Изобретение относится к области энергетического машиностроения, в частности к методу очистки элементов судовых трубопроводных систем, и может быть также использовано при промывке трубопроводов различных энергетических и хозяйственных объектов, при их постройке и ремонте.
Эксплуатационная надежность оборудования различных элементов трубопроводных систем и их срок службы зависит от площади проходного сечения, степени чистоты внутренних полостей трубопроводов и оборудования. Продление срока службы, восстановление элементов трубопроводных систем проводится, в том числе, за счет технологической очистки внутренних полостей оборудования и трубопроводов, что позволяет предотвратить развитие аварийных ситуаций, увеличить рабочий период, повысить надежность, безотказность и их работоспособность. Соответствие рабочих жидкостей высоким параметрам чистоты оказывает влияние на ресурс, надежность и безопасность работы оборудования.
Поэтому требования к чистоте и состоянию внутренних поверхностей энергетических и хозяйственных трубопроводов и оборудования, в частности, к наличию технологических загрязнений, наличию имеющихся отложений в виде шлама, нагара, продуктов коррозионного и абразивного износа материалов, являются обязательными для всех трубопроводных систем - как энергетических установок, гидропривода, так и некоторых забортных систем судна. Требования к чистоте для всех трубопроводных систем и энергетических установок изложены в соответствующих нормативных документах. Поддержание элементов систем в работоспособном состоянии в том числе обеспечивается периодической плановой очисткой внутренних полостей элементов от шлама, отложений, накипи, коррозионного и абразивного осадка.
Известны следующие способы очистки внутренних полостей элементов систем гидропривода, энергетических установок: развитым гидродинамическим потоком воды, закрученным газожидкостным потоком, использующие стационарные насосы судовой системы или стационарные стендовые насосы. Применение стационарных насосов систем не позволяет достичь те режимы промывки, при которых обеспечивается требуемая чистота внутренних полостей элементов систем, а, следовательно, и рабочих жидкостей. Более перспективным направлением является подключение системы к промывочным стендам со специализированным оборудованием, позволяющим в производственных условиях использование способов интенсификации промывки. Существуют различные способы интенсификации промывки элементов судовых систем. К ним относятся кантование, применение ультразвука, двухфазного потока, пульсирующего потока и т.д. Изобретения и авторские свидетельства на применение газожидкостных потоков для промывки топливных систем и гидропривода в основном касаются авиационного машиностроения и дизелестроения. Применение ультразвуковой очистки внутренних поверхностей трубопроводов распространено в авиационном машиностроении. Системы этих отраслей характеризуются большей компактностью по сравнению с системами области энергетического машиностроения (системы судовых ядерных энергетических установок, судовой гидропривод).
Известен способ очистки предметов [RU 2357810 C2, опубл. 10.06.2009] с использованием ультразвуковой энергии различной частоты, включающий погружение подлежащих очистке предметов в ванну с моющим однофазным жидким раствором. На погруженное в ванну изделие осуществляется воздействие ультразвуком, создаваемым при помощи ультразвуковых преобразователей, размещенных на прилегающей к ванне вибрационной диафрагме. Преобразователи разбиваются на несколько групп, излучающих ультразвуковую энергию в определенном диапазоне частот. Регламентируются места излучателей ультразвуковых колебаний, обеспечивающие направление в жидкостную ванну колебаний с разными длинами волн от всех ультразвуковых работающих на частоте собственного механического резонанса. Недостатком данного способа очистки является необходимость разборки элементов энергетических систем и применение специальных ванн с моющей жидкостью, в которую очищаемое изделие опускается. Очищение изделия производится посредством создания в жидкости акустических колебаний, создаваемых вибрационной диафрагмой. Данный способ не может применяться для очистки проточных участков трубопроводов в собранном состоянии.
