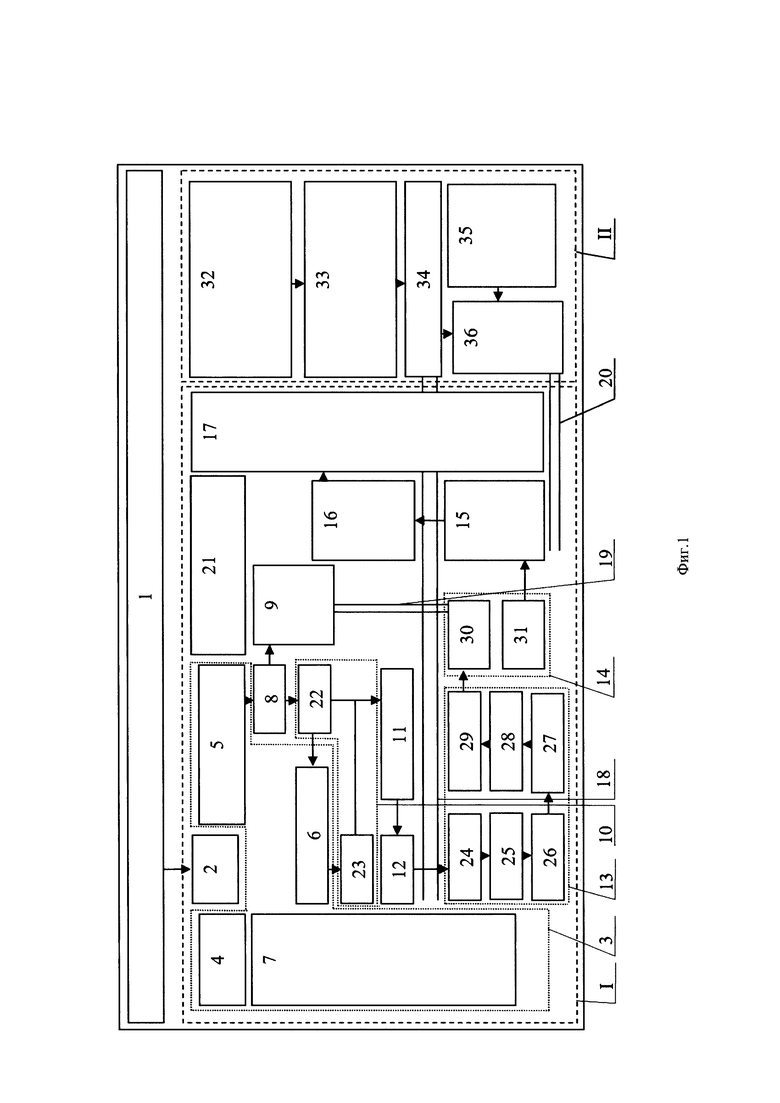
Сущность изобретения поясняется иллюстрационным материалом, где на фиг. 1 приведена принципиальная схема роботизированного стационарного комплекса для выполнения ремонта НКТ.
Цифрами на фиг. 1 показаны:
I - технологическая линия по ремонту НКТ;
II - технологическая линия по нанесению покрытий на внутреннюю поверхность НКТ;
1 - погрузочно-разгрузочная площадка;
2 - участок входного контроля поступивших в ремонт НКТ;
3 - участок очистки:
4 - установка очистки высокозагрязненных НКТ,
5 - автоматическая установка очистки наружной и внутренней поверхности НКТ,
6 - автоматическую установку для очистки НКТ от солевых отложений,
7 - единый блок водоподготовки;
8 - участок отворота муфт;
9 - участок очистки, контроля и сортировки муфт;
10 - участок шаблонирования;
11 - участок неразрушающего контроля;
12 - отрезной участок;
13 - трубонарезная линия;
14 - участок наворота муфт;
15 - участок гидроиспытаний;
16 - участок наворота заглушек и маркирования;
17 - участок сортировки и упаковки;
18, 19, 20 - транспортные линии;
21 - центр управления;
22, 23 - автоматические установки контроля криволинейности труб;
24, 27 - автоматические трубонарезные станки;
25, 28 - автоматические стенды контроля резьбы;
26, 29 - автоматические стенды упрочнения резьбы труб;
30 - автоматическая установка преднаворота муфт;
31 - автоматическая установка наворота муфт;
32 - участок подготовки НКТ;
33 - участок нанесения покрытия на внутреннюю поверхность НКТ;
34 - участок контроля;
35 - участок подготовки и нанесения покрытия на внутреннюю поверхность муфт;
36 - участок наворота муфт.
