Настоящее изобретение относится к изготовлению полимерных композиционных материалов способом вакуумной инфузии.
Вакуумная инфузия относится к так называемым безавтоклавным методам получения полимерных композиционных материалов и представляет собой процесс формования изделий путем пропитки термореактивным связующим заготовки из армирующего волокнистого наполнителя, размещенного в вакуумном пакете или мешке на формообразующей поверхности оснастки. Движущей силой процесса вакуумной инфузии выступает разница давления между источником связующего и вакуумным пакетом. Вакуумный пакет известным образом включает в себя разделительные и вспомогательные материалы (жертвенная ткань, разделительная пленка, распределительная сетка и т.п.), трубки подачи связующего и создания вакуума, а также собственно вакуумную пленку, закрепляемую при помощи герметизирующего жгута на формообразующей поверхности оснастки.
При этом известна технология так называемого двойного мешка или пакета, при которой вакуумный пакет, в котором находится формуемое изделие, дополнительно герметизируется внешним вакуумным пакетом. За счет использования такого двойного пакета обеспечивается получение изделий с большим объемом волокон и более однородной толщиной, чем в случае использования только одного пакета. Кроме того, двойной пакет обеспечивает повышенную герметичность за счет использования внешнего пакета, который снижает или предотвращает влияние утечек, которые могут возникнуть во внутреннем пакете, в котором находится формуемое изделие.
Подобная технология двойного пакета раскрыта, например, в публикации US 7,413,694. Данная публикация раскрывает формирование внутреннего и внешнего пакетов, соединенных с формообразующей поверхностью оснастки соответствующими герметизирующими жгутами. Во внутреннем пакете под вакуумной пленкой располагается подлежащая пропитке связующим преформа (заготовка), материалы, обеспечивающие надлежащую пропитку преформы и ее последующее отделение от оснастки и пакета, а также подающая связующее линия и вакуумная линия, через которую осуществляется вакуумирование пакета и отвод излишков связующего из пакета. Внешний пакет герметично окружает внутренний пакет и включает в себя внешнюю вакуумную пленку и подключение для присоединения вакуумного насоса для вакуумирования внешнего пакета.
Однако, известное решение имеет ряд недостатков, которые не позволяют в полной мере реализовать потенциал технологии двойного пакета.
Вакуумирование в известном решении осуществляют с контролем уровня вакуума в соответствующем пакете за счет вакуумметра, который расположен в линии вакуумного насоса, то есть, по сути, перед самим вакуумным насосом. Вследствие этого получаются некорректные данные получаемого вакуума, поскольку данные вакуумметра являются в большей степени характеристикой возможностей и показателей используемого вакуумного насоса, а не реального значения вакуума в соответствующем пакете, находящемся на расстоянии от вакуумного насоса и тем самым от места измерения вакуума. При таком измерении невозможен учет влияния на измеряемое значение вакуума разгерметизации пакета, в частности, обусловленной естественным перепадом давления, возникающим в линии между насосом и пакетом и зависящим от ее длины и диаметра. Ошибочные показатели вакуума и его несоответствие предполагаемым значениям обуславливает пониженное качество получаемых изделий ввиду недостаточного удаления газовых включений из преформы и недостаточного давления на внутренний пакет со стороны внешнего пакета.
Данная проблема дополнительно усугубляется использованием вакуумметров относительного давления. Подобные вакуумметры не учитывают отклонения атмосферного давления от нормального значения, что приводит к некорректным оценкам уровня вакуума в пакете, отсутствию необходимого уровня вакуума и, как следствие, получению неплотных изделий.
Кроме того, в известном решении традиционно используются спиральные трубки вакуумной линии, которые являются менее крупными и/или имеют меньший шаг спирали, чем спиральные трубки подающей связующее линии. Подобное соотношение трубок вакуумной и подающей связующее линий необходимо для предотвращения более высокого отвода связующего, чем его подача в преформу. Однако, вакуумирование через имеющие меньшую пропускную способность (более тонкие и/или с меньшими промежутками между витками спирали) трубки делает процесс вакуумирования более трудным и может быть причиной недостижения нужного уровня вакуума, тем более при описанных выше условиях измерения вакуума на удалении от пакета. Это также может стать причиной возникновения «мертвых» зон в преформе, особенно при ее сложной геометрии, которые не смогут быть должным образом заполнены связующим.
Соответственно, задачей изобретения является предложение способа вакуумной инфузии для получения изделий из полимерных композиционных материалов, который позволяет устранить указанные выше недостатки и обеспечить корректную оценку вакуума и получение его надлежащего уровня для создания высококачественных изделий.