Известен способ для проведения ультразвуковой очистки отдельных изделий, в частности для очистки фильтров и фильтроэлементов [RU 2129921 C1, опубл. 10.05.1999], который состоит в том, что в моющую жидкость погружают очищаемые изделия и возбуждают в жидкости высокочастотные ультразвуковые колебания, варьируя частоту специальным устройством. Частота создается пьезоэлектрическими преобразователями. Ультразвуковые колебания возбуждают от различных преобразователей с отклонением частоты от некоторого среднего значения. Данный способ очистки изделий обеспечивает более высокое качество очистки путем исключения влияния на очистку зон с критическим значением звукового давления и расширение технологических возможностей за счет более широкого диапазона применяемых частот. Недостатком данного способа очистки является необходимость разъединения элементов систем и последующей очистки этих элементов в ванне с жидкостью. Очищение изделия производится посредством создания в жидкости акустических колебаний различной частоты при помощи пьезоэлектрических преобразователями. Данный способ также, как и предыдущий не может применяться для очистки внутренних полостей и проточных участков трубопроводов в собранном состоянии.
Существует запатентованное изобретение [RU 2487765 C2, опубл. 20.07.2013], которое относится к устройствам для ультразвуковой обработки изделий в жидкой среде. Устройство предназначено к использовано в атомной энергетике для очистки тепловыделяющих сборок атомных реакторов, а также в других отраслях промышленности (машиностроении, электронной, химической, фармацевтической), связанных с тонкой очисткой изделий, травлением, экстракцией и другими видами ультразвукового технологического воздействия.
Недостатком данного устройства является невозможность его применения при очистке омываемых поверхностей изделий и проточной части элементов систем в целом на послемонтажном периоде.
Перечисленные способы и устройство предназначены для очистки отдельного элемента изделия, опускаемого в жидкостную ванну, в которой создается ультразвуковые колебания различных частот и амплитуд для обеспечения лучшей очистки от отложений, коррозионных язв, шламов и т.д.
Применение двухфазного потока для промывки систем представлено в виде промывочных стендов. Известен стенд для промывки трубопроводов с использованием газожидкостного (смешанный поток воды и воздуха) потока по циркуляционному контуру [RU 2414309 C2, опубл. 20.03.2011], содержащий магистраль, клапаны и трубопроводы для заполнения расходного бака моющей жидкостью. Клапаны, для заполнения расходного бака воздухом под давлением, насос, фильтры. Воздух перемешивается с моющей жидкостью и подается на завихритель, в котором газожидкостной поток закручивается и поступает в промываемое изделие. После выхода из промываемого изделия газожидкостной поток через фильтр или напрямую поступает в расходный бак, где воздух отделяется от моющего потока. Количество воздуха в газожидкостном потоке можно регулировать клапанами. Чистоту смеси моющей жидкости и газа контролируют пробоотборниками. Преимуществом данного стенда является безопасность, замкнутость использования как жидкостного потока, так и примененного воздуха.
Недостатками указанного стенда, применяющего способ двухфазной промывки, являются применение в стенде специального завихрителя, увеличивающего турбулизацию потока и в то же время увеличивающего скорость потока в пристеночной области. Назначение стенда позиционируется для промывки оборудования. Применение данного стенда для промывки протяженных систем не проверялось.
Известен стенд для промывки полых изделий газожидкостным потоком [авторское свидетельство СССР №1459033], содержащий расходный бак, насос, магистрали, магистраль слива, систему подачи воздуха, систему фильтров и приборы контроля. Особенным элементом стенда является использования специального завихрителя двухфазного потока, с целью повышения качества очистки путем увеличения степени гидродинамического воздействия потока на обтекаемые поверхности вблизи стенок.
Недостатками данного стенда являются большой расход сжатого воздуха, сложность его регулирования, осуществление выброса применяемого в каждом цикле воздуха из бака в атмосферу, необходимость применения завихрителя тангенциально-улиточного типа. При применении закрученного потока на стенках возникают значительные касательные напряжения, в результате которых происходит рассеивание энергии закрученного двухфазного потока, следовательно, применение данного стенда и способа промывки также не подходит для промывки протяженных и разветвленных судовых систем в связи с высокой рассеивающей способностью помывочной жидкости.