Комплекс содержит две связанные в единый технологический процесс технологические линии: технологическая линия по ремонту НКТ I и технологическая линия по нанесению защитного покрытия на внутреннюю поверхность НКТ II.
Технологическая линия по ремонту НКТ I включает погрузочно-разгрузочную площадку 1 с расположенными на ней стеллажами хранения; участок входного контроля поступивших в ремонт НКТ 2, состоящий из раскаточного стеллажа, технологического оборудования, позволяющего выполнять первичную отбраковку по кривизне и длине НКТ, и модуля магнитного контроля по критериям наличия поперечных дефектов (на фиг. 1 не показаны) в автоматическом режиме; участок очистки 3, имеющий в своем составе последовательно расположенные автоматическую установку очистки высокозагрязненных НКТ 4, автоматическую установку очистки наружной и внутренней поверхности НКТ 5, автоматическую установку для очистки НКТ от солевых отложений 6 и единый блок водоподготовки 7; участок отворота муфт 8, связанный с помощью перекладчика с параллельно расположенной установкой очистки 5 и состоящий из автоматического стенда отворота муфт и технического устройства для захвата и передачи муфт в автоматическом режиме на участок очистки, контроля и сортировки муфт 9, выполненный в виде последовательно расположенного автоматического оборудования, гарантирующего очистку и контроль резьбы, наружной и внутренней поверхностей муфты и выполняющего маркирование и сортировку муфт по группам прочности; участок шаблонирования 10, содержащий две зеркально расположенные автоматические установки контроля криволинейности труб 22, 23, которые обеспечивают контроль криволинейности труб с обеих концов трубы без ее разворота на 180 градусов. Автоматическая установка контроля криволинейности труб 22 расположена параллельно с участком отворота муфт и связана посредством перекладчиков. Автоматическая установка контроля криволинейности труб 23 расположена параллельно с автоматической установкой для очистки труб от солевых отложений 6 и связана при помощи перекладчиков. Автоматические установки контроля криволинейности труб 22, 23 соединены между собой рольгангами и перекладчиками. Параллельно с участком неразрушающего контроля 11 и отрезным участком 12 расположена трубонарезная линия 13, содержащая технологически связанные между собой посредством рольгангов и перекладчиков автоматические трубонарезные станки 24, 27, автоматические стенды контроля резьбы 25, 28 и автоматические стенды упрочнения резьбы труб 26, 29. Автоматические трубонарезные станки 24, 27 включают устройство для автоматического упора и позиционирования НКТ, автоматическое устройство заглушки внутренней полости НКТ от попадания смазочной жидкости и стружки в процессе нарезки резьбы и автоматические щетки для очистки резьбы от стружки с функцией продувки воздухом. Участок наворота муфт 14 связан с участком 9 посредством транспортной линией 19 и выполнен в виде двух параллельно расположенных автоматических установок преднаворота муфт 30 и наворота муфт 31. При этом автоматическая установка преднаворота муфт 30 содержит модуль подготовки муфт, модуль подготовки НКТ и модуль преднаворота муфт с контролем крутящего момента (на фиг. 1 не показаны). Модуль подготовки муфт выполнен в виде автоматического накопителя, позволяющего обеспечивать хранение муфт по группам прочности, но не менее одной группы прочности, приемно-подающего устройства, обеспечивающего прием и подачу муфт требуемой группы прочности, устройства нанесения смазки на резьбу муфт (на фиг. 1 не показаны). Модуль подготовки НКТ представляет собой устройство по нанесению смазки на резьбу НКТ (на фиг. 1 не показаны). Участок гидроиспытаний 15 связан при помощи рольгангов с последовательно расположенным участком наворота муфт 14, и включает автоматическую установку гидроиспытания НКТ и устройство для сушки труб (на фиг. 1 не показаны) после проведения гидравлического испытания внутренней полости НКТ. С участком гидроиспытания 15 посредством перекладчиков параллельно расположен участок наворота заглушек и маркирования 16, представленный в виде автоматического модуля нанесения смазки на резьбу НКТ и муфты, автоматического приемно-подающего устройства заглушек, автоматического устройства наворота заглушек на НКТ и муфты, автоматического устройства, позволяющего контролировать выходные параметры насосно-компрессорных труб и производить маркирование на наружной поверхности (на фиг. 1 не показаны). Участок сортировки и упаковки 17 связан при помощи рольгангов с последовательно расположенным участком наворота заглушек и маркирования 16 и состоит из автоматического манипулятора-укладчика, позволяющего производить сортировку по группам прочности, классам и критериям годности НКТ, и автоматического устройства для упаковки НКТ (на фиг. 1 не показаны). Центр управления 21 представляет собой производственное помещение для размещения шкафов управления технологическим оборудованием и помещения, предназначенного для размещения оператора роботизированного комплекса, осуществляющего контроль технологических операций и параметров работы оборудования при помощи автоматической системы управления.
