Изобретение относится к области ремонта металлоконструкций и может быть использовано для устранения течей через трещиноподобные дефекты толстостенных металлоконструкций, в том числе при одностороннем доступе, в том числе при невозможности проведения ремонта с использованием искрообразования и открытого огня.
Известен способ герметизации трещиноподобных дефектов путем использования различных герметизирующих композиций, который заключается в том, что дефектный участок очищают, зачищают до металлического блеска, обезжиривают и наносят на него подготовленную герметизирующую композицию, например, мастику 51-Г-18 [1, с. 10-13].
Существенным недостатком этого способа является то, что его можно использовать только тогда, когда в момент проведения ремонтных работ истекание жидкости или газа через негерметичность не происходит. Кроме того, при данном способе герметизации во время дальнейшей эксплуатации возможно распространение трещины под действием рабочих нагрузок или остаточных напряжений и, как следствие, возобновление течи.
Известен способ герметизации трещиноподобных дефектов путем наклейки пластырей, который заключается в том, что дефектный участок очищают, зачищают до металлического блеска, обезжиривают и наносят на него подготовленную герметизирующую композицию, например, мастику 51-Г-18, затем накладывают пластырь, состоящий из нескольких слоев стеклоткани с тщательным промазыванием каждого слоя герметизирующей композицией, и прижимают его специальным прижимным устройством, обеспечивающим вытеснение поступающей влаги из под пластыря и, тем самым, качественное клеевое соединение [1, с. 13-15].
Существенным недостатком этого способа является то, что он не обеспечивает предотвращение дальнейшего распространения трещины под действием рабочих нагрузок или остаточных напряжений и, как следствие, возобновления течи. Кроме того, под действием различных внешних факторов, например, вибрационных нагрузок или перепадов температур, пластырь может просто отклеиться.
Известен способ устранения течей наложением на дефектные участки прижимных металлических пластин-накладок на болтах с прокладкой из резины [1, с. 18-19], который заключается в том, что изготавливают металлические накладки, в соответствии с размером трещины, с отверстиями под болты и резиновые прокладки с отверстиями, совпадающими с отверстиями прижимной пластины, очищают, зачищают до металлического блеска и выравнивают поверхность изделия в зоне установки пластины, размечают и просверливают несквозные отверстия под болты, нарезают резьбу, покрывают поверхность водонепроницаемым герметиком, например силиконовым, накладывают резину, металлическую накладку, устанавливают и равномерно затягивают болты для обеспечения плотного прижима.
Существенным недостатком этого способа является то, что он, также, как и предыдущий, не обеспечивает предотвращения дальнейшего распространения трещины под действием рабочих нагрузок или остаточных напряжений и, как следствие, может привести к возобновлению течи.
Наиболее близким технически решением является способ устранения течей через трещиноподобные дефекты толстостенных металлоконструкций [2], который заключается в том, что изготавливают металлическую прижимную пластину по размерам трещины, очищают, зачищают до металлического блеска и выравнивают поверхность изделия в зоне установки пластины, размечают и просверливают несквозные отверстия под болты с обеих сторон вдоль трещины, нарезают резьбу, отличающийся тем, что с помощью болтов с обеих сторон трещины устанавливают специальные кронштейны, которые притягивают друг к другу для создания в конструкции напряжений, препятствующих распространению трещины, устанавливают на дефект герметизирующую композицию, например, пропитанный клеем пластырь или резиновую прокладку, и с помощью болтов, ввинчиваемых в траверсу, и прижимной пластины плотно прижимают ее к изделию.
Существенным недостатком этого способа является то, что конструкция, препятствующая распространению трещины, имеет достаточно большую высоту (порядка десяти и более сантиметров), что, в ряде случаев, вызывает трудности при проведении ремонтных работ или при размещении необходимого оборудования вблизи места ремонта.
Сущность изобретения заключается в том, что для предотвращения дальнейшего распространения трещины путем создания в конструкции механических напряжений, стягивающих берега трещины и, тем самым, уменьшающих растягивающие напряжения в вершине трещины, а также для герметизации трещины с помощью прижима резинового уплотнителя или наклейки пластыря, в качестве несъемного прижима используют пластину из материала, обладающего эффектом «памяти формы».
