Область техники, к которой относится изобретение
Изобретение относится к способу изготовления упаковки путем обеспечения плоского листа, складывания этого плоского листа в трубку, заполнения трубки веществом и термозапечатывания участков трубки для заключения вещества внутри упаковки. Изобретение дополнительно относится к упаковке, заключающей в себе вещество, и устройству для изготовления такой упаковки.
Уровень техники
Обычно большинство одно- и многопорционных упаковок, например используемых для кофейных зерен, изготавливают из пластиковых материалов из-за их значимых с практической точки зрения характеристик. Например, эти материалы обладают преимуществами, такими как долговечность, гибкость, малый вес, обеспечение длительного срока хранения и сохранение неизменным вкуса заключенного в упаковке продукта. Кроме того, упаковку из таких материалов можно изготавливать эффективно и надежно. К сожалению, повторное использование и переработка таких упаковочных материалов является сложной задачей.
В связи с этим было предпринято несколько попыток для замены таких широко известных материалов альтернативными материалами, которые облегчают и упрощают переработку упаковки после ее использования. Например, в качестве альтернативных упаковочных материалов предложены материалы на бумажной основе, поскольку их легче перерабатывать по сравнению с пластиковыми материалами.
Однако недостатком таких альтернативных материалов является то, что они не обладают такими же или довольно разнообразными свойствами, как известные материалы, такие как пластик или алюминий. Например, упаковки, изготовленные из альтернативных материалов, часто имеют ограниченный срок хранения, поскольку они не обеспечивают такого же надежного барьера для кислорода и влаги, как алюминий или пластик. Кроме того, требуются различные способы изготовления, поскольку альтернативные материалы также отличаются от известных материалов характеристиками материала, которые важны для формования и запечатывания упаковки.
Например, можно подготовить стик- или саше-пакет из широко известных материалов таким образом, чтобы содержимое внутри соответствующей упаковки было герметично запечатано. Тем самым можно уменьшить риск биологического разложения из-за бактериального загрязнения, окисления или влаги. Для сравнения обеспечение стик- или саше-пакета, изготовленных из бумажного материала, не позволяет надежно и единообразно запечатывать упаковку.
В частности, жесткость при изгибе и сопротивление деформации бумажного материала препятствуют надежному запечатыванию упаковки в местах, где, например, соединяются более двух слоев бумажного материала или где пересекаются линии запечатывания. Кроме того, бумажный материал должен иметь относительно большую толщину по сравнению с размерами, относящимися к радиусу изгиба и соединительным участкам упаковки, чтобы обеспечить достаточную прочность на разрыв. По этой причине различные слои склонны отпружинивать обратно в свое исходное положение или отслаиваться непосредственно после попытки соединения. Это приводит к зазорам, отверстиям или пустотам в пределах предусмотренных линий запечатывания, вследствие чего невозможно обеспечить герметично запечатанную упаковку из материалов на бумажной основе. Это особенно нежелательно для упаковки, предназначенной для использования с продуктами питания или фармацевтическими продуктами.
В качестве возможного решения этой проблемы рассматривается добавление большего количества герметика или адгезива на бумажный материал до или во время запечатывания. Однако это исключено, поскольку бумажный материал можно перерабатывать только в том случае, если он содержит лишь ограниченное количество адгезивов или герметиков. Поэтому очевидно, что этот подход не решает проблемы, которые уже существуют с используемыми в настоящее время и широко известными материалами. В качестве альтернативного решения рассматривается обеспечение специального производственного оборудования для изготовления упаковок, требующего специального оснащения для создания высоких усилий соединения, которые должны прикладываться в течение длительных промежутков времени. Однако это приводит к увеличению затрат на производство и изготовление из-за новой конструкции совершенно нового производственного оборудования, и успех остается неопределенным.
В силу вышесказанного целью настоящего изобретения является обеспечение способа изготовления упаковки из пригодного для вторичной переработки бумажного материала, герметично запечатывающего упаковку, которая полностью пригодна для переработки и которая облегчает использование существующего оборудования для изготовления указанной упаковки после простых или незначительных модификаций.
Эти и другие цели, которые становятся очевидными при чтении описания, решаются с помощью объекта изобретения независимых пунктов формулы изобретения. Зависимые пункты формулы изобретения ссылаются на предпочтительные варианты осуществления изобретения.
раскрытие изобретения
Первый аспект изобретения относится к способу изготовления упаковки для заключения в ней вещества. Способ включает стадию обеспечения плоского листа, изготовленного из пригодного для вторичной переработки бумажного материала, который имеет два противоположных боковых краевых участка.
В настоящем документе выражение «плоский лист» можно понимать как часть бумаги, которая может быть тонкой по сравнению с ее длиной и может иметь, например, по меньшей мере одну ровную поверхность.
Выражение «пригодный для вторичной переработки» можно понимать, например, как материал, который можно полностью использовать для нового продукта или целевого назначения после его механической или химической обработки с использованием промышленного или природного способа. Например, бумажный материал, используемый в данном изобретении, можно собирать после использования и можно смешивать с водой и химическими веществами для его разрушения. Он нагревается и распадается на нити целлюлозы. Пластиковые покрытия и краски могут быть удалены при условии, что их количество не превышает определенной величины, например за счет фильтрации. При этом для успешной переработки бумажного материала количество пластикового покрытия на перерабатываемом материале или содержание полимера в подлежащем переработке материале может составлять только до около 20%, предпочтительно до около 15%, более предпочтительно до около 10% и наиболее предпочтительно до около 5% от его общей массы.
Плоский лист формуют в трубку путем складывания плоского листа таким образом, чтобы два боковых краевых участка по меньшей мере частично перекрывали друг друга на участке перекрытия. Трубку термозапечатывают вдоль участка перекрытия с образованием продольного запечатывающего шва. Кроме того, трубку термозапечатывают поперек продольного запечатывающего шва для закрытия трубки с помощью первого поперечного запечатывающего шва на первом конце трубки. Трубку наполняют веществом, подлежащим упаковыванию.
В настоящем документе выражение «вещество» можно понимать, например, как любой тип твердого, жидкого, по меньшей мере частично растворимого и/или поддающегося процеживанию вещества, которое может иметь конкретный или определенный химический состав. Примеры веществ могут представлять собой косметические, медицинские или пищевые продукты, такие как зерновые, обжаренный молотый кофе, быстрорастворимый кофе, кофейные смеси, забеливатель, чайные листья, шоколадные или молочные продукты или дегидратированные пищевые вещества.
Трубку термозапечатывают поперек продольного запечатывающего шва для закрытия трубки с помощью второго поперечного запечатывающего шва на втором конце трубки, противоположном первому концу трубки по отношению к веществу, подлежащему упаковыванию, таким образом, чтобы получилась упаковка, заключающая в себе указанное вещество. Первое количество клея наносят на плоский лист на первом участке тройного стыка. На первом участке тройного стыка пересекаются продольный запечатывающий шов и первый поперечный запечатывающий шов. Второе количество клея наносят на плоский лист на втором участке тройного стыка. На втором участке тройного стыка пересекаются продольный запечатывающий шов и второй поперечный запечатывающий шов. Клей скрепляет соответствующий участок тройного стыка при термозапечатывании соответствующего конца трубки с образованием соответствующего поперечного запечатывающего шва.
В настоящем документе выражение «клей» можно понимать, например, как любое вещество, которое можно наносить на поверхности участков, между которыми должно быть установлено (структурное/постоянное/временное) соединение.
Другими словами, в настоящем изобретении предложен способ, облегчающий производство упаковки, которая не только (герметично) плотно охватывает, обертывает или покрывает вещество, подлежащее упаковыванию, но и которую можно легко и эффективно перерабатывать после использования.
Таким образом, способ предусматривает обеспечение ровного, тонкого по сравнению с его длиной участка материала на бумажной основе, имеющего два боковых краевых участка, противоположных друг другу. В настоящем документе под «боковым краевым участком» может пониматься любая часть или участок плоского листа, проходящие, например, от одного из двух противоположных боковых краев к другому боковому краю. Способ дополнительно предусматривает складывание плоского листа в трубку путем складывания плоского листа таким образом, чтобы два боковых краевых участка по меньшей мере частично перекрывали друг друга. При этом два боковых краевых участка могут быть расположены в сложенном состоянии таким образом, чтобы они могли проходить друг над другом и при этом они оба могли накрывать участок трубки, который может представлять собой участок перекрытия. При этом также понятно, что один из боковых краевых участков может выступать/нависать над другим боковым краевым участком в сложенном состоянии. Таким образом, хотя это и не исключено, нет необходимости в том, чтобы два боковых края располагались вровень друг с другом. На участке перекрытия боковые краевые участки могут быть обращены друг к другу с одной и той же стороны плоского листа. Предпочтительно участок перекрытия может быть образован таким образом, чтобы он выступал из упаковки. Предпочтительно участок перекрытия может быть образован таким образом, чтобы оба боковых краевых участка или участок перекрытия располагались на наружной стороне упаковки.
После этого трубку запечатывают по всей длине путем термозапечатывания. Таким образом, в этом случае направление запечатывания может содержать по меньшей мере один компонент, соответствующий продольной оси трубки. Во время термозапечатывания можно применять нагрев и давление для воздействия на материал поверхности, подлежащей запечатыванию. Два конца трубки термозапечатывают поперек продольного запечатывающего шва с помощью поперечных запечатывающих швов соответственно. При этом поперечные запечатывающие швы могут проходить наклонно или спирально относительно продольного запечатывающего шва, так что нет необходимости (хотя это и не исключено) в том, чтобы поперечные запечатывающие швы были перпендикулярны продольному запечатывающему шву. Таким образом, можно закрыть/охватить/обернуть вещество, которым наполняют упаковку, со всех сторон. Очевидно, что нет ограничений на количество поперечных и продольных запечатывающих швов, равно как и на количество участков тройного стыка. Некоторое количество, такое как (определенное) количество, масса или объем клея, помещают (дозируют/распределяют) на участки тройного стыка, на которых продольный запечатывающий шов и соответствующий поперечный запечатывающий шов соответственно пересекают друг друга.