С технологической линией по ремонту НКТ I параллельно расположена и связана посредством транспортных линий 18, 20 технологическая линия по нанесению покрытий на внутреннюю поверхность НКТ II.
Технологическая линия по нанесению защитного покрытия на внутреннюю поверхность НКТ II включает в себя технологически связанные между собой посредством рольгангов и перекладчиков участки 32-36. Участок подготовки НКТ 32 состоит из модуля отворота муфт, модуля предварительного нагрева, термообезжиривания и сушки труб, модуля абразивной обработки и модуля продувки (на фиг. 1 не показаны). Участок нанесения покрытия на внутреннюю поверхность НКТ 33 связан с участком подготовки НКТ 32 посредством перекладчиков и содержит модуль нанесения защитного покрытия и сушильную камеру (на фиг. 1 не показаны). Параллельно участку нанесения покрытия на внутреннюю поверхность НКТ 33 расположен участок контроля 34, включающий установку контроля диэлектрической сплошности (на фиг. 1 не показана). Участок подготовки и нанесения покрытия на внутреннюю поверхность муфт 35 включает модули: подготовки муфт, нанесения покрытия и контроля диэлектрической сплошности (на фиг. 1 не показаны). Участок наворота муфт 36 включает модуль преднаворота муфт (на фиг. 1 не показан).
Роботизированный стационарный комплекс для ремонта НКТ работает следующим образом. Насосно-компрессорные трубы, упакованные в пакеты и привезенные со скважины, поступают на погрузочно-разгрузочную площадку 1 и при помощи технических средств для проведения погрузочно-разгрузочных работ укладываются на раскаточный стеллаж участка входного контроля 2 технологической линии по ремонту НКТ I или укладываются в стеллажи хранения, расположенные на погрузочно-разгрузочной площадке 1.
На раскаточном стеллаже осуществляется раскатка НКТ в один слой. При помощи технологического оборудования участка входного контроля 2 в автоматическом режиме осуществляется поочередное измерение длины, массы и степени кривизны НКТ. В случае наличия кривизны, превышающей допустимые границы, НКТ отбраковывается. Годная НКТ на участке входного контроля 2 контролируется в модуле магнитного контроля на наличие дефектов поперечного направления в теле металла (трещины, питтинги, язвенная коррозия, сквозные и глухие отверстия). Центр управления 21 по результату контроля присваивает НКТ электронную метку годности трубы.
Далее труба поступает на участок очистки 3. При наличии высокой степени загрязнения (отсутствие проходного канала) НКТ поочередно подвергается очистке при помощи установки очистки высокозагрязненных труб 4. Очистка осуществляется способом выдавливания отложений с помощью давления воды, оказываемого на продавочный инструмент, и последующей очисткой высокоскоростными гидромониторными водяными струями, которые подаются под высоким давлением (до 500 атм.) через специальный инструмент. НКТ, прошедшие очистку в автоматизированной установке очистки высокозагрязненных труб 4 или не имеющие высокую степень загрязнения, подаются вращательно-поступательным движением на автоматическую установку очистки наружной и внутренней поверхности труб 5, которая позволяет производить мойку одновременно для двух НКТ. Мойка осуществляется горячей водой или горячим водным раствором с добавлением поверхностно-активных веществ, разогретыми до температуры 90°С, подаваемыми под напором на наружную и внутреннюю поверхности НКТ. Скорость прохождения НКТ на участке очистки 3 является регулируемой, что позволяет изменять производительность в зависимости от степени загрязнения.