Указанная задача решается способом получения изделий вакуумной инфузией, при котором: укладывают преформу на оснастку; формируют герметизирующие преформу внутренний и внешний пакеты, включая прокладку подающей связующее линии и вакуумной линии во внутреннем пакете и прокладку вакуумной линии во внешнем пакете; вакуумируют внутренний пакет путем подключения линии вакуумного насоса к подающей связующее линии при контроле уровня вакуума в вакуумной линии внутреннего пакета; вакуумируют внешний пакет путем подключения вакуумной линии пакета к линии вакуумного насоса при контроле уровня вакуума в вакуумной линии пакета в месте, удаленном от места подключения к ней линии вакуумного насоса; причем во внутреннем пакете создают уровень вакуума, который равен или выше уровня вакуума во внешнем пакете; после вакуумирования пакетов, вакуумный насос переключают от подающей связующее линии к вакуумной линии, а подающую связующее линию соединяют с источником связующего и осуществляют пропитку преформы; сушат пропитанную связующим преформу с получением готового изделия.
Идея изобретения заключается в том, что измерение вакуума следует проводить не в удаленном от пакета месте линии вакуумного насоса, по сути, вблизи этого насоса, а вблизи пакета в отделенной от вакуумного насоса линии. Это позволит получить реальную оценку уровня вакуума в пакете без негативного влияния на нее неизбежного перепада давления, как в самом пакете, так и в линии между пакетом и вакуумным насосом.
Указанное измерение целесообразно проводить в месте пакета, наиболее удаленном от места подключения к нему линии вакуумного насоса. Для облегчения процесса формирования пакета и устранения дополнительных проходов через него изобретение предусматривает измерение вакуума во внутреннем пакете за счет подключения вакуумметра к имеющейся вакуумной линии внутреннего пакета, в то время как вакуумный насос подключен к имеющейся подающей связующее линии.
В случае внешнего пакета достаточно подключение пакета к линии вакуумного насоса и подключение пакета к вакуумметру реализовать на разных сторонах пакета.
Такое подключение в процессе вакуумирования позволяет получить не только достоверную оценку вакуума внутри пакетов, но и реализовать его значения и соотношения в пакетах, которые обеспечивают гарантированное получение изделий с низкой пористостью и оптимальным объемным содержанием армирующего наполнителя. Так, возможно получение во внутреннем вакуумном пакете вакуума со значением не более 1,3 кПа, который гарантирует максимально полную пропитку преформы и получение изделия с пористостью не более 1,5%. Во внешнем пакете может обеспечиваться вакуум со значением не более 5 кПа, который гарантирует необходимое сжатие преформы для получения в конечном изделии оптимального объемного содержания армирующего наполнителя около 55%.
Соответствующий уровень вакуума во внутреннем пакете гарантированно достигается за счет того, что в процессе вакуумирования этого пакета вакуумный насос подключается к подающей связующее линии, которая известным образом обеспечивает возможность большего потока через нее, чем вакуумная линия. Таким образом, изобретение использует известную (имеющую большую пропускную способность) линию для подачи связующего как для подключения вакуумного насоса и создания вакуума в пакете (на этапе вакуумирования), так и для традиционной подачи связующего (на последующем этапе пропитки). В свою очередь, имеющая меньшую пропускную способность вакуумная линия внутреннего пакета используется на этапе вакуумирования пакета для подключения вакуумметра и оценки уровня созданного в пакете вакуума. В качестве собственно вакуумной линии (линии, с которой соединяется вакуумный насос) указанная линия внутреннего пакета используется только в процессе пропитки преформы, при котором не требуется обеспечивать создание высокого вакуума, а необходимо лишь поддерживать созданный ранее (на этапе вакуумирования) вакуум, так что меньшей пропускной способности вакуумной линии будет вполне достаточно для этого.
Таким образом, изобретение базируется на разделении линий, которые используются для создания вакуума и его измерения, а также на улучшенном и максимально полном использовании возможностей имеющихся линий внутреннего пакета за счет придания им способности выполнять разные функции на разных этапах изготовления изделия. Это позволяет проводить корректную оценку уровня создаваемого вакуума и гарантированно получать нужные значения вакуума без внесения значимых изменений (усложнений) в сами пакеты и/или в оснастку.
Контроль или измерение уровня вакуума предпочтительно проводить с применением вакуумметров абсолютного давления, что в отличие от традиционно используемых датчиков относительного давления позволяет учесть возможные отклонения атмосферного давления от нормального значения и, соответственно, обеспечить более корректную оценку уровня вакуума в пакете. Это, в свою очередь, гарантирует обеспечение необходимого уровня вакуума для получения непористых изделий.
Кроме того, в некоторых вариантах осуществления изобретения может требоваться предварительная сушка преформы перед ее вакуумированием. Поэтому, в рамках изобретения предусматривается этап осуществления сушки посредством удаления влаги через упомянутую подающую связующее линию, которая имеет большую пропускную способность. Это является еще одним предпочтительным использованием подающей связующее линии и ее большой пропускной способности, позволяющим обеспечить сушку преформы непосредственно перед ее вакуумированием. Для более интенсивной и полной сушки преформы может дополнительно использоваться нагрев.