Таким образом, можно подавать клей непосредственно и только на те места, которые требуют дополнительного адгезива или герметика для обеспечения надежного запечатывания и закрытия упаковки. Тем самым можно решить проблемы, связанные с нарушением клеевого шва, когда сам адгезив не создает достаточно сильного сцепления с подложкой. Таким образом, при таком прицельном и точном нанесении клея можно поддерживать количество клея на упаковке на очень низком уровне, чтобы его все еще можно было перерабатывать. Кроме того, данный способ можно применять почти независимо от деталей дизайна упаковки к широкому спектру различных применений упаковки и комбинаций материала. Таким образом, способ согласно изобретению решает вышеупомянутые проблемы предшествующего уровня техники.
В соответствии с предпочтительным вариантом осуществления соответствующее количество клея можно наносить до стадии формования плоского листа в трубку. Предпочтительно первое количество клея и/или второе количество клея можно наносить в виде пятна клея.
Таким образом, клей можно наносить точно и аккуратно. Кроме того, можно гарантировать, что клей останется в своей дозированной форме и в заданном месте, чтобы можно было избежать проблем, возникающих при размазывании клея. Таким образом, можно улучшить точность и надежность запечатывания.
В соответствии с дополнительным предпочтительным вариантом осуществления клей может представлять собой структурный адгезив, который может затвердевать посредством процессов, таких как испарение растворителя, реакция на УФ-излучение, химические реакции или адаптация его температуры. Дополнительно или альтернативно клей может представлять собой чувствительный к давлению адгезив для образования соединения путем приложения давления определенной величины для связывания адгезива с поверхностью, подлежащей соединению. Например, клей может переходить (быть выполнен с возможностью перехода) из жидкого состояния, в котором клей может быть текучим, в твердое состояние, в котором клей может быть сухим. Физическое состояние клея может зависеть от температуры и/или давления. Например, клей может плавиться при температуре от 50 градусов Цельсия до 220 градусов Цельсия, предпочтительно от 90 градусов Цельсия до 180 градусов Цельсия. Например, клей может представлять собой термоплавкий клей.
Предпочтительно клей может быть сухим до стадии формования плоского листа в трубку или по меньшей мере до стадии термозапечатывания трубки с образованием продольного запечатывающего шва. Высушенный клей можно повторно активировать на соответствующем стадии термозапечатывания путем расплавления клея таким образом, чтобы клей становился текучим и скреплял соответствующий участок тройного стыка после сушки. Предпочтительно клей может запечатывать соответствующий участок тройного стыка таким образом, чтобы продольный запечатывающий шов, а также первый и второй поперечные запечатывающие швы образовывали герметичное запечатывание упаковки. В настоящем документе выражение «герметичное запечатывание» можно понимать, например, как газонепроницаемое запечатывание.
Выражение «сухой» можно понимать, например, как относящееся к клею, перешедшему из жидкого и/или текучего состояния в затвердевшее состояние. Предпочтительно в затвердевшем состоянии по меньшей мере наружный контур клея может быть твердым. Альтернативно или дополнительно в затвердевшем состоянии клей может отвердевать полностью. Предпочтительно клей может обладать способностью к склеиванию только или в большей степени в жидком состоянии. Однако это лишь пример. Выражение «текучий» можно понимать, например, как свойство жидкости или пасты перемещаться или растекаться свободно без сильного лимитирования или ограничения межмолекулярными силами. Кроме того, выражение «повторно активированный» можно понимать, например, как изменение возможностей клея от состояния, в котором не может (могут) быть образовано (-ы) новое (ые) соединение (-я), к состоянию, в котором клей способен образовывать новые (межмолекулярные/поверхностные) связи.
Таким образом, можно улучшить способ запечатывания упаковки на участках тройных стыков, поскольку клей можно повторно расплавлять при поступлении в требуемое место запечатывания. Кроме того, способ производства упаковки может быть усовершенствован, поскольку клей можно наносить в жидком состоянии из клеевого пистолета, а затем можно высушивать, чтобы клей в жидком состоянии не влиял на последующие стадии способа, что может быть нежелательно, например, при складывании плоского листа. Таким образом, можно использовать и переоборудовать уже существующее оборудование предшествующего уровня техники для получения упаковки по изобретению, чтобы сохранить производственные затраты на низком уровне.
Предпочтительно клей может представлять собой пригодный для переработки, пригодный для сжигания, биоразлагаемый и/или пригодный для компостирования материал. В настоящем документе выражение «биоразлагаемый материал» можно понимать как любой материал, который может быть расщеплен в экологически безвредные продукты посредством (под действием) живых организмов (таких как микроорганизмы, например бактерии, грибы или водоросли). Примеры подходящих клеевых веществ могут представлять собой поливиниловый спирт (ПВС), этиленвиниловый спирт (EVOH), поливинилацетат (ПВА), воск, полиолефины (PO) и/или акриловые компоненты. Например, клей может представлять собой термоплавкий адгезив или клей на PO- или акриловой основе.
Таким образом, после использования упаковки ее можно перерабатывать и компостировать. Кроме того, использование такой упаковки может снижать экологические последствия от применения одноразовых упаковок.
В соответствии с предпочтительным вариантом осуществления плоский листовой материал может содержать слоистую и/или многослойную структуру с основным слоем, изготовленным из бумажного материала, и герметизирующим слоем. При этом клей может быть (непосредственно) нанесен на герметизирующий слой. Плоский лист может иметь различные конфигурации (слоев), виды и формы.
В настоящем документе выражение «слоистая/многослойная структура» можно понимать, например, как относящееся к структуре, содержащей различные части, которые расположены в виде тонких слоев, пластин, рядов или пластов. Таким образом, можно обеспечить плоский лист с произвольным количеством слоев, каждый из которых может обеспечивать требуемую функциональность, в том числе, например, слой для герметизации (дополнительный слой) для образования барьера (для влаги/кислорода) и/или для обеспечения герметика или адгезива (такого как, например, указанный герметизирующий слой).
Таким образом, можно адаптировать свойства материала плоского листа к потребностям соответствующего применения. Кроме того, способ производства упаковки может быть усовершенствован, поскольку упаковку можно изготавливать с использованием уже существующего переоборудованного и доступного производственного оборудования.
В соответствии с дополнительным предпочтительным вариантом осуществления стадия обеспечения плоского листа может включать стадию сматывания продольного плоского листового материала с бумажного рулона. Предпочтительно стадия обеспечения плоского листа может дополнительно включать стадию продольного разрезания плоского листового материала на отдельные плоские листы, каждый из которых имеет два противоположных боковых краевых участка. Множество упаковок может быть образовано последовательно. Таким образом, соседние упаковки могут иметь общий поперечный запечатывающий шов, который образует первый поперечный запечатывающий шов одной из упаковок и второй поперечный запечатывающий шов соседней упаковки. Альтернативно или дополнительно первое количество клея одной из двух соседних упаковок может быть обеспечено вместе со вторым количеством клея соседней упаковки. Предпочтительно за стадией термозапечатывания трубки с образованием второго поперечного запечатывающего шва может следовать стадия разделения упаковок. Предпочтительно разделение может завершаться на стадии поперечной резки. Альтернативно за стадией термозапечатывания трубки с образованием второго поперечного запечатывающего шва может следовать стадия ослабления участка соединения, который предпочтительно может представлять собой общий поперечный запечатывающий шов, с образованием линии отрыва.
Таким образом, можно повысить темп производства и качество упаковок.
Дополнительный аспект настоящего изобретения относится к упаковке, изготовленной из плоского листа с двумя противоположными боковыми краевыми участками и изготовленной из пригодного для вторичной переработки бумажного материала. Упаковка заключает в себе вещество.
В настоящем документе выражение «заключает в себе» можно понимать, например, как окружает, покрывает, обертывает и/или вмещает в себя что-либо, например вещество, предпочтительно герметично.
Упаковка содержит продольный запечатывающий шов вдоль участка перекрытия, на котором два противоположных боковых краевых участка перекрывают друг друга при сложении плоского листа с образованием плоского листа в форме трубки. Упаковка дополнительно содержит первый поперечный запечатывающий шов, который проходит поперек продольного запечатывающего шва для запечатывания трубки на первом конце трубки. Упаковка также содержит второй поперечный запечатывающий шов, который проходит поперек продольного запечатывающего шва для закрытия трубки на втором конце трубки, противоположном первому концу трубки по отношению к заключенному веществу. Упаковка содержит первое количество клея, скрепляющего первый участок тройного стыка, на котором пересекаются продольный запечатывающий шов и первый поперечный запечатывающий шов, и второе количество клея, скрепляющего второй участок тройного стыка, на котором пересекаются продольный запечатывающий шов и второй поперечный запечатывающий шов.
Таким образом, можно обеспечить упаковку, которая не только герметично охватывает подлежащее упаковыванию вещество, но и может быть легко и эффективно переработана после использования.
В соответствии с предпочтительным вариантом осуществления плоский лист может содержать многослойную структуру, содержащую основной слой, изготовленный из бумажного материала, и герметизирующий слой. Предпочтительно герметизирующий слой может быть обеспечен на по меньшей мере одной из двух противоположных боковых поверхностей плоского листа. Альтернативно или дополнительно герметизирующий слой может быть обеспечен в виде покрытия или многослойного материала, которые действуют как герметик во время термозапечатывания.
Таким образом, можно адаптировать свойства материала упаковки к потребностям соответствующего применения, поскольку слои могут обеспечивать различные функциональные возможности, такие как герметизирующие свойства или водостойкость.
Предпочтительно основной слой может иметь толщину по меньшей мере 50 мкм (мкм = микрометр), предпочтительно по меньшей мере 60 мкм. Предпочтительно толщина основного слоя может составлять до 120 мкм. Например, основной слой может иметь толщину от по меньшей мере 50 мкм до (в большинстве случаев) 120 мкм. Альтернативно или дополнительно герметизирующий слой может иметь толщину 5-10 мкм, предпочтительно 6-8 мкм.