Отмытые НКТ в автоматическом режиме при помощи перекладчика поочередно подаются на участок отворота муфт 8 к автоматическому стенду отворота муфт, где производится отворот муфты. Отвернутая муфта захватывается техническим устройством для передачи муфт и передается на участок очистки, контроля и сортировки муфт 9. В автоматическом режиме производится очистка резьбы, автоматический контроль геометрических параметров муфты и резьбы, определяется группа прочности и наносится маркировка. Годные муфты по транспортной линии 19 в автоматическом режиме подаются на участок наворота муфт 14. Бракованные муфты складируются в тару для брака и вывозятся с участка.
После отворота муфты центром управления 21 осуществляется сортировка НКТ по результату контроля на участке входного контроля НКТ. Бракованная НКТ в автоматическом режиме при помощи перекладчиков перемещается на транспортную линию 18 и далее по рольгангам перемещается на участок сортировки и упаковки 17 в карман брака шаблонирования. Годная НКТ в автоматическом режиме при помощи перекладчиков подается на участок шаблонирования 10 к автоматической установке контроля криволинейности труб 22. Далее осуществляется операция контроля внутреннего диаметра и кривизны трубы путем проталкивания шаблона во внутреннюю полость трубы. Шаблон перемещается на необходимую длину до выхода из трубы с противоположного конца. После этого шаблон возвращается в исходное положение.
В случае наличия кривизны, повреждений или отложений на внутренней поверхности трубы, процесс прохождения шаблона в трубе останавливается, шаблон возвращается в исходное положение и НКТ по рольгангам перемещается в автоматическую установку для очистки НКТ от солевых отложений 6.
Очистка осуществляется холодной водой без химических добавок, подаваемой под высоким давлением до 900 атм на внутреннюю поверхность трубы. Автоматическая установка для очистки НКТ от солевых отложений 6, установка очистки высокозагрязненных труб 4 и автоматическая установка очистки наружной и внутренней поверхности труб 5 соединены единым блоком водоподготовки 7. Отработанная вода в едином блоке водоподготовки 7 проходит очистку от легких и тяжелых фракций, при необходимости подогревается и повторно подается на установки очистки, предотвращая загрязнения окружающей среды и экономит водные ресурсы.
Отмытая НКТ при помощи перекладчика в автоматическом режиме подается к автоматической установке контроля криволинейности труб 23 участка шаблонирования 10 и аналогичным способом осуществляется операция контроля внутреннего диаметра и кривизны. НКТ, не прошедшая контроль шаблоном, признается бракованной и в автоматическом режиме по транспортной линии 18 перемещается на участок сортировки и упаковки 17 в карман брака шаблонирования.
Годная НКТ в автоматическом режиме при помощи перекладчиков перемещается на участок неразрушающего контроля 11, где осуществляется выявление дефектов различной ориентации на наружной и внутренней поверхностях и в теле, измерение толщины стенки, группы прочности и сортировка по классу и группе прочности НКТ. Центр управления 21 по результату контроля принимает решение о годности. Бракованная НКТ по транспортной линии 18 перемещается на участок сортировки и упаковки 17 в карман брака дефектоскопии. Годная НКТ при помощи рольгангов в автоматическом режиме передается на отрезной участок 12, где осуществляется обрез концевых резьбовых участков или обрез дефектных мест по результату контроля на участке неразрушающего контроля 11.