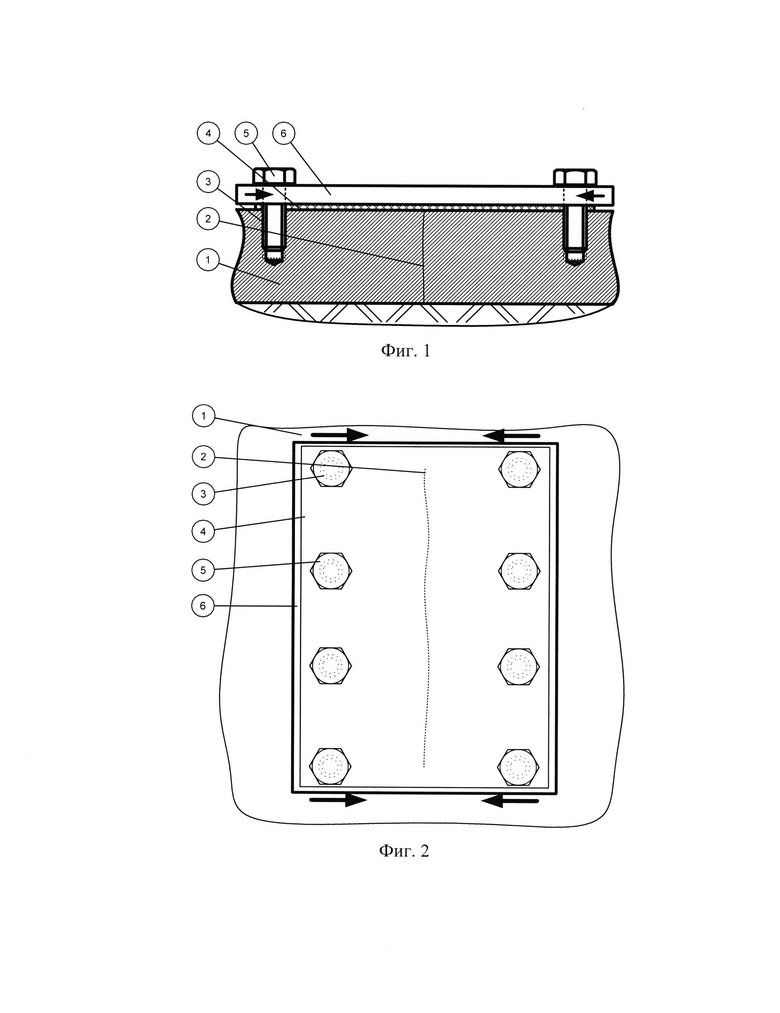
Сущность изобретения поясняется чертежами, где на фиг. 1 (вид сбоку) и фиг. 2 (вид сверху) представлен дефектный участок толстостенной металлоконструкции 1 с трещиной 2. Вдоль трещины сверлят отверстия 3, нарезают в них резьбу. На место дефекта накладывают пропитанный клеем пластырь 4 (или резиновую прокладку) и, с помощью болтов 5 и прижимной пластины 6, фиксируют на металлоконструкции. Для создания напряжений, стягивающих берега трещины, прижимную пластину 6 изготавливают из материала, обладающего эффектом «памяти формы». Причем, материал прижимной пластины выбирают таким образом, чтобы температура восстановления формы (температура конца аустенитных превращений Ак) была ниже рабочей температуры ремонтируемой металлоконструкции. Размеры прижимной пластины выбирают исходя из размеров трещиноподобного дефекта и конфигурации фиксирующих болтов 5. Перед использованием прижимную пластину охлаждают до температуры конца мартенситных превращений (Мк) и растягивают в направлении, перпендикулярном направлению трещины до получения максимальной остаточной деформации, которая восстанавливается полностью при реализации эффекта памяти формы. В охлажденном виде прижимную пластину транспортируют и устанавливают на металлоконструкции с помощью болтов 5. При нагреве пластины до температуры эксплуатации металлоконструкции пластина стремится восстановить свою форму и, через крепежные болты 5 создает напряжения, стягивающие берега трещины.