Таким образом, можно обеспечить стабильную упаковку, которая обладает достаточной прочностью на разрыв при ограничении количества герметика до минимального уровня. В частности, можно обеспечить материал на бумажной основе с относительно тонким герметизирующим слоем (в отличие от материала на бумажной основе). Таким образом, в вышеописанной конфигурации могут быть улучшены физические свойства и качество упаковки.
В соответствии с дополнительным предпочтительным вариантом осуществления упаковка может представлять собой однопорционную упаковку, такую как стик-пакет, или многопорционную упаковку, такую как пауч-пакет с устойчивым дном, пакет-подушечка и/или пакет с боковыми складками. Предпочтительно на участке перекрытия боковые краевые участки могут быть обращены друг к другу с одной и той же стороны плоского листа. Предпочтительно участок перекрытия может быть сформирован таким образом, чтобы он выступал из упаковки или таким образом, чтобы оба боковых краевых участка или участок перекрытия располагались на наружной стороне упаковки. Предпочтительно упаковка может быть выполнена с возможностью герметичного запечатывания заключенного в ней пищевого продукта в качестве вещества.
Таким образом, можно усовершенствовать способ изготовления упаковки, поскольку наполнение может быть завершено почти мгновенно с процессом запечатывания. Таким образом, может быть достигнуто меньшее время воздействия окружающей среды на вещество, и благодаря этому наполненная упаковка в такой конфигурации может обеспечивать увеличение срока хранения продукта.
Естественно, упаковка может обладать всеми вышеупомянутые признаками или свойствами, которые описаны выше для способа согласно первому аспекту изобретения. Из соображений краткости подробное повторение этих признаков опущено на данном этапе.
Дополнительный аспект настоящего изобретения относится к устройству для изготовления упаковки для заключения в ней вещества, как подробно описано выше.
Устройство содержит систему подачи для подачи плоского листа, изготовленного из пригодного для вторичной переработки бумажного материала и имеющего два противоположных боковых краевых участка. Устройство дополнительно содержит участок складывания для складывания поданного плоского листа таким образом, чтобы два противоположных боковых краевых участка перекрывали друг друга на участке перекрытия с образованием плоского листа в форме трубки. Устройство содержит первый участок термозапечатывания для термозапечатывания трубки вдоль участка перекрытия с образованием продольного запечатывающего шва. Кроме того, устройство содержит второй участок термозапечатывания для термозапечатывания трубки поперек продольного запечатывающего шва для закрытия трубки с помощью первого поперечного запечатывающего шва на первом конце трубки. Также устройство содержит участок наполнения для наполнения трубки веществом, подлежащим упаковыванию. Кроме того, устройство содержит третий участок термозапечатывания для термозапечатывания трубки поперек продольного запечатывающего шва для закрытия трубки с помощью второго поперечного запечатывающего шва на втором конце трубки, противоположном первому концу трубки по отношению к веществу, подлежащему упаковыванию, таким образом, чтобы получилась упаковка, заключающая указанное вещество.
Устройство отличается тем, что дополнительно содержит участок нанесения клея. Участок нанесения клея предназначен для (и/или выполнен с возможностью) нанесения первого количества клея на плоский лист на первом участке тройного стыка, на котором пересекаются продольный запечатывающий шов и первый поперечный запечатывающий шов, таким образом, чтобы клей скреплял первый участок тройного стыка при термозапечатывании трубки на втором участке термозапечатывания с образованием первого поперечного запечатывающего шва. Участок нанесения клея дополнительно предназначен для (и/или выполнен с возможностью) нанесения второго количества клея на плоский лист на втором участке тройного стыка, на котором пересекаются продольный запечатывающий шов и второй поперечный запечатывающий шов, таким образом, чтобы клей скреплял второй участок тройного стыка при термозапечатывании трубки на третьем участке термозапечатывания с образованием второго поперечного запечатывающего шва. Предпочтительно второй и третий участки термозапечатывания могут быть идентичными или выполненными за одно целое.
Таким образом, можно обеспечить устройство, изготавливающее упаковку, которая не только герметично охватывает подлежащее упаковыванию вещество, но и может быть легко и эффективно переработана после использования. В частности, устройство способно обеспечивать нанесение клея в таком уменьшенном количестве на исходный материал, что можно поддерживать содержание герметика/адгезива на уровне, облегчающем переработку изготовленной упаковки. При этом применение клея в устройстве должно проводиться описанным способом, что позволяет наносить клей только на те места, для которых требуется дополнительный герметик/адгезив во время термозапечатывания.
В соответствии с предпочтительным вариантом осуществления участок нанесения клея может быть расположен в устройстве таким образом, чтобы клей высыхал до поступления на любой участок из участков складывания и первого-третьего участка термозапечатывания. Предпочтительно устройство может быть выполнено с возможностью (адаптировано) для завершения любых или всех описанных выше стадий способа по первому аспекту настоящего изобретения.
Таким образом, возможно нанесение клея таким образом, чтобы клей сохранял свою намеченную форму и не препятствовал последующим стадиям производства, совершаемым устройством. Тем самым эта конфигурация способствует усовершенствованию способа производства с помощью простых и экономически эффективных средств.
В соответствии с дополнительным предпочтительным вариантом осуществления система подачи может содержать систему рулонной подачи для сматывания продольного плоского листового материала с бумажного рулона для подачи плоского листа. Кроме того, устройство предпочтительно может дополнительно содержать режущий участок для разделения множества упаковок, образованных последовательно. Предпочтительно третий участок термозапечатывания может быть выполнен с возможностью перемещения плоского листа из системы подачи в режущий участок предпочтительно путем захвата и вытягивания второго конца трубки.
Таким образом, можно производить упаковку с высокой скоростью и в полностью автоматизированном процессе, а также без излишних затрат на переконфигурирование или переоборудование уже существующих устройств в соответствии с конфигурацией устройства согласно изобретению.
Краткое описание чертежей
Дополнительные признаки, преимущества и цели изобретения будут понятны специалисту в данной области после прочтения приведенного ниже подробного описания вариантов осуществления изобретения при их рассмотрении вместе с фигурами на прилагаемых графических материалах.
В случае если цифры на фигуре были опущены, например, для ясности, соответствующие элементы все еще могут присутствовать на фигуре.
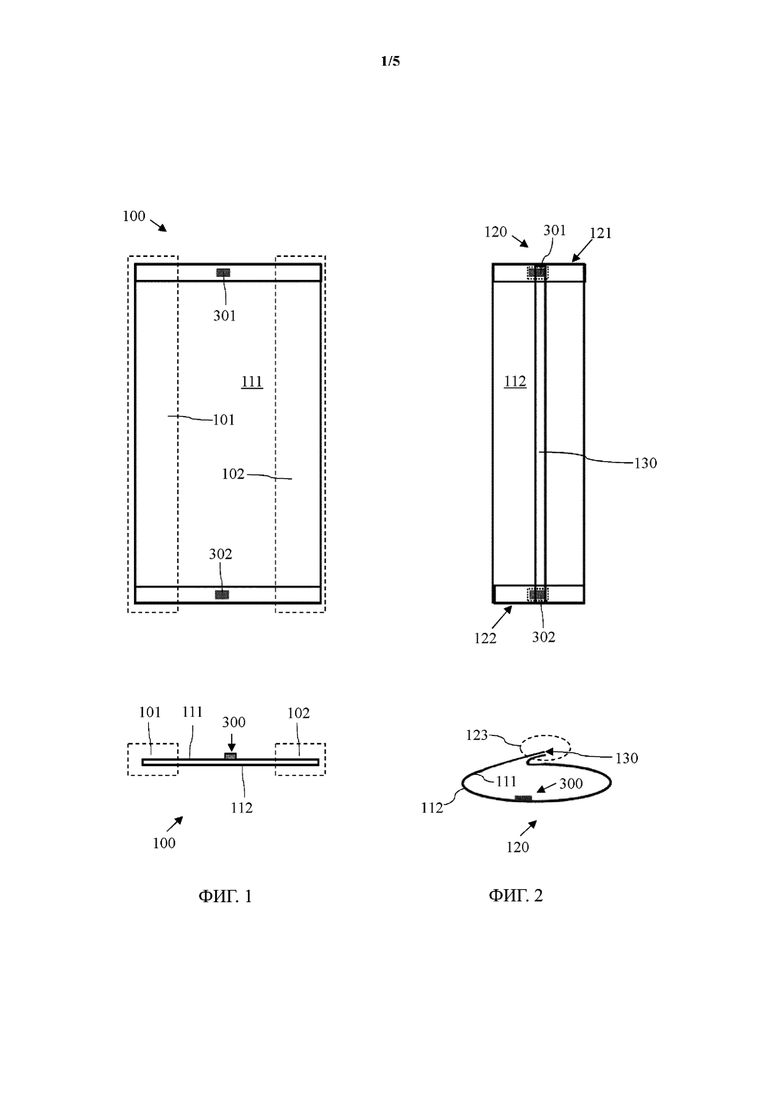
На фиг. 1 показан схематический вид спереди и сбоку плоского листа, используемого в способе настоящего изобретения и для упаковки по настоящему изобретению.
На фиг. 2 показан схематический вид спереди и вид сбоку плоского листа, изображенного на фиг. 1, после складывания в конфигурацию в форме трубки.