После этого НКТ подается на трубонарезную линию 13, где в автоматическом режиме производится поочередная обработка концов НКТ. Труба в автоматическом режиме поступает к автоматическому трубонарезному станку 24, осуществляется ее позиционирование и дальнейшая нарезка резьбы. Далее при помощи перекладчиков НКТ перемещается к автоматическому стенду контроля резьбы 25, где производится сканирование геометрических параметров резьбы, построение трехмерной карты поверхности резьбы и анализ полученных результатов. Аналогичным образом осуществляется нарезка резьбы на автоматическом трубонарезном станке 27 и контроль резьбы на автоматическом стенде контроля резьбы 28 с противоположного конца НКТ. Годная НКТ, по результату контроля, перемещается для упрочнения резьбовой поверхности при помощи автоматических стендов упрочнения резьбы труб 26, 29 и далее при помощи перекладчиков в автоматическом режиме перемещается на участок наворота муфт 14. В случае наличия отклонений по результату контроля резьбы НКТ при помощи перекладчиков направляются на отрезной участок 12 для отреза бракованного резьбового участка и последующих операций нарезки и контроля резьбы на трубонарезной линии 13.
На участке наворота муфт 14 НКТ в автоматическом режиме поступает к модулю подготовки НКТ автоматической установки преднаворота муфт 30, который осуществляет нанесение смазки на резьбовую поверхность при вращении НКТ.
Муфты, поступившие по транспортной линии 19 на участок наворота муфт 14, в автоматическом режиме загружаются в накопитель автоматической установки преднаворота муфт 30 в зависимости от группы прочности. Далее приемно-подающее устройство модуля подготовки муфт автоматической установки преднаворота муфт 30 по сигналу от центра управления 21 захватывает муфту требуемой группы прочности и перемещает к устройству нанесения смазки на резьбу муфты.
После завершения операций по нанесению смазки НКТ и муфта подаются к модулю преднаворота муфт автоматической установки преднаворота муфт 30, где осуществляется предварительный наворот муфты на НКТ с контролем момента свинчивания. После этого НКТ с навернутой муфтой при помощи перекладчика подается на автоматическую установку наворота муфт 31, осуществляется доворот муфты с требуемым моментом. Центр управления 21 контролирует моменты свинчивания на участке наворота муфт 14 и в случае превышения момента свинчивания НКТ автоматически при помощи перекладчиков и транспортной линии 18 перемещается на участок сортировки и упаковки 17 в карман брака гидроиспытания.
После завершения операции НКТ с навернутой муфтой выводится из рабочей зоны автоматической установки наворота муфт 31 и автоматически перемещается по рольгангам к участку гидроиспытания 15, который позволяет проверить прочность тела НКТ и качество соединения НКТ и муфты. Бракованная труба, признанная по результатам контроля, по рольгангам транспортной линии 18 выводится на участок сортировки и упаковки 17 в карман брака гидроиспытания. Годная НКТ с навернутой муфтой при помощи перекладчиков поступает на участок наворота заглушек и маркирования 16. В автоматическом режиме осуществляется измерение выходных параметров, нанесение смазки на резьбовую поверхность НКТ и муфты, наворот заглушек и маркирование НКТ.
Далее труба перемещается на участок сортировки и упаковки 17. Автоматический манипулятор-укладчик захватывает трубу и перемещает на позицию формирования пакета. После этого осуществляется обвязка пакета НКТ стальной лентой и вывоз пакета НКТ на погрузочно-разгрузочную площадку 1.
Параллельно с технологической линией по ремонту НКТ в предлагаемом роботизированном комплексе производится нанесение защитных покрытий на внутреннюю поверхность новых или отремонтированных НКТ.
НКТ, прошедшие диагностику и ремонт в технологической линии по ремонту НКТ I, по сигналу от центра управления 21 в автоматическом режиме перемещаются при помощи рольгангов транспортной линии 18 на участок подготовки НКТ 32 технологической линии по нанесению защитных покрытий на внутреннюю поверхность НКТ II.
