Изобретение относится к способам очистки полых изделий и может быть использовано в машиностроении и других отраслях промышленности.
Известен способ очистки полых изделий прокачкой жидкости с определенной объемной подачей [1, с.107]. Способ недостаточно эффективен вследствие малой интенсивности отрыва от внутренних поверхностей и выноса за пределы очищаемой полости загрязнений.
Известны способы интенсификации процесса очистки - гидроударный, газожидкостный, ультразвуковой, гидрокавитационный и пр. [2, с.95-99]. Их общим недостатком является разной степени сложность реализации, ограниченный диапазон использования в зависимости от прочностных и геометрических параметров очищаемого изделия и состава, количества и природы загрязнений внутренних полостей.
В качестве прототипа по назначению и общим существенным признакам выбран способ очистки трубопроводных систем [3], согласно которому воздействием переменного давления путем изменения площадей проходного сечения, осуществляемого последовательно по всей длине трубопровода, в прокачиваемом потоке моющей жидкости создают неустановившийся режим течения - периодическое ускорение и замедление движения жидкости.
Данный способ обладает следующими недостатками.
Зависимость интенсивности колебаний давления и скорости, следовательно, и эффективности очистки от конструктивных особенностей объекта очистки и его геометрических параметров. По мере удаления по очищаемой полости от источника колебаний давления их интенсивность уменьшается. Так, очищаемая магистраль из резинотканевых рукавов гасит колебания давления практически полностью на расстоянии 2,5-3,5 м от источника колебаний. В магистрали из жестких металлических трубопроводов на расстоянии 8-10 м от генератора колебаний жидкости величина импульса давления уменьшается на 25-30% [1, с.168]. Еще более эта тенденция усиливается в изделиях со сложной геометрией внутренних полостей, характеризующихся большим количеством разветвлений, поворотов, наличием промежуточных полостей и пр.
В прототипе этот недостаток устраняют тем, что переменное давление создают путем изменения площадей проходного сечения последовательно по всей длине трубопровода. Т.е. в трубопроводную магистраль встраивают источники колебаний давления жидкости в существующие разъемы на определенном расстоянии друг от друга. Указанный метод неосуществим применительно к большой номенклатуре неразъемных изделий, подлежащих очистке.
Данный способ не может быть использован для очистки полых изделий с низкими эксплуатационными давлениями, прочностные характеристики которых не позволяют создавать в их внутренних полостях оптимальные по амплитуде колебания давления жидкости, превышающие допустимые эксплуатационные значения, а следовательно, и эффективные для очистки неустановившиеся режимы течения моющей жидкости.
В основу изобретения положена задача создания способа очистки полых изделий, обеспечивающего за счет устранения недостатков прототипа повышение эффективности очистки и расширение технологических возможностей способа.
Поставленная задача достигается тем, что в известном способе очистки прокачкой через внутренние полости очищаемого объекта жидкости в неустановившемся режиме неустановившийся режим течения жидкости создают периодическим изменением ее расхода от нулевого значения до значения, определяемого давлением жидкости, не превышающим эксплуатационного давления для очищаемого изделия путем поочередного перераспределения потока жидкости между двумя очищаемыми изделиями.
Периодическому изменению расхода жидкости в максимально возможном диапазоне, определяемом заданным давлением, соответствует периодическое изменение ее скорости, также в максимально возможном диапазоне. Таким образом, при создании по предложенному способу очистки неустановившегося режима течения моющей жидкости достигается максимально возможная амплитуда колебаний скорости, которая и определяет степень турбулентности потока, величину касательных напряжений трения на очищаемой поверхности и другие факторы, влияющие на интенсивность отрыва и выноса загрязнений (известно, что эффективность очистки внутренних полостей изделий не зависит от давления моющей жидкости [1, с. 67], т.е. в прототипе колебания давления создают с целью создания колебаний скорости). В результате обеспечивается максимальная очищающая способность потока для конкретного очищаемого изделия.