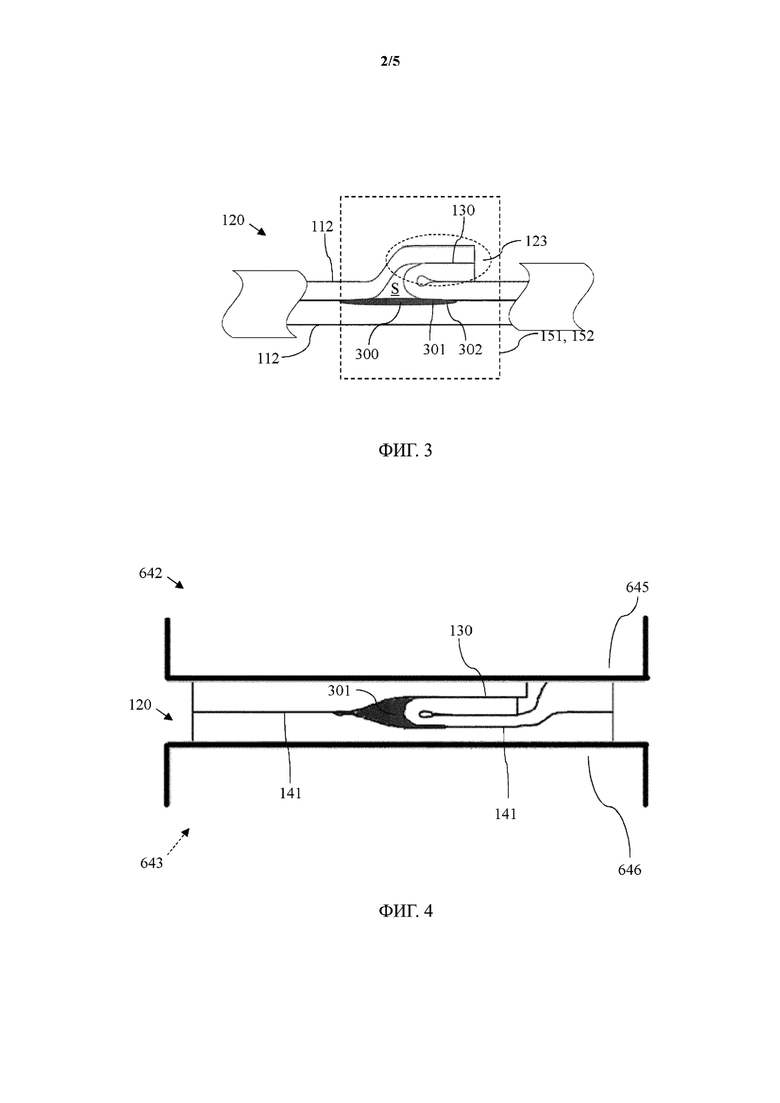
На фиг. 3 показан увеличенный схематический вид сбоку вырезки конца трубки, изображенной на фиг. 2.
На фиг. 4 показан схематический вид сбоку трубки, изображенной на фиг. 2, во время процесса термозапечатывания.
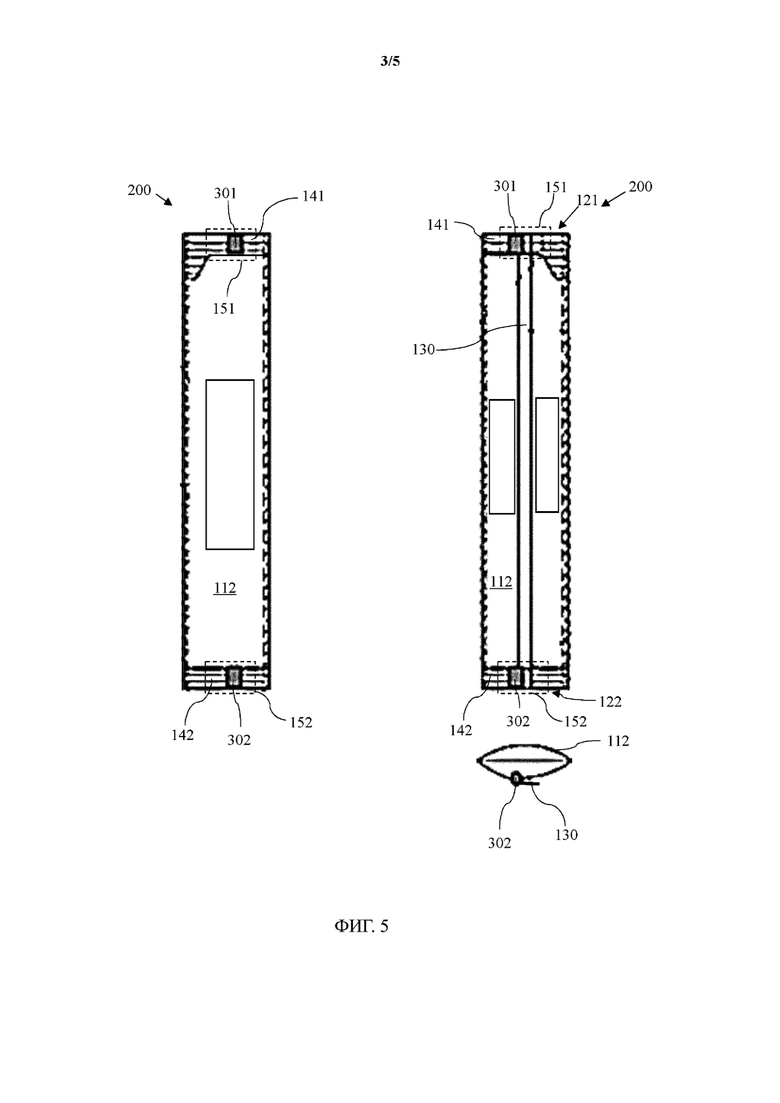
На фиг. 5 показан схематический вид спереди, сзади и сбоку упаковки в соответствии с настоящим изобретением.
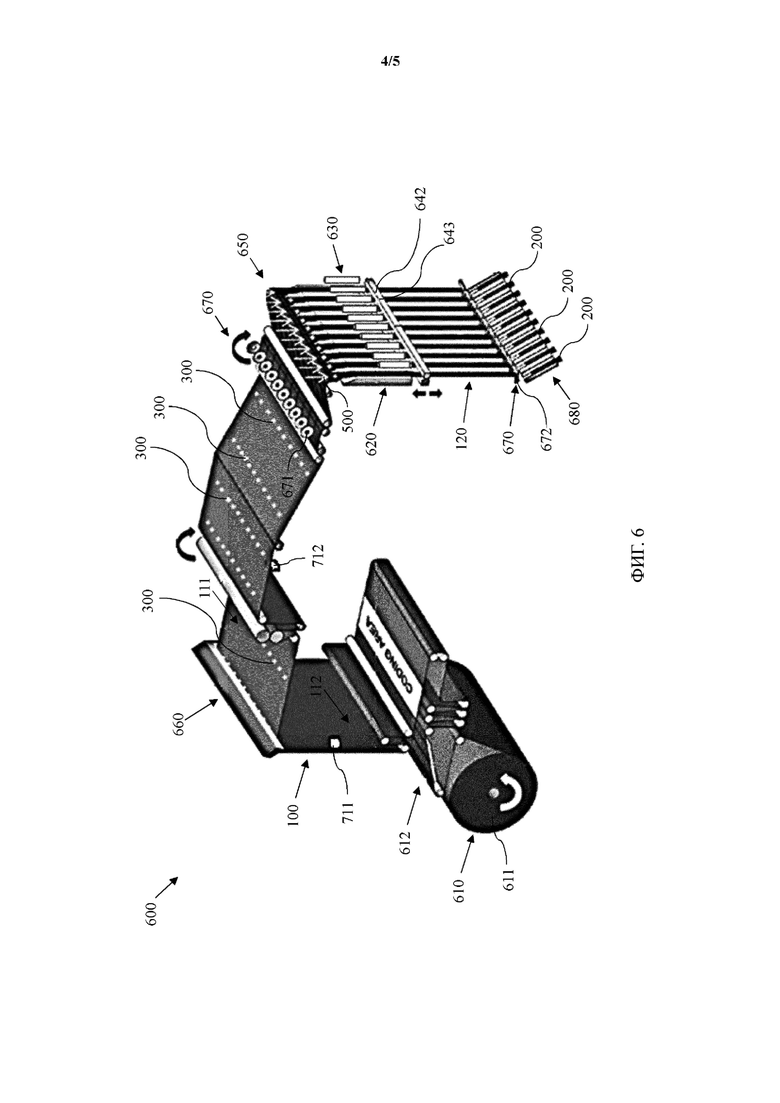
На фиг. 6 показан вид сверху устройства для изготовления упаковки в соответствии с настоящим изобретением.
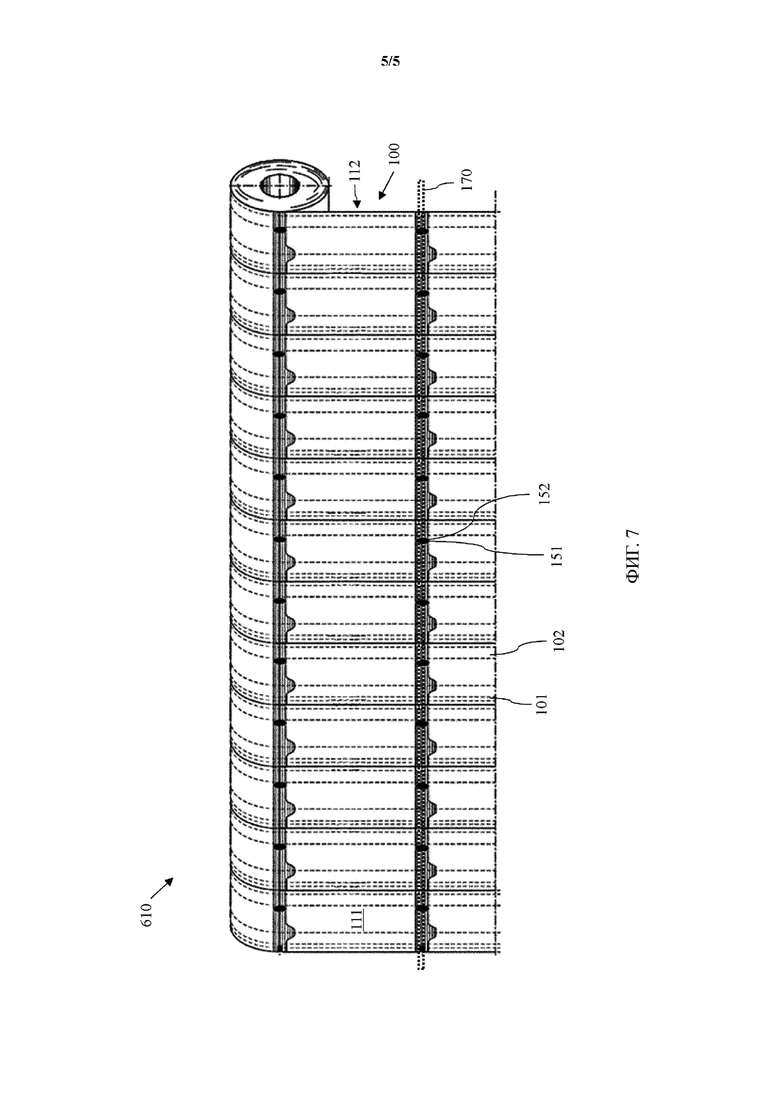
На фиг. 7 показано подробное представление геометрических размеров и пропорций плоского листа, используемого в устройстве, изображенном на фиг. 6, для упаковки, показанной на фиг. 5.