Известен способ [SU 1685874 A1] флотационной очистки природных, сточных и оборотных вод от легкодиспергируемых загрязнений. Сущность способа состоит в том, что жидкость обрабатывают под избыточным давлением путем флокуляции примесей и насыщения воздухом и затем разделяют при атмосферном давлении. Перед насыщением воздух ионизируют. Целесообразно насыщение жидкости вести поочередно ионизированным и неионизированным воздухом. Разделение целесообразно вести под разрежением с одновременной продувкой жидкости ионизированным воздухом. Недостатком данного способа является необходимость применения специальных емкостей для очистки жидкости от загрязнений и невозможность провести процесс очистки жидкости совместно с внутренними полостями трубопроводов. Кроме этого, при флотационной очистке жидкостей образуется флотационная пена, которую необходимо убирать.
Известен способ промывки топливных систем самолетов [RU 2289482 C1, опубл. 12.20.2006], включающей баки, оборудованные сливными клапанами, системой дренажа и наддува баков, системой закрытой заправки, содержащий ввод азота в топливо, подачу азотированного топлива в топливные баки, циркуляцию через баки и слив топлива из баков.
Недостатком способа является невозможность применения данного метода на разветвленных, протяженных и насыщенных местными сопротивлениями трубопроводных системах большого диаметра, в которых в качестве рабочих жидкостей должна быть вода без примесей.
Известен способ промывки трубопроводов [SU 902878 A1] газожидкостным потоком с чередующимися снарядным и пузырьковым режимами с различным объемным газосодержанием с определенными соотношениями режимов по длительности. Этот способ можно считать наиболее близким и принять за прототип.
Недостатками данного способа промывки систем в сборе является необходимость смены режимов течения двухфазной среды на протяжении определенных временных периодов. Особенностью систем летательных аппаратов является их небольшие проходные сечения и ограничения по длине, что также делает невозможным применение данного способа на протяженных, разветвленных и насыщенных местными сопротивлениями трубопроводов энергетических систем.
На основе проведенного анализа приходится остановиться на специализированных способах, совмещающих одновременно флотационную очистку жидкостей, ультразвуковой способ для очистки внутренних полостей систем и их элементов, способ гидродинамической промывки и пульсирующий двухфазный поток.
Таким образом, объектом внимания являются способы интенсификации гидродинамической промывки систем, совмещающие одновременно обычный вид гидродинамической промывки однофазной средой, вдувание в движущийся поток воздуха, обладающего хорошими флотационными качествами, и создание в движущемся двухфазном потоке ультразвуковых колебаний, воздействующих на отложения.
Идея данного способа очистки внутренних поверхностей систем заключается в использовании специализированного устройства, создающего в двухфазном потоке в трубопроводе пульсации, препятствующие росту пузырьков и слиянию пузырьков воздуха в более крупные. Проблема использования двухфазного флотационного потока для очистки внутренних полостей трубопроводов и оборудования состоит в его быстром расслоении, появлении воздушных пробок.
Задача и технический результат предлагаемого изобретения – повышение эффективности результатов промывки разветвленных систем большого диаметра, возможность применения данного способа для очистки внутренних поверхностей ответственного крупногабаритного энергетического и машиностроительного оборудования двухфазным пульсирующим потоком с высокой частотой, состоящим из смеси воды и воздуха, обеспечивающим высокое качество очистки поверхностей, что достигается применением простейшего устройства, устанавливаемого перед подачей смешанного потока в промываемый трубопровод.