В связи с ничтожно малой сжимаемостью жидкости все манипуляции с ее объемной подачей (значит и со скоростью) на входе в очищаемое изделие претерпевают ничтожно малые изменения по мере продвижения по полости изделия вплоть до выхода из него (в отличие от колебаний давления, созданных изменением площадей проходного сечения). Следовательно, неустановившийся режим течения моющей жидкости, созданный по предложенному способу, сохраняет свою максимальную очищающую способность во всех участках очищаемой полости.
Очистку по предложенному способу производят при давлении, не превышающем эксплуатационного. Интенсивность колебаний давления, возникающих при периодическом изменении скорости жидкости, определяется лишь величиной гидравлического сопротивления участков очищаемого изделия и, при условии заданного давления в пределах эксплуатационного, по своему максимальному значению не превышает разрушающего для изделия давления. Указанное обстоятельство позволяет организовывать по предложенному способу неустановившийся поток моющей жидкости с максимальной очищающей способностью и в тонкостенных полых изделиях с низкими эксплуатационными и разрушающими давлениями.
Осуществление предложенного способа позволяет значительно интенсифицировать процесс очистки полых изделий и расширить область его применения к более широкому диапазону номенклатуры очищаемых изделий.
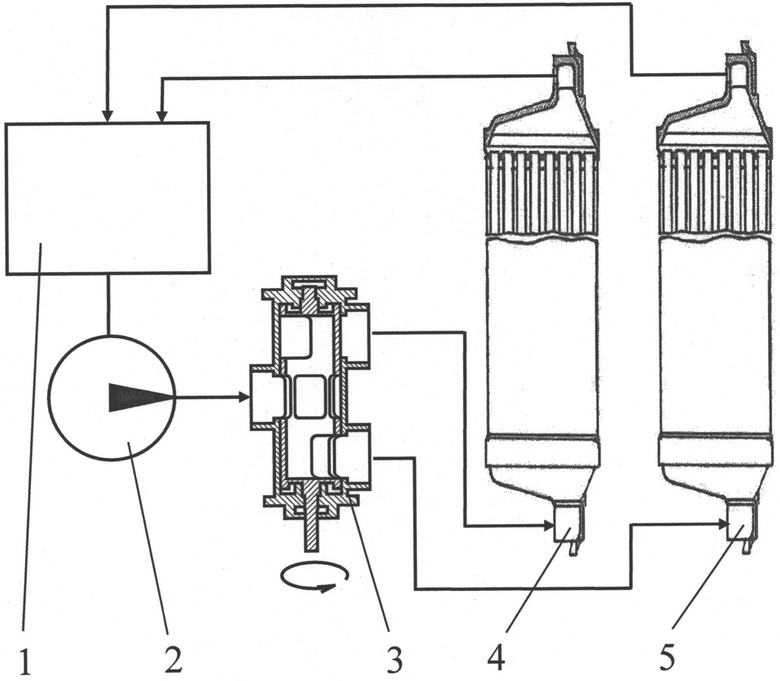
На чертеже представлена принципиальная схема осуществления способа, включающая расходный бак для моющей жидкости 1, насосный агрегат 2, установленное в напорной магистрали насоса устройство 3 для перераспределения расхода моющей жидкости. В качестве такого устройства может быть использован генератор колебаний жидкости [4], конструктивно характеризующийся возможностью попеременного сообщения входного канала с одним из двух выходных без перекрытия проходного сечения для устройства в целом. Очищаемые полые изделия 4 и 5 подключены каждое к одному из выходных каналов устройства 3. При отсутствии необходимости очистки 2-х изделий одновременно один из выходных каналов устройства 3 соединяют со сливом в расходный бак.