Другие особенности и преимущества изобретения следуют из приведенного ниже описание предпочтительных вариантов осуществления изобретения со ссылками на чертежи. При этом, на чертежах показано:
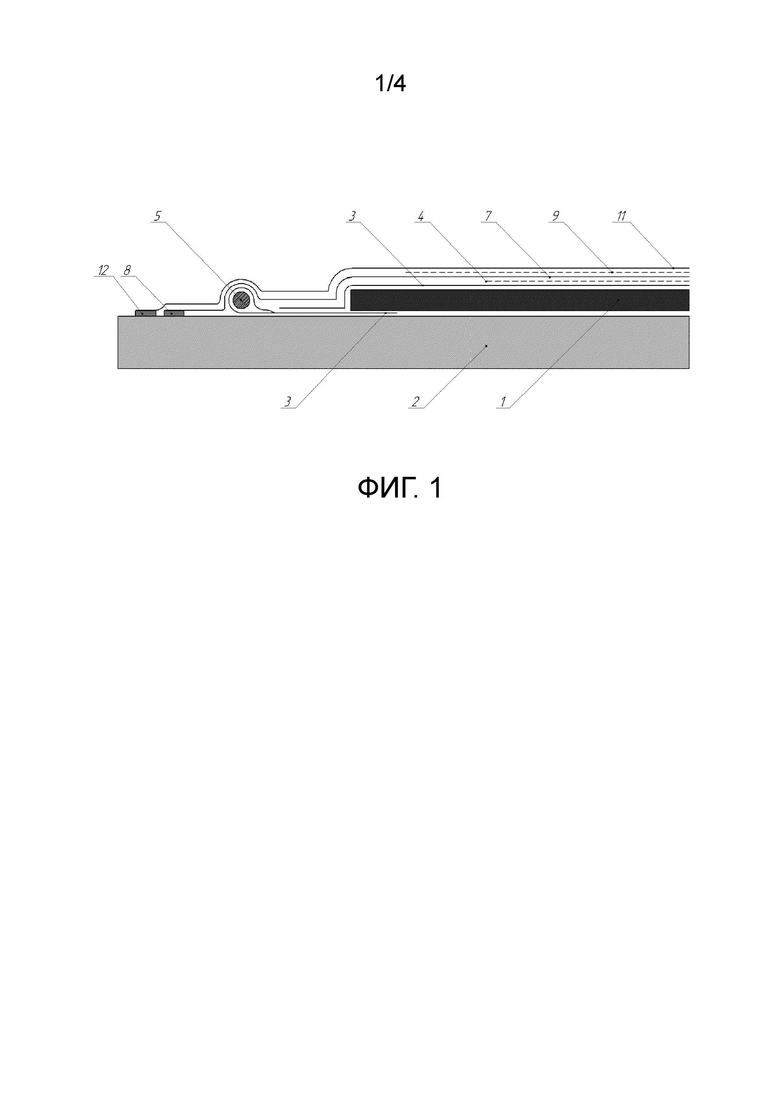
Фиг.1 - примерный вид сформированного двойного пакета;
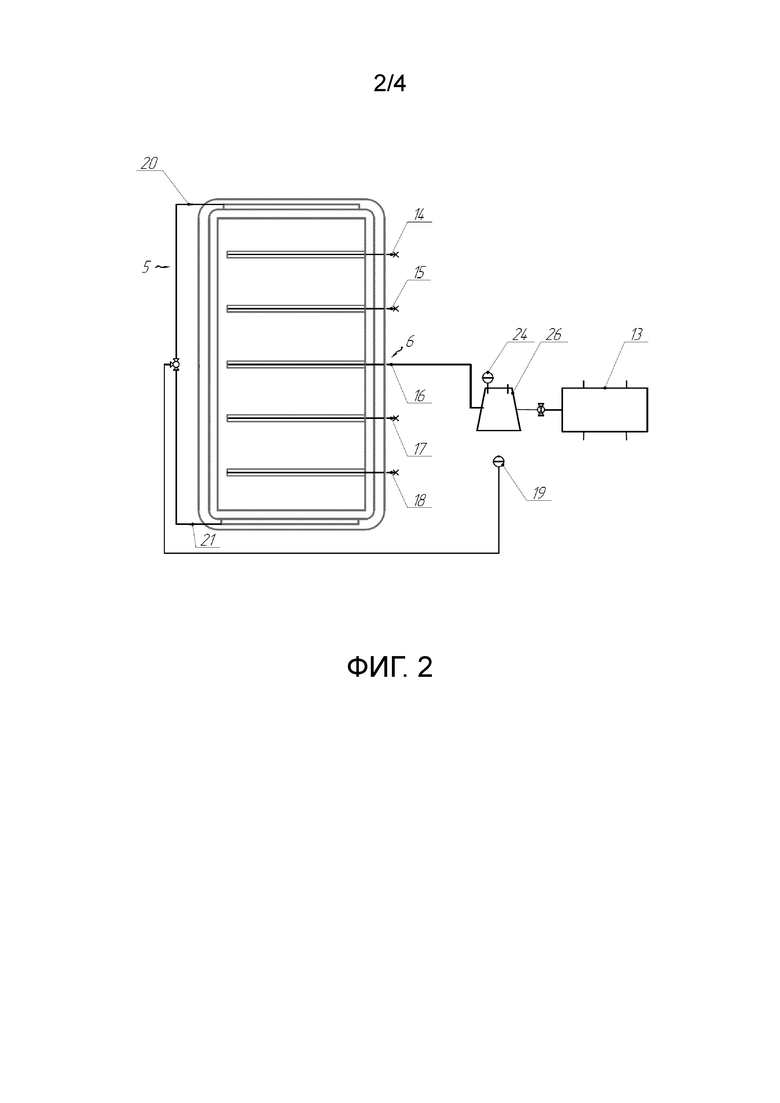
Фиг.2 - схематичный вид сверху на внутренний пакет на этапе его вакуумировании;
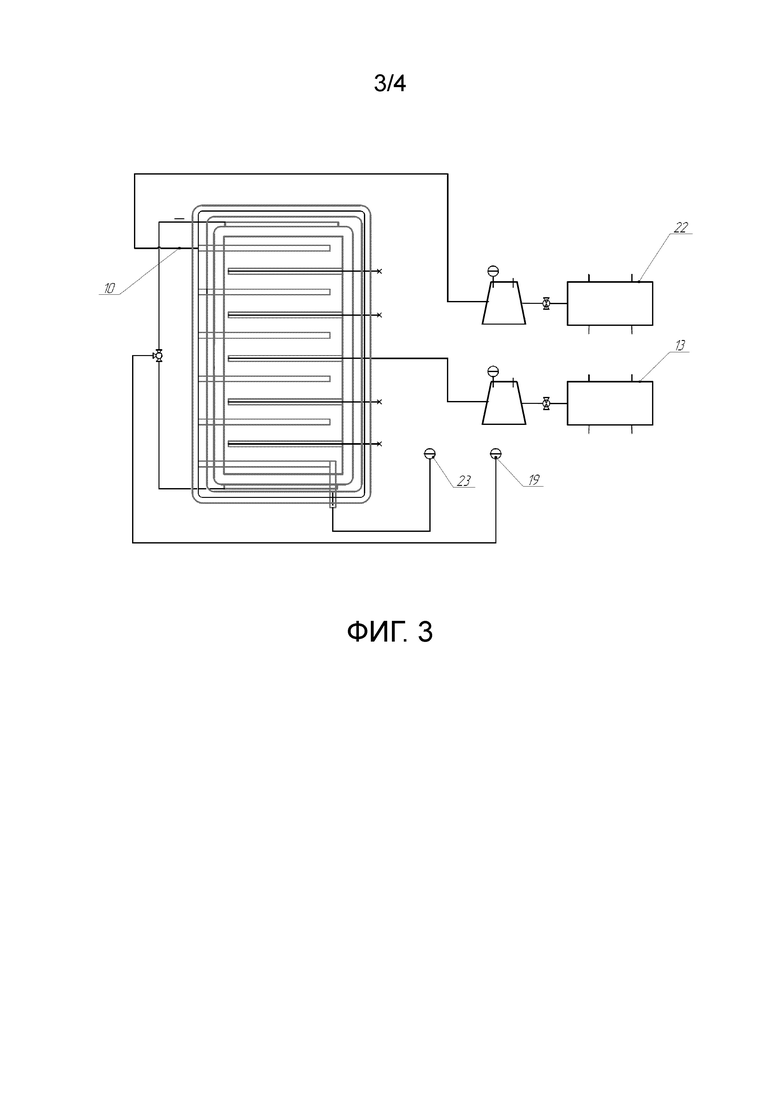
Фиг.3 - схематичный вид сверху на внутренний пакет из фиг.2 и наложенный на него сверху внешний пакет на этапе вакуумирования;
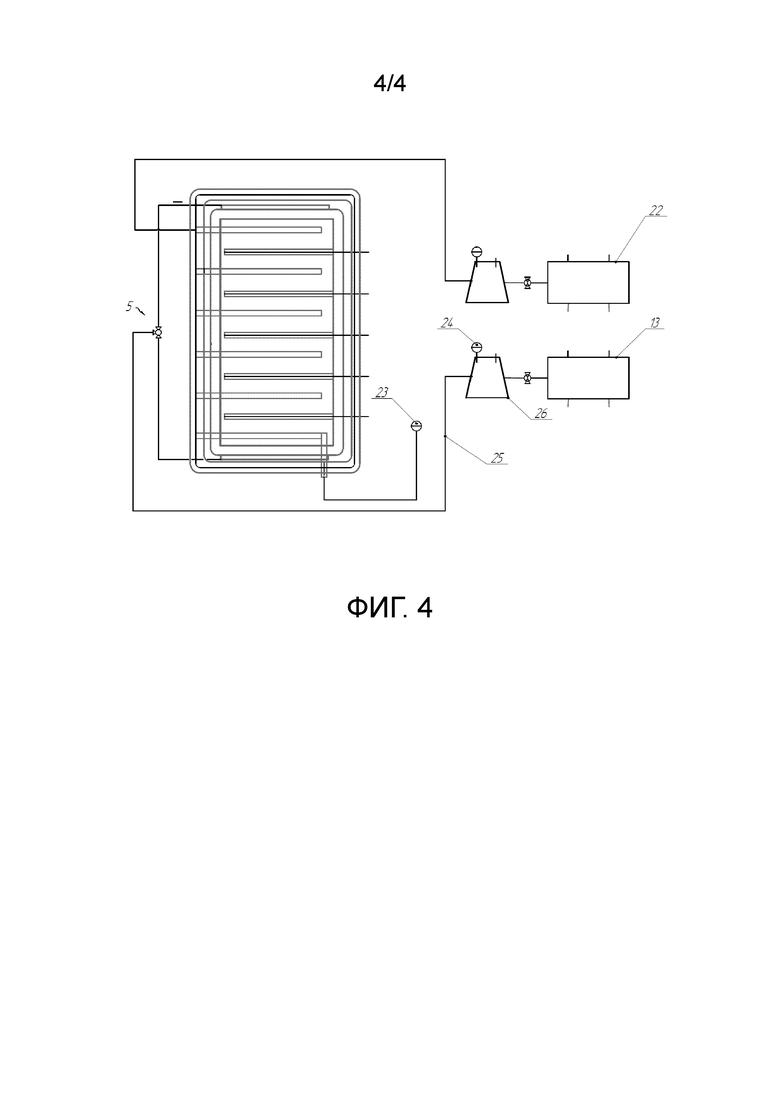
Фиг.4 - вид внешнего и внутреннего пакетов с фиг.3 на этапе пропитки.
На фиг.1 представлен вид по существу традиционного двойного пакета, окружающего преформу 1, расположенную на оснастке 2. Двойной пакет включает в себя первый, внутренний пакет и второй, внешний пакет.
Внутренний пакет включает в себя жертвенную ткань 3 (или перфорированную разделительную пленку), полностью покрывающую размещенную на оснастке 2 преформу 1. Аналогичная жертвенная ткань 3 также может быть уложена между оснасткой и преформой и использоваться потом для накрывания (см. фиг.1) своим свободным концом вакуумной линии и подводящей связующее линии (описываются ниже). Далее, внутренний пакет включает в себя распределительную сетку 