Сравнительный анализ показал, что заявляемое изобретение отличается от прототипа использованием следующих существенных признаков: для прижима пластыря и предотвращения распространения трещины используют прижимную пластину, изготовленную из материала, обладающего эффектом «памяти формы» с температурой восстановления формы (температура конца аустенитных превращений Ак) ниже рабочей температуры ремонтируемой металлоконструкции, предварительно охлажденную до температуры конца мартенситных превращений (Мк) и растянутую в направлении, перпендикулярном направлению трещины, которая в процессе нагрева до рабочей температуры металлоконструкции вследствие реализации эффекта памяти формы создает механические напряжения, стягивающие берега трещины и уменьшающие напряжения растяжения в вершине трещины.
Технический результат, на достижение которого направленно заявленное изобретение, заключается в устранении течи через трещиноподобные дефекты и предотвращении повторного возникновения течи вследствие распространения трещины при минимальных размерах ремонтного приспособления.
Предлагаемый способ может быть осуществлен следующим образом.
Поверхность металла вокруг дефекта очищают от загрязнений (окалины, ржавчины, консервирующей смазки и др.), удаляют краску и грунтовку с герметизируемого участка поверхности. С помощью абразивных материалов выравнивают поверхность дефектного участка, обеспечив отсутствие выступов более 0,5 мм по всей покрываемой поверхности. Оставшиеся неровности выравнивают с помощью шпаклевочной мастики.
Из материала, обладающего эффектом «памяти формы», изготавливают прижимную пластину. Размеры прижимной пластины выбирают исходя из размеров трещиноподобного дефекта. По бокам пластины высверливают отверстия для фиксирующих болтов. Количество и размеры отверстий выбирают исходя из размеров трещиноподобного дефекта и необходимого уровня сжимающих напряжений. Пластину охлаждают до температуры конца мартенситных превращений (Мк) и растягивают в направлении, перпендикулярном направлению трещины. В охлажденном состоянии пластину транспортируют к месту ремонта.
С обеих сторон трещины высверливают ряд несквозных отверстий в соответствии с конфигурацией и размерами отверстий в прижимной пластине, и нарезают в них резьбу.
Поверхность металла вокруг дефекта протирают ветошью, смоченной растворителем (уайт-спиритом или ацетоном) для удаления частиц грунта, краски, грязи и обезжиривания поверхности металла, выжидают 5-10 минут для испарения растворителя. На зачищенный участок поверхности металла, посредине которого находится дефект, кистью или шпателем нанося ровный сплошной слой гидроизолирующей мастики толщиной 0,3-0,4 мм. Затем на этот участок накладывают пластырь из 2-3 слоев стеклоткани, пропитанных гидроизолирующей мастикой и плотно прижимают с помощью специальной прижимной пластины 6 и болтов 5. При наклейке пластыря на напорную течь воды, усилие прижима создают постепенно, без рывков, до тех пор, пока не прекратится поступление воды из-под пластыря.
При нагреве пластины до температуры эксплуатации металлоконструкции пластина стремится восстановить свою форму и, через крепежные болты 5 создает напряжения, стягивающие берега трещины.
Использование предлагаемого способа позволит обеспечить одновременно с устранением течи предотвращение дальнейшего развития трещиноподобного дефекта и тем самым предотвратить повторное появление течи.
Практическое применение способа позволит сократить время ремонтных работ на объекте за счет исключения операций изготовления и подгонки громоздкого прижимного устройства, а также времени ожидания отверждения (так как прижимное устройство несъемное) при одновременном повышении качества ремонта за счет предотвращения возобновления течи вследствие развития трещины и с минимальным уменьшением полезного пространства за счет уменьшения размеров прижимного устройства.
ИСТОЧНИКИ ИНФОРМАЦИИ:
1. Агрегаты 13М28М, 13М17ПМ, 13М17ММ. Указания о порядке обнаружения и устранения течей воды 13М-УТ-18. - М.: ЦНИИПСК им. Мельникова, 2018. - 33 с.