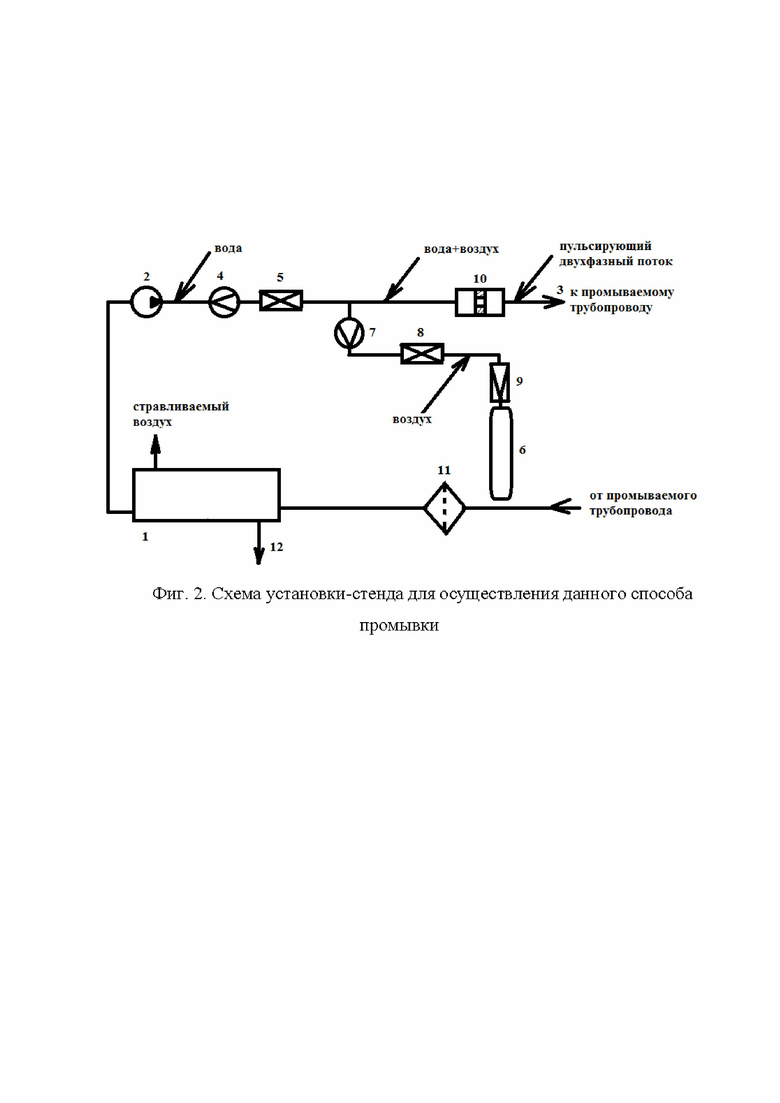
Повышение эффективности достигается тем, что в стенд для промывки изделий гидродинамическим потоком воды вводится специальное устройство, представляющее собой металлическую шайбу с острыми кромками. Устройство в виде шайбы в двухфазном потоке создает при прохождении его потоком ультразвуковые колебания высокой частоты в районе 20 кГц. Шайба должна устанавливаться перед промываемым трубопроводом на напорном участке промывочного стенда, фиг. 1. Шайба обеспечивает устойчивую структуру двухфазного потока без расслоения за счет резонансных явлений в потоке смеси. За шайбой наблюдается формирование тороидального вихря, также обеспечивающего увеличение скорости на периферии канала. Ширина шайбы определяется исходя из необходимой частоты колебаний в двухфазном промывочном потоке, внутренний диаметр шайбы определяется исходя из обеспечения бескавитационного режима работы устройства.
На фиг. 1 изображена схема устройства в виде шайбы с острыми кромками, обеспечивающей необходимый устойчивый режим ультразвуковой двухфазной промывки.
На фиг. 2 изображена схема промывочного стенда с участком интенсификации. Моющая жидкость из бака 1 насосом 2 подается к промываемому трубопроводу 3 через расходомер 4, с помощью которого регистрируется подача воды в промываемую систему Qвод. Регулирование подачи воды осуществляется с помощью регулирующего дросселя 5. Сжатый воздух в количестве Qвоздух подается от компрессора/баллона 6 через расходомер 7 в поток моющей воды. Количество воздуха при подаче регулируется дросселем 8. Давление от компрессора/баллона в случае необходимости понижается редукционным клапаном 9. Поток воды пропускается к промываемой системе через участок интенсификации 10, содержащий шайбу с острыми кромками, фиг.1. От промываемого трубопровода поток направляется через фильтр 11 в бак 1, где стравливается воздух. Количество вымываемых частиц регистрируется фильтром 11. Слив воды в случае необходимости осуществляется через трубу 12. Устройство в виде шайбы создает пульсации давления и скорости высокой частоты, определяемой шириной шайбы Lш. Чем меньше ширина шайбы, тем выше частота колебаний в двухфазном потоке, которая является резонансной по отношению к пузырькам воздуха в потоке, что препятствует их росту, слиянию друг с другом и расслоению потока. Промывочный поток, состоящий из большого количества мелких пузырьков воздуха обладает повышенными пульсациями. В результате происходит разрушение пограничного слоя. Ультразвуковые колебания воздействуют на отложения на стенках и стремятся их раздробить. Тороидальный вихрь, образующийся за шайбой обладает большими периферийными скоростями, воздействующие на частицы загрязнений на стенке трубопровода. Двухфазный поток обладает хорошими флотационными качествами, благодаря которым происходит захват и вынос частиц загрязнений в ядро турбулентного потока.