В случае поступления НКТ с навернутой муфтой, производится демонтаж муфты в модуле отворота муфт технологической линии II. НКТ после отворота муфты или поступившая на участок подготовки НКТ 31 без муфты перемещается к модулю предварительного нагрева, термообезжиривания и сушки труб, где осуществляется обезжиривание поверхности. Далее НКТ поступает в модуль абразивной обработки, где происходит очистка поверхности и обеспечение достижения требуемой шероховатости поверхности. После абразивной обработки при помощи модуля продувки осуществляется очистка внутренней поверхности НКТ от пыли. После проведенных операций НКТ при помощи перекладчиков автоматически перемещается к модулю нанесения покрытия и далее перемещается в сушильную камеру участка нанесения покрытия на внутреннюю поверхность НКТ 33. По завершению полимеризации нанесенного защитного покрытия НКТ поступает на участок контроля 34 для проведения контроля качества нанесенного защитного покрытия. Годные НКТ автоматически при помощи перекладчика перемещаются на участок наворота муфт 36. Бракованные НКТ автоматически перемещаются на участок подготовки НКТ 32.
Аналогичные переходы осуществляются для муфты на участке подготовки и нанесения покрытия на внутреннюю поверхность муфт 35.
Наворот муфты на участке наворота муфт 36 осуществляется аналогично описанию в технологической линии по ремонту НКТ I.
По завершении операции по транспортной линии 20 НКТ автоматически подается на участок гидроиспытания 15 для проведения испытания прочности тела НКТ и соединения трубы и муфты. Далее НКТ с нанесенным внутренним покрытием перемещается по технологическому маршруту технологической линии по ремонту НКТ I.
Все отходы (стружка, обрезки труб, отбракованные муфты и т.д.) от проведения ремонтных работ складируются в автоматическом режиме на погрузочно-разгрузочной площадке 1.
Все работы на заявляемом комплексе осуществляются одновременно на всех участках технологических линий I, II.
Применение данного роботизированного комплекса позволит повысить качество ремонта НКТ, обеспечит повышение коррозионной стойкости отремонтированных НКТ, позволит в автоматическом режиме выполнять операции ремонта НКТ, операции по нанесению защитного покрытия на внутреннюю поверхность НКТ, сократить подготовительное и операционное время, а также значительно повысить безопасность выполнения производственных работ за счет внедрения автоматических технологических установок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированный мобильный комплекс для ремонта насосно-компрессорных труб | 2024 |
|
RU2832982C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| СПОСОБ РЕМОНТА И ВОССТАНОВЛЕНИЯ ТРУБ В НЕПОСРЕДСТВЕННОЙ БЛИЗОСТИ ОТ МЕСТА ИХ ЭКСПЛУАТАЦИИ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2790751C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ РЕМОНТА НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2008 |
|
RU2376444C1 |
| СПОСОБ РЕМОНТА НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2008 |
|
RU2375548C1 |
| Линия отделки труб | 1985 |
|
SU1279699A1 |
| СПОСОБ РЕМОНТА НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2007 |
|
RU2338053C2 |
| СПОСОБ РЕМОНТА НАСОСНО-КОМПРЕССОРНЫХ ТРУБ БАНДАЖИРОВАНИЕМ | 2007 |
|
RU2358183C2 |
| СПОСОБ ОБРАБОТКИ НИППЕЛЬНОЙ ЧАСТИ РЕЗЬБОВОГО СОЕДИНЕНИЯ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2015 |
|
RU2644836C2 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ПОДГОТОВКИ НЕФТЕПРОМЫСЛОВЫХ ТРУБ К ЭКСПЛУАТАЦИИ | 1992 |
|
RU2013196C1 |