2. Ru 2769800, 2022 Способ устранения течей через трещиноподобные дефекты толстостенных металлоконструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения течей через трещиноподобные дефекты толстостенных металлоконструкций | 2021 |
|
RU2769800C1 |
| Способ ремонта изделий с трещиной | 1986 |
|
SU1318381A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГЕРМЕТИЧНОСТИ ОБСАДНЫХ КОЛОНН В СКВАЖИНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2289013C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ С ТРЕЩИНАМИ И ПРОБОИНАМИ | 2009 |
|
RU2421314C1 |
| СПОСОБ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖА ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2002 |
|
RU2235188C2 |
| МУФТА ДЛЯ РЕМОНТА ТРУБОПРОВОДА И СПОСОБ ЕЕ УСТАНОВКИ | 2003 |
|
RU2240468C1 |
| ЭЛЕМЕНТ ДЛЯ РЕМОНТА БАЛКИ МЕТАЛЛОКОНСТРУКЦИЙ | 1992 |
|
RU2009825C1 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ, ПРЕИМУЩЕСТВЕННО ТРЕЩИН, В ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ДЕТАЛЯХ | 2006 |
|
RU2368481C2 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Способ заделки волосяных трещин на вертикальных и обратных поверхностях металлоконструкций | 1986 |
|
SU1400184A2 |
Изобретение относится к области ремонта металлоконструкций и может быть использовано для устранения течей через трещиноподобные дефекты толстостенных металлоконструкций. Изготавливают металлическую прижимную пластину по размерам трещины, очищают, зачищают до металлического блеска и выравнивают поверхность металла в зоне установки пластины, размечают и просверливают несквозные отверстия под болты с обеих сторон вдоль трещины, устанавливают на дефект герметизирующую композицию. Затем устанавливают прижимную пластину и посредством болтов и прижимной пластины плотно прижимают герметизирующую композицию к изделию. Прижимную пластину изготавливают из материала, обладающего эффектом памяти формы с температурой восстановления формы, соответствующей температуре конца аустенитных превращений (AK), которая ниже рабочей температуры ремонтируемой металлоконструкции, охлаждают пластину до температуры конца мартенситных превращений (MK), растягивают в направлении, перпендикулярном направлению трещины, и в охлажденном состоянии транспортируют к месту ремонта и устанавливают на металлоконструкцию. Изобретение позволяет предотвратить повторное возникновение течи, вследствие распространения трещины, при минимальных размерах ремонтного приспособления. 1 з.п. ф-лы, 2 ил.
1. Способ устранения течей через трещиноподобные дефекты толстостенных металлоконструкций, заключающийся в том, что изготавливают металлическую прижимную пластину по размерам трещины, очищают, зачищают до металлического блеска и выравнивают поверхность изделия в зоне установки пластины, размечают и просверливают несквозные отверстия под болты с обеих сторон вдоль трещины, нарезают в них резьбу, устанавливают на дефект герметизирующую композицию, затем устанавливают прижимную пластину и посредством болтов и прижимной пластины плотно прижимают герметизирующую композицию к изделию, отличающийся тем, что для создания в конструкции напряжений, препятствующих распространению трещины, прижимную пластину изготавливают из материала, обладающего эффектом памяти формы с температурой восстановления формы, соответствующей температуре конца аустенитных превращений (AK), ниже рабочей температуры ремонтируемой металлоконструкции, охлаждают пластину до температуры конца мартенситных превращений (MK), растягивают в направлении, перпендикулярном направлению трещины, и в охлажденном состоянии транспортируют к месту ремонта и устанавливают на металлоконструкцию.
2. Способ по п. 1, отличающийся тем, что в качестве герметизирующей композиции используют пропитанный клеем пластырь или резиновую прокладку.
| Способ устранения течей через трещиноподобные дефекты толстостенных металлоконструкций | 2021 |
|
RU2769800C1 |
| УСТРОЙСТВО ДЛЯ ВРЕМЕННОЙ ЗАДЕЛКИ ПРОБОИН И ТРЕЩИН В ЗАПОЛНЕННЫХ ЖИДКОСТЬЮ СТАЛЬНЫХ РЕЗЕРВУАРАХ | 2010 |
|
RU2423283C1 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ, ПРЕИМУЩЕСТВЕННО ТРЕЩИН, В ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ДЕТАЛЯХ | 2006 |
|
RU2368481C2 |
| KR 100944353 B1, 03.03.2010 | |||
| US 5253602 A, 19.10.1993. | |||