4, уложенную поверх жертвенной ткани 3 (или перфорированной разделительной пленки). Также внутренний пакет включает в себя вакуумную линию 5 и подводящую связующее линию 6 (не показана на фиг.1), которые известным образом не имеют непосредственного соединения между собой. Подводящая связующее линия 6 традиционным образом предназначена для подвода связующего во внутренний пакет на этапе пропитки преформы. Вакуумная линия 5 традиционным образом предназначена для приложения вакуума к внутреннему пакету и отводу возможных излишков связующего из внутреннего пакета на этапе пропитки преформы.
Сверху все элементы внутреннего пакета закрыты вакуумной пленкой 7, которая посредством герметичных жгутов 8 по периметру герметично соединена с оснасткой 2 и является замыкающим элементом всего внутреннего пакета.
Над внутренним пакетом расположен внешний пакет, который включает в себя: распределительную сетку (дренажный слой) 9, уложенную на вакуумную пленку 7 внутреннего пакета; вакуумную линию 10 (не показана на фиг.1); и вакуумную пленку 11, которая по периметру посредством герметизирующих жгутов 12 герметично соединена с оснасткой 2 и завершает внешний пакет, герметично окружающий внутренний пакет.
В целом структура пакетов является традиционной, так что ее более подробное описание является излишним. Указанные пакеты могут быть известным образом дополнены дополнительными элементами, обеспечивающими нужное протекание процесса вакуумной инфузии и ее результат. В частности, в составе пакетов могут использоваться цулаги для получения ровной поверхности изделия, барьерная пленка для защиты вакуумной пленки от воздействия связующего и т.п.
Вакуумная линия 10 внешнего пакета, вакуумная линия 5 внутреннего пакета и подающая связующее линия 6 внутреннего пакета могут быть известным образом образованы спиральными трубками (т.е. трубками, разрезанными по спирали вдоль всей длины), трубок со сквозными отверстиями и/или каналами в стенке трубки или т.п.
Предпочтительным образом, вакуумная линия 5 внутреннего пакета имеет меньшую пропускную способность, чем его подающая связующее линия, чтобы предотвратить более высокий отвод связующего, чем его подача в преформу в ходе процесс пропитки преформы связующим. Указанное различие в пропускной способности реализуется, например, за счет большего диаметра трубок подающей связующее линии, чем у трубок вакуумной линии. Альтернативно или дополнительно различная пропускная способность может быть реализована за счет различия в шаге спирали указанных линий, различных размеров разрезающей спирали, различного размера и/или количества сквозных отверстий трубок указанных линий и тому подобными мероприятиями.