Данный способ позволяет интенсифицировать процесс промывки и оторвать от стенок и вынести из трубопровода загрязнения.
Таким образом, заявляемое техническое может применяться в качестве способа, интенсифицирующего процесс флотационной очистки внутренних поверхностей за счет увеличения резонансных явлений в двухфазном потоке, увеличения скорости прокачки потока, повышения степени турбулизации потока, повышения флотационных качеств двухфазного потока по отношению к обычному однофазному потоку, разрушения ультразвуковыми колебаниями в потоке отложений и шлама, прикрепления загрязнений к флотационным пузырькам и вынос их в ядро турбулентного потока. Отличается от способа очистки изделий ультразвуком за счет отсутствия необходимости применения специальных ванн, в которые погружаются изделия. От обычного способа гидродинамической промывки отличается повышенными средними скоростями за счет вдувания некоторого количества воздуха и пульсационными составляющими в потоке. Применение ультразвука в движущемся двухфазном потоке позволяет разрушать пристеночные отложения и одновременно использовать флотационный эффект. Стабилизация двухфазного потока от расслоения достигается за счет создания пульсаций ультразвукового спектра собственных частот колебаний и тороидального вихря за шайбой, известного своей устойчивой формой существования. Это позволяет сделать вывод о соответствии заявляемого технического решения критерию «новизна».
Сравнительный анализ заявляемого изобретения с другими техническими решениями показал, что способ ультразвуковой промывки двухфазным потоком с применением устройства в виде шайбы с острыми кромками не имеет вращающихся частей для осуществления перемешивания газожидкостного потока, не требует применения специализированных ванн для очистки изделий, и может применяться на собранных системах.
Таким образом, можно сделать вывод о соответствии заявляемого технического решения критерию «изобретательский уровень».
Источники информации:
1. Патент RU 2357810 C2 «Способ очистки с использованием ультразвуковой энергии различной частоты», Агафонов Е.В., Громова Л.В., Красильников В.Я., Серебряков О.А.
2. Патент RU 2129921 C1 «Способ очистки изделий с использованием ультразвуковых колебаний», Багаутдинов Р.М., Батурин А.А., Бодров В.В., Гололобов С.Д., Смышляев С.И.
3. Патент RU 2487765 C2 «Устройство ультразвуковой очистки рабочих кассет и тепловыделяющих сборок атомных реакторов», Варнаков А.Е., Кирюшин И.И.
4. Патент RU 2414309 C2 «Стенд для промывки изделий газожидкостным потоком», Аин Е.М., Горобец А.Г., Агеев А.В., Долгобородова С.Н., Захаров А.А.
5. Авторское свидетельство СССР №1459033 «Способ очистки внутренних поверхностей полых изделий», Гавриленко С.И., Горелик Р.С., Полоцкий К.А., Кашинский О.Н.
6. Патент SU 1685874 A1 «Способ флотационной очистки жидкостей от примесей», Курилюк Л.А., Курилюк Н.С.
7. Патент RU 2289482 C1 «Способ промывки топливной системы самолета, комплекс и аппарат газонасыщения для его осуществления», Сироткин О.С., Плихунов В.В., Пушков В.П., Тимиркеев Р.Г.