Способ осуществляется следующим образом. Моющую жидкость из расходной емкости 1 с помощью насоса 2 с заданными расходом и давлением подают на вход устройства 3. Устройство 3 перераспределяет поток моющей жидкости поочередно в один из выходных каналов, при этом перекрытия проходного сечения для устройства в целом не происходит, следовательно, устройство не создает колебаний давления жидкости. Из выходных каналов устройства 3 поток жидкости попеременно направляется в очищаемые полые изделия 4 и 5 и далее в расходный бак 1. Таким образом, в каждом из очищаемых изделий 4 и 5 расход жидкости попеременно изменяется от 0 до установленного значения. Это создает в очищаемых полостях изделий 4, 5 неустановившийся режим течения моющей жидкости, характеризующийся периодическим изменением скорости в максимально возможном, установленном насосом 2, диапазоне, придавая ему максимальную для изделия очищающую способность.
Пример конкретного выполнения способа. Способ реализован при очистке радиаторных секций (поз. 4, 5 на черт.) 7317.000, 100, 200 систем охлаждения дизелей ряда отечественных тепловозов, применяемых также в компрессорных станциях, трансформаторах. Секции имеют установочные размеры LУСТ =1356, 1000, 686 мм, соответственно, разную длину охлаждающих трубок LТР =1204, 850, 535 мм. Рабочее давление секций P ≤5 кгс/см2 (в системах охлаждения различных дизелей тепловозов используются насосы с рабочим давлением Р =2,4-3,2 кгс/см2, при этом расход охлаждающей жидкости - воды, через одну секцию составляет 21-47 л/мин в зависимости от типа тепловоза).
В качестве насоса (поз. 2 на черт.) использован центробежный электронасосный агрегат с объемной подачей (расходом) Q =417 л/мин при давлении P =3,2 кгс/см2. Устройство (поз. 3 на черт.) разработано и изготовлено по техническому решению [4], имеет условный проход ДУ =50 мм и возможность перераспределять расход моющей жидкости поочередно в один из выходных каналов с частотой 16,7 Гц, определяемой выбранным электроприводом устройства.
В качестве моющей жидкости использовалась вода с температурой Т =70-80°С (в отличие от определенных нормативными технологическими требованиями и применяемых в реальных производственных условиях специальных моющих щелочных и кислотных растворов).
Таким образом, в процессе очистки секций в каждой из них периодически изменяли расход горячей воды от 0 до 417 л/мин с частотой 16,7 Гц при давлении 3,2 кгс/см2.
Качество очистки определялось согласно действующим правилам ремонта и технического обслуживания тепловозов по времени истечения воды (время истечения 57,6 л воды не более 65 сек для секций 7317.000, не более 60 сек для секций 7317.100, не более 50 сек для секций 7317.200 при температуре воды 18-20°С).
Эффективность очистки секций по предложенному способу определялась в сравнении с прокачкой установившимся потоком щелочного раствора с расходом 417 л/мин при давлении 3,2 кгс/см2 и в сравнении с прокачкой неустановившегося потока щелочного раствора, организованного согласно прототипу, для чего то же устройство (поз. 3 на черт.) устанавливалось на выходе из очищаемой секции. Один из двух его выходных каналов запирался, и устройство создавало полное перекрытие проходного сечения на выходе из секции с частотой 16,7 Гц при задаваемых насосом (поз. 3 на черт.) среднем давлении 3,2 кгс/см2 и расходе 417 л/мин.
Для сравнения выбирались одинаково загрязненные секции (с одинаковым временем истечения). За показатель эффективности промывки принималось время достижения требуемого уровня чистоты.
Установлено, что время очистки одинаково загрязненных секций установившимся и, созданным по прототипу, неустановившимся потоком моющей жидкости практически не отличается для секций 7317.000 (с длиной охлаждающих трубок 1204 мм) и сокращается на 4-5% для секций 7317.200 (с длиной охлаждающих трубок 535 мм). При этом значительная часть промытых согласно прототипу секций (до 30%) выходит из строя из-за образовавшихся течей по охлаждающим трубкам и по месту их соединения с трубной коробкой, т.е. подлежат последующему ремонту или выбраковке.