Фиг.2 показывает схематичный вид сверху на внутренний пакет в процессе его вакуумирования для проверки герметичности. Для этого вакуумный насос 13 подключен к подающей связующее линии 6. Таким образом, подающая связующее линия 6 используется в рамках изобретения по-разному: на этапе вакуумирования она служит для подключения вакуумного насоса 13, а на последующем этапе пропитки преформы - по своему прямому назначению для повода связующего.
Как видно из фиг.2, подающая связующее линия 6 не обязательно должна быть в виде одной цельной линии или трубки. Она также может представлять собой несколько отдельных трубок, которые проложены во внутреннем пакете через соответствующие интервалы. Количество трубок, частота их прокладки и ориентация относительно преформы может определяться величиной изготавливаемого изделия, его геометрией, свойствами используемого связующего, в частности его текучестью, и другими факторами. В представленном на фиг.2 варианте подводящая связующее линия включает в себя пять отдельных трубок 14, 15, 16, 17, 18, каждая из которых предусмотрена для подключения к своему вакуумному насосу 13 или, соответственно, источнику связующего. Однако, возможны также выполнения, в которых отдельные трубки могут все вместе или группами соединятся с общим вакуумным насосом или источником связующего. Возможно и другие варианты. В показанном на фиг.2 варианте осуществления изобретения из пяти отдельных трубок 14, 15, 16, 17, 18 подающей связующей линии 6 к вакуумному насосу 13 подключена только одна трубка 16. Неиспользуемые входы подающей связующее линии 6, соответственно, не используемые отдельные трубки 14, 15, 17, 18 закрыты.
Для контроля создаваемого вакуума внутри внутреннего пакета используется вакуумметр 19, который подключен к вакуумной линии 5 внутреннего пакета. Вакуумная линия 5 на фиг.2 представлена двумя соединенными между собой и входящими во внутренний пакет трубками 20, 21. Однако, возможны и другие варианты выполнения этой линии, например, аналогично описанным выше вариантам подающей связующее линии 6.
С учетом описанного подключения вакуумметра 19, измерение вакуума осуществляется вне линии, к которой подключен вакуумный насос 13, в месте пакета удаленном (предпочтительно наиболее удаленном) от места приложения вакуума к внутреннему пакету. Это позволяет в изобретении получать информацию о фактическом значении вакуума в пакете с учетом возможных негерметичностей и/или без негативного влияния на измерение неизбежного перепада давления как в самом пакете, так и в линии между пакетом и вакуумным насосом 13.
Использование имеющейся вакуумной линии 5 для подключения вакуумметра 19 является предпочтительным, поскольку для этого не требуется создания дополнительных проходов вовнутрь пакета, к которым мог бы подключаться вакуумметр 19 и которые были бы дополнительным источником опасности нарушения герметичности пакета. Однако, в некоторых случаях возможно формирование специальных проходов внутрь пакета для подключения вакуумметра 19, чтобы реализовать соответствующий изобретению принцип измерения вакуума вне линии, к которой подключен вакуумный насос 13. Такой проход предпочтительно выполняется в месте пакета, по возможности наиболее удаленном от подводящей связующее линии 6, к которой на этапе вакуумирования подключается вакуумный насос 13.
Вакуумметр 19 выполнен как вакуумметр абсолютного давления, чтобы осуществлять контроль вакуума с учетом возможных отклонений атмосферного давления от нормального значения и, соответственно, обеспечить более корректную оценку уровня вакуума в пакете.
На фиг.3 представлен схематичный вид на внешний пакет, уложенный на внутренний пакет, в процессе его вакуумирования для проверки герметичности. Вакуумный насос 22 подключен к вакуумной линии 10 внешнего пакета и обеспечивает создание в нем вакуума. Контроль вакуума осуществляется вакуумметром 23, который подключен к пакету на удалении от вакуумной линии 10. Вход вакуумной линии 10 во внешний пакет и подключение вакуумметра 23 к внешнему пакету расположены в варианте согласно фиг.3 по существу диаметрально противоположно. Таким образом получается по существу максимальное удаление места приложения вакуума к пакету от места его измерения.
Вакуумметр 23 для внешнего пакета предпочтительно выполнен также в виде вакуумметра абсолютного давления.
В случае необходимости на данном этапе может быть произведена предварительная сушка преформы или удаление избыточной влаги от нее. Для этого (при отключенном вакуумметре 19) включается вакуумный насос 13, который ввиду его подключения к имеющей повышенную пропускную способность подающей связующее линии 6 может быстро и эффективно удалять влагу от преформы. Для более интенсивного и полного процесса сушки также может дополнительно использоваться нагрев.
После формирования пакетов и проверки их герметичности переходят к собственно процессу изготовления изделия. Для этого, вакуумируют внутренний пакет до уровня, необходимого для осуществления процесса вакуумной инфузии. Было установлено, что вакуум внутреннего пакета должен иметь значение не более 1,3 кПа. Это гарантирует заполнение (пропитку) связующим преформы с по существу любой сложностью геометрии с получением уровня пористости в готовых изделиях не выше 1-1,5%, что соответствует требованиям для композитов в аэрокосмической области.