Осуществление изобретения
На фигурах представлены различные виды и аспекты настоящего изобретения. Например, на фиг. 1-4 представлены некоторые из стадий способа изготовления упаковки 200 в соответствии с настоящим изобретением. На фиг. 5 показаны аспекты изготовления упаковки 200 в соответствии с настоящим изобретением. На фиг. 6 и 7 в качестве примера показаны составные части устройства 600 для изготовления упаковки 200 в соответствии с настоящим изобретением.
Способ изготовления упаковки 200 для заключения в ней вещества 500 включает стадию обеспечения плоского листа 100, изготовленного из пригодного для вторичной переработки бумажного материала и имеющего два противоположных боковых краевых участка 101, 102. Боковые краевые участки 101, 102 могут проходить от соответствующего бокового края плоского листа 100 к противоположному боковому краевому участку 101, 102 соответственно. Два боковых краевых участка 101, 102 могут образовывать вместе всю боковую поверхность плоского листа 100. Предпочтительно плоский лист 100 также может иметь две противоположные боковые поверхности 111, 112. Плоский лист 100 может иметь любую форму или вид. Например, плоский лист может иметь (по существу) квадратную или прямоугольную форму, например, как показано на фиг. 1. Однако это не полный перечень.
По существу, например, плоский листовой материал может содержать бумагу (например (исключительно или по меньшей мере в первую очередь), изготовленную из целлюлозных волокон, таких как целлюлозные волокна, полученные из древесины, травы и/или бамбука), а также дополнительные (произвольные) компоненты, которые могут или не могут быть пригодными для переработки или биоразлагаемыми. При этом дополнительные компоненты, которые могут, например, представлять собой пластиковое покрытие или другое полимерное содержимое, будут ограничены количеством до около 20%, предпочтительно до около 15%, более предпочтительно до около 10% и наиболее предпочтительно до около 5% от общей массы (всего) плоского листового материала (чтобы сделать плоский листовой материал все еще пригодным для переработки). Хотя дополнительные компоненты могут быть обеспечены в виде слоев, многослойных материалов на бумажном материале, также возможно, что дополнительные компоненты могут быть смешаны с самим бумажным материалом или примешаны к нему. Однако это лишь примеры, и они не отражают полный перечень.
Плоский листовой материал может содержать слоистую и/или многослойную структуру. При этом плоский лист 100 (или плоский листовой материал) может содержать основной слой и герметизирующий слой (не показан). Также понятно, что плоский листовой материал может содержать дополнительные слои, которые предпочтительно могут или не могут представлять собой пригодный для переработки, биоразлагаемый и/или пригодный для компостирования материал. Предпочтительно основной слой может быть изготовлен из бумажного материала.
Основной слой может иметь грамматуру от 40 г/м2 до 120 г/м2, предпочтительно от 50 г/м2 до 80 г/м2. В качестве аббревиатуры для единицы грамматуры можно использовать выражение «г/м2», означающее «грамм на квадратный метр». Примеры пригодного для вторичной переработки бумажного материала могут представлять собой глянцевую бумагу или металлизированную бумагу. Например, глянцевая бумага может представлять собой бумагу без покрытия, и одна из ее сторон может иметь гладкую поверхность, тогда как противоположная ей сторона может иметь шероховатую поверхность. Металлизированная бумага может представлять собой бумагу, покрытую слоем металла, такого как алюминий, причем предпочтительно покрытие может быть нанесено путем наслаивания или вакуумной металлизации.
Герметизирующий слой может иметь толщину материала от 5 до 10 мкм, предпочтительно от 6 до 8 мкм. Примеры материалов, которые следует использовать в качестве герметизирующего слоя, могут представлять собой полиолефиновую дисперсию или акриловое покрытие. Герметизирующий слой может иметь грамматуру от 1 г/м2 до 15 г/м2, предпочтительно от 4 г/м2 до 10 г/м2. Герметизирующий слой может быть выполнен с возможностью плавления путем воздействия на плоский лист 100 температур в диапазоне от 150 градусов Цельсия до 220 градусов Цельсия. Альтернативно или дополнительно герметизирующий слой может изменять свое физическое состояние или свойства связывания под давлением или воздействием (УФ) излучения. Предпочтительно герметизирующий слой может быть обеспечен на по меньшей мере одной из двух противоположных боковых поверхностей 111, 112 плоского листа 100. Герметизирующий слой может представлять собой покрытие, которое действует как герметик в процессе термозапечатывания.
Предпочтительно плоский лист 100 может быть обеспечен путем разматывания продольного плоского листового материала. Например, плоский лист 100 можно сматывать с бумажного рулона 611, расположенного в устройстве 600. Альтернативно или дополнительно плоский лист 100 может быть обеспечен с таким расчетом, чтобы широкий продольный плоский листовой материал можно было размотать, разрезать в продольном направлении (например, дисковыми ножами) на отдельные плоские листы 100 так, чтобы отделенный таким образом плоский лист 100 имел два противоположных боковых краевых участка 101, 102 соответственно. Это показано в качестве примера на фиг. 6 и 7.
Плоский лист 100 формуют в трубку 120 путем складывания плоского листа 100 таким образом, чтобы два боковых краевых участка 101, 102 по меньшей мере частично перекрывали друг друга на участке 123 перекрытия. На участке 123 перекрытия боковые краевые участки 101, 102 могут соприкасаться друг с другом с одной и той же стороны плоского листа 100. Таким образом, два боковых краевых участка 101, 102 могут быть сложены таким образом, чтобы они оказались лежащими друг на друге с одной и той же стороны плоского листа 100. Это показано в качестве примера на фиг. 2-4, где два боковых краевых участка 101, 102 обращены друг к другу на первой боковой поверхности 111. Трубку 120 термозапечатывают вдоль участка 123 перекрытия с образованием продольного запечатывающего шва 130. Пример этого представлен на фиг. 2 и 3. Предпочтительно трубка 120 может иметь первый конец 121 трубки и второй конец 122 трубки, между которыми предпочтительно продольный запечатывающий шов 130 может проходить по меньшей мере частично, предпочтительно полностью. Пример этого представлен на фиг. 2 и 5.
(Запечатанный) участок 123 перекрытия может быть образован таким образом, чтобы он выступал из упаковки 200, предпочтительно в запечатанном состоянии. Кроме того, (запечатанный) участок 123 перекрытия может быть образован таким образом, чтобы он выступал из упаковки 200, или таким образом, чтобы оба боковых краевых участка 101, 102 или участок 123 перекрытия располагались на наружной стороне 200 упаковки. Пример этого представлен на фиг. 2 и 5.
Трубку 120 термозапечатывают поперек продольного запечатывающего шва 130 для закрытия трубки 120 с помощью первого поперечного запечатывающего шва 141 на первом конце 121 трубки (например, показанном на фиг. 5).
Для достижения этого может быть обеспечен второй участок 642 термозапечатывания, который может содержать два термозапечатывающих зажима 645, 646, расположенных напротив друг друга. На фиг. 4 показан пример осуществления для второго участка 642 термозапечатывания. Два термозапечатывающих зажима 645, 646 могут быть выполнены с возможностью (линейного и/или вращательного) перемещения друг к другу. Термозапечатывающие зажимы 645, 646 могут перемещаться между состоянием обработки, когда трубка 120 может быть зажата между двумя термозапечатывающими зажимами 645, 646 для приложения усилия скрепления (например, от 500 Н до 1500 Н), давления (например, от 2 бар до 10 бар) и/или тепла (температура от 150 градусов Цельсия до 220 градусов Цельсия) к трубке 120 в течение определенного периода времени (например, от 0,1 до 10 секунд). Термозапечатывающие зажимы 645, 646 могут перемещаться в состояние высвобождения, когда трубка 120 может иметь возможность перемещения (высвобождена) между двумя термозапечатывающими зажимами 645, 646. На фиг. 4 показано примерное положение первого поперечного запечатывающего шва 141, причем термозапечатывающие зажимы 645, 646 показаны в качестве примера в состоянии обработки. При этом понятно, что оба термозапечатывающих зажима 645, 646 могут быть выполнены с возможностью перемещения или только один из двух термозапечатывающих зажимов 645, 646 может быть выполнен с возможностью перемещения.