Изобретение относится к нефтяной промышленности и может быть использовано для ремонта насосно-компрессорных труб (НКТ). Роботизированный стационарный комплекс для ремонта насосно-компрессорных труб включает технологическую линию по ремонту НКТ, содержащую погрузочно-разгрузочную площадку, участок входного контроля, участок очистки, участок отворота муфт, участок неразрушающего контроля, отрезной участок, трубонарезную линию, участок наворота муфт, участок гидроиспытаний, участок сортировки и упаковки, центр управления. Технологическая линия включает дополнительные участки. Участок очистки, контроля и сортировки муфт выполнен в виде последовательно расположенного автоматического оборудования, гарантирующего очистку и контроль резьбы, наружной и внутренней поверхностей муфты, и выполняющий маркирование и сортировку муфт по группам прочности. Участок шаблонирования включает две зеркально расположенные автоматические установки контроля криволинейности, обеспечивающие выполнение контроля с обеих концов трубы без ее разворота на 180 градусов. Участок наворота заглушек и маркирования состоит из автоматических модулей нанесения смазки на резьбу НКТ и муфты, автоматических устройств подачи заглушек и наворота на НКТ и муфту, автоматического устройства, позволяющего контролировать выходные параметры НКТ и производить маркирование на наружной поверхности. Участок входного контроля дополнительно включает модуль магнитного контроля. Участок очистки НКТ содержит последовательно расположенные автоматическую установку очистки загрязненных НКТ, автоматическую установку очистки наружной и внутренней поверхности НКТ, автоматическую установку для очистки НКТ от солевых отложений и единый блок водоподготовки. Участок отворота муфт включает техническое устройство для захвата и передачи муфт в автоматическом режиме на участок очистки, контроля и сортировки муфт. Трубонарезная линия содержит два автоматических трубонарезных станка, оснащенных устройствами для автоматического упора и позиционирования НКТ, заглушками внутренней полости НКТ от попадания смазочной жидкости и стружки в процессе нарезки резьбы и автоматическими щетками с функцией продувки воздухом для очистки резьбы от стружки, а также по два автоматических стенда контроля и упрочнения резьбы. Участок наворота муфт дополнительно содержит автоматическую установку преднаворота муфт, включающую модуль подготовки муфт, выполненный в виде автоматического накопителя, позволяющего обеспечивать прием и сортировку муфт для хранения по группам прочности, но не менее одной группы прочности, приемно-подающего устройства, гарантирующего подачу муфты требуемой группы прочности, устройства нанесения смазки на резьбу муфт, модуль подготовки НКТ, представляющий собой устройство по нанесению смазки на резьбу НКТ, и модуль преднаворота муфты с контролем крутящего момента. Участок гидроиспытания дополнительно включает устройство для сушки труб. Участок сортировки и упаковки включает автоматический манипулятор-укладчик, позволяющий производить сортировку НКТ по группам прочности, классам и критериям годности, и автоматическое устройство для упаковки НКТ. Комплекс дополнительно включает технологическую линию по нанесению покрытий на внутреннюю поверхность НКТ, содержащую участок подготовки НКТ, состоящий из модуля отворота муфт, модуля предварительного нагрева, термообезжиривания и сушки труб, модуля абразивной обработки, модуля продувки и модуля контроля качества поверхности, участок нанесения покрытия на внутреннюю поверхность НКТ, включающий модуль нанесения защитного покрытия и сушильную камеру, участок контроля, участок подготовки и нанесения покрытия на внутреннюю поверхность муфт, участок наворота муфт. Транспортные линии обеспечивают в автоматическом режиме перемещение НКТ между участками и технологическими линиями и позволяют производить одновременный ремонт в роботизированном стационарном комплексе НКТ с покрытием и без покрытия. Обеспечивается повышение качества ремонта НКТ, повышение коррозионной прочности отремонтированных насосно-компрессорных труб, увеличение производительности выполнения операций при ремонте НКТ. 1 ил.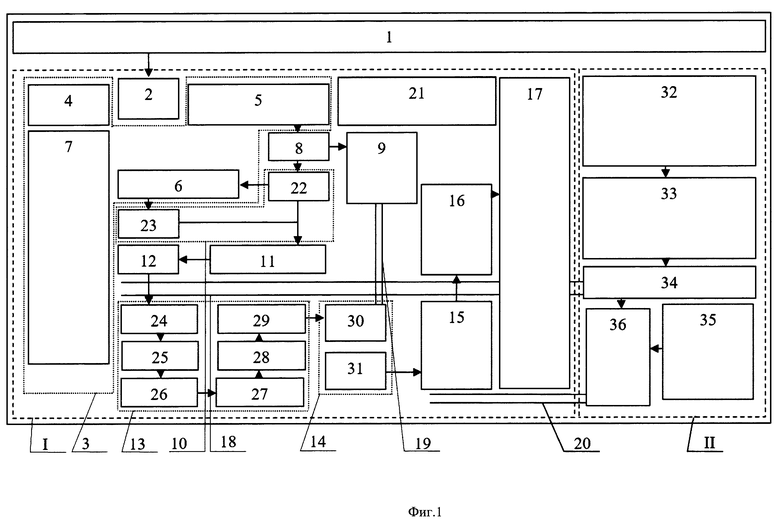