8. Патент SU 902878 A1 «Способ промывки трубопроводов», Сапожников В.М., Свиридов А.Н., Тимиркеев Р.Г., Фишман И.И.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ПРОМЫВОЧНЫЙ | 2015 |
|
RU2610776C1 |
| Стенд для промывки гидросистем смесью жидкости и сжатого газа | 2022 |
|
RU2786423C1 |
| ПУЛЬСАТОР | 2017 |
|
RU2701428C2 |
| ПУЛЬСАТОР | 2013 |
|
RU2533600C1 |
| СПОСОБ ОЧИСТКИ РАЗЛИЧНЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2084296C1 |
| СТЕНД ДЛЯ ПРОМЫВКИ ИЗДЕЛИЙ ГАЗОЖИДКОСТНЫМ ПОТОКОМ | 2006 |
|
RU2414309C2 |
| СПОСОБ ОЧИСТКИ ПОЛЫХ ИЗДЕЛИЙ | 2013 |
|
RU2552450C1 |
| Установка для промывки изделий | 1990 |
|
SU1795915A3 |
| Стенд для промывки трубопроводов | 1982 |
|
SU1052290A1 |
| Устройство для очистки полых изделий знакопеременным газожидкостным потоком | 1987 |
|
SU1418562A1 |

Изобретение относится к области обеспечения промышленной чистоты трубопроводных систем и внутренних полостей оборудования энергетического машиностроения. Способ промывки элементов систем ультразвуковым двухфазным потоком заключается в подаче в промываемый трубопровод двухфазного пульсирующего с высокой частотой закрученного моющего потока воды и воздуха. Степень пульсации моющего потока увеличивается за счет его прохождения через устройство интенсификации в виде металлической шайбы с острыми кромками, создающей при прохождении ее потоком ультразвуковые колебания высокой частоты и устанавливаемой перед промываемым трубопроводом. Техническим результатом является повышение эффективности результатов промывки разветвленных систем большого диаметра, обеспечение высокого качества очистки поверхностей. 2 ил.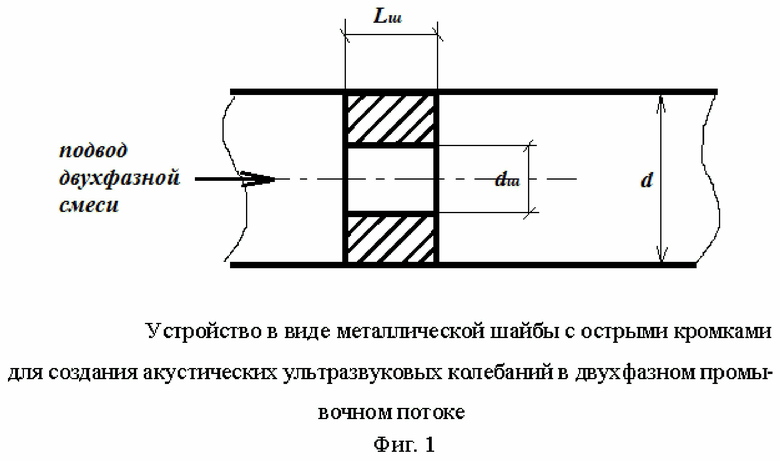
Способ промывки элементов систем ультразвуковым двухфазным потоком, заключающийся в подаче в промываемый трубопровод двухфазного пульсирующего с высокой частотой закрученного моющего потока воды и воздуха, отличающийся тем, что степень пульсации моющего потока увеличена за счет его прохождения через устройство интенсификации в виде металлической шайбы с острыми кромками, создающей при прохождении ее потоком ультразвуковые колебания высокой частоты и устанавливаемой перед промываемым трубопроводом на напорном участке промывочного стенда, причем ширина шайбы определяется исходя из необходимой частоты колебаний в двухфазном промывочном потоке, внутренний диаметр шайбы определяется исходя из обеспечения бескавитационного режима работы устройства.
| CN 105665379 A, 15.06.2016 | |||
| СПОСОБ ОЧИСТКИ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОЙ ЭНЕРГИИ РАЗЛИЧНОЙ ЧАСТОТЫ | 2007 |
|
RU2357810C2 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2129921C1 |
| Быстросохнущий латексный клей ПД | 1959 |
|
SU123695A1 |