Аналогичным образом трубку 120 термозапечатывают поперек продольного запечатывающего шва 130 для закрытия трубки 120 с помощью второго поперечного запечатывающего шва 142 на втором конце трубки 122, которое противоположно первому концу 121 трубки по отношению к веществу 500, подлежащему упаковыванию. Это явным образом не проиллюстрировано на фигурах. Однако обеспечение второго поперечного запечатывающего шва 142 можно осуществлять аналогичным образом (или (точно) таким же образом), как это в качестве примера показано на фиг. 4. При этом может быть обеспечен третий участок 643 термозапечатывания, который может иметь аналогичную или идентичную конфигурацию, как и вышеупомянутый второй участок 642 термозапечатывания (например, как показано на фиг. 4). Однако также понятно, что для термозапечатывания первого поперечного запечатывающего шва 141 и второго поперечного запечатывающего шва 142 используется одно и то же устройство. Таким образом, второй и третий участки 642, 643 термозапечатывания могут представлять собой идентичное / одно и то же устройство. Кроме того, также понятно, что второй участок 642 термозапечатывания может быть выполнен за одно целое с третьим участком 643 термозапечатывания. Это показано в качестве примера на фиг. 4, где третий участок 643 термозапечатывания обозначен стрелкой с пунктирной линией, поскольку третий участок 643 термозапечатывания может быть скрыт за вторым участком 642 термозапечатывания (если смотреть сбоку). Кроме того, также понятно, что один из термозапечатывающих зажимов 645, 646 может образовывать второй участок 642 термозапечатывания, тогда как соответствующий другой из двух термозапечатывающих зажимов 645, 646 может образовывать третий участок 643 термозапечатывания. Однако это только примеры, и возможны различные конфигурации.
За счет обеспечения второго поперечного запечатывающего шва 142 упаковка 200 образована таким образом, что она заключает в себе упакованное вещество 500.
Также понятно, что продольный запечатывающий шов 130 может быть запечатан на трубке 120, предпочтительно на первом или втором поперечном запечатывающем шве 141, 142, на стадии термозапечатывания, так что он будет скреплен с ними. Для отображения такой возможной конфигурации в качестве примера может подходить фиг. 3.
В некоторой точке способа трубку 120 наполняют веществом 500, подлежащим упаковыванию. Вещество 500 может представлять собой пищевой продукт или лекарственный препарат.
Способ дополнительно включает стадию нанесения первого количества клея 301 на плоский лист 100 на первом участке 151 тройного стыка. На первом участке 151 тройного стыка пересекаются продольный запечатывающий шов 130 и первый поперечный запечатывающий шов 141. Это проиллюстрировано в качестве примера на фиг. 2, 3 и 5.
Способ также включает стадию нанесения второго количества клея 302 на плоский лист 100 на втором участке 152 тройного стыка. На втором участке 152 тройного стыка пересекаются продольный запечатывающий шов 130 и второй поперечный запечатывающий шов 142. Это проиллюстрировано в качестве примера на фиг. 2, 3 и 5.
Первое количество клея 301 и/или второе количество клея 302 можно наносить в виде пятна клея 300. Это проиллюстрировано в качестве примера на фиг. 1-6. Предпочтительно любой из клея 300-302 может быть нанесен на герметизирующий слой. Например, на фиг. 1-7 герметизирующий слой может быть обеспечен на первой боковой поверхности 111 плоского листа 100, который может образовывать внутреннюю поверхность трубки 120 после стадии складывания. В следующем описании именование «клей» может включать каждый из клея 300-302.
Клей 300-302 скрепляет соответствующий участок 151, 152 тройного стыка при термозапечатывании соответствующего конца 121, 122 трубки с образованием соответствующего поперечного запечатывающего шва 141, 142. Это проиллюстрировано в качестве примера на фиг. 4 и 5.
Также понятно, что соответствующее количество клея 300-302 может быть нанесено до стадии формования плоского листа 100 в трубку 120. Это показано в качестве примера на фиг. 1-3, 6 и 7.
Предпочтительно, чтобы клей 300-302 мог быть сухим до стадии формования плоского листа 100 в трубку 120 или до стадии термозапечатывания трубки 120 с образованием продольного запечатывающего шва 130. Таким образом, клей 300-302 может переходить из твердого состояния, в котором клей 300-302 является сухим, в жидкое состояние, в котором клей 300-302 является текучим. Изменение физического состояния клея 300-302 можно активировать путем изменения температуры и/или давления вокруг клея 300-302. При этом (высушенный) клей 300-302 может быть повторно активирован (выполнен с возможностью повторной активации) на соответствующей стадии термозапечатывания путем плавления клея 300-302 таким образом, чтобы клей 300-302 становился текучим и скреплял соответствующие участки 151, 152 тройного стыка после сушки. Это проиллюстрировано в качестве примера на фиг. 3 и 4.
Например, на фиг. 3 показан пример трубки 120, механически зажатой (например, двумя / между двумя термозапечатывающими зажимами 645, 646) на первом конце 121 трубки перед термозапечатыванием первого поперечного запечатывающего шва 141. В этой конфигурации клей 301 может быть нанесен на первую поверхность 111 внутри трубки 120, причем клей 301 может быть расположен (в виде пятна) (непосредственно) снизу продольного запечатывающего шва 130 и может находиться в сухом состоянии. На фиг. 3 показано, что между участком 123 перекрытия и спрессованными вместе лентовидными участками трубки 120 может быть образовано пространство S. Как показано в качестве примера на фиг. 4, при термозапечатывании первого конца 121 трубки с образованием первого поперечного запечатывающего шва 141 может происходить повышение температуры и/или давления, так что клей 301 может плавиться и может затекать в пространство S. Тем самым пространство S может быть заполнено и скреплено клеем 301. То же самое можно обосновать для второго поперечного запечатывающего шва 142 со вторым количеством клея 302. При этом для каждого из этих случаев может быть предусмотрено (/иметься) соответствующее количество клея 301, 302 в виде пятна клея 300. Таким образом, клей 300-302 может скреплять соответствующий участок 151, 152 тройного стыка (может быть выполнен с возможностью скрепления участка) таким образом, чтобы продольный запечатывающий шов 130, а также первый и второй поперечные запечатывающие швы 141, 142 могли образовывать (вместе) герметичное запечатывание упаковки 200.
При этом размер, толщина, форма и/или местоположение первого и второго количества клея 301, 302 могут влиять, например, на надежность запечатывания упаковки 200. На фиг. 7 представлены примеры приемлемых местоположений для нанесения клея, которые указаны закрашенными кружками и могут соответствовать участкам 151, 152 тройного стыка. Аналогичным образом форма и/или конфигурация запечатывающих зажимов 645, 646 могут влиять, например, на направление плавления и/или режим плавления клея 300-302.
Примеры приемлемых материалов для клея 300-302 могут представлять собой воск или любой термоплавкий клей или адгезив на полиолефиновой (PO) или акриловой основе.
Множество упаковок 200 может быть образовано последовательно. Это проиллюстрировано в качестве примера на фиг. 6 и 7. Таким образом, соседние упаковки 200 могут иметь общий поперечный запечатывающий шов, который может образовывать первый поперечный запечатывающий шов 141 одной из упаковок 200 и второй поперечный запечатывающий шов 142 соседней упаковки 200. Кроме того, первое количество клея 301 одной из двух соседних упаковок 200 может быть обеспечено вместе со вторым количеством клея 302 соседней упаковки 200. Способ может завершать процесс изготовления упаковки 200 путем разделения упаковок 200 на стадии поперечной резки. В качестве примера это показано на фиг. 6, где может быть предусмотрен режущий участок 670 с горизонтальным резаком 672. Альтернативно способ изготовления упаковки 200 можно завершать путем ослабления участка 170 соединения с образованием линии отрыва. На фиг. 7 для примера показано, что общий поперечный запечатывающий шов может быть обеспечен (или запланирован) в качестве участка 170 соединения.
Дополнительный аспект настоящего изобретения относится к упаковке 200. На фиг. 5 показан пример упаковки 200. Упаковка 200 может представлять собой однопорционную упаковку, такую как стик-пакет, или многопорционную упаковку, такую как пауч-пакет (пакет дой-пак) с устойчивым дном, пакет-подушечка и/или пакет с боковыми складками. Упаковка 200 может быть пригодна для заключения в ней пищевых продуктов.
Упаковка 200 изготовлена из вышеупомянутого плоского листа 100 с двумя противоположными боковыми краевыми участками 101, 102 и изготовлена из пригодного для вторичной переработки бумажного материала. Упаковка 200 заключает в себе вещество 500 и содержит продольный запечатывающий шов 130. Как подробно описано выше, продольный запечатывающий шов 130 проходит вдоль участка 123 перекрытия, на котором два противоположных боковых краевых участка 101, 102 перекрывают друг друга, когда плоский лист 100 сложен с образованием трубки 120. Это проиллюстрировано в качестве примера на фиг. 5. Первый поперечный запечатывающий шов 141 проходит поперек продольного запечатывающего шва 130 для закрытия трубки 120 на первом конце 121 трубки. Второй поперечный запечатывающий шов 142 проходит поперек продольного запечатывающего шва 130 для закрытия трубки 120 на втором конце 122 трубки. В упаковке 200 первое количество клея 301 скрепляет вышеупомянутый первый участок 151 тройного стыка, и второе количество клея 302 скрепляет вышеупомянутый второй участок 152 тройного стыка. Предпочтительно упаковка 200 может быть выполнена таким образом, чтобы она (герметично) запечатывала заключенный в ней пищевой продукт в виде вещества 500. Предпочтительно клей 301, 302 может скреплять поперечные запечатывающие швы 141, 142 в местоположении, которое может быть смещено в боковом направлении от продольной оси и/или продольного запечатывающего шва 130. Однако также понятно, что клей 301, 302 можно обнаружить в середине поперечных запечатывающих швов 141, 142 соответственно.
На фиг. 7 показан пример необработанного плоского листа 100 с геометрическими размерами и пропорциями линий складывания и линий запечатывания, которые можно найти в готовой упаковке 200.
Дополнительный аспект изобретения относится к устройству 600 для изготовления вышеупомянутой упаковки 200. Пример устройства 600 показан на фиг. 6.
Устройство 600 содержит систему 610 подачи для подачи плоского листа 100. Система 610 подачи может содержать систему 612 рулонной подачи для сматывания продольного плоского листового материала с вышеупомянутого бумажного рулона 611 для подачи плоского листа 100. При этом система 612 рулонной подачи может содержать буферный участок для поддержания достаточного количества листового материала, доступного для обработки. Это показано в качестве примера на фиг. 6.