Применение предложенного способа сокращает время промывки секций в сравнении с традиционным способом и прототипом для среднезагрязненных секций (с изначальным временем истечения 90-120 сек) более чем в пять раз. Реальное время промывки при этом составляет 10-15 мин (в прототипе 60-70 мин). Сильно загрязненные секции (с начальным временем истечения более 180 сек) в большинстве случаев не поддавались очистке известными способами в течение 120 мин - продолжение их очистки представлялось нецелесообразным, и они выбраковывались. Применение же предложенного способа позволяло произвести их очистку за приемлемое время 20-25 мин.
Использование предложенного способа позволяет существенно (в 5 и более раз) интенсифицировать процесс очистки полых изделий по сравнению с известными способами, расширить область его применения и, в ряде случаев, отказаться от необходимости применения при очистке специальных химических моющих средств.
Источники информации
1. П.Н. Белянин, В.М. Данилов. Промышленная чистота машин. - М.: Машиностроение, 1982, с. 107, 168.
2. В.М. Сапожников. Монтаж и испытание гидравлических и пневматических систем летательных аппаратов. - М.: Машиностроение, 1979, с. 95-99.
3. Авторское свидетельство СССР №717826 «Способ очистки трубопроводных систем», Кл. B08B 9/08, 1976.
4. Патент РФ №1149062 «Генератор колебаний жидкости», Кл. F15B 21/12, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки внутренней поверхности полого изделия | 1989 |
|
SU1736646A1 |
| Устройство для очистки внутренней поверхности емкости | 1988 |
|
SU1607982A1 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254176C1 |
| Способ промывки трубопроводов | 1990 |
|
SU1745380A1 |
| Способ промывки трубопроводов | 1990 |
|
SU1754232A1 |
| Способ промывки полых изделий | 1990 |
|
SU1755966A1 |
| Способ очистки полых изделий преимущественно тонкостенных | 1983 |
|
SU1102647A1 |
| Установка для ультразвуковой очистки горелочных устройств индивидуальных камер сгорания с предварительным смешением топлива | 2023 |
|
RU2822645C1 |
| Способ промывки гидроцилиндров | 1990 |
|
SU1754231A1 |
| Способ очистки полых изделий | 1973 |
|
SU460083A1 |
Изобретение относится к способу очистки внутренних полостей полых изделий и может использоваться в машиностроении и других отраслях промышленности. Способ очистки заключается в прокачке через полость жидкости с неустановившимся режимом течения. При этом неустановившийся режим течения создают периодическим изменением расхода жидкости от нулевого значения до значения, определяемого давлением жидкости, не превышающим эксплуатационного давления для очищаемого изделия, путем поочередного перераспределения потока жидкости между двумя очищаемыми изделиями. Изобретение обеспечивает существенное повышение эффективности процесса очистки и расширение области его применения. 1 ил.
Способ очистки полых изделий путем прокачки через полость жидкости с неустановившимся режимом течения, отличающийся тем, что неустановившийся режим течения создают периодическим изменением расхода жидкости от нулевого значения до значения, определяемого давлением жидкости, не превышающим эксплуатационного давления для очищаемого изделия, путем поочередного перераспределения потока жидкости между двумя очищаемыми изделиями.
| Приспособление для автоматического действия приборов, служащих для продувки элементов паросиловых установок | 1928 |
|
SU21917A1 |
| Генератор колебаний жидкости | 1983 |
|
SU1149062A1 |
| Способ промывки трубопровода | 1986 |
|
SU1392729A1 |
| Способ очистки полых изделий преимущественно тонкостенных | 1983 |
|
SU1102647A1 |
| СПОСОБ УПРАВЛЕНИЯ ЛИФТОВОЙ СИСТЕМОЙ И ЛИФТОВАЯ СИСТЕМА | 2008 |
|
RU2467942C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Турбокомпрессор для авиамотора | 1932 |
|
SU34979A1 |