Роботизированный стационарный комплекс для ремонта насосно-компрессорных труб, включающий технологическую линию по ремонту НКТ, содержащую погрузочно-разгрузочную площадку, участок входного контроля, участок очистки, участок отворота муфт, участок неразрушающего контроля, отрезной участок, трубонарезную линию, участок наворота муфт, участок гидроиспытаний, участок сортировки и упаковки, центр управления, отличающийся тем, что технологическая линия по ремонту НКТ дополнительно включает участок очистки, контроля и сортировки муфт, реализованный в виде последовательно расположенного автоматического оборудования, гарантирующего очистку и контроль резьбы, наружной и внутренней поверхностей муфты, и выполняющий маркирование и сортировку муфт по группам прочности; участок шаблонирования, включающий две зеркально расположенные автоматические установки контроля криволинейности, обеспечивающие выполнение контроля с обоих концов трубы без ее разворота на 180 градусов; участок наворота заглушек и маркирования, состоящий из автоматических модулей нанесения смазки на резьбу НКТ и муфты, автоматических устройств подачи заглушек и наворота на НКТ и муфту, автоматического устройства, позволяющего контролировать выходные параметры НКТ и производить маркирование на наружной поверхности; при этом участок входного контроля дополнительно включает модуль магнитного контроля; участок очистки НКТ содержит последовательно расположенные автоматическую установку очистки загрязненных НКТ, автоматическую установку очистки наружной и внутренней поверхности НКТ, автоматическую установку для очистки НКТ от солевых отложений и единый блок водоподготовки; участок отворота муфт включает техническое устройство для захвата и передачи муфт в автоматическом режиме на участок очистки, контроля и сортировки муфт; трубонарезная линия содержит два автоматических трубонарезных станка, оснащенных устройствами для автоматического упора и позиционирования НКТ, заглушками внутренней полости НКТ от попадания смазочной жидкости и стружки в процессе нарезки резьбы и автоматическими щетками с функцией продувки воздухом для очистки резьбы от стружки, а также по два автоматических стенда контроля и упрочнения резьбы; участок наворота муфт дополнительно содержит автоматическую установку преднаворота муфт, включающую модуль подготовки муфт, выполненный в виде автоматического накопителя, позволяющего обеспечивать прием и сортировку муфт для хранения по группам прочности, но не менее одной группы прочности, приемно-подающего устройства, гарантирующего подачу муфты требуемой группы прочности, устройства нанесения смазки на резьбу муфт, модуль подготовки НКТ, представляющий собой устройство по нанесению смазки на резьбу НКТ, и модуль преднаворота муфты с контролем крутящего момента; участок гидроиспытаний дополнительно включает устройство для сушки труб; участок сортировки и упаковки включает автоматический манипулятор-укладчик, позволяющий производить сортировку НКТ по группам прочности, классам и критериям годности, и автоматическое устройство для упаковки НКТ; при этом роботизированный стационарный комплекс для ремонта насосно-компрессорных труб дополнительно включает технологическую линию по нанесению покрытий на внутреннюю поверхность НКТ, содержащую участок подготовки НКТ, состоящий из модуля отворота муфт, модуля предварительного нагрева, термообезжиривания и сушки труб, модуля абразивной обработки, модуля продувки и контроля качества поверхности, участок нанесения покрытия на внутреннюю поверхность НКТ, включающий модуль нанесения защитного покрытия и сушильную камеру, участок контроля, участок подготовки и нанесения покрытия на внутреннюю поверхность муфт, участок наворота муфт; и транспортные линии, обеспечивающие в автоматическом режиме перемещение НКТ между участками и технологическими линиями и позволяющие производить одновременный ремонт в роботизированном стационарном комплексе НКТ с покрытием и без покрытия.
| CN 202271141 U, 13.06.2012 | |||
| Способ подготовки глины для глинобитных, саманных и т.п. построек из необожженной глины | 1924 |
|
SU1806A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ РЕМОНТА НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2008 |
|
RU2376444C1 |
| CN 113245792 А, 13.08.2021. | |||