Устройство 600 дополнительно содержит участок 620 складывания для складывания поданного плоского листа 100 таким образом, чтобы два противоположных боковых краевых участка 101, 102 перекрывали друг друга на участке 123 перекрытия с образованием плоского листа 100 в форме трубки 120. Участок 620 складывания может быть выполнен с возможностью складывания листа 100 в трубку 120 и/или для размещения/удержания трубки 120 таким образом, чтобы клей 300-302 находился снизу продольного запечатывающего шва 130. Кроме того, участок 620 складывания может определять диаметр трубки 120 и размер участка 123 перекрытия.
Устройство 600 дополнительно содержит участок 650 наполнения для наполнения трубки 120 веществом 500, подлежащем упаковыванию. Для примера вещество 500 проиллюстрировано в виде белых стрелок на фиг. 6. Участок 620 складывания и участок 650 наполнения могут представлять собой один блок и могут представлять собой, например, формовочную пластину. Устройство 600 может представлять собой горизонтальное (HFFS) или вертикальное (VFFS) формовочно-фасовочно-запечатывающее устройство, такое как устройство 600, показанное на фиг. 6.
Устройство 600 также содержит первый участок 630 термозапечатывания для термозапечатывания трубки 120 вдоль участка 123 перекрытия с образованием продольного запечатывающего шва 130. Первый участок 630 термозапечатывания может представлять собой вертикальный аппарат для термозапечатывания.
Кроме того, устройство 600 содержит вышеупомянутый второй участок 642 термозапечатывания для термозапечатывания трубки 120 поперек продольного запечатывающего шва 130 для закрытия трубки 120 с помощью первого поперечного запечатывающего шва 141 на первом конце 121 трубки. Пример второго участка 642 термозапечатывания можно найти на фиг. 4 и 6. Предпочтительно второй участок 642 термозапечатывания может представлять собой горизонтальный аппарат для термозапечатывания. Вышеупомянутый третий участок 643 термозапечатывания расположен в устройстве 600 для термозапечатывания трубки 120 поперек продольного запечатывающего шва 130 для закрытия трубки 120 с помощью второго поперечного запечатывающего шва 142 на втором конце трубки 122 для заключения вещества 500. Предпочтительно третий участок 643 термозапечатывания может представлять собой горизонтальный аппарат для термозапечатывания.
Второй и третий участки 642, 643 термозапечатывания могут быть идентичными. Это показано в качестве примера на фиг. 6, где второй участок 642 термозапечатывания и третий участок 643 термозапечатывания не только выполнены за одно целое, но и образуют единый компонент. Предпочтительно на втором и третьем участках 642, 643 термозапечатывания клей 300-302 может быть активирован повторно.
Устройство 600 дополнительно содержит участок 660 нанесения клея для нанесения первого количества клея 301 на плоский лист 100 на первом участке тройного стыка 151 для запечатывания первого участка 151 тройного стыка при термозапечатывании трубки 120 на втором участке 642 термозапечатывания с образованием первого поперечного запечатывающего шва 141 и для нанесения второго количества клея 302 на плоский лист 100 на втором участке 152 тройного стыка для запечатывания второго участка 152 тройного стыка при термозапечатывании трубки 120 на третьем участке 643 термозапечатывания с образованием второго поперечного запечатывающего шва 142.
Участок 660 нанесения клея может быть расположен в устройстве 600 таким образом, чтобы клей 300-302 высыхал до поступления на любой участок из участков 620 складывания и первого-третьего участка 630, 642, 643 термозапечатывания. Это показано в качестве примера на фиг. 6, где установлено определенное расстояние между участком 660 нанесения клея и участком 620 складывания. Например, пятна клея 300, показанные на фиг. 6, выходящие из участка 660 нанесения клея, могут представлять собой жидкие пятна клея 300, а последующие четыре линии пятен клея 300 ближе к участку 620 складывания могут быть (уже) высохшими/затвердевшими пятнами клея 300. Клей 300 может быть высушен также с использованием дополнительных средств, таких как охладитель или вентилятор (не показаны).
Устройство 600 может дополнительно содержать режущий участок 670 для отделения множества упаковок 200, образованных последовательно, перед высвобождением упаковки в выходной системе 680. Выходная система 680 может представлять собой спускной лоток. Режущий участок 670 может содержать вышеупомянутый горизонтальный резак 672. Кроме того, режущий участок 670 может содержать продольный резак 671 для разрезания широкого плоского листового материала на множество отдельных плоских листов 100. Продольный резак 671 может представлять собой один или более круглых ножей.
Кроме того, второй участок 642 термозапечатывания и/или третий участок 643 термозапечатывания могут быть выполнены с возможностью перемещения плоского листа 100 из системы 610 подачи в режущий участок 670 путем захвата и вытягивания второго конца 122 трубки. Это проиллюстрировано в качестве примера на фиг. 6.
Кроме того, устройство 600 может дополнительно содержать два блока 711, 712 датчиков для управления производственным процессом и его контроля. Блок датчиков 711, 712 может представлять собой оптические датчики, такие как фотоэлемент или лазерный датчик. Блок 711, 712 датчиков может быть подключен к блоку управления, который может быть выполнен с возможностью автоматического завершения стадий способа изготовления упаковки 200 в соответствии с изобретением.
Изобретение не ограничено вариантами осуществления, описанными выше в настоящем документе, при условии, что они охвачены прилагаемыми пунктами формулы изобретения. Все особенности вариантов осуществления, описанные в настоящем документе выше, могут быть скомбинированы любым возможным способом и могут применяться взаимозаменяемо.
Изобретение относится к способу изготовления упаковки (200) для заключения в ней вещества (500). Плоский лист (100), изготовленный из пригодного для вторичной переработки бумажного материала и имеющий два противоположных боковых краевых участка (101, 102), обеспечивают и формуют в трубку (120) путем складывания плоского листа (100) таким образом, что два боковых краевых участка (101, 102) перекрывают друг друга на участке (123) перекрытия. Трубку (120) термозапечатывают вдоль участка (123) перекрытия с образованием продольного запечатывающего шва (130) и термозапечатывают поперек продольного запечатывающего шва (130) для закрытия трубки (120) с помощью первого поперечного запечатывающего шва (141) на первом конце (121) трубки. Трубку (120) наполняют веществом (500) и термозапечатывают поперек продольного запечатывающего шва (130) для закрытия трубки (120) с помощью второго поперечного запечатывающего шва (142) на втором конце (122) трубки. Первое и второе количество клея (300-302) наносят на плоский лист (100) на первом и втором участках (151, 152) тройного стыка, где пересекаются продольный запечатывающий шов (130) и соответствующие поперечные запечатывающие швы (141, 142) соответственно. Клей (300-302) скрепляет соответствующий участок (151, 152) тройного стыка при термозапечатывании соответствующего конца (121, 122) трубки с образованием соответствующего поперечного запечатывающего шва (141, 142). Изобретение также относится к упаковке (200), заключающей в себе вещество (500), и устройству (600) для изготовления такой упаковки (200). Таким образом, можно производить упаковку с высокой скоростью и в полностью автоматизированном процессе, а также без излишних затрат на переконфигурирование или переоборудование уже существующих устройств. 3 н. и 12 з.п. ф-лы, 7 ил.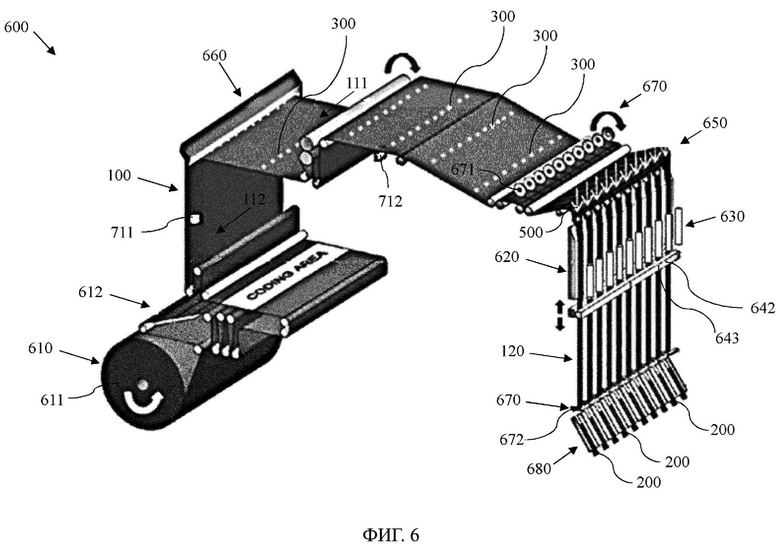
1. Способ изготовления упаковки (200) для заключения в ней вещества (500), включающий:
 обеспечение плоского листа (100), изготовленного из пригодного для вторичной переработки бумажного материала и имеющего два противоположных боковых краевых участка (101, 102),
обеспечение плоского листа (100), изготовленного из пригодного для вторичной переработки бумажного материала и имеющего два противоположных боковых краевых участка (101, 102),
формование плоского листа (100) в трубку (120) путем складывания плоского листа (100) таким образом, чтобы два боковых краевых участка (101, 102) по меньшей мере частично перекрывали друг друга на участке (123) перекрытия,
термозапечатывание трубки (120) вдоль участка (123) перекрытия с образованием продольного запечатывающего шва (130),
термозапечатывание трубки (120) поперек продольного запечатывающего шва (130) для закрытия трубки (120) с помощью первого поперечного запечатывающего шва (141) на первом конце (121) трубки,
наполнение трубки (120) веществом (500), подлежащим упаковыванию,
термозапечатывание трубки (120) поперек продольного запечатывающего шва (130) для закрытия трубки (120) с помощью второго поперечного запечатывающего шва (142) на втором конце (122) трубки, противоположном первому концу (121) трубки по отношению к веществу (500), подлежащему упаковыванию, с образованием упаковки (200), заключающей в себе указанное вещество (500),
отличающийся тем, что способ дополнительно включает:
нанесение первого количества клея (300, 301) на плоский лист (100) на первом участке (151) тройного стыка, на котором пересекаются продольный запечатывающий шов (130) и первый поперечный запечатывающий шов (141),
нанесение второго количества клея (300, 302) на плоский лист (100) на втором участке (152) тройного стыка, на котором пересекаются продольный запечатывающий шов (130) и второй поперечный запечатывающий шов (142),
причем клей (300-302) скрепляет соответствующий участок (151, 152) тройного стыка при термозапечатывании соответствующего конца (121, 122) трубки с образованием соответствующего поперечного запечатывающего шва (141, 142).