Также осуществляют вакуумирование внешнего пакета до уровня вакуума, который предпочтительно ниже уровня вакуума во внутреннем пакете. За счет такого соотношения уровней вакуума в пакетах внешний пакет оказывает давление на внутренний пакет, что создает необходимое сжатие преформы для удаления из нее воздуха и способствует малой пористости и исключению чрезмерной толщины будущего изделия. Кроме того, в процессе собственно пропитки давление внешнего пакета на внутренний пакет не позволяет внутреннему пакету расслабляться и отрываться от преформы, в частности, после прохождения волнового фронта связующего, пропитывающего преформу. Было установлено, что нужный уровень вакуума во внешнем пакете, гарантированно обеспечивающий указанные преимущества, не должен иметь значение более 5 кПа.
Использование двойного пакета позволяет гарантировать наличие вакуума внутри внутреннего пакета так, что даже при некотором нарушении герметичности внутреннего пакета в процессе изготовления изделия обеспечиваемый внешним пакетом уровень вакуума позволяет избежать попадания воздуха во внутренний пакет, что могло бы привести к набуханию преформы, увеличению расстояния между волокнами преформы и тем самым уменьшению объемной доли волокон и получению композитов с высокой внутренней и поверхностной пористостью, малым объемом волокон или чрезмерной толщиной.
Вакуумирование и контроль получаемого вакуума во внутреннем пакете и внешнем пакете проводят в состоянии подключения, описанном выше и представленном на фиг.2 и 3. Так, вакуумный насос 13 подключен к подающей связующее линии 6 внутреннего пакета, а создаваемый им вакуум измеряется вакуумметром 19, подключенным к вакуумной линии 5 внутреннего пакета. Все неиспользуемые входы (трубки 14, 15, 17, 18) подающей связующее линии 6 закрыты (как правило, соответствующие трубки перекрываются двойным перегибанием). Вакуумный насос 22 подключен к вакуумной линии 10 внешнего пакета, а создаваемый им вакуум измеряется вакуумметром 23.
После достижения указанных выше значений вакуума во внутреннем и внешнем пакетах вакуумный насос 13 отключается от подающей связующее линии 6 внутреннего пакета и подключается к вакуумной линии 5 внутреннего пакета, от которой предварительно был отключен вакуумметр 19. Это состояние представлено на фиг.4, иллюстрирующей состояние подключения двойного пакета перед и на этапе пропитки. К указанной подающей связующее линии 6 (в данном случае к ее отдельным трубкам) подключается источник/и связующего (не показано) и начинается поступление связующего по подающей связующее линии во внутренний пакет для пропитки преформы.
Поддержание достигнутого ранее уровня вакуума во внутреннем пакете осуществляется за счет работы вакуумного насоса 13. Величина вакуума во внутреннем пакете контролируется теперь по показаниям вакуумметра 24, включенного в линию 25 вакуумного насоса.
Уровень вакуума во внешнем пакете поддерживается и контролируется также как на стадии вакуумирования этого пакета, что следует, в частности, из фиг.4.
Излишки связующего, которые проходя преформу 1, попадают в вакуумную линию 5 и далее поступают в линию 25 вакуумного насоса 13, улавливаются известным образом в ловушке 26, встроенной в линию 25 вакуумного насоса 13.