2. Способ по п. 1, в котором соответствующее количество клея (300-302) наносят до стадии формования плоского листа (100) в трубку (120).
3. Способ по п. 1 или 2, в котором первое количество клея (300, 301) и/или второе количество клея (300, 302) наносят в виде пятна клея (300-302), причем клей (300-302) предпочтительно переходит из жидкого состояния, в котором клей (300-302) представляет собой текучее вещество, в твердое состояние, в котором клей (300-302) является сухим, в зависимости от температуры и/или давления.
4. Способ по любому из предшествующих пунктов, в котором клей (300-302) высушивают до стадии формования плоского листа (100) в трубку (120) или по меньшей мере до стадии термозапечатывания трубки (120) с образованием продольного запечатывающего шва (130) и при этом высушенный клей (300-302) повторно активируют на соответствующей стадии термозапечатывания путем плавления клея (300-302) таким образом, чтобы клей (300-302) становился текучим и скреплял соответствующий участок (151, 152) тройного стыка после сушки, причем предпочтительно клей (300-302) скрепляет соответствующий участок (151, 152) тройного стыка таким образом, чтобы продольный запечатывающий шов (130), а также первый и второй поперечные запечатывающие швы (141, 142) образовывали герметичное запечатывание упаковки (200).
5. Способ по любому из предшествующих пунктов, в котором клей (300-302) содержит воск, термоплавкий адгезив на полиолефиновой (PO) или акриловой основе.
6. Способ по любому из предшествующих пунктов, в котором стадия обеспечения плоского листа (100) включает стадию сматывания продольного плоского листового материала с бумажного рулона (611), причем предпочтительно плоский листовой материал содержит слоистую и/или многослойную структуру с основным слоем, изготовленным из бумажного материала, и герметизирующим слоем, причем предпочтительно клей (300-302) наносят на герметизирующий слой.
7. Способ по п. 6, в котором стадия обеспечения плоского листа (100) дополнительно включает продольное разрезание плоского листового материала на отдельные плоские листы (100), каждый из которых имеет два противоположных боковых краевых участка (101, 102).
8. Способ по любому из пп. 1-7, в котором множество упаковок (200) образуют последовательно,
причем соседние упаковки (200) предпочтительно имеют общий поперечный запечатывающий шов (141, 142), образующий первый поперечный запечатывающий шов (141) одной из упаковок (200) и второй поперечный запечатывающий шов (142) соседней упаковки (200), и/или
при этом предпочтительно первое количество клея (300, 301) одной из двух соседних упаковок (200) обеспечивают вместе со вторым количеством клея (300, 302) соседней упаковки (200).
9. Способ по п. 8, в котором за стадией термозапечатывания трубки (120) с образованием второго поперечного запечатывающего шва (142) следует стадия
разделения упаковок (200), предпочтительно на стадии поперечной резки, или
ослабления участка (170) соединения, предпочтительно общего поперечного запечатывающего шва (141, 142), с образованием линии отрыва.
10. Упаковка (200), изготовленная из плоского листа (100) с двумя противоположными боковыми краевыми участками (101, 102) и изготовленная из пригодного для вторичной переработки бумажного материала, причем упаковка (200) заключает в себе вещество (500) и содержит:
продольный запечатывающий шов (130) вдоль участка (123) перекрытия, на котором два противоположных боковых краевых участка (101, 102) перекрывают друг друга при сложении плоского листа (100) с образованием плоского листа (100) в форме трубки (120),
первый поперечный запечатывающий шов (141), проходящий поперек продольного запечатывающего шва (130) для закрытия трубки (120) на первом конце (121) трубки,
второй поперечный запечатывающий шов (142), проходящий поперек продольного запечатывающего шва (130) для закрытия трубки (120) на втором конце (122) трубки, противоположном первому концу (121) трубки по отношению к заключенному веществу (500),
отличающаяся:
первым количеством клея (300, 301), скрепляющего первый участок (151) тройного стыка, на котором пересекаются продольный запечатывающий шов (130) и первый поперечный запечатывающий шов (141), и
вторым количеством клея (300, 302), скрепляющего второй участок (152) тройного стыка, на котором пересекаются продольный запечатывающий шов (130) и второй поперечный запечатывающий шов (142).
11. Упаковка (200) по п. 10, в которой плоский лист (100) содержит многослойную структуру, содержащую основной слой, изготовленный из бумажного материала, и герметизирующий слой, причем предпочтительно герметизирующий слой обеспечен на по меньшей мере одной из двух противоположных боковых поверхностей (111, 112) плоского листа (100), при этом герметизирующий слой предпочтительно обеспечен в виде покрытия или многослойного материала, которые действуют как герметик во время термозапечатывания,
причем предпочтительно основной слой имеет толщину по меньшей мере 50 мкм, предпочтительно по меньшей мере 60 мкм, и/или при этом герметизирующий слой имеет толщину 5-10 мкм, предпочтительно 6-8 мкм.
12. Упаковка (200) по п. 10 или 11, в которой на участке (123) перекрытия боковые краевые участки (101, 102) обращены друг к другу с одной и той же стороны плоского листа (100), причем предпочтительно участок (123) перекрытия образован таким образом, что он выступает из упаковки (200), или таким образом, что оба боковых краевых участка (101, 102) или участок (123) перекрытия расположены на наружной стороне упаковки (200).
13. Упаковка (200) по любому из пп. 10-12, которая представляет собой однопорционную упаковку, такую как стик-пакет, или многопорционную упаковку, такую как пауч-пакет с устойчивым дном, пакет-подушечка, пакет с боковыми складками, и/или выполнена с возможностью герметичного запечатывания заключенного в ней пищевого продукта в виде вещества (500).
14. Устройство (600) для изготовления упаковки (200) для заключения в ней вещества (500) по любому из пп. 10-13, содержащее:
систему (610) подачи для подачи плоского листа (100), изготовленного из пригодного для вторичной переработки бумажного материала и имеющего два противоположных боковых краевых участка (101, 102),
участок (620) складывания для складывания поданного плоского листа (100) таким образом, чтобы два противоположных боковых краевых участка (101, 102) перекрывали друг друга на участке (123) перекрытия с образованием плоского листа (100) в форме трубки (120),
первый участок (630) термозапечатывания для термозапечатывания трубки (120) вдоль участка (123) перекрытия с образованием продольного запечатывающего шва (130),
второй участок (642) термозапечатывания для термозапечатывания трубки (120) поперек продольного запечатывающего шва (130) для закрытия трубки (120) с помощью первого поперечного запечатывающего шва (141) на первом конце (121) трубки,
участок (650) наполнения для наполнения трубки (120) веществом (500), подлежащим упаковыванию,
третий участок (643) термозапечатывания для термозапечатывания трубки (120) поперек продольного запечатывающего шва (130) для закрытия трубки (120) с помощью второго поперечного запечатывающего шва (142) на втором конце (122) трубки, противоположном первому концу (121) трубки по отношению к веществу (500), подлежащему упаковыванию, с образованием упаковки (200), заключающей в себе указанное вещество (500),
отличающееся тем, что дополнительно содержит:
участок (660) нанесения клея для нанесения
 первого количества клея (300, 301) на плоский лист (100) на первом участке (151) тройного стыка, на котором будут пересекаться продольный запечатывающий шов (130) и первый поперечный запечатывающий шов (141) таким образом, что клей (300-302) скрепляет первый участок (151) тройного стыка при термозапечатывании трубки (120) на втором участке (642) термозапечатывания с образованием первого поперечного запечатывающего шва (141),
первого количества клея (300, 301) на плоский лист (100) на первом участке (151) тройного стыка, на котором будут пересекаться продольный запечатывающий шов (130) и первый поперечный запечатывающий шов (141) таким образом, что клей (300-302) скрепляет первый участок (151) тройного стыка при термозапечатывании трубки (120) на втором участке (642) термозапечатывания с образованием первого поперечного запечатывающего шва (141),
второго количества клея (300, 302) на плоский лист (100) на втором участке (152) тройного стыка, на котором будут пересекаться продольный запечатывающий шов (130) и второй поперечный запечатывающий шов (142) таким образом, что клей (300-302) скрепляет второй участок (152) тройного стыка при термозапечатывании трубки (120) на третьем участке (643) термозапечатывания с образованием второго поперечного запечатывающего шва (142).
15. Устройство (600) по п. 14, в котором система (610) подачи содержит систему (612) рулонной подачи для сматывания продольного плоского листового материала с бумажного рулона (611) для подачи плоского листа (100), причем устройство (600) предпочтительно дополнительно содержит режущий участок (670) для разделения множества упаковок (200), образованных последовательно, при этом предпочтительно третий участок (643) термозапечатывания выполнен с возможностью перемещения плоского листа (100) из системы (610) подачи к режущему участку (670) предпочтительно путем захвата и вытягивания второго конца (122) трубки, и/или
при этом участок (660) нанесения клея расположен в устройстве (600) таким образом, что клей (300-302) высыхает до поступления на любой участок из участка (620) складывания и первого-третьего участков (630, 642, 643) термозапечатывания, и/или
причем второй и третий участки (642, 643) термозапечатывания выполнены за одно целое или идентичны.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТИРОВАННОГО ИЗДЕЛИЯ ИЗ СНАФФА ДЛЯ ОРАЛЬНОГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2711937C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ПАКЕТИРОВАННЫЙ ПРОДУКТ С УЛУЧШЕННЫМ ЗАПЕЧАТЫВАНИЕМ И СПОСОБ | 2011 |
|
RU2592099C2 |