По завершении процесса пропитки преформа подвергается сушке и удалению контактирующих с ней элементов двойного пакета.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ИСПОЛЬЗОВАНИЕМ ДВОЙНОГО ВАКУУМНОГО ПАКЕТА | 2014 |
|
RU2579380C2 |
| Способ и устройство для изготовления композитного изделия | 2019 |
|
RU2748461C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| МЕТАЛЛОКОМПОЗИТНАЯ ОПОРА ОСВЕЩЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2655273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ КОМПОЗИТОВ ВАКУУМНОЙ ИНФУЗИЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2480335C1 |
| СПОСОБ ПРОПИТКИ СЛОИСТЫХ ЗАГОТОВОК НА ОСНОВЕ ТКАНЫХ НАПОЛНИТЕЛЕЙ И ЭПОКСИДНЫХ, КРЕМНИЙОРГАНИЧЕСКИХ И ПОЛИИМИДНЫХ СВЯЗУЮЩИХ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2020 |
|
RU2743422C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛОПОЛИМЕРА | 2022 |
|
RU2797519C1 |
| СПОСОБ ОРТОГОНАЛЬНОЙ ПРОПИТКИ СЛОИСТЫХ ВОЛОКНИСТЫХ ЗАГОТОВОК ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2722530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ПОВЕРХНОСТНЫМ ИНФУЗИОННЫМ ПРОЦЕССОМ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2480334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
Изобретение относится к способу получения изделий вакуумной инфузией. Техническим результатом является корректная оценка вакуума в пакетах и получение его надлежащего уровня для создания высококачественных изделий при максимально полном использовании возможностей имеющихся в пакетах линий. Технический результат достигается способом, который включает укладку преформы на оснастку, формирование герметизирующих преформу внутреннего и внешнего пакета, включая прокладку подающей связующее линии и вакуумной линии во внутреннем пакете и прокладку вакуумной линии во внешнем пакете. Затем проводят вакуумирование внутреннего пакета путем подключения линии вакуумного насоса к подающей связующее линии при контроле уровня вакуума в вакуумной линии внутреннего пакета. Вакуумирование внешнего пакета путем подключения вакуумной линии пакета к линии вакуумного насоса при контроле уровня вакуума в вакуумной линии пакета в месте, удаленном от места подключения к ней линии вакуумного насоса. После вакуумирования пакетов осуществляют переключение вакуумного насоса от подающей связующее линии к вакуумной линии и соединение подающей связующее линии с источником связующего. Далее проводят пропитку преформы связующим. 5 з.п. ф-лы, 4 ил.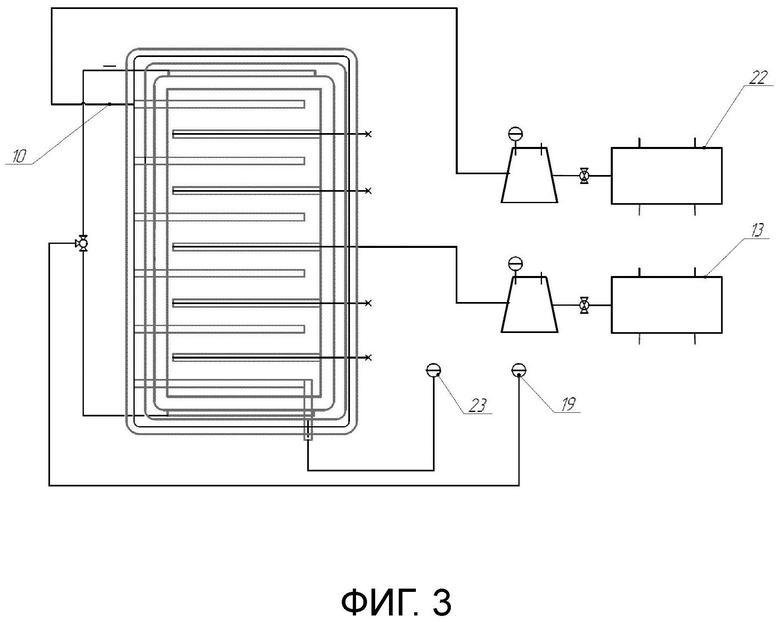
1. Способ получения изделий вакуумной инфузией, при котором
укладывают преформу на оснастку,
формируют герметизирующие преформу внутренний и внешний пакеты, включая прокладку подающей связующее линии и вакуумной линии во внутреннем пакете и прокладку вакуумной линии во внешнем пакете,
вакуумируют внутренний пакет путем подключения линии вакуумного насоса к подающей связующее линии при контроле уровня вакуума в вакуумной линии внутреннего пакета,
вакуумируют внешний пакет путем подключения вакуумной линии пакета к линии вакуумного насоса при контроле уровня вакуума в вакуумной линии пакета в месте, удаленном от места подключения к ней линии вакуумного насоса,
причем во внутреннем пакете создают уровень вакуума, который равен или выше уровня вакуума во внешнем пакете,
после вакуумирования пакетов вакуумный насос переключают от подающей связующее линии к вакуумной линии, а подающую связующее линию соединяют с источником связующего и осуществляют пропитку преформы,
сушат пропитанную связующим преформу.
2. Способ по п.1, отличающийся тем, что во внутреннем пакете получают и поддерживают вакуум не более 1,3 кПа, а во внешнем пакете получают и поддерживают вакуум не более 5 кПа.
3. Способ по п.1 или 2, отличающийся тем, что перед вакуумированием пакетов осуществляют предварительную сушку преформы путем удаления влаги через подающую связующее линию.
4. Способ по п.3, отличающийся тем, что сушку проводят с одновременным приложением нагрева.
5. Способ по одному из пп.1-4, отличающийся тем, что контроль уровня вакуума осуществляют посредством вакуумметра абсолютного давления.
6. Способ по одному из пп.1-5, отличающийся тем, что используют подающую связующее линию, пропускная способность которой выше, чем у вакуумной линии.
| US 20020022422 A1, 21.02.2002 | |||
| CN 105459419 A, 06.04.2016 | |||
| СПОСОБ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ИСПОЛЬЗОВАНИЕМ ДВОЙНОГО ВАКУУМНОГО ПАКЕТА | 2014 |
|
RU2579380C2 |
| CN 103042701 A, 17.04.2013 | |||
| CN 101585238 A, 25.11.2009 | |||
| CN 217968494 U, 06.12.2022. | |||

